
歯車加工は通常、独立した製造工程と考えられがちですが、実際にはシステム全体の伝達機構の問題を凝縮して反映したものです。歯車の早期破損による機械の頻繁な故障や、伝達系のノイズによって製品の高位置への搬送が妨げられる場合、多くの場合、歯車とシステム内の他の部品との「不整合」が原因です。
その理由は、負荷スペクトル、運転条件、設置精度といったシステム的な要因を無視しているためです。このガイドでは、LS Manufacturingの「設計・材料・プロセス」という協調的なエンジニアリングアプローチが、ギアを単なる部品から、システムに深く統合された高信頼性コンポーネントへと昇華させ、機器の寿命との同期を実現する仕組みを明らかにします。
システム的な問題を解決するには、まずシステム的な視点が必要です。まずは、ギアが機器において実際にどのような役割を果たしているのかを理解しましょう。時間を節約するために、主要な調査結果の概要を簡単に説明します。

図1:LSマニュファクチャリング社による、インデックス可能なインサートを用いた歯車製造プロセス
歯車加工ガイド全文クイックリファレンス表
| 部分的なカテゴリ | 要点まとめ |
| コアコンセプト | 破るために 歯車製造の概念を孤立させ、体系的で協調的なエンジニアリング思考を確立する。 |
| 根本的な問題 | ギアの故障の主な原因は、ギア自体の品質ではなく、他のトランスミッション部品とのシステム的な「不適合」にある。 |
| 解決 | ギアシステムの完璧なマッチングを確保するために、「設計・材料・プロセスにおける協働」アプローチを採用する。 |
| デザインコラボレーション | 実際の負荷スペクトルと運転条件に基づいた歯車製造および巨視的なプロファイル設計。 |
| 素材のコラボレーション | 材料特性と熱処理プロセスを、設計荷重と期待寿命に適合させる。 |
| プロセスコラボレーション | 製造工程においては、設計された歯形と最適な材料性能を実現する必要がある。 |
| インストールと検証 | 筐体および設置仕様の精度を厳密に管理し、システムレベルのテストと検証を実施する。 |
| 究極の目標 | コストのかかる部品である歯車を、機械の競争力を高める高信頼性部品へと変える。 |
設計、材料、プロセスにおける緊密な連携により、歯車加工は単一の製造工程から、トランスミッションシステム全体の信頼性と性能を確保する重要なエンジニアリングプロセスへと進化しました。これにより、予期せぬダウンタイムや騒音といった主要な課題が解消され、機器のライフサイクル全体を通して価値が最大化されます。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
当社チームは長年にわたり、自動車、産業オートメーション、重機械業界の大手企業にサービスを提供してまいりました。ギアボックス用のギア加工は、噛み合い音や伝達効率といった要素が最終製品の市場競争力に直接影響するため、当社が提供するコアギアペアは、その寿命とバックラッシュを通じてシステム全体の信頼性を決定づけます。
過去10年間だけでも、当社は5万個以上の特注ギア部品を納入してきました。これらの実績を通して、設計、材料、製造工程の相乗効果に関する理解を深めてきました。具体的には、改良鋼の性能を最大限に引き出すための最適な加工経路、変形と残留応力のバランスを取るための最適な熱処理および仕上げ工程、そして量産におけるすべてのギアの均一性を確保する方法などについて、深く理解を深めています。
これは、当社の工房で無数のチップ、測定、そして厳格な顧客受け入れテストによって、あらゆる意見や解決策が繰り返し検証されてきたガイドラインです。私たちが経験した落とし穴を皆様が回避できるよう、その経験を率直に共有いたします。
根源的な誤解:ギアの故障の90%は設計以前に発生する
優れた歯車加工品質を追求する上でよくある、しかし致命的な誤解は、歯車を独立した精密部品として捉えることです。実際には、多くの故障は製造上の欠陥からではなく、初期の伝動システム設計段階で設定された実際の動作条件との本質的な不一致から生じています。このような「本質的な欠陥」を根本的に回避するために、当社のアプローチは設計前の2つのステップに重点を置いています。
1. システム動作条件からの設計入力のリバースエンジニアリング:
当社のエンジニアリングチームは、各プロジェクトの開始にあたり、お客様の機器の実際の動作環境を包括的に分析し、過渡的な衝撃荷重や熱変形サイクルから長期的な耐用年数目標に至るまで、さまざまな要素を綿密に評価します。これらの重要なシステムレベルの要件は、計算された安全率、カスタマイズされた歯形修正計画、最適な材料グレードの選定など、明確なギア設計パラメータに正確に変換され、最終設計が実際の用途の要求に確実に適合するようにします。
2. コシミュレーションによる事前検証:
実際の製造に着手する前に、提案されたギアモデルは、完全に仮想化されたトランスミッションシステム内で徹底的な連成シミュレーションを受けます。この高度なデジタルプロトタイピングでは、マルチボディダイナミクスと有限要素解析を統合し、局所的な高応力集中、振動モード、および音響ノイズといった潜在的な故障箇所を特定して修正することで、ベアリングやハウジングとのシームレスな統合を実現し、システムの性能と耐久性を最大限に高めます。
最終的に、これは最も科学的かつ合理的な伝動システム設計であり、効果的な歯車加工のための非常に重要な基盤となります。言い換えれば、歯車は専用の「システムサーバー」とみなすことができ、需要側主導のリバースエンジニアリングと検証プロセスによって、最初からホストシステムの要件に完全に適合することが保証され、比類のない性能と耐用年数が保証されます。

精度とコスト:最適なバランスを見つけるには?
精密歯車加工の製造工程では、一般的に「精度が高ければ高いほど良い」という考え方が適用されます。しかし、科学的なコスト最適化には、この考え方を打破する必要があります。重要なのは、精度を高めるとコストが指数関数的に増加する一方で、多くの用途における真のニーズは、「適切な精度+システム最適化」を組み合わせることで、はるかに良く満たされるということです。
1. 精度コストの変曲点を探す:
ISO精度等級が段階的に向上するにつれて、加工コスト、時間コスト、工作機械・工具の摩耗コストが急激に増加します。例えば、 ISO 8から6へのアップグレードは、コスト増加を抑えつつ性能を大幅に向上させますが、 6から3への強制的なアップグレードはコストの急激な増加につながる一方で、システム性能への実際の貢献はごくわずかになる可能性があります。
2. 「精度向上+プロファイル修正」を組み合わせた戦略を用いる。
中速かつ小衝撃荷重を必要とするギアの場合、 ISO 3規格のギアを盲目的に追求するのは最善策ではありません。代わりに、はるかに安価なISO 6規格のギアを使用し、所定の取り付け誤差と荷重変形データに基づいて、歯の方向とプロファイルを精密に修正します。この組み合わせたアプローチにより、ISO 3規格のギア単体よりも高い伝達の滑らかさと長寿命を実現し、全体的なコストも削減できます。
言い換えれば、精密歯車加工の最適な方法は、システム思考に基づいた精密なマッチングです。私たちは、どんな犠牲を払ってでも最高の精度を追求するのではなく、作業条件を深く理解し、プロファイル修正などのシステム補正技術を補完することで、最も費用対効果の高い精度レベルを導き出すことを目指しています。そうすることで、信頼性を確保しながら真のコスト最適化を実現するのです。
図2:LSマニュファクチャリング社による精密歯車加工部品の工業的なクローズアップ写真
プロセス選定 ― それはどのようにパフォーマンスの上限を決定するのか?
歯車製造においては、加工工程の単純なリストアップ以上の要素がプロセスルートの選択に関わっており、それが最終的な性能の上限とコスト構造を根本的に決定づけます。特に、様々な歯車製造プロセスの中から選択すること、具体的には主要な歯車切削プロセスと熱処理の組み合わせは、歯面の状態、微細構造、残留応力状態に直接影響を与え、ひいては耐荷重能力、騒音レベル、疲労寿命の限界を決定づけるのです。
| プロセス段階 | コア機能とパフォーマンスへの影響 | 標準的な費用と適用範囲 |
| 歯車ホブ盤加工/成形加工 | 歯面は軟らかく、成形効率は高いものの、耐荷重能力と歯面精度は低い。軟質歯面歯車の加工における基本的な方法である。 | 最も低コストで、軽負荷および一般的な条件下でのトランスミッションに適していますが、性能は比較的低くなります。 |
| 熱処理後、精密な圧延/削り出し | 焼入れ歯車の精度を経済的に向上させ、歯面品質を改善する効果はあるが、その程度には限界がある。 | 経済的なコストは、中負荷アプリケーションにおいて、コストと性能の間の一般的な妥協点である。 |
| ギアが軋む音 | これにより、最高の歯形精度と最適な歯面粗さが確保され、疲労強度が大幅に向上し、騒音も低減されます。 | 最も高価ではあるが、重荷重、高速、低騒音といった重負荷用途において最も好ましいプロセスである。 |
言い換えれば、歯車製造工程の基本的な選択は、目標とする性能に対して最も経済的な方法を見つけることである。性能の過剰/不足を避け、歯車の性能上限を科学的に設定するための鍵は、単純な歯車切削工程から仕上げ工程までの完全な能力マップを把握することにある。

材料科学:ギアの寿命を300%延ばすには?
最高の性能を追求する上で、材料の選定と微細な制御は、歯車の最終的な耐用年数を決定づける重要な要素です。単に歯車のグレードを選ぶだけではなく、材料レベルでの精密な介入によって、歯車の耐久性の潜在能力を最大限に引き出すことができるのです。これは単なる材料の置き換えにとどまらず、特定の故障モードをターゲットとした精密な「カスタマイズ」と言えるでしょう。
- 精密な合金設計と元素比率:クロム、モリブデン、ニッケルなどの主要な合金元素の比率を最適化することで、マトリックスを強化するだけでなく、特にコア部分の靭性を高め、歯面の疲労耐性を向上させ、衝撃荷重や大きな応力に対する基本的な保証を提供します。
- 制御可能な浸炭層勾配技術:表面と内部の完璧な移行が長寿命化の鍵となります。当社は、浸炭層の炭素濃度勾配と有効層深さを精密に制御することで、極めて高い表面硬度を実現すると同時に、強固な芯材との滑らかな結合を達成し、表面の圧壊や剥離を根本的に防止します。
- 残留オーステナイトの定量的制御:通常は望ましくない残留オーステナイトを、特殊なプロセスによって最適な範囲に維持します。準安定構造は応力下でマルテンサイトに変態し、圧縮応力を発生させます。この圧縮応力は、微小亀裂の伝播を効果的に抑制し、歯車のピッチングや摩耗に対する耐性を大幅に向上させます。
歯車材料の耐用年数を数倍に延ばすための科学的な方法は、材料の潜在能力を最大限に引き出すことです。当社は、相乗効果のあるエンジニアリングを通じて、合金組成、熱処理層の深さ、微細構造を最適化し、お客様の歯車に特定の故障モードに対する耐性を持たせるための「カスタマイズ」された装甲を提供することで、従来の基準をはるかに超える信頼性を実現します。
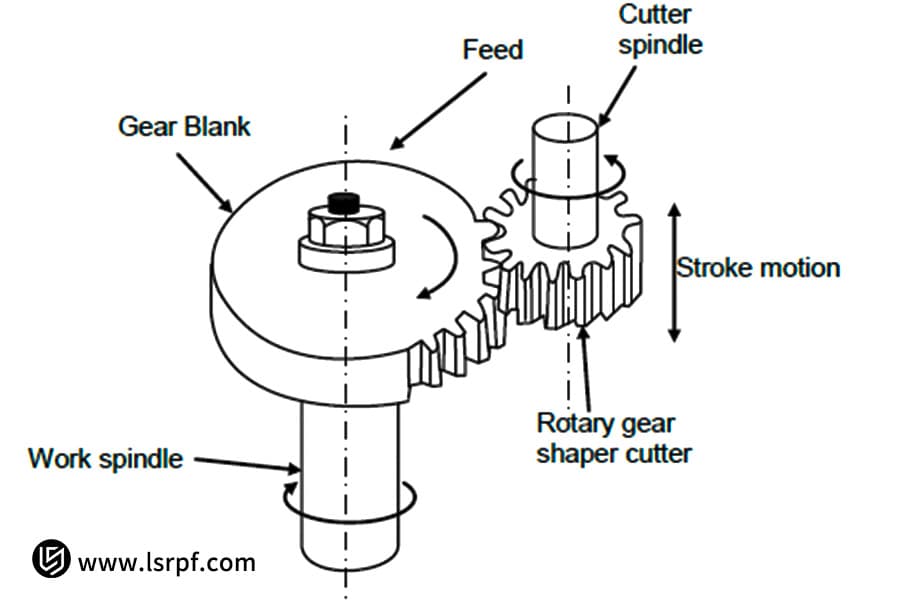
図3:LSマニュファクチャリング社製精密歯車成形工具とワークピースの内部構造
ギアの選択:あなたのシナリオに最適な「パートナー」を見つける
伝動システムの設計プロセスにおいて、適切なギアタイプの選定は、総合的な性能とコスト効率を確保するための要となります。実際、伝動効率、トルク密度、騒音、コストは、用途によって大きく異なります。お客様の機器にとって真に最適なパートナーを見つけるには、「基本原理」に基づいた比較検討が不可欠です。
| ギアの種類 | 主な特徴と利点 | 典型的な適用シナリオと考慮事項 |
| ヘリカルギア | スムーズな伝達、低騒音、高耐荷重性を実現するが、軸方向の力が発生する。 | 高速かつスムーズで静かな動力伝達用途に適しているため、自動車用ギアボックスや産業用減速機などに使用されている。 |
| ベベルギア | これは、交差するシャフト駆動における動力伝達を可能にし、方向転換を可能にし、高いトルク容量を備えている。 | これらは、空間的に交差するシャフトの応用を可能にする。例えば、車両の後車軸の差動装置や工作機械の回転駆動装置などである。 |
| ウォームギア | この駆動方式は、単段変速で高速比を実現でき、スムーズな変速とセルフロック機能を備えているが、効率は比較的低い。 | ウォームギアは、昇降システムや搬送装置など、高い減速比とセルフロック機能を備えた中低速伝動用に設計されています。 |
言い換えれば、最適なギアタイプというものは存在せず、あるのは最適な適用シナリオだけです。したがって、あらゆる選定の出発点は、機器のコア要件を徹底的に分析することにあります。スペースレイアウト、効率、騒音、コストといったニーズを正確に理解することで、最適な選択肢を見つけることができます。
熱処理:ギア性能を「究極的に増幅する」
歯車の熱処理は、歯車製造工程全体の中心的な工程であり、その性能を決定づけるものです。まさに「性能増幅器」と言えるでしょう。優れた歯車の熱処理は、単なる「焼入れと硬化」ではなく、実際には、部品の性能を飛躍的に向上させるために、高い表面硬度と高い芯部の靭性の理想的なバランスを実現することを目的とした、精密に制御されたエンジニアリングプロセスであり、性能向上を図るものです。
1. 制御雰囲気熱処理技術:
当社では、炭素ポテンシャルを正確に制御した制御雰囲気下での熱処理方法を採用することで、浸炭処理中に歯車表面の炭素濃度が一定かつ均一になり、理想的な有効層深さを確保します。これにより、有害な粒界酸化を起こすことなく、高硬度かつ高耐摩耗性のマルテンサイト組織の形成の基礎を築き、歯面を原料から高品質に保ちます。
2. 事前変形補償技術:
材料の熱処理における変形法則を深く理解した上で、冷間加工段階で逆「予変形」設計を実施します。 歯車形状の事前補正と、熱処理中に発生する規則的な変形の事前補償により、熱処理後の過度な研削を必要とせずに高精度を維持し、最適な浸炭層を保持し、残留応力を低減することができます。
要するに、今日の歯車の熱処理は、従来の熱処理の限界を克服しました。制御可能なプロセスと変形に対する積極的な補償により、材料の潜在能力を最大限に引き出します。精密な制御技術は、歯車の高強度、長寿命、高信頼性を実現するための鍵であり、 性能向上という目標達成のための究極の保証となります。

図4:LSマニュファクチャリング社による機械加工された歯車と駆動部品の工業的なクローズアップ写真
事例研究:ロボットギアの「精度低下」という呪縛を打破する
本事例研究では、大手協働ロボットメーカーのコア伝動部品における長期信頼性の課題を解決するために当社が採用した、体系的かつ協調的なエンジニアリングアプローチについて詳述します。従来のサプライヤー関係を超え、緊密に連携したパートナーシップを構築することで、摩耗や故障の根本原因に焦点を当てました。その解決策は、LS社製ギアの材質と形状を最適化することに重点を置き、継続的な動的負荷下におけるギアの精度寿命を飛躍的に延長することに成功しました。
1. 顧客の課題
約6ヶ月間、高速かつ高動負荷で稼働させた結果、顧客のコアジョイントギアは、位置決め精度がミクロンレベルで不可逆的に低下し、ロボット位置決めの再現性が極めて低くなり、製品歩留まりが低下しました。顧客からの苦情は増え続け、市場拡大に深刻な影響を与えています。
2. LSマニュファクチャリングの協働エンジニアリングソリューション
精密な試験とシミュレーション解析の結果、これは微細な材料欠陥と熱処理によって生じた残留応力の組み合わせによるものであることが判明しました。そこで、当社のエンジニアリングチームは多角的な解決策を考案しました。
- 材料の改良:特殊な真空溶解鋼を採用することで、酸化物や硫化物などの有害な介在物を精密に制御し、極めて低いレベルに抑えることが可能になりました。これにより、原料段階から材料の純度が大幅に向上し、高サイクル負荷条件下での優れた疲労強度と部品の長寿命化に直接貢献しています。
- プロセス革新:精密な炭素ポテンシャル制御と深冷処理を組み合わせた統合熱処理手法を導入することで、金属組織の安定化と残留応力の最大限の除去を実現しました。この革新により、後工程における寸法不安定性の根本原因に根本的に対処し、長期的な幾何学的精度を確保しました。
- 設計最適化:歯のフィレット形状を的確に最適化し、歯面形状を局所的に高度に修正することで、応力集中を効果的に軽減しました。これらの設計改良により、歯面全体にわたって運転荷重がより均一に分散され、耐荷重能力が大幅に向上し、疲労破壊のリスクが低減されました。
3. 結果と価値
- 高精度寿命:カスタム設計されたギアペアの高精度保持寿命は、当初の6ヶ月から5年以上の連続稼働へと大幅に延長されました。この画期的な進歩は、慢性的な故障問題を解決するだけでなく、ロボット全体の設計寿命とも完全に同期し、計画外のダウンタイムを排除し、長期的な位置精度を保証します。 信頼性の高い自動化を実現するための根本的な成果。
- 商業的価値:この改良によって実現した卓越した信頼性は、重要な競争優位性となり、クライアントは厳格な認証をクリアし、高精度自動車最終組立ラインおよびパワートレインラインへの参入に成功しました。この戦略的な市場参入は、直接的かつ持続的な商業的価値の向上をもたらし、年間契約額を3,000万元以上増加させました。
LS社が製造する歯車の成功は、材料科学、熱処理プロセス、そして歯車設計という3つの要素の深い相乗効果によるものです。微細構造や残留応力制御から巨視的な歯形最適化に至るまで革新を重ねることで、精度寿命を飛躍的に向上させ、顧客に計り知れない技術的・商業的価値をもたらしました。

図5:LSマニュファクチャリングによる金属歯車の高精度製造プロセス
品質クローズドループ:検査データを「プロセスナビゲーター」として活用する
今日の製造業において、 歯車検査は最終的な適合性評価だけにとどまらず、はるかに広範な範囲をカバーしています。当社は、検査データの一つひとつが製造プロセスを最適化し、歯車の品質を継続的に向上させる「ナビゲーター」となる、動的な品質管理クローズドループシステムの構築に取り組んでいます。このようなクローズドループシステムの目標は、主に2つのステップで達成されます。
1. 判断から分析へ:
当社では、高精度歯車測定センターを用いて、歯形、歯方向、ピッチ誤差といった包括的なデータを取得しています。単純な「合格/不合格」判定にとどまらず、 SPC(統計的プロセス管理)手法を用いてこれらのデータの詳細な傾向分析を行い、加工工程における微細な偏差や変動をリアルタイムで監視しています。
2. 分析から最適化へ:
データ分析の結果、工具摩耗の加速や工作機械の熱変形といった定期的なエラーが検出された場合、システムは直ちにフィードバック機構を作動させます。これらのフィードバックは、切削速度の最適化、工具経路エラーの補正、切削油パラメータの調整など、具体的なプロセスパラメータ調整指示に直接変換され、不良品発生前に逸脱を予防的に修正します。
要するに、当社は歯車検査を、受動的な製造後検査から、能動的かつ予防的な品質管理の中核へと高めています。リアルタイムの「検査→分析→フィードバック→最適化」データフローに基づき、個々の歯車の品質だけでなく、量産における各製品の高い一貫性も確保し、製造のインテリジェンスと信頼性を根本的に向上させています。
カスタムプロジェクト成功の秘訣:プロジェクトの成否を左右する5つのポイント
- フロントエンド製造性レビュー:当社のエンジニアリングチームは、初期設計段階で包括的な製造性分析を実施し、製造コストの増加、最終性能の低下、または重大な機械加工上の課題を引き起こす可能性のある設計上の特徴を積極的に特定して最適化することで、卓越性と効率性を追求した設計を実現します。
- 特殊工具および治具の設計: 特注の精密工具および治具は、非標準的な歯形や複雑な幾何学的構造に合わせて特別に設計されます。この基礎的な工程は、切削力や残留応力による変形を効果的に抑制しながら、加工全体を通して部品の正確な位置決めと安定性を保証するために不可欠です。
- 工程精度管理ポイントの設定:各重要工程、特に熱処理の前後に厳密な検査ポイントを設定し、変形傾向をリアルタイムで監視します。収集されたデータは、後続の仕上げ工程における正確な寸法補正の根拠となり、最終的な寸法精度を保証します。
- 明確に定義されたサプライチェーン連携基準:外部委託プロセス(特殊コーティングなど)に対する明確な受入基準と厳格なデータ伝送プロトコルが義務付けられています。これにより、サプライチェーン全体にわたるシームレスな品質の一貫性とトレーサビリティが確保され、重要な製造仕様の完全性が保護されます。
- すぐに使えるガイダンス資料:詳細な設置調整手順、正確なプリロード推奨事項、システム固有の慣らし運転仕様など、包括的な資料が提供されます。これにより、お客様は最小限のセットアップ時間で、最終用途において最適なギア性能と長寿命を実現できます。
特注歯車製造における成功事例は、計画的にプロジェクトを進めることです。そのためには、サプライヤーが歯車製品に関する資格を有していることに加え、より重要なのは、専門的な経験を包括的な細部管理へと昇華させ、複雑なプロジェクトの成功を確実なものとし、価値を創造することです。
よくある質問
1. 少量生産の特注ギアの単価が比較的高いのはなぜですか?
非常に重要な点を指摘していただきました。小ロット生産における真のコスト要因は、プログラミング、ツーリング、初回品検査などのプロセス開発と検証のみです。当社の強みは以下のとおりです。1) 強力なプロセスデータベースにより、最適なソリューションを迅速に特定し、高額な試行錯誤作業を最小限に抑えることができます。2) 設計の初期段階から綿密な連携を行うことで、後期の設計変更に伴うコストを削減し、総投資額を抑えることができます。具体的なプロジェクト基準をお持ちの場合は、直接お見積もりをご依頼ください。
2. ギアサプライヤーの技術力をどのように評価すればよいか?
重要なのは、 「図面通りに加工する」という概念を捨て、最大衝撃荷重や潤滑条件といったギアレベルでの動作ロジックを積極的に議論し、故障モードに基づいた予防設計を提案できるかどうかだ。それこそが、真のエンジニアリングの深みである。
3. 図面作成から最初のサンプルを受け取るまで、どれくらいの時間がかかりますか?
標準ギアの製造には、工程計画と品質計画を含めて2~3週間かかります。迅速なサンプル提供ルートもご用意しております。緊急のご要望には、コア品質を保証しながら、最短7営業日で機能プロトタイプをお届けいたします。
4. ギアのロット間の一貫性をどのように確保していますか?
当社は、標準化された作業手順、統計的プロセス管理、および完全な品質トレーサビリティシステムに依存しています。このような体制により、異なるバッチ間の主要パラメータの変動が業界標準をはるかに下回り、優れたバッチ一貫性を実現しています。
まとめ
優れたギアは、システム思考、材料科学、精密製造、そして厳格な品質管理の深い統合から生まれます。LS Manufacturingは、駆動システムにおける信頼できるエンジニアリングパートナーとして、深い理解に基づいたギアソリューションでお客様のニーズにお応えすることをお約束します。
ギアに関する技術的な問題に対する根本的な解決策をお求めでしたら、迷わずすぐにギア専門家チームにご連絡ください。詳細な技術意見交換の日程を調整させていただきます。ギアエンジニアリングにおける体系的なアプローチを通して、お客様の機器の信頼性の基盤となるお手伝いをさせていただきます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturingは、情報の正確性、完全性、妥当性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、LS Manufacturingネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、またはプロセスを提供するものと推測すべきではありません。この情報については、購入者が単独で責任を負います。部品の見積もりについては、これらの部品の正確な要件を指定してください。詳細については、お問い合わせください。
LS製造チーム
LS Manufacturingは、カスタマイズされた製造ソリューションを専門とする業界トップクラスの企業です。20年以上にわたり5,000社以上のお客様にサービスを提供してきた実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップの製造サービスに注力しています。
当社工場は、100台を超える最新鋭の5軸加工センターを擁し、ISO 9001:2015認証を取得しています。世界150以上の国と地域のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大量カスタマイズまで、お客様のニーズに24時間以内にお応えします。LS Manufacturingをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことと同義です。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


