
En el ámbito del torneado de precisión CNC de roscas de acero inoxidable , ¿se enfrenta habitualmente a los siguientes desafíos: desgaste excesivo de las herramientas, precisión de rosca inestable e incapacidad para aumentar la eficiencia de la producción? Estos problemas técnicos, aparentemente inconexos, conducen al mismo resultado: costes de producción desorbitados.
Esta no es una descripción general de la teoría, sino la guía definitiva, perfeccionada por LS Manufacturing a partir de numerosos casos de éxito. Iremos directo al grano, exponiendo sistemáticamente las mejores prácticas para el mecanizado de roscas de acero inoxidable , desde la selección de herramientas de última generación hasta el control meticuloso de la precisión durante todo el proceso. Si desea maximizar la vida útil de las herramientas, aumentar el rendimiento de la producción o optimizar el tiempo de ciclo, este artículo le brindará soluciones eficaces.
Mediante una lectura intensiva, aprenderá en profundidad las habilidades esenciales del torneado de roscas de acero inoxidable CNC y dominará el arte del control de precisión de las herramientas de torneado de roscas de acero inoxidable, superando las barreras técnicas que le han afectado durante mucho tiempo y logrando un avance significativo en eficiencia y calidad. Para ahorrarle tiempo, aquí tiene un resumen de las principales conclusiones.
Guía de referencia rápida para el torneado de roscas de acero inoxidable CNC
| Tema | Parámetros clave/Selección | Puntos clave |
| Material de la herramienta | El carburo de grano ultrafino es el material recomendado. | Garantiza la máxima resistencia al desgaste y tenacidad en la proporción óptima, lo que la hace idónea para el mecanizado de alta velocidad. |
| Recubrimiento de herramientas | PVD (TiAlN, AlCrN) | Ofrece una excelente dureza, baja fricción y buena estabilidad térmica con resistencia de borde acumulada. |
| Forma de la punta | Cortador de roscas de perfil completo | Proporciona un perfil de rosca exacto y evita el acabado secundario. Los perfiles en V o el acabado exclusivo son perfiles patentados. |
| Velocidad de corte (Vc) | 80-150 m/min | Dependiendo del grado específico de acero inoxidable y del estado del tratamiento térmico. En los grados austeníticos (por ejemplo, 304), utilice valores de rango inferior o medio. |
| Alimentar | Igual que el tono (P) | En la programación CNC se utiliza un avance constante, es decir, avance por revolución = paso. |
| Corte profundo | Corte progresivo por capas | Primero capas profundas, luego capas progresivas de reducción. Tolerancia de acabado: Suavidad de 0,05 a 0,1 mm. |
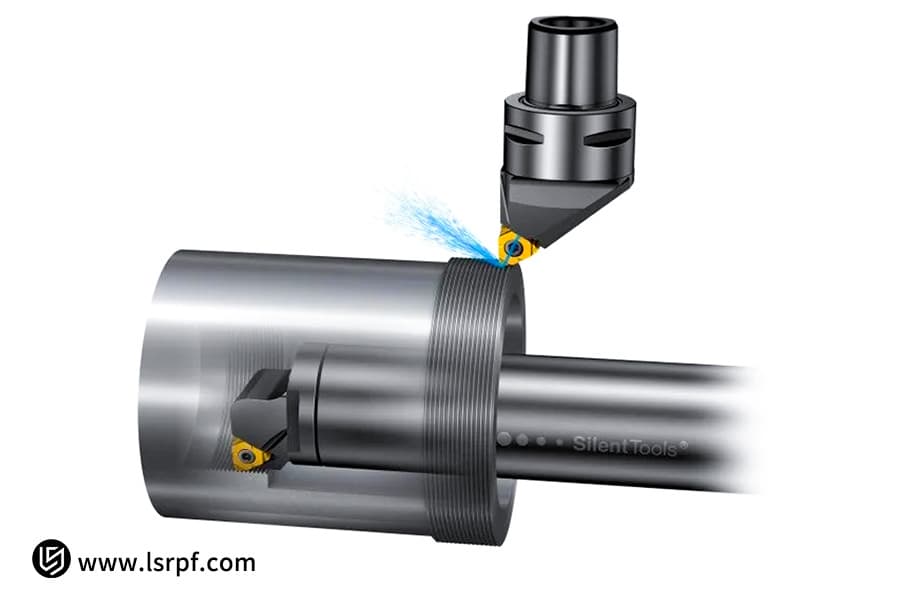
| Enfriamiento | Refrigeración interna de alta presión | La expulsión forzada de las virutas y la refrigeración son esenciales para la precisión de las roscas de acero inoxidable y la integridad de la superficie. |
| Inspección del perfil de la rosca | Utilizando un micrómetro de rosca/calibrador de anillo | Es fundamental para la inspección de la primera pieza en la producción en masa, y el muestreo todavía se utiliza para comprobar el diámetro primitivo y la precisión del ajuste. |
Esta práctica tabla de referencia resume los requisitos técnicos clave para el mecanizado de roscas de acero inoxidable. La clave del éxito reside en seleccionar la herramienta adecuada (grado y recubrimiento), aplicar refrigeración interna a alta presión y seguir estrictamente una técnica de corte escalonada.
El cumplimiento estricto de estas buenas prácticas, que han demostrado su eficacia, mejorará considerablemente la estabilidad del proceso, la calidad del hilo y la eficiencia de la producción, sin que ello permita que los costes generales se disparen por completo.

¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
LS Manufacturing representa la culminación de más de dos décadas de experiencia práctica en fabricación de precisión. En LS Manufacturing resolvemos sus problemas a diario: desde fijaciones aeroespaciales de alta resistencia hasta roscas de precisión para dispositivos médicos , el torneado de roscas de acero inoxidable es un aspecto altamente desarrollado de nuestra plataforma tecnológica fundamental. Nuestras soluciones se prueban y perfeccionan durante miles de horas de producción en nuestro taller CNC de última generación, donde pueden implementarse de inmediato en su fábrica y generar valor real.
Esto se basa en los problemas físicos que LS Manufacturing ha resuelto para usted. Por ejemplo, ayudamos a un cliente a superar los problemas de precisión de las roscas de los racores hidráulicos de acero inoxidable 304. Al reemplazar una herramienta recubierta genérica por una herramienta recubierta con AlCrN, adecuada para nuestras exigentes condiciones de trabajo, y optimizar los parámetros del refrigerante de alta presión y las estrategias de corte en capas, logramos aumentar la vida útil de la herramienta en un 40 % sin comprometer la precisión de la rosca dentro de una tolerancia constante de 6 g.
Esta es la garantía de LS Manufacturing: soluciones basadas en la experiencia y en hechos concretos, para ayudarle a transformar los problemas de mecanizado en fortalezas fundamentales.
¿Por qué el acero inoxidable es un material difícil de trabajar en el torneado de roscas CNC?
Los desafíos del torneado CNC de roscas de acero inoxidable son consecuencia directa de las características intrínsecas del material. En comparación con el acero común, la diversidad de propiedades del acero inoxidable impone requisitos extremadamente rigurosos a las herramientas y los procesos de torneado CNC de roscas de acero inoxidable. Los desafíos particulares se derivan de las siguientes tres características intrínsecas:
1. Tendencia significativa al endurecimiento por trabajo:
El acero inoxidable presenta una alta ductilidad. La superficie mecanizada experimenta deformación plástica bajo la presión del filo de corte, en lugar de delaminación, acompañada de un aumento repentino de la dureza superficial. Esto no solo dificulta el mecanizado posterior, sino que también desgasta rápidamente el filo de la herramienta, como un abrasivo, provocando distorsión de la rosca y rugosidad superficial.
2. Alta dureza y resistencia:
El acero inoxidable puede absorber una gran cantidad de energía sin fracturarse y presenta una menor tendencia a la curvatura y fractura de las virutas. En el torneado de roscas, debido al espacio limitado para las virutas, estas, al ser largas y duras, tienden a atascarse en la herramienta o la pieza de trabajo, dañando y rayando la superficie mecanizada.
3. Baja conductividad térmica:
El acero inoxidable es un excelente conductor térmico para las herramientas de corte, ya que retiene la mayor parte del calor, impidiendo que se disipe con las virutas y concentrándolo en la estrecha zona de la punta. Las temperaturas localizadas excesivamente altas fragilizan el material de la pieza (maximizando el endurecimiento por deformación) y provocan un desgaste difuso extenso y una deformación plástica de la herramienta, lo que reduce drásticamente su vida útil.
La combinación de endurecimiento por deformación, tenacidad y baja conductividad térmica es lo que convierte el torneado CNC de roscas de acero inoxidable en un problema tan común. Solo comprendiendo a fondo las causas podremos desarrollar soluciones eficaces que garanticen un mecanizado de calidad y rentable.
¿Cuáles son los tres factores clave a tener en cuenta al elegir una herramienta de roscado de acero inoxidable?
Para elegir herramientas de torneado CNC , las herramientas para roscar acero inoxidable implican más que comparar modelos ; se trata de tomar decisiones para encontrar el equilibrio ideal entre tres factores básicos interdependientes. Un equilibrio inteligente puede mejorar considerablemente la eficiencia y la calidad, mientras que un equilibrio perjudicial puede resultar muy costoso. Cada uno de estos tres factores básicos debe sopesarse cuidadosamente:
1. Material y recubrimiento del sustrato de la herramienta:
- Prioridad de tenacidad: Al mecanizar material con tolerancias irregulares o discontinuas, o aleaciones de acero inoxidable austeníticas como el 304 , se requiere un sustrato de carburo más resistente para evitar el astillado.
- Prioridad en la resistencia al desgaste: Al realizar cortes continuos, o cuando se requiere una mayor vida útil de la herramienta, se debe seleccionar un sustrato de grano ultrafino de mayor dureza, en combinación con un recubrimiento resistente al desgaste como AlCrN para resistir el desgaste a altas temperaturas.
2. Geometría y ángulos:
- Corte preciso: El elevado ángulo de ataque y el filo afilado minimizan eficazmente las fuerzas de corte, reducen la tendencia del acero inoxidable a endurecerse por deformación y proporcionan una superficie de acabado más lisa. Sin embargo, esto puede reducir ligeramente la resistencia del filo.
- Filo de corte reforzado: Un ángulo de ataque bajo y un filo de corte pasivado proporcionan mayor resistencia y durabilidad ante impactos, pero son más adecuados para operaciones de corte exigentes. Sin embargo, esto conlleva un aumento de las fuerzas de corte.
3. Radio de la nariz:
- Un radio de punta pequeño permite socavar el perfil de la rosca y, por lo tanto, es de suma importancia para cortar roscas de paso fino que requieren un perfil afilado. Esto también reduce las fuerzas de corte.
- Un radio de punta mayor aumenta significativamente la resistencia de la herramienta, mejora la disipación del calor y reduce la rugosidad de la superficie. Sin embargo, un radio demasiado grande puede aumentar las fuerzas de corte y afectar el perfil.
Elegir la herramienta óptima para el torneado de roscas de acero inoxidable implica un preciso equilibrio tridimensional entre el material de la pieza, las exigencias de la rosca y las condiciones de la máquina herramienta. Comprender este proceso de selección es fundamental para lograr un mecanizado CNC de roscas de acero inoxidable eficiente y de alta calidad.

¿Cómo optimizar los parámetros de corte para eliminar vibraciones y rebabas?
Las vibraciones y las rebabas son problemas inherentes al torneado de roscas de acero inoxidable de precisión. Su causa son las fuerzas de corte inestables, el endurecimiento por deformación y la evacuación inadecuada de las virutas. Para abordarlos de forma sistemática, es necesario dominar la tecnología de torneado de roscas CNC de precisión y lograr un torneado estable mediante la optimización simultánea de parámetros. A continuación, se presentan las principales medidas de optimización:
| Categoría de parámetro | Estrategia de optimización | Cuestiones fundamentales abordadas |
| Velocidad (Vc) | Evite los rangos de resonancia de baja velocidad y utilice velocidades lineales medias a altas (por ejemplo, 120-180 m/min) para lograr un corte suave. | Amortiguar y reducir las vibraciones y oscilaciones en la fuerza de corte. |
| Corte profundo (Ap) | Utilice un corte por capas con una disminución gradual y un margen de acabado de 0,05-0,1 mm . | Reduce el endurecimiento por deformación, mejora el acabado superficial y elimina las marcas de vibración. |
| Método de enfriamiento | Utilice refrigeración interna a alta presión (presión ≥7 MPa) para permitir una refrigeración precisa y la rotura forzada de los chips. | Posiblemente, se pueda restringir el estrés térmico, evitar que las virutas se enreden y se rayen, y reducir las rebabas en la raíz. |
La filosofía de las mejores prácticas de mecanizado de roscas de acero inoxidable se basa en la combinación metódica de velocidades medias a altas, profundidades de corte reducidas y un método de refrigeración interna a alta presión.
Este conjunto de parámetros se utiliza para eliminar eficazmente las vibraciones de la herramienta y el endurecimiento por deformación, lo que permite una rotura limpia de la viruta, una característica de seguridad absoluta que garantiza acabados de rosca superiores y una mayor vida útil de la herramienta.
¿Qué otros sistemas, además de las máquinas herramienta, son necesarios para garantizar la precisión de la rosca?
En el mecanizado CNC de alta precisión de roscas, las máquinas herramienta avanzadas son solo el comienzo. Para una implementación práctica de la precisión de roscado CNC, se requiere un sistema integral e integrado de medición y control de calidad que abarque todo el proceso de mecanizado para producir cada pieza cumpliendo con tolerancias estrictas de forma consistente. El sistema tiene dos componentes importantes:
1. Monitorización en tiempo real durante el procesamiento:
Tras las operaciones de procesamiento críticas, utilizamos una sonda de medición sin contacto. Esta sonda mide rápidamente dimensiones críticas como el paso y el diámetro mayor de la rosca sin detener el husillo. Si se produce una desviación dimensional debido al microdesgaste de la herramienta, el sistema la compensará automáticamente o activará una alarma para garantizar el control de calidad preventivo y minimizar los desperdicios del lote.
2. Inspección final después del procesamiento:
- Verificación funcional: Los calibres pasa/no pasa de rosca se utilizan de forma más apropiada para la inspección a alta velocidad al 100% , midiendo directamente el acoplamiento de la rosca y la funcionalidad del ensamblaje del producto.
- Análisis de precisión: Para las primeras y últimas secciones, o para pedidos clave, se utilizan proyectores ópticos de alta precisión o máquinas de medición de roscas integradas. Estos equipos permiten ampliar y proyectar el perfil de la rosca para compararlo con precisión con los planos estándar, medir con alta precisión factores microscópicos como el ángulo y el paso de la rosca, y proporcionar datos fiables que avalan la precisión.
Al integrar el rendimiento en tiempo real de la inspección en línea y la precisión de los sistemas de prueba al final de la línea, hemos establecido una garantía de calidad superior a la capacidad de rendimiento de las propias máquinas herramienta.
El sistema de tecnología de mecanizado de roscas CNC de alta precisión es la máxima garantía para un control eficiente de la precisión de las roscas CNC y para asegurar la fiabilidad de cada producto.

¿Cómo mejorar la eficiencia del procesamiento de roscas de acero inoxidable en la producción en masa?
Para superar las limitaciones de eficiencia en la producción en masa de roscado CNC de acero inoxidable, debemos dejar de centrarnos en aspectos técnicos específicos y enfocarnos en optimizar todo el sistema de producción. Para ello, debemos implementar mejores técnicas de gestión que optimicen los costos y la eficiencia en la fabricación de alto volumen.
1. Estandarización de herramientas y reducción de inventario:
Consolidación de los diversos modelos de herramientas dispares en un número reducido de modelos estándar probados. Esto no solo simplifica la codificación y la ejecución, reduciendo errores, sino que también disminuye considerablemente los costos de compra y administración de herramientas mediante la gestión centralizada de compras y el control de inventario, lo que constituye la base para el mecanizado CNC de roscas de acero inoxidable con ahorro de costos.
2. Soluciones de instalación e innovación de procesos:
Superando el enfoque tradicional de torneado de piezas individuales, los centros de torneado multieje simultáneos o la optimización de la planificación de utillajes para realizar una secuencia de operaciones en una sola configuración pueden aumentar la productividad por unidad de tiempo en varios órdenes de magnitud. La innovación de procesos es la forma más sencilla de mejorar la eficiencia general en el torneado CNC de roscas de acero inoxidable.
3. Implementar un plan preventivo de cambio de herramientas:
Cree una estrategia de cambio rápido de herramientas basada en datos precisos de mecanizado y vida útil de las herramientas. El cambio de herramientas antes del desgaste puede evitar eficazmente defectos de calidad en lotes y tiempos de inactividad de la máquina debido al desgaste excesivo, lo que aporta estabilidad y continuidad a la línea de producción.
Al incorporar la estandarización, la innovación de procesos y los sistemas de mantenimiento preventivo, una organización puede crear un sistema de producción estable, eficiente y controlable. Esto no solo ahorra el costo total del mecanizado CNC de roscas de acero inoxidable, sino que también resulta ventajoso a largo plazo gracias a una mayor competitividad en volumen.

¿Cómo resolvió LS Manufacturing el problema de las fugas en las roscas de los puertos de acero inoxidable 304?
En el mecanizado CNC de roscas de acero inoxidable, las fugas en las roscas de sellado han sido durante mucho tiempo un obstáculo tecnológico para casi todos los fabricantes. El siguiente caso muestra cómo LS Manufacturing resolvió metódicamente este problema.
1. Dilema del cliente:
Una empresa de componentes hidráulicos se enfrentaba a un problema importante al mecanizar roscas cónicas NPT en sus colectores de válvulas de acero inoxidable 304: la tasa de fugas en el sellado de la rosca alcanzaba el 30 % durante las pruebas de alta presión, y la vida útil de la herramienta era inusualmente corta. Esto no solo hacía que los costos de producción fueran prohibitivos, sino que también afectaba gravemente la imagen de mercado del cliente y el cumplimiento de los pedidos debido a la gran cantidad de retrabajos y retrasos en los envíos.
2. Solución de fabricación LS:
Tras un análisis minucioso, nuestro departamento de ingeniería descubrió que la fuga se originaba en microfisuras en la superficie de la rosca causadas por el endurecimiento por deformación. En este sentido, diseñamos una solución especial:
- En primer lugar, desarrollamos una herramienta específica para el torneado de roscas de acero inoxidable con un recubrimiento especial de AlCrN, lo que aumenta considerablemente la resistencia al desgaste y el rendimiento antiadherente del filo de corte en materiales endurecidos por deformación.
- En segundo lugar, optimizamos la trayectoria de torneado y las condiciones de corte por capas para disipar eficazmente el calor y la tensión generados durante el corte.
- En tercer lugar, mejoramos el enfoque y la precisión de la inyección del sistema de refrigeración interna de alta presión para garantizar que las virutas se eliminen correctamente de la zona de mecanizado de manera oportuna.
3. Logros y Valor:
Con esta solución, se obtuvieron resultados excepcionales: la tasa de fugas de la rosca del bloque de válvulas, al someterse a pruebas de alta presión, se redujo del 30 % a menos del 0,5 % , la vida útil de la herramienta se triplicó y el coste total de mecanizado por unidad se redujo aproximadamente un 40 % . Este logro no solo satisfizo plenamente las exigencias de calidad del cliente y le granjeó su satisfacción por la estabilidad de su producto, sino que también le aseguró un pedido importante.
Este caso demuestra que la aplicación del dominio en la precisión de roscado CNC mediante la optimización sistemática del proceso puede aportar directamente ventajas tecnológicas, beneficios económicos y una importante competitividad en el mercado.
¿Cuáles son las diferencias en tecnología y herramientas para el torneado de roscas internas y externas?
En la selección de las mejores prácticas de mecanizado para roscas de acero inoxidable, el torneado de roscas internas y externas presenta diversos problemas técnicos. Para elegir la herramienta de torneado CNC adecuada, es fundamental comprender a fondo las diferencias fundamentales entre ambos tipos de herramientas en cuanto a evacuación de virutas, rigidez y visibilidad.
1. Dirección de evacuación del chip y estrategia de refrigeración:
- Roscas externas: Las virutas tienden a caer hacia afuera de forma natural, lo que facilita su evacuación. No obstante, es necesario dirigir el refrigerante a alta presión para evitar que las virutas largas se enreden en la pieza de trabajo.
- Roscas internas: La evacuación de virutas es un problema importante. Las virutas deben eliminarse en sentido inverso a través de un orificio pequeño, lo que provoca obstrucciones y arañazos en la superficie mecanizada. Por lo tanto, se necesita un portaherramientas con refrigeración interna de alta presión, que utilice la presión del refrigerante para forzar la rotura y evacuación de las virutas.
2. Diferencias en la rigidez del sistema:
- Roscas externas: El mínimo voladizo de la herramienta proporciona la máxima rigidez del sistema, lo que permite parámetros de corte más elevados y minimiza las vibraciones de la herramienta.
- Roscas internas: Una relación de aspecto elevada del portaherramientas reduce significativamente la rigidez, convirtiéndolo así en el punto más vulnerable de la operación. Es necesario seleccionar un portaherramientas resistente a las vibraciones y de mayor espesor, y ajustar los parámetros de corte para suprimir las vibraciones.
3. Visibilidad e interferencia del proceso:
- Rosca externa: El proceso de corte es visible directamente para el operario, lo que permite una mejor supervisión.
- Roscas internas: El mecanizado interno no se puede observar, lo que dificulta la selección y el control de la herramienta. La elección de la herramienta debe priorizar las características antiinterferencias (por ejemplo, un ángulo de holgura reducido) para evitar el contacto del portaherramientas con la pared del orificio. Esto influye directamente en la seguridad y la tasa de éxito del mecanizado.
El roscado interno se realiza en espacios cerrados, mientras que el roscado externo se lleva a cabo en espacios abiertos. Este conjunto de soluciones expertas representa la base de las mejores prácticas en el roscado de acero inoxidable, adaptándose a diversos escenarios y dando como resultado roscas de excelente calidad.

Roscado de pequeño diámetro o de agujeros profundos: ¿Qué soluciones ofrece LS Manufacturing?
El roscado de orificios profundos y de pequeño diámetro representa un desafío enorme en la tecnología de roscado CNC de precisión. Algunos de los problemas más notables son la evacuación de virutas, la rigidez de la herramienta y la visibilidad limitada. LS Manufacturing, con su amplia trayectoria y metodología innovadora, ofrece a sus clientes numerosas soluciones especializadas, probadas y contrastadas. Las soluciones técnicas de LS Manufacturing abarcan las siguientes tres áreas principales:
1. Aplicaciones de herramientas especializadas:
Para la mayoría de los diámetros de orificio, LS Manufacturing recomienda fresas de roscado de carburo sólido de gran rigidez. Especialmente para orificios de microdiámetro menores a M6, el diseño de perfil completo de una sola pasada evita la interferencia de las virutas, lo que prácticamente garantiza la integridad del perfil y la precisión dimensional.
2. Soporte para herramientas personalizadas:
Para neutralizar las vibraciones del portaherramientas que provocan el desgaste de la rosca durante el mecanizado de agujeros profundos, LS Manufacturing diseña portaherramientas especiales con anillos guía o sistemas de amortiguación de vibraciones. Estas herramientas especiales aumentan significativamente la rigidez del sistema de mecanizado, lo que permite un corte estable incluso con voladizos prolongados.
3. Técnicas de programación y procesos únicos:
LS Manufacturing ha desarrollado un método de programación de "retracción segmentada" para el roscado de agujeros profundos. En este método, un programa CNC se utiliza periódicamente para retraer la herramienta radialmente durante la rotación, lo que provoca la rotura de la viruta. Esto soluciona el importante problema del atasco continuo y prolongado de la viruta y permite un mecanizado seguro y fluido.
Ante el reto que supone el mecanizado de roscas de pequeño diámetro y gran profundidad, LS Manufacturing ha transformado con éxito tareas de mecanizado de roscas aparentemente imposibles en procesos de producción en masa estables y fiables mediante una solución integral que combina "herramientas específicas + herramientas personalizadas + programación especial".
¿Por qué LS Manufacturing es su socio ideal para el torneado de roscas de acero inoxidable?
En el complejo y avanzado sector del torneado de roscas CNC de acero inoxidable, el éxito no depende únicamente de la tecnología de vanguardia, sino también de contar con un socio integral capaz de ofrecer un servicio completo. LS Manufacturing es ese tipo de socio. Mediante la integración de capacidades de ingeniería y servicios, transformamos las mejores prácticas de torneado de roscas de acero inoxidable en una ventaja competitiva sostenible para nuestros clientes. Nos diferenciamos en tres aspectos esenciales:
1. Soporte de ingeniería proactivo:
LS Manufacturing participa activamente en las actividades de producción e I+D de nuestros clientes , desde el análisis de la viabilidad de fabricación en las primeras etapas hasta el diseño de herramientas personalizadas y la recomendación de parámetros. Esto garantiza que los proyectos se establezcan sobre una base de proceso óptima desde el principio y minimiza significativamente los riesgos futuros.
2. Control de calidad estable durante todo el proceso:
LS Manufacturing no solo proporciona soluciones técnicas, sino que también ayuda a sus clientes a diseñar y optimizar cada etapa del control de calidad, desde las materias primas hasta el envío de los productos finales, para garantizar resultados de torneado de roscas CNC de acero inoxidable altamente consistentes y fiables para cada producto.
3. Respuesta eficiente y rápida:
Ante problemas técnicos inesperados en las instalaciones, los ingenieros de LS Manufacturing pueden proporcionar diagnósticos y soluciones técnicas oportunas para evitar paradas de producción y garantizar los plazos de entrega.
LS Manufacturing le ayudará a superar estos desafíos e integrar sin problemas las mejores prácticas de roscado de acero inoxidable en su proceso de producción, para que pueda establecer una ventaja competitiva duradera.
Preguntas frecuentes
1. ¿Cuáles son las diferencias en la selección de herramientas al mecanizar acero inoxidable austenítico (como el 304) y acero inoxidable martensítico (como el 420)?
Al mecanizar acero inoxidable 304, se deben seleccionar herramientas con filos afilados y recubrimientos PVD para minimizar el endurecimiento por deformación y facilitar la evacuación de virutas. Las herramientas con sustrato de carburo más duro y las de diseño de filo reforzado son ideales para mecanizar acero inoxidable 420, ya que resisten el impacto de los cortes interrumpidos. La elección adecuada de la herramienta es fundamental para un roscado óptimo de acero inoxidable y, de hecho, puede prolongar su vida útil casi un 30 % .
2. ¿Cuáles son las causas más comunes de pérdida de precisión en el torneado de roscas de acero inoxidable?
Las principales causas de pérdida de precisión son las variaciones en la forma de la punta de la herramienta, debidas al desgaste y a la deformación por endurecimiento por trabajo. Estas variaciones afectan directamente a la trayectoria de corte, lo que genera errores en el diámetro y el paso de rosca. Para evitar la distorsión de precisión en la raíz y garantizar la estabilidad de la calidad de la rosca a largo plazo, se requiere tecnología de mecanizado de roscas CNC de precisión, un control riguroso de la vida útil de la herramienta y un control directo de la temperatura de corte en tiempo real mediante refrigeración interna a alta presión.
3. Mi proyecto tiene un tamaño de lote grande. ¿Cómo garantiza LS Manufacturing la uniformidad en todas las piezas roscadas?
LS Manufacturing garantiza la consistencia de cada lote mediante un proceso de tres pasos: primero, desarrollamos instrucciones de trabajo estandarizadas y altamente detalladas; segundo, implementamos el control estadístico de procesos para todo el proceso de fabricación, con monitoreo en tiempo real de las tendencias dimensionales importantes; y tercero, utilizamos mediciones en línea de alta precisión y controles periódicos para asegurar la exactitud desde la pieza número uno hasta la número 100 000. Este riguroso sistema de mejores prácticas para el mecanizado de roscas de acero inoxidable es la principal garantía para producir lotes de material con variabilidad cero. Obtenga hoy mismo un presupuesto instantáneo para torneado CNC y comience su proyecto de precisión de alto volumen.
4. Además del torneado, ¿LS Manufacturing ofrece otros servicios de mecanizado de roscas de alta complejidad?
Sí. LS Manufacturing ofrece una gama completa de soluciones de mecanizado de roscas de alta complejidad. Utilizamos fresado de roscas para piezas asimétricas, roscas de agujeros ciegos profundos o materiales duros tratados térmicamente; rectificado para piezas médicas de máxima precisión; y conformado por flujo para piezas que requieren mayor flujo de fibra. En resumen, estas avanzadas capacidades de roscado CNC de precisión conforman nuestra completa gama de posibilidades para abordar aplicaciones de roscado difíciles.
Resumen
El torneado de roscas de acero inoxidable de forma eficiente es un proceso exigente que requiere conocimientos de ciencia de materiales, tecnología de herramientas y control de precisión. LS Manufacturing, gracias a su amplia experiencia en el sector y su dilatada trayectoria, ha transformado este complejo proceso en un procedimiento fiable, eficiente y estandarizado.
No solo ofrecemos las mejores prácticas establecidas para el roscado de acero inoxidable, sino que nos dedicamos a integrar la tecnología de roscado CNC de precisión de vanguardia en cada fase de su proceso de fabricación, mejorando esencialmente su competitividad en la producción.
¡Actúe ahora y tráiganos sus problemas! Contacte hoy mismo con LS Manufacturing y suba los planos de sus piezas directamente a nuestra página web. Los expertos de LS Manufacturing le proporcionarán un presupuesto instantáneo de torneado CNC en 24 horas , incluyendo recomendaciones de herramientas personalizadas y parámetros clave del proceso. Con LS Manufacturing, elige un enfoque científico para resolver problemas de producción y una colaboración para lograr mejoras significativas en precisión, eficiencia y fiabilidad.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing . Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


