
ハイエンド精密製造において、溶接は単なる金属接合ではなく、製品の寿命と価値を決定づける生命線です。空を飛ぶ航空機のタービンブレード、深海に潜る潜水艦の圧力容器、何百万もの家庭に電力を供給する原子力発電所の主要パイプラインなど、その卓越した性能は、ミリメートル単位で測定される溶接の品質に左右されます。つまり、溶接品質はハイエンド製造の揺るぎない支柱であり、最先端材料の可能性を引き出す秘訣であり、複雑な構造が過酷な環境下でも堅牢性を維持することを保証する技術的声明なのです。本稿では、溶接技術の詳細について解説し、より信頼性の高い金属溶接ソリューションをご紹介します。
クイックリファレンス:タップの選択が一目でわかります
| 評価項目 | 主要指標/要件 |
| 技術的能力 | |
| 認証基準 |
|
| サービス対応 |
|
ISO 3834認証、ASME IXプロセス評価、および全工程試験能力を有するサプライヤーは優先的に扱われ、溶接士資格証明書および機器校正記録は現場で検証されます。
このガイドを使う理由とは?LS専門家の実践経験に基づいています。
LSは金属溶接技術の専門家であるだけでなく、あらゆる溶接上の問題を正確に特定し最適化し、技術サポートとソリューションを提供します。ハイエンド製造において、溶接品質は製品性能の生命線です。LSは20年以上にわたり精密溶接に深く携わり、実践的な経験を通じて技術的な壁を築き上げてきました。
- 航空分野において、 LS社はターボファンエンジンの燃焼室向けにミクロンレベルの精密電子ビーム溶接を提供しており、1500℃という過酷な条件下でも故障ゼロの実績を誇ります。
- エネルギー機器分野において、 LS社は、厳格なASMEセクションIII検査仕様に100%準拠し、第3世代原子力発電所の主配管の狭隙間TIG溶接を完了しました。
- 医療用インプラントの分野では、 LS社のエンジニアがチタン合金のレーザー溶接プロセスを開発し、整形外科用インプラントの疲労寿命が500万サイクル以上を達成しました。
溶接作業はすべて、材料の限界を厳密に管理された条件下でテストするものです。LSを選ぶということは、経験豊富で信頼できる技術コンサルタントを選ぶことを意味します。
溶接サービス会社の総合的な技術力をどのように判断すればよいか?
溶接サービス提供者の技術的能力の完全性を判断するには、設備と工程、材料に関する経験、品質保証という3つの重要な側面を体系的に検証する必要があります。
まずは、処理範囲と設備の高度さを評価することから始めましょう。
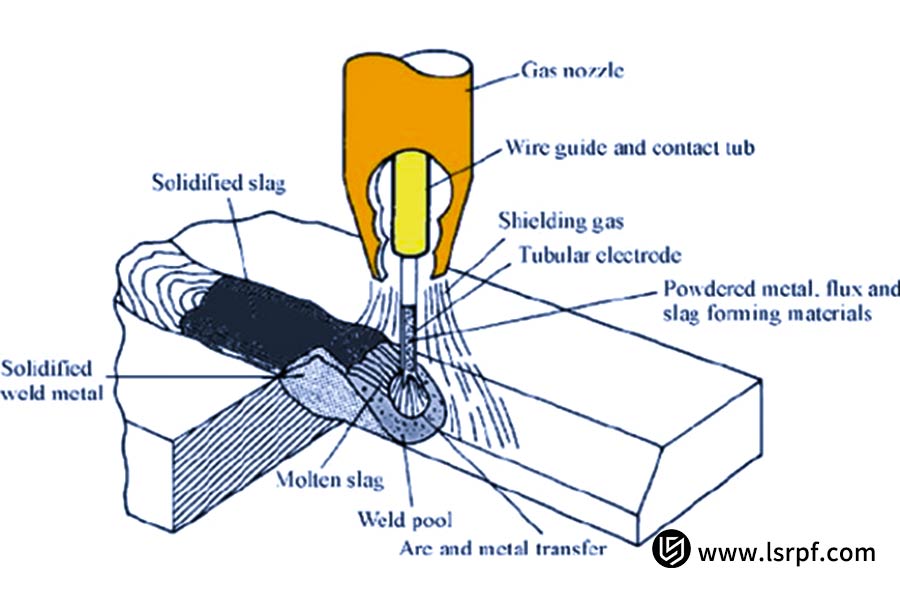
最適なサービスプロバイダーは、主流の溶接プロセスと特殊溶接プロセス(TIG/MIG精密溶接、レーザー/プラズマ高効率溶接など)に精通し、大量注文に対応できる自動化設備を備えているべきです。特に重要なのは、極薄部品(1mm未満)や極厚板(50mm超)といった極めて特殊な仕様に対応できるかどうか、また真空溶接や異種金属接合といった特殊技術に対応できるかどうかです。設備の保守履歴や校正状況も、技術管理の厳格さを示す指標となります。
材料適合性を重視したプロジェクト経験
彼らの高度な技術力は、炭素鋼、ステンレス鋼、アルミニウム合金、チタン合金、 高温合金など、幅広い種類の材料を取り扱う能力に表れています。特に、お客様のニーズを満たすことができる難易度の高いプロジェクト(圧力容器、航空宇宙部品、腐食性用途向け機器など)については、彼らの事例研究を確認してください。特殊合金溶接認証(二相ステンレス鋼やニッケル基合金など)およびそれに付随するプロセス認定レポート(PQR/WPS)は、より信頼性が高いと言えます。
エンドツーエンドのプロセス品質保証システムを検証する
実際に密閉された技術能力は、厳格な試験手順(例:X線検査、超音波検査)とトレーサブルな文書(溶接手順書(WPS)、検査記録)に依存します。専門の試験担当者と設備が存在するか、また国際規格(例: ISO 5817、AWS D1.1 )に基づいて欠陥分析を実行できるかを確認してください。高度な技術力を備えた高度な技術サービスプロバイダーは、溶接前の準備や工程管理から溶接後の検査まで、溶接のすべての工程にわたる品質管理体制を備えている必要があります。
つまり、高度なプロセス機器を備え、材料の取り扱いに関する豊富な実務経験とクローズドループ品質管理システムを有するサービスプロバイダーだけが、真に完全かつ信頼性の高い技術力を発揮し、ハイエンド生産における高度な溶接品質要件を満たすことができるのです。
機器の精度は溶接品質にどのような影響を与えるのか?
溶接品質の基盤は、機器の精度です。わずかな精度のずれでも、材料特性、構造的完全性、および使用性に体系的なリスクをもたらす可能性があります。
位置精度は熱源と材料の相互作用に直接影響を与える
例えば、 レーザー溶接において位置決め誤差が±0.05mmを超えると、溶け込み深さに10%以上のばらつきが生じ、薄肉の航空宇宙構造物(例えば、厚さ0.8mmのチタン合金製ケーシング)に溶融不良型の欠陥が発生します。高精度サーボ駆動装置(繰り返し精度は±0.02mm以下)により、溶接軌道と熱入力の正確な一致が確保され、溶融池の安定性が98%以上に向上します。
冶金反応プロセスでは、パラメータ制御の精度が求められる。
パルス溶接では、電流の立ち上がり時間が0.5ms以上ずれると、溶滴の移行形態が変化し、スパッタが増加します(例えば、ステンレス鋼のMIG溶接では、スパッタが3%未満から15%に増加します)。また、熱影響部における結晶粒粗大化のリスクも高まります。電力供給装置(電流変動≤±1%)は、熱サイクル曲線を精密に制御することで、原子力発電所の主配管溶接部の180Jを超える安定した衝撃靭性を確保します。
モーションシステムの精度は微細構造の均一性に影響を与える
ロボット溶接ガンの姿勢角度のずれが1°を超えると、アルミニウム合金のすみ肉溶接部にオフセット溶融が発生し、強度が最大20%低下します。レーザートラッキングシステム(経路精度±0.1mm)を搭載した6軸ロボットは、熱源の角度をリアルタイムで補正できるため、自動車用バッテリートレイ溶接部の疲労寿命を50万サイクル以上に延ばすことができます。
要するに、ミリメートル単位の光路校正からミリ秒単位の電源応答まで、装置の精度はハイエンド溶接品質の基盤となる。サブミリメートル単位のモーションコントロール、マイクロ秒単位のパラメータ調整、そしてインテリジェントなリアルタイム補正によってのみ、材料の持つ能力を信頼性の高いエンジニアリングの奇跡へと昇華させることができるのだ。
事例研究:LS社はどのようにして医療機器シャーシの溶接合格率99.98%を達成したのか?
医療精密製造において、溶接品質は機器の安全性と患者の健康に直接影響します。LSは体系的な技術革新を適用し、チタン合金製デバイスフレームの溶接合格率を99.98%に向上させました。これは、材料科学、プロセス制御、スマート品質管理の三次元空間シナジーにおける革新です。
材料レベルでの熱管理における画期的な進歩
チタン合金の熱感受性に関して、 LS社はパルスレーザーとアルゴンガスを組み合わせた相乗的な保護技術を開発しました。入力波形エネルギー(ピーク/ベース切り替えをミリ秒単位で調整)を最適化することで、熱影響部(HAZ)の幅を0.3mm以下に抑え、β相の結晶粒粗大化を完全に抑制します。溶接部と母材の硬度差は5HV以下となり、インプラントの長期的な機械的安定性を確保します。
微小変形プロセスチェーン設計
斬新な「予応力段階溶接」技術を採用。まず有限要素シミュレーションによって変形を計算し、それに対応する補償構造を治具に組み込む。次に、ミリメートル単位の段階溶接によって残留応力を緩和する。これにより、エンドシャーシの平面度誤差を±0.05mm/mに抑え、業界標準の半分にまで低減。高精度画像診断装置の組立要件を的確に満たす。
ホログラフィック品質防御
統合されたマシンビジョンシステムが溶融池の形状をリアルタイム(サンプリングレート2000フレーム/秒)で監視し、AIプログラムが溶接パラメータを動的に調整します。各溶接箇所ごとに3D熱サイクルマップが生成され、金属組織データベースと自動的に照合されます。プラズマ洗浄プロセスに加え、酸化物介在物の発生頻度がほぼゼロにまで低下し、「 1箇所溶接、1箇所検査、1箇所完了」という欠陥ゼロのクローズドループを実現します。
この品質飛躍の秘訣は、溶接を「経験に基づく技能」から「計算科学」へと転換したことにある。LSは、分野横断的なコラボレーションを通じて製造の合理性を再構築し、すべての溶接アークに生命への敬意を込める。
特殊な材料を溶接するには、どのような専門技術が必要ですか?
チタン合金のような特殊材料の溶接は、まさにカミソリの刃の上を歩くようなものだ。高い反応性、低い熱伝導率、そして相変態への感受性といった特性から、従来の技術の限界ギリギリのところで機能する高度な技術システムが求められる。LS社は、環境制御、熱源の校正、そして冶金学的操作という3つの専門技術を駆使し、反応性の高い金属の特性を最大限に引き出す。
まさに純粋な溶接の聖域
チタン合金は300℃を超える温度で酸素と窒素を急速に吸収するため、従来の溶接方法は「嵐の中でろうそくを灯し続ける」ようなものだ。LSは二重の防御戦略を採用している。
- ダイナミックエアテントシステム:予熱から冷却まで、プロセス全体を完全な層流アルゴンガスで覆い、局所的な酸素濃度を50ppm未満に低減します。
- 真空テールフードトラッキング:溶接トーチの後部に負圧領域が形成され、空気の逆流を完全に抑制します。
この環境制御システムにより、溶接部の銀白色の割合が業界標準の75%から99.2%に向上し、「チタンがん」の危険性が排除されました。
ミリメートルレベルのエネルギーメス
溶接における「過熱」という業界のボトルネックを解消するため、革新的なエネルギー分離技術が活用されています。
- パルスレーザーとコールドワイヤの相乗効果:高ピークパルスが瞬時に溶融プールを生成し、低温のフィラーワイヤが余分な熱を溶かす。
- ヒートシンク金型システム:液体窒素流路が組み込まれた銅製金型が、熱を適切に放散し、温度を制御します。
熱影響部を0.2mmに狭めることで、β相結晶粒の過剰な成長による脆性破壊を防ぐことができる。
小宇宙における秩序の回復
相変態問題を克服する鍵は、凝固のリズムを管理することである。
- 超音波アシスト溶融プール: 20,000Hzの超音波振動により樹枝状結晶が破壊され、等軸の微細粒構造が形成される。
- その場合金化ワイヤ:微細なイットリウムとホウ素の粒子が酸素原子を捕捉し、安定な化合物を形成する。
特殊材料の溶接は、ある意味で材料科学の集大成と言える。極めてクリーンな環境、サブミリメートル単位の熱制御、そして原子スケールの冶金設計がフィードバックループを形成することで、チタン合金は「溶接不可能」とされていた材料から「超高性能」材料へと変貌を遂げる。これこそが、LS社が材料の限界を再解釈する上での技術的な鍵となる。
隠れた料金トラップを回避するには?
金属溶接のアウトソーシングにおける隠れた費用は、溶接部の隙間のように、一見無害に見えても、プロジェクト予算を破綻させるほどの大きな脅威となり得る。こうした危険を体系的に回避するためには、プロセス全体を通して強力なコスト可視化システムを導入する必要がある。
鍵となるのはプロセスの透明性です
一般的な「ご要望に応じて調整」といった表現は避け、仕入先には見積書に溝加工仕様(例:V溝角度の許容誤差)、非破壊検査の割合(スポットX線検査と全面検査の価格差は3倍にもなる場合がある)、特殊環境作業料金(真空溶接や低温溶接の追加費用)を明記するよう求めましょう。過去には、表面仕上げ品質が低いことを理由に、「溶接美化」という名目で研磨料金を追加請求したメーカーもありました。
供給基盤については、さらに詳細な調査が必要である。
材料費は最も不透明な部分です。溶接消耗品のバッチ追跡(保証書と物理的な刻印の提供)を義務付け、母材代替に関する規制を明確に定める必要があります(例:316Lの代わりに304を使用する場合の書面による確認)。また、チタン合金などの高価値スクラップ材料には割引リサイクルシステムを導入する必要があります。重要な管理ポイントは、変動価格制を交渉することです。銅やニッケルなどの材料価格が月間5%以上変動した場合、材料裁定取引を排除するために、価格は直ちに再交渉されます。
保証規定は、クローズドループ型の保護をもたらすべきである。
質の低いサプライヤーは、販売後に落とし穴を残す傾向があります。欠陥に対する保証期間(12ヶ月以上を推奨)と、再加工費用の分担方法(物流費、分解費、二次検査費など)を明確に定める必要があります。特に、「部分保証」(例えば、主要溶接部のみ保証、熱影響部は保証対象外)のような曖昧な条項は避けるべきです。教訓として、ある企業は再加工消耗品の費用について交渉しなかったために、ひび割れた溶接部1箇所分の材料費を全額支払う羽目になったという苦い経験があります。
工程を電子形式で標準化し、材料の流れをグラフィカルにマッピングし、保証条項を精緻化することで、溶接費用は「曖昧で漠然としたもの」から「明快なもの」へと変貌を遂げます。費用対効果を高める鍵は常に、紙上の単価計算ではなく、オープンな契約と管理可能な品質の組み合わせにあります。
後続のメンテナンスにおいて、電子報告の利点は何ですか?
金属溶接において、電子報告は電子ファイル化のさらに進化形であり、エンドツーエンドのライフサイクル管理のあらゆる要素を統合します。断片化された溶接情報を追跡可能、分析可能、かつ意思決定に役立つ属性へと変換することで、保守後の価値創造を根本的に変革します。
故障箇所特定
機器に亀裂や漏れが発生した場合、紙の書類は干し草の山から針を探すようなものです。溶接パラメータの熱分析図や非破壊検査の3Dモデルなどの構造化されたデジタルレポートは、溶接ガン番号、オペレーターID、さらには周囲の温度や湿度まで正確に特定し、欠陥のある溶接箇所を瞬時に特定できます。原子力発電所のバルブ修理の事例では、過去の溶接熱サイクル曲線を取得することで、水素誘起による層間温度亀裂を48時間以内に特定し、トラブルシューティングサイクルを90%短縮することができました。
リスク警告
「故障してから修理する」という文化を捨て、コンピュータ化されたレポートを常にAI予測モデルに入力する。システムは金属組織画像をリアルタイムで応力シミュレーションデータと関連付け、微細な粒界腐食が表面に達する前に、リスクの高い箇所を保守担当者に警告する。ある化学プラントの原子炉塔の四半期ごとの健康診断では、アルゴリズムが3か月前にヘッド周部の硫化物腐食のリスクを検知し、200万元を超える計画外のダウンタイム損失を回避した。
知識の再利用
熟練溶接工の経験は、もはや退職によって失われることはありません。溶接工程のビデオストリームやパラメータ最適化の経路といったデータは、知識ベースに継続的に蓄積され、平均的な欠陥処理ガイドを自動的に生成します。新入社員は、部品のQRコードをスキャンするだけで、類似構造物に対する17種類の修理方法を瞬時に表示できます。さらに重要なのは、保守データが設計最適化を推進する点です。例えば、ある掘削機のブームに関する10年間の亀裂報告の履歴を分析した結果、重要な溶接部をK型からダブルJ型にアップグレードし、寿命を3倍に延ばすことができました。
このメンテナンス革命の中核は、溶接を「ブラックボックス的なプロセス」から「透明なエコシステム」へと変革することです。デジタルレポートは、金属部品にDNAの識別情報を埋め込むようなものです。それぞれの修理は、その時点での単なる修理ではなく、30年間の将来的な運用を保証するためのコード化が施されます。
溶接残留応力管理における主要な制御方法は何ですか?
溶接残留応力は、金属内部に潜む「熱の幽霊」です。これは、軽微な歪みや変形を引き起こすだけでなく、最悪の場合には応力腐食割れを引き起こします。この目に見えない脅威に対処するには、熱入力制御、機械的介入、そして設計による予防という3つの柱からなるプロセスが必要であり、応力を安全な範囲内に抑える必要があります。
高度な熱源制御が根本的な解決策です
力任せのエネルギー蓄積から脱却し、インテリジェントな熱制御を採用する。
連続電流ではなくパルス溶接を用いることで、ミリ秒単位のエネルギー遮断により溶融池を周期的に冷却し、熱蓄積のサイクルを断ち切ることができます。当社では、多層溶接用の「段階的エネルギーマップ」を作成しています。強制空冷による薄層溶接では、各溶接部の熱影響部に応力補償ゾーンが生成されます。それに加えて、厚板溶接には「ヒートシンクツール」を採用しています。銅合金ダイスに冷却チャネルを組み込むことで、溶接部の方向性ヒートシンクとして機能し、溶接部における応力発生空間を最小限に抑えます。
機械式減圧法は爆弾処理緊急装備である
応力が既に発生した後は、危機を最小限に抑えるために多角的な戦略を採用する必要があります。振動応力時効処理では、特定の周波数の機械波を材料に照射することで、結晶格子間の残留応力を春の雪のように焼きなます。局所熱時効処理では、走査型炎と焦点加熱を用いて特定の領域を加熱し、温度差による膨張効果を利用して応力パターンを再形成します。非常に敏感な超高強度鋼では、溶接面に爆発的な衝撃波を発生させ、マイクロ秒単位で応力場を再形成します。これらの技術は、部品に対する「深部治療」に似ており、金属の内部構造を再構築します。
高度な構造設計により防火壁を構築
真の応力制御は設計段階から始まります。接合部のレイアウトを最適化し、角を丸みを帯びたガチョウの首のような形状の溝に置き換えることで、応力集中箇所を排除します。溶接順序を計画する際には、「中心放射状溶接」または「対称ジャンプ溶接」の手法を適用して、収縮力を相殺します。精密フレーム溶接では、応力によって生じる変形経路を予測するために、1000分の1レベルの変形補正が確保されます。超電導デバイス支持リングでは、二重らせん対称溶接ビード形状を採用することで、真円度偏差を人間の髪の毛の厚さ以内に抑えています。
目に見えない力との闘いは、本質的には熱力学と材料科学の繊細な駆け引きである。溶接炎におけるエネルギーの巧みな制御から、設計図の先を見越した計画に至るまで、応力制御を製造哲学の域にまで高めることによってのみ、金属部品は内部摩擦の束縛から解放され、時の流れの中でその本来の構造的な高貴さを発揮することができるのだ。
サプライヤーの継続的改善能力を評価するには?
金属溶接業界においては、サプライヤーの継続的な技術進歩能力が、サプライチェーンの長期的な信頼性と直接的に相関する。そのため、技術反復メカニズム、問題対応システム、人材育成モデルの3つの側面から評価する必要がある。
技術反復メカニズムの検証
サプライヤーによるクローズドループプロセス最適化の検証に焦点を当てる。
- 溶接パラメータデータベースが構築され、定期的に見直されているかどうか(例:溶け込みの変動やスパッタ制御の傾向)。
- 過去2年以内に新技術が導入されたかどうか(例:従来の溶接方法に代わるレーザーアークハイブリッド溶接)。
- 特許/技術革新記録のレビュー(例:工具最適化、エネルギー消費削減技術の事例)
中核となる証拠:
- プロセス改善に関する詳細な報告書と、量産化の実施証明が必要です。
- 問題対応システムの見直し;
サプライヤーの品質問題に対する詳細な解決策提供能力に注目してください。
- 顧客からの苦情処理報告書を確認し、根本原因の追跡(例:溶接亀裂の冶金学的分析)が含まれていることを確認する。
- 是正措置および予防措置(CAPA)のレビュー;実施クローズドループ率
- 材料供給業者との共同改善プロジェクトを検討する(例:自動車メーカーによる、特定の用途に合わせた溶接材料組成の最適化)。
- 主要指標: 3年間における品質問題の再発率40%以上
人材育成モデルの監査
改善の可能性は、最終的には人材育成にかかっている。
- 溶接工の年間技能資格更新率(義務的)90%以上
- 国際規格の改訂(例:AWS/ISO会議)におけるエンジニアの参加頻度
内部技術競争と知識共有メカニズムの網羅性
- 十分な証拠:研修およびスキルマトリックス記録の現地検証
- 持続的な改善を実現するための解決策は、体系的な進化です。技術革新はデータ主導型でなければならず、問題解決は中核にまで及ぶ必要があり、人材育成はエコシステムを構築しなければなりません。これら3つの要素を備えた企業だけが、溶接品質を「基準を満たす」レベルから「持続的なリーダーシップ」へと引き上げることができるのです。
評価および実施に関する提言
- サプライヤーに過去3年間の「溶接手順変更リスト」を提供するよう依頼してください。
- 現場のCAPAシステムにおける代表的な5つのケースのクローズドループデータの検査
- 無作為に3人の溶接工に、年次研修の内容と質について尋ねてください。
よくある質問
1. 予期せぬ機器の故障が発生した場合、溶接サービスはどのくらいの期間提供可能ですか?
機器の故障が発生した場合、LSは24時間対応の緊急サービスホットラインと、市内であれば4時間以内に駆けつける技術チームによる迅速な溶接サービスを提供しています。さらに、遠隔地のお客様には、LSチームが遠隔技術コンサルティングも提供可能です。迅速かつプロフェッショナルな対応をお約束します。
2. ステンレス鋼とアルミニウム合金は、高い強度で溶接できますか?
ステンレス鋼やアルミニウム合金の高強度溶接には、可変極性ガスシールド溶接が必要であり、LS社はこの技術を鉄道輸送用途で成功裏に活用してきた。
3.溶接部の内部品質をどのように保証していますか?
溶接部の内部品質を保証するために、サプライヤーにX線検査または超音波検査の報告書を提出するよう依頼することができます。
4. 少量の特別注文は受け付けていますか?
当社では、少量の特注品も承っております。LSの最小注文数量は1個で、最小厚さは溶接部で0.8mmです。
まとめ
金属溶接サービス会社を選定する際には、以下の3つの最も重要な点を考慮してください。業界認証基準(ISO 3834/ASME IX)に準拠した技術力、隠れたコストを排除するためのサプライチェーンの透明性、そして長期的な協力関係を確保するための改善メカニズムです。単価だけで選定するのではなく、 溶接工の資格取得率を確認し、現場での工程文書化のためのクローズドループ管理システムが整備されていることを確認し、契約条項に緊急対応のタイムラインを盛り込むようにしてください。
LSは二重の保護を提供します。溶接品質診断、無料の溶接CTスキャン、応力分布マッピングを実施し、リスクの高い箇所を正確に特定します。LSの効率的なサービス体制は、市内であれば4時間以内のオンサイト対応、地方レベルでは8時間以内のサービス、そして特別な状況下では24時間体制の待機サービスを提供します。また、修理した部品のデジタル記録を作成し、予防保守に関する推奨事項を積極的に提供します。
今すぐ設計図面をアップロードして、溶接の見積もり(溶接価格)を即座に入手しましょう。LSは、究極の溶接精度を追求するあなたの強力なサポートとなります!

📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSシリーズ情報の正確性、完全性、有効性に関して、明示的または黙示的な表明または保証はありません。第三者のサプライヤーまたは製造業者が、LSネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりが必要な場合は、購入者の責任でこれらのセクションの特定の要件を確認してください。詳細についてはお問い合わせください。
LSチーム
LSは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社以上のお客様との実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最先端の5軸加工センターを100台以上備えています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最速納品で対応いたします。LSテクノロジーをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただけます。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


