
精密CNCステンレス鋼ねじ切り加工の分野において、工具摩耗率の高さ、ねじ精度の不安定さ、生産効率の向上の難しさといった課題に日常的に直面することはありませんか?一見無関係に見えるこれらの技術的な問題点は、すべて同じ結果、つまり生産コストの高騰につながります。
これは一般的な理論概説ではなく、LS Manufacturingが豊富な成功事例に基づいて磨き上げた究極のガイドです。最新鋭の工具の選定から、全工程における精密な精度管理まで、ステンレス鋼ねじ加工のベストプラクティスを体系的に解説します。工具寿命の最大化、製品歩留まりの向上、サイクルタイムの短縮をお考えなら、この記事が効果的な解決策を提供します。
綿密な読書を通して、CNCステンレス鋼ねじ切り加工のコアスキルを深く学び、ステンレス鋼ねじ切り工具の精密制御技術を習得し、長年あなたを悩ませてきた技術的な障壁を克服し、効率と品質の飛躍的な向上を実現できます。時間を節約するために、主要な結論の概要を以下に示します。
CNCステンレス鋼ねじ切りコアクイックリファレンス
| トピック | 主要パラメータ/選択 | 要点 |
| 工具材料 | 超微粒子炭化物が推奨材料です。 | 最適な比率で最大限の耐摩耗性と靭性を確保し、高速加工に最適です。 |
| 工具コーティング | PVD(TiAlN、AlCrN) | 優れた硬度、低摩擦性、良好な熱安定性、そして刃先抵抗の蓄積といった特長を備えています。 |
| 先端形状 | フルプロファイルねじ切りカッター | 正確なねじ山形状が得られ、二次加工が不要になります。V字型形状または仕上げ加工のみは、独自の形状です。 |
| 切断速度(Vc) | 80~150メートル/分 | ステンレス鋼の種類と熱処理の状態によって異なります。オーステナイト系ステンレス鋼(例:304)の場合は、低めまたは中程度の値を使用してください。 |
| 餌 | ピッチ(P)と同じ | CNCプログラミングでは一定のリードが使用されます。つまり、1回転あたりの送り量=ピッチです。 |
| ディープカット | 段階的な層状切断 | まず深く削り、その後徐々に削り落としていく。仕上げ代:平滑度0.05~0.1mm。 |
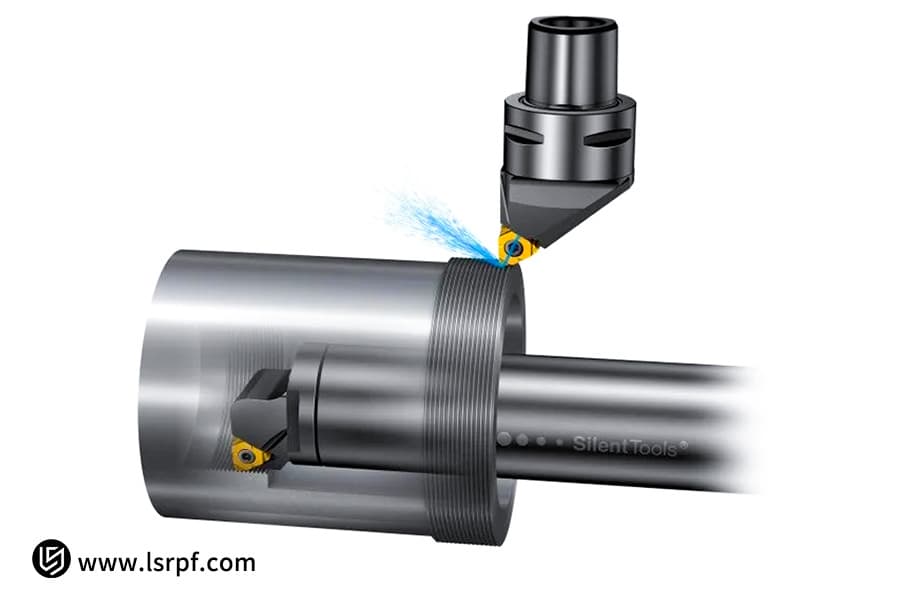
| 冷却 | 内部高圧冷却 | ステンレス鋼のねじ山の精度と表面の完全性を確保するには、切りくずの排出と冷却を強制することが不可欠です。 |
| ねじ山形状検査 | ねじマイクロメーター/リングゲージを使用する | 量産における初回品検査には不可欠であり、ピッチ径や嵌合精度を確認するためにサンプリングも依然として用いられている。 |
この便利な参考チャートは、ステンレス鋼ねじの加工における主要な技術要件をまとめたものです。成功の鍵は、適切な工具(グレードとコーティング)の選択、高圧内部冷却の適用、そして段階的な切削技術の厳守です。
これらの実績のあるベストプラクティスを厳守することで、プロセス安定性、糸の品質、生産効率が大幅に向上すると同時に、全体的なコストが手に負えなくなることを防ぐことができます。

このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
LS Manufacturingは、20年以上にわたる精密製造の実践経験の集大成です。LS Manufacturingは、高強度航空宇宙用ファスナーから医療機器用精密ねじまで、お客様の課題を日々解決します。ステンレス鋼のねじ切り加工は、当社の基盤技術プラットフォームにおける高度な専門分野です。当社のソリューションは、最先端のCNC加工工場で数千時間に及ぶ生産実績を通してテストと改良を重ねており、お客様の工場ですぐに導入して真の価値を生み出すことができます。
これは、LS Manufacturingがお客様のために解決してきた物理的な問題に基づいています。例えば、当社は304ステンレス鋼製油圧継手のねじの精度に関するお客様の課題解決を支援しました。一般的なコーティング工具を、当社の過酷な作業環境に適したAlCrNコーティング工具に交換し、高圧クーラントのパラメータと積層切削戦略を最適化することで、ねじ精度を6gの一定公差内に維持しながら、工具寿命を40%向上させることができました。
これがLSマニュファクチャリングの保証です。経験に基づいたソリューションと事実のみを提供し、お客様の機械加工における課題を中核的な強みへと変えるお手伝いをいたします。
ステンレス鋼はなぜCNCねじ切り加工において難しい材料なのか?
ステンレス鋼のCNCねじ切り加工における課題は、材料固有の特性に直接起因するものです。通常の鋼材と比較して、ステンレス鋼の特性範囲が広いため、ステンレス鋼のCNCねじ切り加工における工具とプロセスには極めて厳しい要求が課せられます。特に課題となるのは、以下の3つの固有の特性です。
1. 加工硬化傾向が顕著である。
ステンレス鋼は高い延性を示します。切削加工面は、均一な剥離ではなく、切削刃の圧力によって塑性変形を起こし、表面硬度が急激に上昇します。これは、その後の切削を困難にするだけでなく、研磨剤のように工具刃先を急速に摩耗させ、ねじ山の歪みや表面粗さを引き起こします。
2. 高い靭性と強度:
ステンレス鋼は、破壊することなく大量のエネルギーを吸収でき、切りくずの巻き込みや破壊の傾向が低いという特徴があります。ねじ切り加工では、切りくず領域が限られているため、長くて硬い切りくずが工具や工作物に詰まりやすく、加工面を削ったり傷つけたりする可能性があります。
3. 熱伝導率が低い:
ステンレス鋼は切削熱伝導率が非常に高く、切削屑に熱が奪われることなく、工具先端の狭い領域に熱が集中します。この局所的な高温によって被削材が脆化し(加工硬化が最大化される)、工具に広範囲にわたる摩耗と塑性変形が生じ、結果として工具寿命が著しく低下します。
加工硬化性、靭性、熱伝導率の低さが組み合わさることで、ステンレス鋼のCNC旋削加工はしばしば問題となります。その原因を完全に理解することによってのみ、品質とコスト効率の高い加工を実現するための効果的な解決策を開発できるのです。
ステンレス鋼製ねじ切り工具を選ぶ際に考慮すべき3つの重要な要素は何ですか?
CNC旋削工具、特にステンレス鋼ねじ切り工具を選ぶ際には、単にモデルを比較するだけでは不十分です。相互に関連する3つの基本要素の間で最適な妥協点を見つけるための意思決定作業が必要となります。賢明なトレードオフは効率と品質を大幅に向上させますが、不適切なトレードオフは非常にコストがかかる可能性があります。これら3つの基本要素はそれぞれ慎重に検討する必要があります。
1. 工具基材およびコーティング:
- 靭性優先:断続的な不規則な加工代を持つ材料や、 304などのオーステナイト系ステンレス鋼を切削する場合、欠けを防ぐために、より靭性の高い超硬基材が必要となる。
- 耐摩耗性を最優先する場合:連続切削を行う場合、高ケイ素マルテンサイト系ステンレス鋼を使用する場合、または工具寿命の延長が求められる場合は、高温摩耗に耐えるために、AlCrNなどの耐摩耗性コーティングと組み合わせた、より硬度の高い超微細粒基材を選択する必要があります。
2. 幾何学と角度:
- 鋭利な切削:高いすくい角と鋭利な刃先により、切削抵抗を最小限に抑え、ステンレス鋼の加工硬化傾向を低減し、より滑らかな仕上がり面を実現します。ただし、これにより刃先の強度が若干低下する場合があります。
- 強化された刃先:低いすくい角と不動態化処理された刃先は、強度と耐衝撃性を向上させますが、より過酷な切断作業に適しています。ただし、その代償として切断力が増大します。
3. ノーズ半径:
- ノーズ半径が小さいとねじ山のアンダーカット効果が得られ、鋭利な形状が求められる細目ねじの切削において非常に重要となる。また、切削抵抗も低減される。
- ノーズ半径を大きくすると、工具先端の強度が大幅に向上し、放熱性が改善され、表面粗さが低減されます。ただし、半径が大きすぎると切削抵抗が増加し、形状に影響を与える可能性があります。
ステンレス鋼ねじの旋削加工に最適な工具を選ぶことは、被削材の材質、ねじの要求、工作機械の状態という3つの要素を精密に「三次元的にバランスよく」考慮する作業です。この選択プロセスを効果的に理解することが、効率的かつ高品質なCNCステンレス鋼ねじ加工を実現する上で不可欠です。

切削パラメータを最適化して、ビビリやバリの発生を抑えるにはどうすればよいでしょうか?
ステンレス鋼の精密ねじ切り加工において、ビビリやバリは避けられない問題です。その原因は、切削力の不安定性、加工硬化、切りくずの排出不良などです。これらの問題を体系的に解決するためには、精密CNCねじ切り加工技術の習得と、パラメータの同時最適化による安定した旋削加工が不可欠です。主な最適化対策は以下のとおりです。
| パラメータカテゴリ | 最適化戦略 | 主要な課題への取り組み |
| 速度(Vc) | 低速域での共振を避け、中速から高速の線速度(例:120~180m/分)を使用して、滑らかな切削を実現してください。 | 切削力の振動やビビリを抑制・低減する。 |
| ディープ・オブ・カット(Ap) | 0.05~0.1mmの仕上げ代で、厳密に「減少」する積層切削を使用する。 | 加工硬化を低減し、表面仕上げを向上させ、ビビリ痕を除去します。 |
| 冷却方法 | 精密な冷却と強制的な切削屑の破砕を可能にするため、高圧内部冷却(圧力≧7MPa)を採用する。 | 熱応力を抑制し、切削屑の絡まりや傷を防ぎ、根元のバリを減らすことができる可能性がある。 |
ステンレス鋼ねじの最適な加工方法の基本理念は、中速から高速の回転速度、切削深さの減少、および高圧内部冷却法を体系的に組み合わせることである。
この一連のパラメータは、工具のビビリ振動や加工硬化を効果的に抑制し、切りくずのきれいな排出を可能にするために利用されます。これは、優れたねじ仕上げと工具寿命の向上を保証する絶対的な安全機能です。
ねじの精度を確保するために、工作機械以外にどのようなシステムが必要ですか?
高精度CNCねじ加工において、高度な工作機械はあくまで出発点に過ぎません。CNCねじ加工の精度を実際に実現するためには、加工工程全体を通して包括的かつ統合された測定および品質管理システムを導入し、各製品が常に厳格な公差を満たすようにする必要があります。このシステムには、以下の2つの重要な構成要素があります。
1. 処理中のリアルタイム監視:
重要な加工工程の後、非接触式のインプロセスゲージプローブを使用します。このプローブは、スピンドルを停止させることなく、ねじのピッチや外径などの重要な寸法を迅速に測定します。工具の微細摩耗による寸法ずれが発生した場合、システムが自動的に補正するか、アラームを発することで、予防的な品質管理を徹底し、バッチ不良を最小限に抑えます。
2. 加工後の最終検査:
- 機能検証:ねじ合否ゲージは、ねじのかみ合いと製品の組み立て機能を直接測定する100%高速検査に最適です。
- 精密分析:最初と最後のセクション、または重要な注文については、高精度光学プロジェクターまたはそれらに組み込まれたねじ測定機が使用されます。これらの装置は、標準図面と比較するねじの形状を拡大して投影し、ねじの角度やピッチなどの微細な要素を高精度で測定し、精度を裏付ける信頼性の高いデータを提供します。
オンライン検査のリアルタイム性能と、最終検査システムの高精度を統合することで、工作機械自体の性能能力を超える品質保証体制を確立しました。
高精度CNCねじ加工技術システムは、効率的なCNCねじ精度制御とあらゆる製品の信頼性確保のための究極の保証です。

大量生産におけるステンレス鋼ねじ加工の効率を向上させるには?
ステンレス鋼CNCねじ切り加工における量産効率の壁を打破するためには、特定の技術的側面に着目するのではなく、生産システム全体の最適化に焦点を移す必要があります。そのためには、大量生産におけるコストと効率を最適化するための、より優れた管理手法を導入しなければなりません。
1. ツールの標準化と在庫削減:
多種多様な工具モデルを、実績のある少数の標準モデルに統合することで、コーディングと実行が簡素化され、エラーが削減されるだけでなく、集中購買と在庫管理によって工具の購入および管理コストを大幅に削減できます。これは、コスト効率の高いステンレス鋼CNCねじ加工の基盤となります。
2. 治具ソリューションとプロセス革新:
従来の単一部品旋削という考え方を打破しましょう。同時多軸旋盤加工や治具計画の最適化により、一連の作業を単一の段取りで実行することで、単位時間当たりの生産量を数桁向上させることができます。プロセス革新は、CNCステンレス鋼ねじ切り加工における全体的な効率を向上させる最も簡単な方法です。
3. 予防的なツール変更計画を実施する:
正確な加工データと工具寿命データに基づいて、迅速な工具交換戦略を策定します。工具が摩耗する前に工具を交換することで、過度の工具摩耗によるバッチ品質不良や機械のダウンタイムを効果的に回避し、生産ラインの安定性と継続性を確保できます。
標準化、プロセス革新、予防保全システムを導入することで、組織は安定性、効率性、制御性に優れた生産システムを構築できます。これはステンレス鋼のCNCねじ加工にかかる費用を全面的に削減できるだけでなく、長期的には量産競争における優位性を確保する上でも理にかなっています。

LS Manufacturingは、304ステンレス鋼製ポートのねじ山からの漏れという問題をどのように解決したのか?
ステンレス鋼のCNCねじ加工において、シールねじからの漏れは、ほぼすべてのメーカーにとって長年の技術的なボトルネックとなってきました。以下の事例は、LS Manufacturingがこの問題をいかに体系的に解決したかを示しています。
1. 顧客のジレンマ:
ある油圧部品メーカーは、304ステンレス鋼製バルブマニホールドにNPTテーパーねじを加工する際に問題を抱えていた。高圧試験中にねじシールからの漏れ率が最大30%にも達し、工具寿命も異常に短かったのだ。これは生産コストの高騰を招くだけでなく、過剰な手直しや納期遅延によって顧客の市場イメージや受注履行にも深刻な影響を与えていた。
2. LS製造ソリューション:
綿密な分析の結果、当社の技術部門は、漏れの原因が加工硬化によって生じたねじ表面の微細な亀裂にあることを突き止めました。これに対し、当社は特別な解決策を考案しました。
- まず、専用のAlCrNコーティングを施した専用のステンレス鋼製ねじ切り工具を開発し、加工硬化材における切削刃の耐摩耗性と耐付着性能を大幅に向上させました。
- 第二に、切削熱と応力を効果的に放散するために、旋削経路と積層切削条件を最適化しました。
- 第三に、高圧内部冷却の焦点と噴射精度を向上させ、切削屑が加工領域から適切かつ迅速に除去されるようにしました。
3.実績と価値:
このソリューションを導入した結果、目覚ましい成果が得られました。高圧試験時のバルブブロックのねじ部の漏れ率は30%から0.5%以下に低減され、工具寿命は3倍に延び、ユニットあたりの加工コストは約40%削減されました。この成果は、顧客の品質問題を完全に解決し、製品の安定性に対する顧客満足度を高めただけでなく、大型受注の獲得にもつながりました。
この事例は、体系的なプロセス最適化を通じてCNCねじの精度に関する高度な技術を応用することで、技術的な進歩が経済的利益や市場競争力の向上に直接つながることを示している。
内ねじ旋削と外ねじ旋削における技術と工具の違いは何ですか?
ステンレス鋼ねじの加工における最適な方法を選択する際、内ねじ旋削と外ねじ旋削には様々な技術的課題が存在します。適切なCNC旋削工具を選択するためには、切りくず排出性、剛性、視認性に関して、これら2種類の工具の根本的な違いを深く理解する必要があります。
1. チップ排出方向と冷却戦略:
- 外ねじ加工:切削屑は自然に外側へ落下する傾向があるため、切削屑の排出は非常に容易です。ただし、長い切削屑が加工物に絡まるのを防ぐため、高圧クーラントを適切に噴射する必要があります。
- 内ねじ加工:切りくずの排出は大きな問題です。切りくずは小さな穴を通して逆方向に排出される必要があり、加工面に詰まりや傷が生じる原因となります。そのため、クーラントの圧力を利用して切りくずを破砕・排出する高圧内部クーラント式ツールホルダーが必要となります。
2. システムの剛性の違い:
- 外ねじ:工具の突き出し量を最小限に抑えることで、システムの剛性を最大限に高め、より高い切削条件を可能にし、工具のビビリ振動を最小限に抑えます。
- 内ねじ:アスペクト比の高いツールホルダは剛性が著しく低下するため、加工工程において最も脆弱な部分となります。そのため、厚みを増した耐振動性ツールホルダを選択し、振動を抑制するために切削条件を適切に調整する必要があります。
3. プロセスの可視性と干渉:
- 外ねじ:切削工程が作業者から直接見えるため、監視が容易になります。
- 内ねじ:内ねじの切削は目視できないため、工具の設定や監視が困難です。工具選定においては、工具ホルダと穴壁との接触を防ぐため、耐干渉性(例えば、クリアランス角が小さいなど)を優先的に考慮する必要があります。これは加工の安全性と成功率に直接影響します。
内ねじ切りは実際には密閉空間で行われる作業であり、外ねじ切りは開放空間で行われます。この一連の専門的なソリューションは、ステンレス鋼ねじ切りにおける最良の実践方法の中核を成すものであり、さまざまな状況に対応し、常に優れたねじ山を実現します。

小径または深穴のねじ切り:LSマニュファクチャリングはどのようなソリューションを提供しますか?
小径・深穴のねじ切りは、精密CNCねじ切り技術において非常に大きな課題です。特に、切りくず排出、工具剛性、視野の制限などが挙げられます。LS Manufacturingは、長年の実績と革新的な手法に基づき、お客様に数多くの実績ある専門ソリューションを提供しています。LS Manufacturingの技術ソリューションは、主に以下の3つの分野に対応しています。
1. 特殊工具の用途:
LS Manufacturing社は、ほとんどの穴径において、非常に剛性の高い超硬ソリッドねじ切りカッターを推奨しています。特にM6よりも小さい微細な穴加工においては、ワンショットでフルプロファイル設計を採用することで切りくずの干渉を防ぎ、形状の完全性と寸法精度をほぼ確実に確保します。
2. カスタマイズされたツールサポート:
深穴加工における工具ホルダの振動によるねじのびびり振動を抑制するため、 LS Manufacturing社はガイドリングや振動減衰機能を備えた特殊な工具ホルダを設計できます。このような特殊工具を使用することで加工システムの剛性が大幅に向上し、突き出し量が多い場合でも安定した切削が可能になります。
3. 独自のプログラミングおよびプロセス技術:
LSマニュファクチャリング社は、深穴ねじ切り加工向けに「セグメント式リトラクション」プログラミング手法を開発しました。この手法では、CNCプログラムを用いて回転中に工具を一定量ずつ半径方向にリトラクションさせることで、切りくずの分断を促します。これにより、従来大きな課題となっていた切りくず詰まりを解消し、安全かつスムーズな加工を実現します。
小径かつ深穴のねじ加工という難題に対し、LS Manufacturingは「専用工具+カスタマイズ工具+特殊プログラミング」という包括的なソリューションによって、一見不可能に思えるねじ加工作業を、安定した信頼性の高い量産プロセスへと見事に変革しました。
ステンレス鋼のねじ切り加工において、LS Manufacturingが最適なパートナーである理由とは?
高度で難易度の高いステンレス鋼CNCねじ切り加工事業において、勝利の鍵は最先端技術だけではなく、トータルサービスを提供できるパートナーの存在です。LS Manufacturingはまさにそのようなパートナーです。エンジニアリング能力とサービスを統合することで、当社はステンレス鋼ねじ切り加工における成功事例を、お客様にとって持続的な競争優位性へと転換します。当社は、以下の3つの重要な点で他社と異なります。
1. プロアクティブなエンジニアリングサポート:
LS Manufacturingは、初期段階の製造可能性分析から、カスタムツールやパラメータの推奨に至るまで、お客様の生産および研究開発活動に深く関与しています。これにより、プロジェクトは最初から最適なプロセス基盤の上に構築され、将来のリスクを大幅に最小限に抑えることができます。
2. プロセス全体を通して安定した品質管理:
LS Manufacturingは、技術的なソリューションを提供するだけでなく、原材料から最終製品の出荷に至るまで、あらゆる品質管理段階の設計と最適化をお客様に支援し、すべての製品において非常に一貫性があり信頼性の高いステンレス鋼CNCねじ切り加工結果を保証します。
3. 効率的かつ迅速な対応:
現場で予期せぬ技術的問題が発生した場合、LS Manufacturingのエンジニアは、生産停止を防ぎ、納期を確実に守るために、迅速な技術診断と解決策を提供します。
LS Manufacturingは、これらの課題を克服し、ステンレス鋼ねじ切り加工における成功事例を生産プロセスに円滑に統合することで、お客様が長期的な競争優位性を確立できるよう支援します。
よくある質問
1. オーステナイト系ステンレス鋼(304など)とマルテンサイト系ステンレス鋼(420など)を機械加工する際の工具選定の違いは何ですか?
硬質な304ステンレス鋼を切削する場合、加工硬化傾向を最小限に抑え、切りくずの排出をスムーズにするために、鋭利な刃先とPVDコーティングを備えた工具を選択する必要があります。より硬い超硬合金基材の工具や強化された刃先設計の工具は、断続切削の衝撃に耐えられるため、より硬い420ステンレス鋼の切削に最適です。適切な工具の選択は、ステンレス鋼のねじ切り加工における最良の方法の基礎であり、実際には工具寿命を30%近く延ばすことができます。
2. ステンレス鋼のねじ切り加工において、精度低下の最も一般的な原因は何ですか?
精度低下の主な原因は、工具摩耗による工具先端形状の変化と、加工硬化による工具のたわみです。これらは実際の切削経路の変化に直接影響を与え、ピッチ径やピッチの誤差につながります。精度低下を防ぎ、長期的なねじ品質の安定性を確保するためには、高精度CNCねじ加工技術、工具寿命の厳密な管理、高圧内部クーラントを用いたリアルタイムでの直接切削温度制御が求められます。
3. 私のプロジェクトは大量生産です。LS Manufacturingは、すべてのねじ部品においてどのようにして一貫性を確保しているのでしょうか?
LS Manufacturingは、3段階のプロセスでバッチの一貫性を保証します。1つ目は、非常に詳細な標準作業手順書を作成することです。2つ目は、重要な寸法傾向をリアルタイムで監視しながら、製造プロセス全体に統計的プロセス管理を導入することです。3つ目は、高精度のインライン測定と定期的な抜き取り検査を用いて、1個目から10万個目まで精度を確保することです。この厳格なステンレス鋼ねじ加工のベストプラクティスシステムは、ばらつきのないバッチ生産を保証する主要な要素です。今すぐCNC旋盤加工の見積もりを入手して、大量生産の精密加工プロジェクトを開始しましょう。
4. LS Manufacturingは旋削加工の他に、難易度の高いねじ切り加工サービスも提供していますか?
はい。LS Manufacturingは、高度なねじ加工ソリューションを幅広く提供しています。非対称部品、深穴の止まり穴ねじ、熱処理された硬質材料にはねじフライス加工を、最高精度の医療機器部品には研削加工を、そして繊維の流れをより多く必要とする部品にはフローフォーミング加工を採用しています。これらの高度な精密CNCねじ加工能力により、当社はねじ加工が困難な用途にも対応できる包括的な能力を備えています。
まとめ
ステンレス鋼のねじ切り加工を効率的に行うには、材料科学、 工具技術、精度管理など、高度な技術が求められます。LS Manufacturingは、豊富な業界知識と実践経験を活かし、この複雑な加工プロセスを信頼性が高く効率的な標準手順へと変革しました。
当社は、確立されたステンレス鋼ねじ切り加工のベストプラクティスを提供するだけでなく、最先端の精密CNCねじ切り技術をお客様の製造プロセスのあらゆる段階に統合することに尽力し、お客様の製造競争力を根本的に向上させます。
今すぐ行動を起こし、お困り事を私たちにご相談ください! LS Manufacturingまでご連絡いただき、部品図面を当社のウェブサイトに直接アップロードしてください。LS Manufacturingの専門家が、カスタマイズされた工具の推奨事項や主要なプロセスパラメータを含め、24時間以内にCNC旋削加工の見積もりを即座にご提供いたします。LS Manufacturingをお選びいただくことで、生産上の問題に対する科学的なアプローチと、精度、効率、信頼性の全体的な向上を実現するためのパートナーシップをお選びいただけます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお約束します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


