
في مجال تشكيل خيوط الفولاذ المقاوم للصدأ بدقة عالية باستخدام آلات CNC ، هل تواجه التحديات التالية بشكل منتظم: معدلات تآكل مفرطة للأدوات، وعدم استقرار دقة الخيوط، وعدم القدرة على رفع كفاءة الإنتاج؟ هذه المشكلات التقنية التي تبدو غير مترابطة تؤدي جميعها إلى نفس النتيجة: ارتفاع تكاليف الإنتاج بشكل كبير.
هذا ليس عرضًا نظريًا عامًا، بل هو الدليل الأمثل الذي طورته شركة LS Manufacturing استنادًا إلى قصص نجاحها العديدة. سننتقل مباشرةً إلى صلب الموضوع، ونستعرض بشكل منهجي أفضل الممارسات لتصنيع خيوط الفولاذ المقاوم للصدأ ، بدءًا من اختيار الأدوات المتطورة وصولًا إلى التحكم الدقيق في الدقة طوال العملية. إذا كنت ترغب في إطالة عمر الأدوات، أو زيادة إنتاجية المنتج، أو تقليل وقت دورة الإنتاج، فستجد في هذه المقالة حلولًا فعّالة.
من خلال قراءة متعمقة، ستتعلم بالتفصيل المهارات الأساسية لتصنيع خيوط الفولاذ المقاوم للصدأ باستخدام آلات CNC، وستتقن فن التحكم الدقيق في هذه الخيوط، وتتجاوز العقبات التقنية التي لطالما أعاقتك، وتحقق نقلة نوعية في الكفاءة والجودة. لتوفير وقتك، إليك ملخص سريع لأهم النتائج.
مرجع سريع لقلب خراطة الخيوط من الفولاذ المقاوم للصدأ باستخدام الحاسوب
| عنوان | المعايير الرئيسية / الاختيار | النقاط الرئيسية |
| مواد الأدوات | الكربيد ذو الحبيبات فائقة النعومة هو المادة الموصى بها. | يضمن ذلك أقصى قدر من مقاومة التآكل والمتانة بنسبة مثالية، مما يجعله مناسبًا تمامًا للتشغيل عالي السرعة. |
| طلاء الأدوات | PVD (TiAlN, AlCrN) | يوفر صلابة ممتازة، واحتكاكًا منخفضًا، وثباتًا حراريًا جيدًا مع مقاومة متراكمة للحواف. |
| شكل الطرف | قاطع خيوط كامل المظهر | يُوفر هذا التصميم شكلاً دقيقاً للخيوط ويمنع عمليات التشطيب الثانوية. أما تصميم V-profile أو التشطيب فقط فهو تصميم خاص. |
| سرعة القطع (Vc) | 80-150 متر/دقيقة | يعتمد ذلك على نوع الفولاذ المقاوم للصدأ وحالة المعالجة الحرارية. في أنواع الفولاذ الأوستنيتي (مثل 304)، استخدم الفولاذ منخفض أو متوسط الجودة. |
| يٌطعم | نفس معنى درجة الصوت (P) | يتم استخدام التقدم الثابت في برمجة CNC ، أي أن التغذية لكل دورة = الخطوة. |
| ديب كت | القص التدريجي متعدد الطبقات | أولاً طبقات عميقة، ثم طبقات متناقصة تدريجياً. هامش التشطيب: نعومة من 0.05 إلى 0.1 مم. |
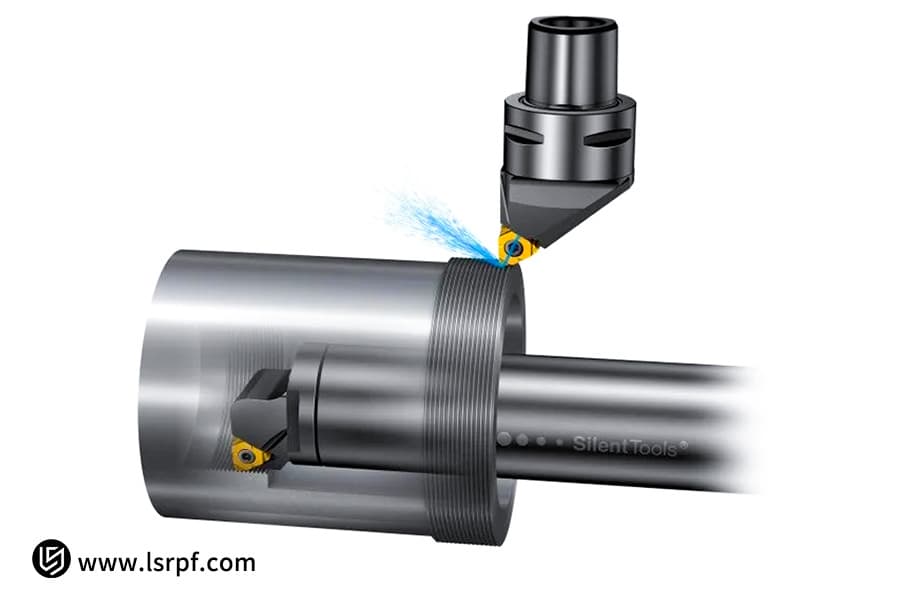
| تبريد | تبريد داخلي عالي الضغط | يُعد طرد الرقائق وتبريدها أمراً ضرورياً لدقة خيوط الفولاذ المقاوم للصدأ وسلامة السطح. |
| فحص شكل الخيط | باستخدام ميكرومتر الخيط / مقياس الحلقة | يُعد هذا الأمر ضروريًا لفحص القطعة الأولى في الإنتاج الضخم، حيث لا تزال عملية أخذ العينات تُستخدم للتحقق من قطر الخطوة ودقة التركيب. |
يلخص هذا المخطط المرجعي المفيد المتطلبات الفنية الرئيسية لتشغيل خيوط الفولاذ المقاوم للصدأ. ويكمن سر النجاح في اختيار الأداة المناسبة (النوع والطلاء)، وتطبيق التبريد الداخلي عالي الضغط، والالتزام التام بتقنية القطع التدريجي.
إن الالتزام الصارم بأفضل الممارسات المجربة والموثوقة هذه سيؤدي إلى تحسين استقرار العملية وجودة الخيوط وكفاءة الإنتاج بشكل كبير، دون السماح للتكاليف الإجمالية بالخروج عن السيطرة تمامًا.

لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
تمثل شركة LS Manufacturing تتويجًا لأكثر من عقدين من الخبرة العملية في مجال التصنيع الدقيق. تُقدم LS Manufacturing حلولًا لمشاكلكم يوميًا، بدءًا من مثبتات الطيران عالية القوة وصولًا إلى خيوط الأجهزة الطبية الدقيقة، حيث يُعدّ تشكيل خيوط الفولاذ المقاوم للصدأ جانبًا متطورًا للغاية في منصتنا التكنولوجية الأساسية. تخضع حلولنا للاختبار والتطوير المستمر عبر آلاف ساعات الإنتاج في ورشة CNC المتطورة لدينا، حيث يمكن تطبيقها فورًا في مصنعكم لتحقيق قيمة حقيقية.
يستند هذا إلى الحلول العملية التي قدمتها لكم شركة LS Manufacturing. على سبيل المثال، ساعدنا أحد عملائنا على التغلب على مشاكل دقة خيوط وصلات هيدروليكية مصنوعة من الفولاذ المقاوم للصدأ 304. من خلال استبدال أداة مطلية عادية بأداة مطلية بمادة AlCrN مناسبة لظروف العمل القاسية لدينا، وتحسين معايير سائل التبريد عالي الضغط واستراتيجيات القطع المتراكبة، تمكنا من زيادة عمر الأداة بنسبة 40% دون المساس بدقة الخيوط ضمن هامش خطأ ثابت قدره 6 غرامات.
هذا هو ضمان شركة LS Manufacturing: حلول وحقائق قائمة على الخبرة فقط، لمساعدتك على تحويل مشاكل التصنيع إلى نقاط قوة أساسية.
لماذا يعتبر الفولاذ المقاوم للصدأ مادة صعبة في عملية تشكيل الخيوط باستخدام الحاسوب؟
تُعزى التحديات في عملية تشكيل الخيوط باستخدام الحاسوب (CNC) على الفولاذ المقاوم للصدأ إلى خصائص المادة نفسها. فمقارنةً بالفولاذ العادي، تفرض خصائص الفولاذ المقاوم للصدأ متطلبات صارمة للغاية على الأدوات والعمليات المستخدمة في هذه العملية. وتنتج هذه التحديات تحديدًا عن الخصائص الجوهرية الثلاث التالية:
1. ميل ملحوظ نحو التصلب الناتج عن العمل:
يتميز الفولاذ المقاوم للصدأ بمرونة عالية. يتعرض سطح التشغيل لتشوه لدن تحت ضغط حافة القطع بدلاً من التقشر، مصحوبًا بارتفاع مفاجئ في صلابة السطح. لا يقتصر الأمر على صعوبة القطع لاحقًا، بل يؤدي أيضًا إلى تآكل حافة الأداة بسرعة كما لو كانت مادة كاشطة، مما يتسبب في تشوه الخيوط وخشونة السطح.
2. صلابة وقوة عاليتان:
يتميز الفولاذ المقاوم للصدأ بقدرته على امتصاص كمية كبيرة من الطاقة دون أن ينكسر، كما أنه أقل عرضة لتكوّن رقائق متآكلة أو انكسار. في عمليات الخراطة اللولبية ، حيث تكون مساحة الرقائق محدودة، فإن الرقائق الطويلة والصلبة تكون عرضة للانحشار في الأداة أو قطعة العمل، مما يؤدي إلى تشقق وخدش السطح المشغول.
3. ضعف التوصيل الحراري:
يُعدّ الفولاذ المقاوم للصدأ موصلاً حرارياً سيئاً لأدوات القطع، حيث يحتفظ بمعظم الحرارة ويمنعها من الانتشار مع الرايش، مما يؤدي إلى تركيزها في منطقة طرف الأداة الضيقة. وتؤدي درجات الحرارة الموضعية المرتفعة إلى هشاشة مادة قطعة العمل (مما يزيد من تصلبها أثناء التشغيل) وإلى تآكل واسع النطاق وتشوه لدني للأداة، مما ينتج عنه انخفاض حاد في عمرها الافتراضي.
إنّ اجتماع عوامل التصلب بالتشكيل، والمتانة، وانخفاض الموصلية الحرارية هو ما يجعل عملية تشكيل خيوط الفولاذ المقاوم للصدأ باستخدام آلات CNC مشكلة شائعة. ولا سبيل إلى تطوير حلول فعّالة تضمن جودة عالية وتكلفة منخفضة للتشغيل الآلي إلا من خلال فهم شامل للأسباب.
ما هي العوامل الأساسية الثلاثة التي يجب مراعاتها عند اختيار أداة تشكيل الخيوط المصنوعة من الفولاذ المقاوم للصدأ؟
إن اختيار أدوات الخراطة CNC ، وخاصةً أدوات خراطة خيوط الفولاذ المقاوم للصدأ، يتجاوز مجرد مقارنة النماذج ؛ إنه عملية اتخاذ قرار لإيجاد التوازن الأمثل بين ثلاثة عوامل أساسية مترابطة. يمكن للموازنة الذكية بين هذه العوامل أن تُحسّن الكفاءة والجودة بشكل كبير، بينما قد تكون الموازنات غير المدروسة مكلفة للغاية. لذا، يجب دراسة كل عامل من هذه العوامل الثلاثة بعناية فائقة.
1. مادة ركيزة الأداة والطلاء:
- أولوية المتانة: عند قطع المخزون المتقطع أو غير المنتظم أو سبائك الفولاذ المقاوم للصدأ الأوستنيتي مثل 304 ، يلزم وجود ركيزة كربيد أكثر صلابة لمنع التكسر.
- أولوية مقاومة التآكل: عند إجراء عمليات قطع مستمرة، أو عند استخدام الفولاذ المقاوم للصدأ المارتنسيتي عالي السيليكون، أو عند الحاجة إلى زيادة عمر الأداة، يجب اختيار ركيزة ذات حبيبات دقيقة للغاية ذات صلابة أعلى، بالإضافة إلى طلاء مقاوم للتآكل مثل AlCrN لمقاومة التآكل في درجات الحرارة العالية.
2. الهندسة والزوايا:
- القطع الحاد: تعمل زاوية القطع العالية وحافة القطع الحادة على تقليل قوى القطع، والحد من ميل الفولاذ المقاوم للصدأ إلى التصلب، مما ينتج عنه سطح نهائي أكثر نعومة. ومع ذلك، قد يؤدي ذلك إلى تقليل قوة حافة القطع قليلاً.
- حافة قطع معززة: توفر زاوية القطع المنخفضة وحافة القطع المعالجة بالتخميل مزيدًا من القوة ومقاومة الصدمات، ولكن ذلك مناسب لعمليات القطع الأكثر قسوة. إلا أن هذا يأتي على حساب زيادة قوى القطع.
3. نصف قطر الأنف:
- يُتيح نصف قطر الأنف الصغير تقويضًا لشكل السن اللولبي، ولذلك فهو ذو أهمية قصوى لقطع السنون الدقيقة التي تتطلب شكلًا حادًا. كما يُقلل هذا من قوى القطع.
- يؤدي نصف قطر أكبر لرأس أداة القطع إلى زيادة قوة طرف الأداة بشكل ملحوظ، وتحسين تبديد الحرارة، وتقليل خشونة السطح. مع ذلك، قد يؤدي نصف القطر الكبير جدًا إلى زيادة قوى القطع والتأثير على شكل السطح.
يُعدّ اختيار الأداة الأمثل لتشكيل خيوط الفولاذ المقاوم للصدأ عملية دقيقة تتطلب موازنة ثلاثية الأبعاد بين مادة قطعة العمل، ومتطلبات الخيط، وظروف آلة التشغيل. ويُعتبر الفهم الفعال لهذه العملية أساسيًا لتحقيق كفاءة وجودة عاليتين في تشكيل خيوط الفولاذ المقاوم للصدأ باستخدام آلات CNC.

كيفية تحسين معايير القطع لمعالجة الاهتزازات والنتوءات؟
يُعدّ الاهتزاز والنتوءات من المشاكل المتأصلة في عملية خراطة الخيوط الدقيقة للفولاذ المقاوم للصدأ. وتعود أسبابها إلى عدم استقرار قوى القطع، وتصلب المادة أثناء التشغيل، وعدم إزالة الرايش بشكل صحيح. ولمعالجة هذه المشاكل بشكل منهجي، لا بد من إتقان تقنية خراطة الخيوط باستخدام الحاسوب (CNC) بدقة عالية، وتحقيق خراطة مستقرة من خلال التحسين المتزامن للمعايير. وفيما يلي أهم إجراءات التحسين:
| فئة المعلمات | استراتيجية التحسين | القضايا الأساسية التي تم تناولها |
| السرعة (VC) | تجنب نطاقات الرنين منخفضة السرعة واستخدم سرعات خطية متوسطة إلى عالية (على سبيل المثال، 120-180 متر/دقيقة) لإضفاء قطع سلس. | تخميد وتقليل الاهتزازات والتذبذبات في قوة القطع. |
| ديب أوف كت (أب) | استخدم القطع الطبقي "المتناقص" بشكل صارم، مع سماحية تشطيب تتراوح بين 0.05 و 0.1 مم . | تقليل التصلب الناتج عن العمل، وتحسين جودة السطح ، والقضاء على علامات الاهتزاز. |
| طريقة التبريد | استخدم التبريد الداخلي عالي الضغط (ضغط ≥7 ميجا باسكال) لتمكين التبريد الدقيق وكسر الرقائق القسري. | ربما الحد من الإجهاد الحراري، وتجنب تشابك الرقائق والخدوش، وتقليل النتوءات عند الجذر. |
تتمثل فلسفة أفضل ممارسات تشغيل خيوط الفولاذ المقاوم للصدأ في الجمع المنهجي بين السرعات المتوسطة إلى العالية، وأعماق القطع المتناقصة، وطريقة التبريد الداخلي عالي الضغط.
تُستخدم هذه المجموعة من المعايير للقضاء بشكل فعال على اهتزاز الأداة وتصلب العمل، مما يتيح تكسير الرقائق بشكل نظيف، وهي ميزة أمان مطلقة تضمن تشطيبات خيوط فائقة وتحسين عمر الأداة.
ما هي الأنظمة الأخرى، إلى جانب أدوات الآلات، المطلوبة لضمان دقة الخيوط؟
في عمليات التصنيع الدقيق للخيوط باستخدام الحاسوب (CNC) ، لا تُمثل أدوات الآلات المتطورة سوى البداية. ولضمان التطبيق العملي لدقة خيوط CNC، لا بد من وجود نظام شامل ومتكامل للقياس ومراقبة الجودة، يُطبق طوال عملية التصنيع، لضمان إنتاج كل منتج وفقًا لمعايير دقيقة باستمرار. ويتكون هذا النظام من عنصرين أساسيين:
1. المراقبة في الوقت الفعلي أثناء المعالجة:
بعد عمليات المعالجة الحرجة، نستخدم مسبار قياس لا تلامسي أثناء العملية. يقيس المسبار بسرعة أبعادًا بالغة الأهمية، مثل خطوة السن اللولبي وقطره الرئيسي، دون إيقاف المغزل. في حال حدوث انحراف في الأبعاد نتيجة التآكل الدقيق للأداة، يقوم النظام تلقائيًا بالتعويض أو إطلاق إنذار لضمان مراقبة الجودة الوقائية وتقليل الفاقد في الدفعة.
2. الفحص النهائي بعد المعالجة:
- التحقق الوظيفي: يتم استخدام مقاييس نجاح/فشل الخيوط بشكل أكثر ملاءمة للفحص عالي السرعة بنسبة 100٪ ، حيث تقيس مباشرة تعشيق الخيوط ووظائف تجميع المنتج.
- تحليل دقيق: في القسمين الأول والأخير، أو في الطلبات الرئيسية، تُستخدم أجهزة عرض ضوئية عالية الدقة أو آلات قياس الخيوط المدمجة فيها. تُكبّر هذه الأجهزة وتُسقط صورة الخيط المراد مقارنتها بالرسومات القياسية بدقة، وتقيس العوامل المجهرية مثل زاوية الخيط وخطوته بدقة عالية، وتوفر بيانات موثوقة تدعم الدقة.
من خلال دمج الأداء في الوقت الفعلي للفحص عبر الإنترنت ودقة أنظمة الاختبار في نهاية خط الإنتاج، أنشأنا ضمانة جودة أكبر من قدرة أداء أدوات الآلات نفسها.
يُعد نظام تكنولوجيا معالجة الخيوط CNC عالي الدقة الضمان الأمثل للتحكم الفعال في دقة خيوط CNC وضمان موثوقية كل منتج.

كيفية تحسين كفاءة معالجة خيوط الفولاذ المقاوم للصدأ في الإنتاج الضخم؟
لتحقيق كفاءة الإنتاج الضخم في عمليات تشكيل الخيوط باستخدام آلات CNC للفولاذ المقاوم للصدأ، يجب تحويل تركيزنا من الجوانب التقنية المحددة إلى تحسين نظام الإنتاج بأكمله. ولتحقيق ذلك، لا بد من تطبيق أساليب إدارة أفضل لتحسين التكلفة والكفاءة في عمليات التصنيع بكميات كبيرة.
1. توحيد الأدوات وتقليل المخزون:
دمج نماذج الأدوات المختلفة والمتباينة في عدد قليل من النماذج القياسية المجربة. لا يقتصر الأمر على تبسيط البرمجة والتنفيذ وتقليل الأخطاء فحسب، بل يقلل أيضًا من تكاليف شراء الأدوات وإدارتها بشكل كبير من خلال الشراء المركزي ومراقبة المخزون، وهو الأساس لتصنيع خيوط الفولاذ المقاوم للصدأ باستخدام الحاسوب (CNC) بتكلفة منخفضة.
2. حلول التجهيزات وابتكار العمليات:
يُساهم تطوير أساليب الخراطة التقليدية التي تعتمد على قطعة واحدة في تحسين كفاءة عمليات الخراطة. فاستخدام مراكز خراطة متعددة المحاور متزامنة أو تحسين تخطيط التجهيزات لتنفيذ سلسلة من العمليات في عملية إعداد واحدة، يُمكن أن يزيد الإنتاجية لكل وحدة زمنية بمقدار عدة أضعاف. ويُعدّ ابتكار العمليات أسهل طريقة لتحسين الكفاءة الإجمالية في خراطة خيوط الفولاذ المقاوم للصدأ باستخدام التحكم الرقمي الحاسوبي (CNC).
3. تنفيذ خطة تغيير الأدوات الوقائية:
ضع استراتيجية لتغيير الأدوات بشكل دوري بناءً على بيانات دقيقة عن عمليات التشغيل وعمر الأدوات. يُمكن لتغيير الأدوات قبل تآكلها تجنب عيوب جودة الإنتاج وتوقف الآلات نتيجة التآكل المفرط، مما يُحقق استقرارًا واستمرارية لخط الإنتاج.
من خلال دمج التوحيد القياسي، وابتكار العمليات، وأنظمة الصيانة الوقائية، تستطيع المؤسسة إنشاء نظام إنتاج مستقر وفعال وقابل للتحكم. وهذا لا يوفر فقط التكلفة الكاملة لتصنيع خيوط الفولاذ المقاوم للصدأ باستخدام آلات CNC، بل يحقق أيضاً ميزة تنافسية في الإنتاج بكميات كبيرة على المدى الطويل.

كيف حلت شركة LS Manufacturing مشكلة تسرب خيوط منافذ الفولاذ المقاوم للصدأ 304؟
في مجال تصنيع الخيوط باستخدام الحاسوب (CNC) للفولاذ المقاوم للصدأ، لطالما شكل تسرب خيوط منع التسرب عائقًا تقنيًا أمام جميع المصنّعين تقريبًا. توضح الحالة التالية كيف حلت شركة LS Manufacturing هذه المشكلة بشكل منهجي.
1. معضلة العميل:
واجهت إحدى شركات تصنيع المكونات الهيدروليكية مشكلةً في تشكيل خيوط الأنابيب المخروطية NPT على مشعبات الصمامات المصنوعة من الفولاذ المقاوم للصدأ 304: حيث بلغت نسبة تسرب مانع التسرب 30% أثناء اختبارات الضغط العالي، وكان عمر الأدوات قصيرًا بشكل غير معتاد. لم يقتصر الأمر على جعل تكلفة الإنتاج باهظة فحسب، بل أثر أيضًا بشكل كبير على صورة العميل في السوق وعلى إتمام الطلبات بسبب عمليات إعادة العمل المفرطة وتأخر الشحنات.
2. حلول التصنيع LS:
من خلال تحليل دقيق، اكتشف قسم الهندسة لدينا أن التسريب ناتج عن تشققات دقيقة على سطح السن اللولبي بسبب التصلب الناتج عن التشغيل. ولهذا السبب، صممنا حلاً خاصاً:
- أولاً، قمنا بتطوير أداة مخصصة لتشكيل الخيوط من الفولاذ المقاوم للصدأ مع طلاء AlCrN مخصص، مما يعزز بشكل كبير مقاومة التآكل وأداء مقاومة الالتصاق لحافة القطع في المواد المتصلبة بالتشكيل.
- ثانياً، قمنا بتحسين مسار الدوران وظروف القطع الطبقية لتبديد حرارة القطع والإجهاد بشكل فعال.
- ثالثًا، قمنا بتحسين دقة التركيز والتدفق لنظام التبريد الداخلي عالي الضغط لضمان إزالة الرقائق بشكل صحيح من منطقة التشغيل في الوقت المناسب.
3. الإنجازات والقيمة:
بفضل هذا الحل، تحققت نتائج باهرة: انخفض معدل تسرب الخيط في كتلة الصمام عند تعرضها لاختبار الضغط العالي من 30% إلى أقل من 0.5% ، وزاد عمر الأداة ثلاثة أضعاف، وانخفضت تكلفة التصنيع الإجمالية للوحدة الواحدة بنحو 40% . لم يقتصر هذا الإنجاز على تلبية متطلبات الجودة لدى العميل وكسب رضاه التام عن استقرار المنتج فحسب، بل ضمن أيضًا طلبية كبيرة.
تشير هذه الحالة إلى أن تطبيق الإتقان في دقة خيوط CNC من خلال التحسين المنهجي للعملية يمكن أن يحقق مكاسب تكنولوجية تؤدي إلى فوائد اقتصادية وقدرة تنافسية كبيرة في السوق بشكل مباشر.
ما هي الاختلافات في التكنولوجيا والأدوات المستخدمة في عملية تشكيل الخيوط الداخلية والخارجية؟
عند اختيار أفضل ممارسات التشغيل الآلي لخيوط الفولاذ المقاوم للصدأ، يطرح كل من الخراطة الداخلية والخارجية للخيوط العديد من التحديات التقنية. ويتطلب اتخاذ القرار المناسب لاختيار أداة الخراطة CNC المناسبة فهمًا عميقًا للاختلافات الجوهرية بين نوعي الأدوات فيما يتعلق بإخراج الرايش، والصلابة، والرؤية.
1. اتجاه إخراج الرقائق واستراتيجية التبريد:
- الخيوط الخارجية: تميل الرايشات إلى السقوط بشكل طبيعي نحو الخارج، مما يسهل إخراجها. ومع ذلك، يجب توجيه سائل التبريد عالي الضغط لتجنب تشابك الرايشات الطويلة في قطعة العمل.
- الخيوط الداخلية: يُعدّ إخراج الرايش مشكلة رئيسية. إذ يجب إزالة الرايش في اتجاه معاكس عبر فتحة صغيرة، مما يُسبب انسدادًا وخدوشًا على السطح المُشَكَّل. لذلك، يلزم استخدام حامل أدوات تبريد داخلي عالي الضغط، يستغل ضغط سائل التبريد لكسر الرايش وإخراجه.
2. اختلافات صلابة النظام:
- الخيوط الخارجية: يوفر الحد الأدنى من بروز الأداة أقصى قدر من صلابة النظام، مما يتيح معايير قطع أعلى ويقلل من اهتزاز الأداة.
- الخيوط الداخلية: نسبة العرض إلى الارتفاع العالية لحامل الأداة تقلل من صلابته بشكل ملحوظ، مما يجعله الحلقة الأكثر عرضة للتلف في العملية. لذا، يجب اختيار حامل أداة مقاوم للاهتزازات ذي سماكة إضافية، مع خفض معايير القطع تبعًا لذلك للحد من الاهتزازات.
3. وضوح العملية والتدخل:
- الخيوط الخارجية: عملية القطع مرئية مباشرة للمشغل، مما يوفر مراقبة أفضل.
- الخيوط الداخلية: لا يمكن مراقبة القطع الداخلي، مما يجعل ضبط الأداة ومراقبتها أمرًا صعبًا. يجب أن يُعطى اختيار الأداة الأولوية لخصائص منع التداخل (مثل زاوية الخلوص المنخفضة) لمنع ملامسة حامل الأداة لجدار الثقب. يرتبط هذا ارتباطًا مباشرًا بسلامة التشغيل ونسبة نجاحه.
تُعدّ عملية تشكيل الخيوط الداخلية عمليةً تتم في حيز مغلق، بينما تُجرى عملية تشكيل الخيوط الخارجية في حيز مفتوح. تمثل هذه المجموعة من الحلول المتخصصة جوهر أفضل الممارسات في تشكيل خيوط الفولاذ المقاوم للصدأ، وتخدم سيناريوهات متنوعة، وتُنتج خيوطًا عالية الجودة باستمرار.

عملية تشكيل الخيوط ذات القطر الصغير أو الثقوب العميقة: ما هي الحلول التي تقدمها شركة LS Manufacturing؟
يُعدّ تشكيل الخيوط في الثقوب الصغيرة والعميقة تحديًا كبيرًا في تقنية تشكيل الخيوط الدقيقة باستخدام الحاسوب (CNC) . ومن أبرز هذه التحديات: صعوبة إخراج الرايش، وصلابة أداة القطع، ومحدودية مجال الرؤية. تقدم شركة LS Manufacturing، بتاريخها العريق ومنهجيتها المبتكرة، لعملائها حلولًا متخصصة عديدة مجرّبة وموثوقة. وتغطي حلول LS Manufacturing التقنية المجالات الرئيسية الثلاثة التالية:
1. تطبيقات الأدوات المتخصصة:
بالنسبة لمعظم أقطار الثقوب، تُركز شركة LS Manufacturing على قواطع طحن الخيوط المصنوعة من كربيد صلب، والتي تتميز بصلابة عالية. وبالنسبة للثقوب ذات الأقطار الصغيرة جدًا، والتي تقل عن M6، فإن تصميمها المتكامل يمنع تداخل الرقائق، مما يضمن سلامة الشكل ودقة الأبعاد.
2. دعم الأدوات المخصصة:
للتخفيف من اهتزاز حامل الأدوات الناتج عن اهتزاز الخيوط في عمليات تشغيل الثقوب العميقة، تستطيع شركة LS Manufacturing تصميم حوامل أدوات خاصة مزودة بحلقات توجيه أو خصائص تخميد الاهتزاز. تساهم هذه الأدوات الخاصة في زيادة صلابة نظام التشغيل بشكل ملحوظ، مما يتيح قطعًا مستقرًا حتى في ظل بروزات طويلة.
3. تقنيات البرمجة والعمليات الفريدة:
طورت شركة LS Manufacturing طريقة برمجة "التراجع المجزأ" لتشكيل الخيوط في الثقوب العميقة. في هذه الطريقة، يُستخدم برنامج CNC بشكل دوري لسحب الأداة شعاعيًا بمقدار معين أثناء الدوران، مما يؤدي إلى كسر الرايش. تعالج هذه الطريقة مشكلة انحشار الرايش المستمر لفترات طويلة، وتتيح تشغيلًا آمنًا وسلسًا.
في ظل التحدي المتمثل في تشكيل الخيوط ذات الأقطار الصغيرة والثقوب العميقة، نجحت شركة LS Manufacturing في تحويل مهام تشكيل الخيوط التي تبدو مستحيلة إلى عمليات إنتاج ضخمة مستقرة وموثوقة من خلال حل شامل يتمثل في "الأدوات المخصصة + الأدوات المصممة حسب الطلب + البرمجة الخاصة".
لماذا تُعتبر شركة LS Manufacturing شريكك الأمثل في مجال تشكيل خيوط الفولاذ المقاوم للصدأ؟
في مجال تصنيع خيوط الفولاذ المقاوم للصدأ باستخدام تقنية CNC، وهو مجال متقدم ومعقد، لا يقتصر النجاح على التكنولوجيا المتطورة فحسب، بل يتطلب شريكًا متكاملًا قادرًا على تقديم خدمة شاملة. شركة LS Manufacturing هي هذا النوع من الشركاء. من خلال دمج القدرات الهندسية والخدمات، نحول أفضل الممارسات الناجحة في تصنيع خيوط الفولاذ المقاوم للصدأ إلى ميزة تنافسية مستدامة لعملائنا. نتميز بثلاثة جوانب أساسية:
1. الدعم الهندسي الاستباقي:
تُشارك شركة LS Manufacturing بشكلٍ فعّال في أنشطة الإنتاج والبحث والتطوير لدى عملائها ، بدءًا من تحليل قابلية التصنيع في المراحل المبكرة وصولًا إلى تصميم الأدوات المخصصة وتقديم توصيات بشأن المعايير. وهذا يضمن وضع المشاريع على أساس العمليات الأمثل منذ البداية، ويقلل بشكلٍ كبير من المخاطر المستقبلية.
2. مراقبة جودة مستقرة طوال العملية بأكملها:
لا تقتصر شركة LS Manufacturing على تقديم الحلول التقنية فحسب، بل تساعد العملاء أيضًا في تصميم وتحسين كل مرحلة من مراحل مراقبة الجودة بدءًا من المواد الخام وحتى شحن المنتجات النهائية لضمان نتائج متسقة وموثوقة للغاية في عملية تشكيل الخيوط باستخدام الحاسوب (CNC) للفولاذ المقاوم للصدأ لكل منتج.
3. استجابة فعالة وسريعة:
في حال حدوث مشكلات فنية غير متوقعة في الموقع، يمكن لمهندسي شركة LS Manufacturing تقديم تشخيصات وحلول فنية في الوقت المناسب لمنع توقف الإنتاج وضمان الالتزام بالجداول الزمنية للتسليم.
ستساعدك شركة LS Manufacturing على التغلب على هذه التحديات ودمج أفضل الممارسات الناجحة في تشكيل خيوط الفولاذ المقاوم للصدأ بسلاسة في عملية الإنتاج الخاصة بك، بحيث تتمكن من تحقيق ميزة تنافسية طويلة الأمد.
الأسئلة الشائعة
1. ما هي الاختلافات في اختيار الأدوات عند تشغيل الفولاذ المقاوم للصدأ الأوستنيتي (مثل 304) والفولاذ المقاوم للصدأ المارتنسيتي (مثل 420)؟
عند قطع الفولاذ المقاوم للصدأ 304 الصلب، يُنصح باختيار أدوات ذات حواف قطع حادة ومطلية بطبقة PVD لتقليل ميل الفولاذ للتصلب أثناء القطع وتسهيل إخراج الرايش بسلاسة. أما أدوات القطع ذات الركيزة الكربيدية الصلبة والأدوات ذات تصميم حافة القطع المعززة فهي مثالية لقطع الفولاذ المقاوم للصدأ 420 الصلب لتحمل الصدمات الناتجة عن القطع المتقطع. يُعد اختيار الأداة المناسبة أساسًا لأفضل ممارسات تشكيل خيوط الفولاذ المقاوم للصدأ، ويمكنه في الواقع إطالة عمر الأداة بنسبة تصل إلى 30% .
2. ما هي الأسباب الأكثر شيوعًا لفقدان الدقة في عملية تشكيل الخيوط المصنوعة من الفولاذ المقاوم للصدأ؟
تتمثل الأسباب الرئيسية لفقدان الدقة في تغيرات شكل رأس أداة القطع نتيجة لتآكلها وانحرافها بفعل التصلب الناتج عن التشغيل. يؤثر ذلك بشكل مباشر على تغيير مسار القطع الفعلي، مما ينتج عنه أخطاء في قطر الخطوة وخطوة القطع. ولتجنب تشوه الدقة عند جذر السن اللولبي وضمان استقرار جودته على المدى الطويل، يلزم استخدام تقنية تصنيع الخيوط الدقيقة باستخدام الحاسوب (CNC)، والتحكم الدقيق في عمر الأداة، والتحكم المباشر في درجة حرارة القطع في الوقت الفعلي باستخدام سائل تبريد داخلي عالي الضغط.
3. مشروعي يتضمن دفعة إنتاج كبيرة. كيف تضمن شركة LS Manufacturing التناسق في جميع الأجزاء الملولبة؟
تضمن شركة LS Manufacturing اتساقًا تامًا بين دفعات الإنتاج من خلال عملية ثلاثية المراحل: أولًا، نُعدّ تعليمات عمل قياسية عالية الدقة؛ ثانيًا، نُطبّق نظامًا إحصائيًا للتحكم في العمليات على كامل عملية التصنيع مع مراقبة آنية للاتجاهات البُعدية الهامة؛ ثالثًا، نستخدم قياسات دقيقة للغاية أثناء الإنتاج وفحوصات دورية عشوائية لضمان الدقة من القطعة الأولى وحتى 100,000 قطعة. يُعدّ هذا النظام الصارم لأفضل ممارسات تشكيل خيوط الفولاذ المقاوم للصدأ الضمانة الأساسية لإنتاج دفعات إنتاج خالية من أي تباين. احصل على عرض سعر فوري لخدمات الخراطة باستخدام الحاسوب (CNC) لبدء مشروعك عالي الدقة بكميات كبيرة اليوم.
4. بالإضافة إلى الخراطة، هل تقدم شركة LS Manufacturing خدمات أخرى لتصنيع الخيوط عالية الصعوبة؟
نعم. تقدم شركة LS Manufacturing مجموعة متكاملة من حلول تشكيل الخيوط عالية التعقيد. نستخدم تقنية طحن الخيوط للأجزاء غير المتماثلة، وخيوط الثقوب العمياء العميقة، أو المواد الصلبة المعالجة حرارياً؛ وتقنية التجليخ للأجزاء الطبية ذات الدقة العالية؛ وتقنية التشكيل بالتدفق للأجزاء التي تتطلب تدفقاً أكبر للألياف. وبشكل عام، تشكل هذه القدرات المتقدمة في تشكيل الخيوط باستخدام الحاسوب (CNC) مصفوفة قدراتنا الكاملة للتعامل مع التطبيقات التي يصعب تشكيل خيوطها.
ملخص
يُعدّ تشكيل خيوط الفولاذ المقاوم للصدأ بكفاءة عمليةً دقيقةً تتطلب خبرةً في علم المواد، وتقنيات الأدوات ، والتحكم الدقيق. وقد حوّلت شركة LS Manufacturing، بفضل خبرتها الواسعة في هذا المجال وتجربتها العملية الغنية، هذه العملية المعقدة إلى إجراء موثوق وفعّال ومعياري.
نحن لا نقدم فقط أفضل الممارسات الراسخة في مجال تشكيل الخيوط بالفولاذ المقاوم للصدأ، ولكننا ملتزمون بدمج أحدث تقنيات تشكيل الخيوط باستخدام الحاسوب (CNC) في كل مرحلة من مراحل عملية التصنيع الخاصة بك، مما يؤدي بشكل أساسي إلى تحسين قدرتك التنافسية في مجال التصنيع.
بادر الآن واطرح مشاكلك علينا! تواصل مع شركة LS Manufacturing اليوم وقم بتحميل رسومات قطعك مباشرةً على موقعنا الإلكتروني. سيقدم لك خبراء LS Manufacturing عرض سعر فوري لخدمات الخراطة باستخدام الحاسوب (CNC) خلال 24 ساعة ، يشمل توصيات مخصصة للأدوات ومعايير التشغيل الأساسية. مع LS Manufacturing، أنت تختار منهجًا علميًا لحل مشاكل الإنتاج وشراكة مثمرة لتحقيق تحسينات شاملة في الدقة والكفاءة والموثوقية.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing ، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


