
No âmbito da usinagem CNC de precisão de roscas em aço inoxidável , você se depara regularmente com os seguintes desafios: desgaste excessivo da ferramenta, instabilidade na precisão da rosca e incapacidade de aumentar a eficiência da produção? Esses problemas técnicos aparentemente não relacionados levam ao mesmo resultado: custos de produção exorbitantes.
Este não é um resumo teórico geral, mas sim o guia definitivo, refinado pela LS Manufacturing com base em inúmeros casos de sucesso. Iremos direto ao ponto, apresentando sistematicamente as melhores práticas para usinagem de roscas em aço inoxidável , desde a seleção criteriosa de ferramentas de última geração até o controle meticuloso da precisão em todo o processo. Se você deseja maximizar a vida útil da ferramenta, aumentar o rendimento da produção ou otimizar o tempo de ciclo, este artigo lhe fornecerá soluções eficazes.
Por meio de uma leitura aprofundada, você aprenderá em detalhes as habilidades essenciais da usinagem CNC de roscas em aço inoxidável e dominará a arte do controle de precisão de roscas em CNC, superando as barreiras técnicas que há muito o atormentam e alcançando um avanço significativo em eficiência e qualidade. Para economizar seu tempo, aqui está um breve resumo das principais conclusões.
Referência rápida para núcleos de torneamento de roscas em aço inoxidável CNC
| Tópico | Parâmetros-chave/Seleção | Pontos-chave |
| Material da ferramenta | O carboneto de grão ultrafino é o material recomendado. | Garante máxima resistência ao desgaste e tenacidade na proporção ideal, sendo perfeitamente adequado para usinagem de alta velocidade. |
| Revestimento de ferramentas | PVD (TiAlN, AlCrN) | Proporciona excelente dureza, baixo atrito e boa estabilidade térmica com resistência de borda acumulada. |
| Formato da ponta | Cortador de rosca de perfil completo | Proporciona um perfil de rosca preciso e dispensa acabamento secundário. O perfil em V ou o acabamento exclusivo são perfis proprietários. |
| Velocidade de corte (Vc) | 80-150 m/min | Dependendo da classe específica do aço inoxidável e do grau de tratamento térmico. Em aços austeníticos (ex.: 304), utilize uma faixa inferior ou intermediária. |
| Alimentar | Igual ao tom (P) | Na programação CNC , utiliza-se um passo constante, ou seja, avanço por revolução = passo. |
| Corte profundo | Corte progressivo em camadas | Primeiro, camadas profundas, seguidas de camadas progressivas de redução. Tolerância de acabamento: Suavidade de 0,05 a 0,1 mm. |
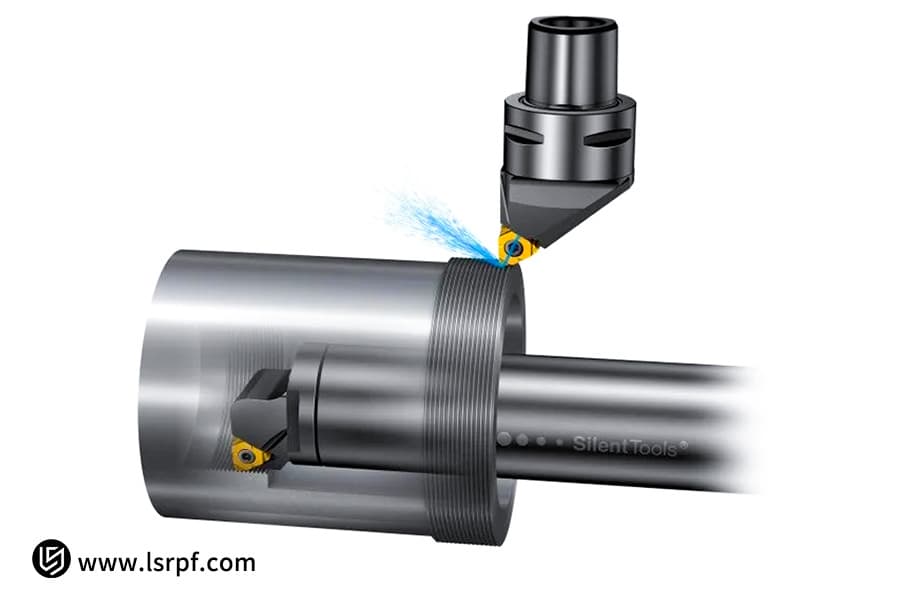
| Resfriamento | Resfriamento interno de alta pressão | A ejeção forçada de cavacos e o resfriamento são essenciais para a precisão das roscas de aço inoxidável e para a integridade da superfície. |
| Inspeção do perfil da rosca | Utilizando micrômetro/calibrador de rosca | É essencial para a inspeção da primeira peça na produção em massa, sendo a amostragem ainda utilizada para verificar o diâmetro primitivo e a precisão do encaixe. |
Esta tabela de referência prática resume os principais requisitos técnicos para usinagem de roscas de aço inoxidável. A chave para o sucesso é selecionar a ferramenta correta (grau e revestimento), aplicar refrigeração interna de alta pressão e seguir rigorosamente a técnica de corte escalonado.
A adesão rigorosa a essas práticas recomendadas e comprovadas melhorará consideravelmente a estabilidade do processo, a qualidade da rosca e a eficiência da produção, sem permitir que os custos gerais saiam completamente do controle.

Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
A LS Manufacturing representa o culminar de mais de duas décadas de experiência prática em fabricação de precisão. A LS Manufacturing resolve seus problemas diariamente — desde fixadores aeroespaciais de alta resistência até roscas de precisão para dispositivos médicos , sendo a usinagem de roscas em aço inoxidável um aspecto altamente desenvolvido de nossa plataforma tecnológica fundamental. Nossas soluções são testadas e aprimoradas ao longo de milhares de horas de produção em nossa moderna oficina CNC, onde podem ser implementadas imediatamente em sua fábrica e gerar valor real.
Isso se baseia nos problemas físicos que a LS Manufacturing resolveu para você. Por exemplo, ajudamos um cliente a superar os problemas de precisão das roscas de conexões hidráulicas em aço inoxidável 304. Ao substituir uma ferramenta revestida genérica por uma ferramenta revestida com AlCrN, adequada às nossas severas condições de trabalho, e ao otimizar os parâmetros do fluido de corte de alta pressão e as estratégias de corte em camadas, conseguimos aumentar a vida útil da ferramenta em 40% sem comprometer a precisão da rosca, mantendo uma tolerância constante de 6g.
Esta é a garantia da LS Manufacturing: soluções baseadas na experiência e em fatos concretos para ajudar você a transformar problemas de usinagem em pontos fortes essenciais.
Por que o aço inoxidável é um material desafiador para torneamento de roscas CNC?
Os desafios na usinagem CNC de roscas em aço inoxidável são resultado direto das características inerentes do material. Comparado ao aço comum, a gama de propriedades do aço inoxidável impõe requisitos extremamente rigorosos às ferramentas e aos processos de usinagem CNC de roscas. Os desafios específicos decorrem das seguintes três características intrínsecas:
1. Tendência significativa ao endurecimento por deformação:
O aço inoxidável apresenta alta ductilidade. A superfície usinada sofrerá deformação plástica sob a pressão da aresta de corte, em vez de delaminação, acompanhada por um aumento repentino na dureza superficial. Isso não só dificulta o corte subsequente, como também desgasta rapidamente a aresta da ferramenta como um abrasivo, causando distorção da rosca e rugosidade superficial.
2. Alta tenacidade e resistência:
O aço inoxidável pode absorver uma grande quantidade de energia sem fraturar e possui menor tendência à formação de cavacos e fraturas. Sob a área de cavacos restrita na usinagem de roscas , cavacos longos e duros tendem a ficar presos na ferramenta ou na peça, lascando e arranhando a superfície usinada.
3. Baixa condutividade térmica:
O aço inoxidável é um excelente condutor de calor para ferramentas de corte, retendo a maior parte do calor, que não é dissipado pelos cavacos, e concentrando-o na estreita área da ponta da ferramenta. Temperaturas localizadas extremamente elevadas fragilizam o material da peça (maximizando o endurecimento por deformação) e causam desgaste difuso e deformação plástica extensivos na ferramenta, resultando diretamente em uma redução drástica da sua vida útil.
É a combinação de endurecimento por deformação, tenacidade e baixa condutividade térmica que torna a usinagem CNC de roscas em aço inoxidável um problema tão comum. Somente compreendendo totalmente as causas poderemos desenvolver soluções eficazes para garantir usinagem de qualidade e com bom custo-benefício.
Quais são os três fatores principais a serem considerados ao escolher uma ferramenta de rosqueamento de aço inoxidável?
A escolha de ferramentas de torneamento CNC , especialmente ferramentas para roscas em aço inoxidável, envolve mais do que comparar modelos ; é um exercício de tomada de decisão para encontrar o equilíbrio ideal entre três fatores básicos interdependentes. Trocas inteligentes podem melhorar significativamente a eficiência e a qualidade, enquanto trocas prejudiciais podem ser muito caras. Cada um desses três fatores básicos deve ser cuidadosamente avaliado:
1. Material e revestimento do substrato da ferramenta:
- Prioridade de resistência: Ao cortar materiais com sobremedida interrompida e irregular, ou ligas de aço inoxidável austenítico, como o 304 , é necessário um substrato de carboneto mais resistente para evitar lascamento.
- Prioridade de resistência ao desgaste: Ao realizar cortes contínuos, em aço inoxidável martensítico com alto teor de silício, ou onde se exige maior vida útil da ferramenta, deve-se selecionar um substrato de grãos ultrafinos e maior dureza, em combinação com um revestimento resistente ao desgaste, como o AlCrN, para resistir ao desgaste em altas temperaturas.
2. Geometria e ângulos:
- Corte preciso: O alto ângulo de ataque e a aresta de corte afiada minimizam com sucesso as forças de corte, reduzem a tendência do aço inoxidável ao endurecimento por deformação e proporcionam uma superfície acabada mais lisa. Isso pode, no entanto, reduzir ligeiramente a resistência da aresta de corte.
- Aresta de corte reforçada: Um ângulo de ataque baixo e uma aresta de corte passivada proporcionam maior resistência e durabilidade, sendo indicadas para operações de corte mais severas. No entanto, isso implica em maiores forças de corte.
3. Raio do nariz:
- Um raio de ponta pequeno proporciona um rebaixo no perfil da rosca e, portanto, é de extrema importância para o corte de roscas de passo fino que exigem um perfil afiado. Isso também reduz as forças de corte.
- Um raio de ponta maior aumenta significativamente a resistência da ferramenta, melhora a dissipação de calor e reduz a rugosidade da superfície. No entanto, um raio excessivamente grande pode aumentar as forças de corte e afetar o perfil.
A escolha da ferramenta ideal para tornear roscas em aço inoxidável requer um equilíbrio tridimensional preciso entre o material da peça, as exigências da rosca e as condições da máquina-ferramenta. A compreensão eficaz desse processo de seleção é fundamental para a obtenção de usinagem CNC de roscas em aço inoxidável eficiente e de alta qualidade.

Como otimizar os parâmetros de corte para solucionar vibrações e rebarbas?
Vibrações e rebarbas são problemas inerentes à usinagem de roscas de precisão em aço inoxidável. As causas são forças de corte instáveis, encruamento e evacuação inadequada de cavacos. Para solucioná-los de forma sistêmica, é necessário dominar a tecnologia de usinagem de roscas CNC de precisão e obter um torneamento estável por meio da otimização simultânea de parâmetros. As principais medidas de otimização são as seguintes:
| Categoria do parâmetro | Estratégia de Otimização | Principais questões abordadas |
| Velocidade (Vc) | Evite faixas de ressonância de baixa velocidade e use velocidades lineares médias a altas (por exemplo, 120-180 m/min) para obter um corte suave. | Amortece e reduz vibrações e oscilações na força de corte. |
| Corte Profundo (Ap) | Utilize cortes em camadas com decréscimos sucessivos, com uma tolerância de acabamento de 0,05 a 0,1 mm . | Reduzir o endurecimento por trabalho, melhorar o acabamento superficial e eliminar marcas de vibração. |
| Método de resfriamento | Utiliza-se refrigeração interna de alta pressão (pressão ≥7 MPa) para permitir resfriamento preciso e quebra forçada de cavacos. | Possivelmente restringir o estresse térmico, evitar o emaranhamento de cavacos e arranhões, e reduzir rebarbas na raiz. |
A filosofia das melhores práticas de usinagem de roscas de aço inoxidável consiste na combinação metódica de velocidades médias a altas, profundidades de corte reduzidas e um método de resfriamento interno de alta pressão.
Este conjunto de parâmetros é utilizado para eliminar eficazmente a vibração da ferramenta e o endurecimento por trabalho, permitindo uma quebra limpa dos cavacos, uma característica de segurança absoluta que garante acabamentos de rosca superiores e maior vida útil da ferramenta.
Que outros sistemas, além de máquinas-ferramenta, são necessários para garantir a precisão da rosca?
Na usinagem CNC de alta precisão de roscas, as máquinas-ferramenta avançadas são apenas o começo. Para a implementação prática da precisão de roscas CNC, é necessário um sistema abrangente e integrado de medição e controle de qualidade, implementado em todo o processo de usinagem, para que cada produto atenda às tolerâncias rígidas de forma consistente. O sistema possui dois componentes importantes:
1. Monitoramento em tempo real durante o processamento:
Após operações críticas de processamento, utilizamos uma sonda de medição sem contato durante o processo. A sonda mede rapidamente dimensões críticas, como o passo e os diâmetros principais da rosca, sem a necessidade de parar o fuso. Caso ocorra alguma variação dimensional devido ao microdesgaste da ferramenta, o sistema compensará automaticamente ou emitirá um alarme, garantindo o controle de qualidade preventivo e minimizando o refugo do lote.
2. Inspeção final após o processamento:
- Verificação funcional: Os calibradores passa/não passa de rosca são mais adequados para inspeção de alta velocidade a 100% , medindo diretamente o engate da rosca e a funcionalidade da montagem do produto.
- Análise de Precisão: Para as seções iniciais e finais, ou para pedidos críticos, são utilizados projetores ópticos de alta precisão ou máquinas de medição de roscas incorporadas a eles. Esses equipamentos podem ampliar e projetar o perfil da rosca a ser comparada com desenhos padrão com precisão, medir fatores microscópicos como ângulo e passo da rosca com alta precisão e fornecer dados confiáveis para comprovar a precisão.
Ao integrar o desempenho em tempo real da inspeção online e a precisão dos sistemas de teste de fim de linha, estabelecemos uma salvaguarda de qualidade superior à capacidade de desempenho das próprias máquinas-ferramenta.
O sistema de tecnologia de usinagem de roscas CNC de alta precisão é a garantia definitiva para um controle eficiente da precisão das roscas CNC e para assegurar a confiabilidade de cada produto.

Como melhorar a eficiência do processamento de roscas de aço inoxidável na produção em massa?
Para superar as barreiras de eficiência na produção em massa de roscas CNC em aço inoxidável, precisamos mudar o foco de aspectos técnicos específicos para a otimização de todo o sistema produtivo. Para isso, devemos implementar melhores técnicas de gestão para otimizar custos e eficiência na fabricação em larga escala.
1. Padronização de ferramentas e redução de estoque:
Consolidação dos diversos modelos de ferramentas díspares em um pequeno número de modelos padrão comprovados. Isso não apenas simplifica a programação e a execução, reduzindo erros, mas também diminui consideravelmente os custos de compra e administração de ferramentas por meio de compras centralizadas e controle de estoque, a base para a usinagem CNC de roscas em aço inoxidável com redução de custos.
2. Soluções de Fixação e Inovação de Processos:
Superando a mentalidade tradicional de torneamento de peça única. Centros de torneamento multieixos simultâneos ou a otimização do planejamento de dispositivos de fixação para executar uma sequência de operações em uma única configuração podem aumentar a produção por unidade de tempo em várias ordens de magnitude. A inovação de processos é a maneira mais fácil de melhorar a eficiência geral no torneamento CNC de roscas em aço inoxidável.
3. Implementar um Plano Preventivo de Troca de Ferramentas:
Crie uma estratégia de troca rápida de ferramentas com base em dados precisos de usinagem e vida útil da ferramenta. A troca de ferramentas antes do desgaste pode evitar defeitos de qualidade do lote e paradas da máquina causadas pelo desgaste excessivo, garantindo estabilidade e continuidade à linha de produção.
Ao incorporar padronização, inovação de processos e sistemas de manutenção preventiva, uma organização consegue criar um sistema de produção estável, eficiente e controlável. Isso não só elimina todo o custo da usinagem CNC de roscas em aço inoxidável , como também se mostra vantajoso para a competitividade em termos de volume a longo prazo.

Como a LS Manufacturing resolveu o problema de vazamento na rosca da porta de aço inoxidável 304?
Na usinagem de roscas CNC em aço inoxidável, o vazamento nas roscas de vedação tem sido um gargalo tecnológico para praticamente todos os fabricantes. O caso a seguir mostra como a LS Manufacturing resolveu esse problema de forma metódica.
1. Dilema do Cliente:
Uma empresa de componentes hidráulicos enfrentava um problema grave na usinagem de roscas cônicas NPT em seus manifolds de válvulas de aço inoxidável 304: a taxa de vazamento da vedação da rosca chegava a 30% durante testes de alta pressão, e a vida útil da ferramenta era excepcionalmente curta. Isso não só tornava a produção proibitiva em termos de custo, como também impactava severamente a imagem da empresa no mercado e o cumprimento de pedidos, devido ao retrabalho excessivo e atrasos nas entregas.
2. Solução de fabricação LS:
Após uma análise meticulosa, nosso departamento de engenharia descobriu que o vazamento se originava de microfissuras na superfície da rosca, causadas pelo encruamento. Nesse sentido, desenvolvemos uma solução especial:
- Em primeiro lugar, desenvolvemos uma ferramenta de torneamento de roscas em aço inoxidável com um revestimento específico de AlCrN, que aumenta consideravelmente a resistência ao desgaste e o desempenho antiaderente da aresta de corte em materiais endurecidos por trabalho a frio.
- Em segundo lugar, otimizamos o percurso de torneamento e as condições de corte em camadas para dissipar eficazmente o calor e a tensão do corte.
- Em terceiro lugar, aprimoramos o foco e a precisão do jato de resfriamento interno de alta pressão para garantir que os cavacos sejam removidos corretamente da área de usinagem em tempo hábil.
3. Conquistas e Valor:
Com essa solução implementada, resultados excepcionais foram alcançados: a taxa de vazamento da rosca no bloco de válvulas, quando submetido a testes de alta pressão, foi reduzida de 30% para menos de 0,5% , a vida útil da ferramenta foi triplicada e o custo total de usinagem por unidade foi reduzido em aproximadamente 40% . Essa conquista não apenas atendeu plenamente às exigências de qualidade do cliente e garantiu sua satisfação quanto à estabilidade do produto, como também assegurou um pedido importante.
Este caso demonstra que a aplicação do domínio na precisão de roscas CNC por meio da otimização sistemática do processo pode trazer ganhos tecnológicos que se traduzem em benefícios econômicos e em uma competitividade significativa no mercado.
Quais são as diferenças em termos de tecnologia e ferramentas para torneamento de roscas internas e externas?
Na seleção das melhores práticas de usinagem para roscas de aço inoxidável, o torneamento de roscas internas e externas apresenta diversas questões técnicas. Um profundo conhecimento das diferenças fundamentais entre os dois tipos de ferramentas em relação à evacuação de cavacos, rigidez e visibilidade é essencial para a escolha adequada da ferramenta de torneamento CNC correta.
1. Direção da evacuação do chip e estratégia de resfriamento:
- Rosca externa: Os cavacos tendem a cair naturalmente para fora, facilitando sua remoção. No entanto, é necessário direcionar o fluido de corte sob alta pressão para evitar que cavacos longos se enrosquem na peça.
- Roscas internas: A evacuação de cavacos é um problema crítico. Os cavacos precisam ser removidos em sentido contrário através de um furo pequeno, o que acaba causando obstrução e arranhões na superfície usinada. Portanto, é necessário um porta-ferramentas com refrigeração interna de alta pressão, que utilize a pressão do fluido refrigerante para forçar a quebra e a evacuação dos cavacos.
2. Diferenças na rigidez do sistema:
- Rosca externa: A projeção mínima da ferramenta proporciona máxima rigidez ao sistema, permitindo parâmetros de corte mais elevados e minimizando a vibração da ferramenta.
- Rosca interna: A alta relação de aspecto do porta-ferramentas reduz significativamente a rigidez, sendo, portanto, o elo mais vulnerável na operação. Um porta-ferramentas resistente à vibração e com espessura adicional deve ser selecionado, e os parâmetros de corte devem ser reduzidos proporcionalmente para suprimir a vibração.
3. Visibilidade e interferência do processo:
- Rosca externa: O processo de corte é visível diretamente para o operador, o que proporciona melhor monitoramento.
- Roscas internas: O corte interno não pode ser observado, dificultando o ajuste e o monitoramento da ferramenta. A escolha da ferramenta deve priorizar características anti-interferência (por exemplo, ângulo de folga baixo) para evitar o contato do porta-ferramentas com a parede do furo. Isso está diretamente relacionado à segurança e à taxa de sucesso da usinagem.
A usinagem de roscas internas é, na verdade, uma operação em espaço confinado, enquanto a usinagem de roscas externas é feita em espaços abertos. Este conjunto de soluções especializadas representa a essência das melhores práticas em usinagem de roscas em aço inoxidável, atendendo a diversos cenários e resultando em roscas de excelente qualidade de forma consistente.

Rosqueamento de furos de pequeno diâmetro ou profundos: Que soluções a LS Manufacturing oferece?
A usinagem de roscas em furos de pequeno diâmetro e profundidade é um desafio enorme na tecnologia de usinagem CNC de precisão. Alguns dos problemas mais notáveis são a evacuação de cavacos, a rigidez da ferramenta e a visibilidade limitada. A LS Manufacturing, com sua vasta experiência e metodologia inovadora, oferece aos clientes diversas soluções especializadas, testadas e comprovadas. As soluções técnicas da LS Manufacturing abordam as seguintes três áreas principais:
1. Aplicações de ferramentas especializadas:
Para a maioria dos diâmetros de furos, a LS Manufacturing destaca fresas de rosca de metal duro integral que são extremamente rígidas. Especialmente para furos de microdiâmetro menores que M6, o design de perfil completo em uma única operação evita a interferência de cavacos, garantindo praticamente a integridade do perfil e a precisão dimensional.
2. Suporte para ferramentas personalizadas:
Para neutralizar a vibração do porta-ferramentas em usinagem de furos profundos, causada pela interferência da rosca, a LS Manufacturing pode projetar porta-ferramentas especiais com anéis guia ou recursos de amortecimento de vibração. Ferramentas especiais como essas aumentam significativamente a rigidez do sistema de usinagem, possibilitando um corte estável mesmo em grandes balanços.
3. Técnicas exclusivas de programação e processos:
A LS Manufacturing desenvolveu um método de programação de "retração segmentada" para rosqueamento de furos profundos. Nesse método, um programa CNC é usado periodicamente para retrair a ferramenta radialmente em determinada quantidade durante a rotação, forçando a quebra de cavacos. Isso resolve o problema significativo do travamento contínuo e prolongado de cavacos e permite uma usinagem segura e suave.
Diante do desafio de usinar roscas de pequeno diâmetro e furos profundos, a LS Manufacturing transformou com sucesso tarefas aparentemente impossíveis de usinagem de roscas em processos de produção em massa estáveis e confiáveis, com uma solução abrangente de "ferramentas dedicadas + ferramentas personalizadas + programação especial".
Por que a LS Manufacturing é a sua melhor parceira para usinagem de roscas em aço inoxidável?
Com o setor de torneamento de roscas CNC em aço inoxidável, que é complexo e desafiador, o sucesso não depende apenas de tecnologia de ponta, mas também de um parceiro completo que ofereça um serviço abrangente. A LS Manufacturing é esse tipo de parceiro. Integrando capacidade de engenharia e serviços, transformamos as melhores práticas de torneamento de roscas em aço inoxidável em uma vantagem competitiva sustentável para nossos clientes. Nosso diferencial reside em três aspectos essenciais:
1. Suporte de Engenharia Proativo:
A LS Manufacturing está profundamente envolvida nas atividades de produção e P&D de nossos clientes , desde a análise de viabilidade de fabricação nos estágios iniciais até a personalização de ferramentas e recomendações de parâmetros. Isso garante que os projetos sejam estabelecidos com base no processo ideal desde o início e minimiza significativamente os riscos futuros.
2. Controle de qualidade estável em todo o processo:
A LS Manufacturing não apenas fornece soluções técnicas, mas também ajuda os clientes a projetar e otimizar cada etapa do controle de qualidade, desde as matérias-primas até o envio dos produtos finais, para garantir resultados de torneamento de roscas CNC em aço inoxidável altamente consistentes e confiáveis para cada produto.
3. Resposta eficiente e rápida:
Em caso de problemas técnicos inesperados no local, os engenheiros da LS Manufacturing podem fornecer diagnósticos e soluções técnicas rápidas para evitar paralisações na produção e garantir o cumprimento dos prazos de entrega.
A LS Manufacturing ajudará você a superar esses desafios e a integrar perfeitamente as melhores práticas de rosqueamento de aço inoxidável ao seu processo de produção, para que você estabeleça uma vantagem competitiva duradoura.
Perguntas frequentes
1. Quais são as diferenças na seleção de ferramentas ao usinar aço inoxidável austenítico (como o 304) e aço inoxidável martensítico (como o 420)?
Ao cortar aço inoxidável 304, uma liga dura, devem ser selecionadas ferramentas com arestas de corte afiadas e revestimentos PVD para minimizar a tendência ao endurecimento por trabalho e facilitar a evacuação suave dos cavacos. Ferramentas com substrato de metal duro e arestas de corte reforçadas são ideais para cortar aço inoxidável 420, mais duro, pois resistem ao impacto de cortes interrompidos. A escolha correta da ferramenta é fundamental para as melhores práticas de rosqueamento em aço inoxidável e pode, inclusive, prolongar a vida útil da ferramenta em quase 30% .
2. Quais são as causas mais comuns de perda de precisão na usinagem de roscas em aço inoxidável?
As principais causas de perda de precisão são as variações na forma da ponta da ferramenta, resultantes do desgaste e da deflexão da ferramenta devido ao encruamento. Esses fatores afetam diretamente a trajetória de corte, causando erros no diâmetro e no passo da rosca. Para evitar distorções na raiz da rosca e garantir a estabilidade da qualidade da rosca a longo prazo, são necessárias tecnologias de usinagem CNC de roscas de precisão, controle rigoroso da vida útil da ferramenta e controle direto da temperatura de corte em tempo real por meio de refrigeração interna de alta pressão.
3. Meu projeto envolve um lote grande. Como a LS Manufacturing garante a consistência em todas as peças roscadas?
A LS Manufacturing garante a consistência dos lotes em um processo de três etapas: primeiro, desenvolvemos instruções de trabalho padronizadas e altamente detalhadas; segundo, implementamos o controle estatístico de processo para toda a cadeia de produção, com monitoramento em tempo real das principais tendências dimensionais; e terceiro, utilizamos medições em linha de alta precisão e verificações pontuais periódicas para garantir a exatidão da peça número um à centésima milésima. Este rigoroso sistema de melhores práticas para usinagem de roscas em aço inoxidável é a principal garantia para a produção de lotes com zero variabilidade. Solicite um orçamento instantâneo para torneamento CNC e inicie hoje mesmo seu projeto de precisão em alto volume.
4. Além de torneamento, a LS Manufacturing oferece outros serviços de usinagem de roscas de alta complexidade?
Sim. A LS Manufacturing oferece uma gama completa de soluções de usinagem de roscas de alta complexidade. Utilizamos fresamento de roscas para peças assimétricas, roscas de furos cegos profundos ou materiais duros tratados termicamente; retificação para peças médicas de altíssima precisão; e conformação por fluxo para peças que exigem maior fluxo de fibras. No geral, essas avançadas capacidades de usinagem de roscas CNC de precisão compõem nossa matriz completa de recursos para lidar com aplicações de roscagem complexas.
Resumo
A usinagem de roscas em aço inoxidável de forma eficiente é um processo complexo que envolve ciência dos materiais, tecnologia de ferramentas e controle de precisão. A LS Manufacturing, com sua vasta experiência no setor e ampla vivência prática, transformou esse processo complexo em um procedimento confiável, eficiente e padronizado.
Não apenas oferecemos as melhores práticas já estabelecidas para roscas em aço inoxidável, como também nos dedicamos a integrar tecnologia de ponta em rosqueamento CNC de precisão em todas as fases do seu processo de fabricação, melhorando, essencialmente, a sua competitividade na produção.
Aja agora e traga seus problemas para nós! Entre em contato com a LS Manufacturing hoje mesmo e envie seus desenhos de peças diretamente para o nosso site. Os especialistas da LS Manufacturing fornecerão um orçamento instantâneo para torneamento CNC em até 24 horas , incluindo recomendações de ferramentas personalizadas e parâmetros-chave do processo. Com a LS Manufacturing, você opta por uma abordagem científica para problemas de produção e por uma parceria para desenvolver melhorias gerais em precisão, eficiência e confiabilidade.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing . Isso significa eficiência na escolha, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.lsrpf.com .


