
В сфере высокоточной нарезки резьбы на станках с ЧПУ из нержавеющей стали вы регулярно сталкиваетесь со следующими проблемами: чрезмерный износ инструмента, нестабильная точность резьбы и невозможность повышения эффективности производства? Эти, казалось бы, не связанные между собой технические проблемы приводят к одному и тому же результату: неконтролируемому росту производственных затрат.
Это не общий теоретический обзор, а исчерпывающее руководство, разработанное компанией LS Manufacturing на основе богатого опыта успешного применения. Мы перейдем сразу к сути, систематически раскрывая лучшие практики обработки резьбы из нержавеющей стали , от выбора современных инструментов до тщательного контроля точности на протяжении всего процесса. Если вы хотите максимально продлить срок службы инструмента, повысить производительность или сократить время цикла, эта статья предоставит вам работающие решения.
Благодаря усердному чтению вы глубоко изучите основные навыки нарезания резьбы на станках с ЧПУ из нержавеющей стали , освоите искусство точного контроля инструментов для нарезания резьбы на нержавеющей стали, преодолеете технические барьеры, которые долгое время вас беспокоили, и добьетесь прорыва в эффективности и качестве. Чтобы сэкономить ваше время, вот краткий обзор основных выводов.
Краткий справочник по нарезке резьбы на станках с ЧПУ из нержавеющей стали.
| Тема | Ключевые параметры/Выбор | Основные положения |
| Материалы для инструментов | Рекомендуемым материалом является сверхмелкозернистый карбид. | Это обеспечивает максимальную износостойкость и прочность в оптимальном соотношении, что идеально подходит для высокоскоростной обработки. |
| Покрытие для инструментов | PVD (TiAlN, AlCrN) | Он обеспечивает превосходную твердость, низкое трение и хорошую термическую стабильность, а также повышенную устойчивость к повреждениям кромки. |
| Форма кончика | Резьбонарезной инструмент с полным профилем | Это обеспечивает точный профиль резьбы и предотвращает вторичную обработку. V-образный профиль или профиль, предназначенный только для финишной обработки, являются запатентованными. |
| Скорость резки (Vc) | 80-150 м/мин | В зависимости от конкретной марки нержавеющей стали и степени термообработки. Для аустенитных марок (например, 304) используйте более низкие или средние значения. |
| Кормить | То же, что и высота тона (P) | В программировании станков с ЧПУ используется постоянный шаг подачи, то есть скорость вращения равна шагу режущей кромки за один оборот. |
| Глубокий разрез | Постепенная послойная резка | Сначала глубокие слои, затем постепенно уменьшающиеся. Припуск на чистовую обработку: гладкость 0,05-0,1 мм. |
| Охлаждение | Внутреннее охлаждение под высоким давлением | Принудительное удаление стружки и охлаждение имеют решающее значение для обеспечения точности резьбы и целостности поверхности нержавеющей стали. |
| Проверка профиля резьбы | Используя резьбовой микрометр/кольцевой калибр | Это крайне важно для первичного контроля качества в серийном производстве, при этом выборочная проверка по-прежнему используется для проверки диаметра шага резьбы и точности посадки. |
Эта удобная справочная таблица суммирует основные технические требования к обработке резьбы из нержавеющей стали. Ключ к успеху — выбор правильного инструмента (марки и покрытия), применение внутреннего охлаждения под высоким давлением и строгое соблюдение ступенчатой техники резки .
Строгое следование этим проверенным и эффективным методам значительно повысит стабильность процесса, качество резьбы и эффективность производства, не допуская при этом полного выхода из-под контроля общих затрат.

Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Компания LS Manufacturing – это кульминация более чем двадцатилетнего практического опыта в области высокоточного производства. LS Manufacturing ежедневно решает ваши задачи – от высокопрочных крепежных элементов для аэрокосмической отрасли до прецизионной резьбы для медицинских изделий ; нарезка резьбы из нержавеющей стали – это высокоразвитая составляющая нашей фундаментальной технологической платформы. Наши решения тестируются и совершенствуются в течение тысяч часов производства в нашем современном цехе с ЧПУ, где они могут быть немедленно внедрены на вашем предприятии и создать реальную ценность.
Это основано на физических проблемах, которые компания LS Manufacturing решила для вас. Например, мы помогли клиенту преодолеть проблемы с точностью резьбы гидравлических фитингов из нержавеющей стали 304. Заменив стандартный инструмент с покрытием на инструмент с покрытием AlCrN, подходящий для наших суровых условий работы, а также оптимизировав параметры подачи охлаждающей жидкости под высоким давлением и стратегии послойной резки, мы смогли увеличить срок службы инструмента на 40% без ущерба для точности резьбы в пределах постоянного допуска 6 г.
Это гарантия LS Manufacturing: только решения, основанные на опыте, и факты, которые помогут вам превратить проблемы обработки материалов в ваши ключевые преимущества.
Почему нержавеющая сталь представляет собой сложный материал для нарезания резьбы на станках с ЧПУ?
Сложности при нарезании резьбы на станках с ЧПУ из нержавеющей стали являются прямым следствием присущих этому материалу характеристик. По сравнению с обычной сталью, диапазон свойств нержавеющей стали предъявляет чрезвычайно жесткие требования к инструменту и процессам нарезания резьбы на станках с ЧПУ. Особые сложности обусловлены следующими тремя присущими материалу характеристиками:
1. Значительная тенденция к упрочнению при деформации:
Нержавеющая сталь обладает высокой пластичностью. Под давлением режущей кромки обрабатываемая поверхность подвергается пластической деформации, а не расслоению, что сопровождается резким повышением твердости поверхности. Это не только затрудняет последующую резку, но и приводит к быстрому износу режущей кромки инструмента, подобно абразиву, вызывая деформацию резьбы и шероховатость поверхности.
2. Высокая прочность и износостойкость:
Нержавеющая сталь способна поглощать большое количество энергии без разрушения и обладает меньшей склонностью к скручиванию стружки и разрушению. В условиях ограниченной зоны стружки при нарезании резьбы длинные и твердые стружки склонны застревать в инструменте или заготовке, вызывая сколы и царапины на обработанной поверхности.
3. Низкая теплопроводность:
Нержавеющая сталь является сильным проводником тепла для режущего инструмента, удерживая большую часть тепла, которое не отводится в стружке, а локализуется в узкой области кончика инструмента. Чрезмерно высокие локальные температуры приводят к охрупчиванию материала заготовки (максимальному упрочнению) и вызывают обширный диффузный износ и пластическую деформацию инструмента, что напрямую приводит к значительному сокращению срока службы инструмента.
Низкие показатели упрочнения при обработке, ударной вязкости и теплопроводности являются причиной того, что нарезка резьбы из нержавеющей стали на станках с ЧПУ представляет собой серьезную проблему. Только полное понимание причин позволит разработать эффективные решения для обеспечения качественной и экономически выгодной обработки.
Какие три основных фактора следует учитывать при выборе резьбонарезного инструмента из нержавеющей стали?
Выбор токарных инструментов для станков с ЧПУ , в частности, инструментов для нарезания резьбы из нержавеющей стали, — это не просто сравнение моделей ; это процесс принятия решения, направленный на поиск идеального компромисса между тремя взаимозависимыми основными факторами. Разумные компромиссы могут значительно повысить эффективность и качество, а разрушительные — оказаться очень дорогостоящими. Каждый из этих трех основных факторов необходимо тщательно взвесить:
1. Материал основы инструмента и покрытие:
- Приоритет прочности: при резке прерывистых, неровных припусков или аустенитных нержавеющих сплавов , таких как 304 , требуется более прочная твердосплавная подложка для предотвращения сколов.
- Приоритет износостойкости: при непрерывной резке, обработке высококремниевой мартенситной нержавеющей стали или в случаях, когда требуется увеличение срока службы инструмента, необходимо выбирать ультрамелкозернистую подложку с более высокой твердостью в сочетании с износостойким покрытием, таким как AlCrN, для защиты от высокотемпературного износа.
2. Геометрия и углы:
- Острота режущей кромки: Большой угол заточки и острая режущая кромка позволяют эффективно минимизировать силы резания, снизить склонность нержавеющей стали к упрочнению и получить более гладкую обработанную поверхность. Однако это может несколько снизить прочность режущей кромки.
- Усиленная режущая кромка: малый угол заточки и пассивированная режущая кромка обеспечивают большую прочность и ударостойкость, но предназначены для более сложных операций резки. Однако это достигается за счет увеличения усилий резания.
3. Радиус носа:
- Малый радиус закругления режущей кромки обеспечивает подрезку профиля резьбы и поэтому имеет максимальное значение для нарезания мелкошаговой резьбы, требующей острого профиля. Это также снижает силы резания.
- Больший радиус закругления режущей кромки значительно увеличивает прочность режущей кромки инструмента, улучшает теплоотвод и уменьшает шероховатость поверхности. Однако слишком большой радиус может увеличить силы резания и повлиять на профиль.
Выбор оптимального инструмента для нарезания резьбы на нержавеющей стали — это, по сути, точный «трехмерный баланс» материала заготовки, требований к резьбе и условий работы станка. Эффективное понимание этого процесса выбора имеет основополагающее значение для обеспечения эффективной и высококачественной обработки резьбы на нержавеющей стали на станках с ЧПУ.

Как оптимизировать параметры резки для устранения вибрации и заусенцев?
Вибрация и заусенцы являются неотъемлемыми проблемами при прецизионной нарезке резьбы на нержавеющей стали. Причиной являются нестабильные силы резания, упрочнение материала и неправильное удаление стружки. Для системного решения этих проблем необходимы мастерство в области прецизионной нарезки резьбы на станках с ЧПУ и стабильная обработка за счет одновременной оптимизации параметров. Ниже приведены основные меры оптимизации:
| Категория параметров | Стратегия оптимизации | Основные рассматриваемые вопросы |
| Скорость (Вс) | Избегайте низких скоростей резонанса и используйте средние или высокие линейные скорости (например, 120-180 м/мин) для обеспечения плавной резки. | Снижает вибрацию и колебания силы резания, уменьшая их. |
| Глубина выемки (апрель) | Используйте послойную резку с жестким "уменьшением" толщины, с припуском на чистовую обработку 0,05-0,1 мм . | Уменьшить упрочнение при обработке, улучшить качество поверхности и устранить следы вибрации. |
| Метод охлаждения | Для обеспечения точного охлаждения и принудительного разрушения стружки следует использовать внутреннее охлаждение под высоким давлением (давление ≥7 МПа). | Возможно, следует ограничить термическое напряжение, избежать запутывания стружки и царапин, а также уменьшить образование заусенцев у основания. |
Философия оптимальной обработки резьбы из нержавеющей стали заключается в методичном сочетании средних и высоких скоростей, уменьшенной глубины резания и метода внутреннего охлаждения под высоким давлением.
Этот набор параметров используется для эффективного устранения вибрации инструмента и упрочнения материала, обеспечивая чистое отламывание стружки, что является абсолютной мерой безопасности, гарантирующей превосходное качество резьбы и увеличенный срок службы инструмента.
Какие еще системы, помимо станков, необходимы для обеспечения точности резьбы?
В высокоточной обработке резьбы на станках с ЧПУ передовые станки — это только начало. Для практического применения точности резьбы на станках с ЧПУ необходима комплексная, интегрированная система измерения и контроля качества, внедренная на протяжении всего процесса обработки, чтобы каждое изделие соответствовало жестким допускам на постоянной основе. Система состоит из двух важных компонентов:
1. Мониторинг в реальном времени во время обработки:
После выполнения критически важных технологических операций мы используем бесконтактный измерительный щуп. Щуп быстро измеряет такие важные размеры, как шаг и основной диаметр резьбы, без остановки шпинделя. В случае отклонения размеров из-за микроизноса инструмента система автоматически компенсирует это или подает сигнал тревоги, что позволяет обеспечить профилактический контроль качества и минимизировать брак партии.
2. Окончательная проверка после обработки:
- Функциональная проверка: Резьбовые калибры «проход/непроход» более целесообразно использовать для 100% высокоскоростной проверки , непосредственно измеряя зацепление резьбы и функциональность сборки изделия.
- Точный анализ: Для первого и последнего участков, а также для ключевых заказов используются встроенные высокоточные оптические проекторы или резьбомеры. Такое оборудование позволяет точно увеличивать и проецировать профиль резьбы для сравнения со стандартными чертежами, с высокой точностью измерять микроскопические параметры, такие как угол и шаг резьбы, и предоставлять достоверные данные для подтверждения точности.
Благодаря интеграции возможностей оперативного контроля в режиме реального времени и точности систем контроля на заключительном этапе производства, мы создали систему обеспечения качества, превосходящую возможности самих станков.
Высокоточная система обработки резьбы на станках с ЧПУ является гарантией эффективного контроля точности резьбы и обеспечения надежности каждого изделия.

Как повысить эффективность обработки резьбы из нержавеющей стали в массовом производстве?
Для преодоления барьеров эффективности массового производства при нарезании резьбы на станках с ЧПУ из нержавеющей стали необходимо сместить акцент с отдельных технических аспектов на оптимизацию всей производственной системы. Для этого необходимо внедрить более эффективные методы управления, позволяющие оптимизировать затраты и повысить эффективность крупносерийного производства.
1. Стандартизация инструментов и сокращение складских запасов:
Объединение различных разрозненных моделей инструментов в небольшое количество проверенных стандартных моделей. Это не только упрощает программирование и выполнение, снижая количество ошибок, но и значительно сокращает затраты на приобретение и администрирование инструментов за счет централизованных закупок и управления запасами, что является основой для экономичной обработки резьбы из нержавеющей стали на станках с ЧПУ.
2. Решения в области оснастки и инновации в производственных процессах:
Отказ от традиционного подхода к токарной обработке отдельных деталей. Использование многоосевых токарных центров или оптимизация планирования оснастки для выполнения последовательности операций за одну настройку может увеличить производительность в единицу времени на несколько порядков. Инновации в технологическом процессе — это самый простой способ повысить общую эффективность токарной обработки нержавеющей стали на станках с ЧПУ.
3. Внедрить план профилактической замены инструментов:
Разработайте стратегию быстрой смены инструмента на основе точных данных обработки и данных о сроке службы инструмента. Смена инструмента до начала его износа позволяет эффективно предотвратить дефекты качества партии и простои оборудования из-за чрезмерного износа инструмента, обеспечивая стабильность и непрерывность производственной линии.
Внедрение стандартизации, инноваций в производственные процессы и систем профилактического обслуживания позволяет организации создать стабильную, эффективную и контролируемую производственную систему. Это не только позволяет сэкономить на всех затратах на обработку резьбы из нержавеющей стали на станках с ЧПУ, но и в долгосрочной перспективе обеспечивает конкурентное преимущество за счет больших объемов производства.

Как компания LS Manufacturing решила проблему утечки через резьбу в порту из нержавеющей стали марки 304?
В области обработки резьбы в нержавеющей стали на станках с ЧПУ, протекание уплотнительной резьбы долгое время являлось технологическим узким местом практически для каждого производителя. В следующем примере показано, как компания LS Manufacturing методично решила эту проблему.
1. Дилемма клиента:
Компания по производству гидравлических компонентов столкнулась с проблемой обработки конической резьбы NPT на своих клапанных коллекторах из нержавеющей стали 304: уровень утечки резьбового уплотнения достигал 30% во время испытаний под высоким давлением, а срок службы инструмента был необычно низким. Это не только делало производство непомерно дорогим, но и серьезно влияло на имидж клиента на рынке и выполнение заказов из-за чрезмерной доработки и задержек с отгрузками.
2. Решение LS Manufacturing:
В результате тщательного анализа наш инженерный отдел обнаружил, что утечка возникла из-за микротрещин на поверхности резьбы, вызванных упрочнением при обработке. В связи с этим мы разработали специальное решение:
- Во-первых, мы разработали специальный инструмент для нарезания резьбы из нержавеющей стали со специальным покрытием AlCrN, что значительно повысило износостойкость и антиадгезионные свойства режущей кромки при обработке упрочненных материалов.
- Во-вторых, мы оптимизировали траекторию вращения и условия послойной резки для эффективного рассеивания тепла и напряжения, возникающих при резке.
- В-третьих, мы повысили точность фокусировки и струйной обработки системы внутреннего охлаждения высокого давления, чтобы обеспечить своевременное и правильное удаление стружки из зоны обработки.
3. Достижения и ценность:
Благодаря этому решению были достигнуты выдающиеся результаты: уровень утечки резьбы на клапанном блоке при испытаниях под высоким давлением снизился с 30% до менее 0,5% , срок службы инструмента увеличился в три раза, а общая стоимость обработки единицы продукции снизилась примерно на 40% . Это достижение не только полностью удовлетворило требования заказчика к качеству и обеспечило удовлетворенность клиента стабильностью продукции, но и гарантировало получение крупного заказа.
Данный пример показывает, что применение передовых методов обеспечения точности нарезания резьбы на станках с ЧПУ посредством систематической оптимизации процесса может напрямую привести к технологическим преимуществам, экономическим выгодам и значительной конкурентоспособности на рынке.
В чём заключаются различия в технологиях и инструментах для нарезания внутренней и наружной резьбы?
При выборе оптимальной технологии обработки резьбы из нержавеющей стали, токарная обработка внутренней и наружной резьбы сопряжена с различными техническими проблемами. Для принятия правильного решения о выборе подходящего инструмента для токарной обработки на станке с ЧПУ необходимо глубокое понимание принципиальных различий между двумя типами инструментов с точки зрения удаления стружки, жесткости и видимости.
1. Направление отвода воздуха из чипа и стратегия охлаждения:
- Внешняя резьба: Стружка имеет тенденцию естественным образом выпадать наружу, что значительно облегчает ее удаление. Тем не менее, необходимо подавать охлаждающую жидкость под высоким давлением, чтобы избежать запутывания длинной стружки в заготовке.
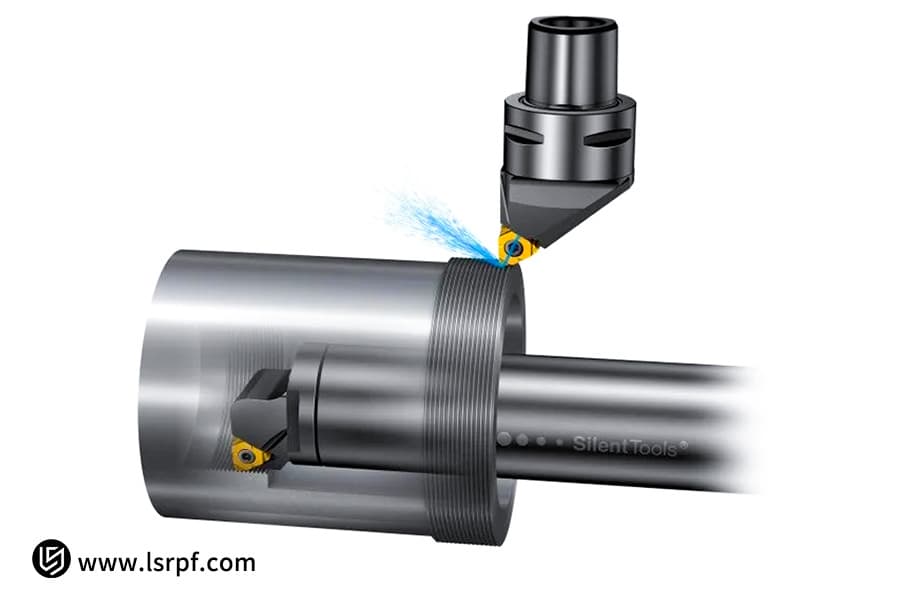
- Внутренняя резьба: Удаление стружки — серьезная проблема. Стружку приходится удалять в обратном направлении через небольшое отверстие, что приводит к засорению и царапинам на обработанной поверхности. Поэтому необходим инструментальный держатель с внутренним охлаждением под высоким давлением, использующий давление охлаждающей жидкости для принудительного разрушения и удаления стружки.
2. Различия в жесткости системы:
- Внешняя резьба: Минимальный вылет инструмента обеспечивает максимальную жесткость системы, позволяя использовать более высокие параметры резания и минимизировать вибрацию инструмента.
- Внутренняя резьба: Высокое соотношение сторон держателя инструмента значительно снижает жесткость, и поэтому это наиболее уязвимое звено в процессе обработки. Необходимо выбрать виброустойчивый держатель инструмента с увеличенной толщиной, а параметры резания следует соответственно уменьшить для подавления вибрации.
3. Прозрачность процесса и помехи:
- Внешняя нарезка резьбы: процесс нарезки виден непосредственно оператору, что обеспечивает лучший контроль.
- Внутренняя резьба: Внутреннее резание невозможно наблюдать, что затрудняет настройку инструмента и контроль. При выборе инструмента следует отдавать приоритет характеристикам, предотвращающим помехи (например, малому углу зазора), чтобы исключить контакт держателя инструмента со стенкой отверстия. Это напрямую связано с безопасностью обработки и вероятностью успеха.
Нарезание внутренней резьбы фактически осуществляется в замкнутом пространстве, тогда как нарезание наружной резьбы производится на открытых пространствах. Этот набор экспертных решений представляет собой основу передовых методов нарезания резьбы в нержавеющей стали, подходит для различных сценариев и обеспечивает неизменно высокое качество резьбы.

Резьба малого диаметра или глубоких отверстий: какие решения предлагает компания LS Manufacturing?
Нарезание резьбы малого диаметра и глубоких отверстий — огромная проблема в технологии прецизионной нарезки резьбы на станках с ЧПУ . К числу наиболее существенных проблем относятся удаление стружки, жесткость инструмента и ограниченный обзор. Компания LS Manufacturing, обладающая богатой историей и инновационными методами, предлагает своим клиентам множество проверенных и доказавших свою эффективность специализированных решений. Технические решения LS Manufacturing охватывают следующие три основные области:
1. Специализированные области применения инструментов:
Для большинства диаметров отверстий компания LS Manufacturing использует твердосплавные резьбофрезы, отличающиеся высокой жесткостью. Особенно для отверстий микродиаметром меньше M6, конструкция с однократным заточкой и полным профилем предотвращает попадание стружки, практически гарантируя целостность профиля и точность размеров.
2. Поддержка специализированных инструментов:
Для нейтрализации вибрации инструментального держателя, вызывающей вибрацию резьбы при обработке глубоких отверстий, компания LS Manufacturing может разработать специальные инструментальные держатели с направляющими кольцами или элементами, гасящими вибрацию. Такая специальная оснастка значительно повышает жесткость обрабатывающей системы, обеспечивая стабильную резку даже при больших вылетах инструмента.
3. Уникальные методы программирования и организации процессов:
Компания LS Manufacturing разработала метод программирования «сегментированного отвода» для нарезания резьбы в глубоких отверстиях. В этом методе программа ЧПУ периодически отводит инструмент радиально на определенное расстояние во время вращения, что приводит к образованию стружки. Это решает серьезную проблему, связанную с длительным застреванием стружки, и обеспечивает безопасную и плавную обработку.
Компания LS Manufacturing успешно преобразовала, казалось бы, невыполнимые задачи по нарезанию резьбы малого диаметра и глубоких отверстий в стабильные и надежные процессы массового производства, предложив комплексное решение, включающее «специализированный инструмент + инструмент, изготовленный на заказ + специальное программирование».
Почему компания LS Manufacturing — ваш лучший партнер в области нарезания резьбы на нержавеющей стали?
В условиях сложной и высокотехнологичной отрасли обработки нержавеющей стали на станках с ЧПУ победа зависит не только от передовых технологий, но и от наличия полноценного партнера, способного обеспечить полный спектр услуг. Компания LS Manufacturing — именно такой партнер. Благодаря интеграции инженерных возможностей и услуг мы преобразуем успешные методы обработки нержавеющей стали в устойчивое конкурентное преимущество для наших клиентов. Мы отличаемся тремя важными аспектами:
1. Проактивная техническая поддержка:
Компания LS Manufacturing активно участвует в производственной и научно-исследовательской деятельности своих клиентов , начиная с анализа технологичности на ранних этапах и заканчивая изготовлением нестандартной оснастки и рекомендациями по параметрам. Это гарантирует, что проекты изначально будут иметь оптимальную технологическую основу, что значительно минимизирует будущие риски.
2. Стабильный контроль качества на протяжении всего процесса:
Компания LS Manufacturing не только предоставляет технические решения, но и помогает клиентам проектировать и оптимизировать каждый этап контроля качества, от сырья до отгрузки готовой продукции, чтобы обеспечить высокоточные и надежные результаты нарезания резьбы на станках с ЧПУ из нержавеющей стали для каждого изделия.
3. Эффективное и быстрое реагирование:
В случае непредвиденных технических проблем на объекте инженеры LS Manufacturing могут оперативно провести техническую диагностику и предложить решения, чтобы предотвратить простои в производстве и обеспечить соблюдение сроков поставки.
Компания LS Manufacturing поможет вам преодолеть эти трудности и беспрепятственно интегрировать передовые методы нарезания резьбы из нержавеющей стали в ваш производственный процесс, что позволит вам обеспечить долгосрочное конкурентное преимущество.
Часто задаваемые вопросы
1. В чем заключаются различия в выборе инструмента при обработке аустенитной нержавеющей стали (например, 304) и мартенситной нержавеющей стали (например, 420)?
При резке твердой нержавеющей стали марки 304 следует выбирать инструменты с острыми режущими кромками и PVD-покрытием, чтобы минимизировать упрочнение при обработке и обеспечить плавный отвод стружки. Инструменты с более твердосплавной подложкой и усиленной конструкцией режущей кромки идеально подходят для резки более твердой нержавеющей стали марки 420, чтобы выдерживать ударные нагрузки при прерывистой резке. Правильный выбор инструмента является основой передовой практики нарезания резьбы в нержавеющей стали и может фактически продлить срок службы инструмента почти на 30% .
2. Каковы наиболее распространенные причины потери точности при нарезании резьбы на нержавеющей стали?
Основными причинами потери точности являются изменения формы кончика инструмента в результате износа и деформации инструмента из-за упрочнения. Это напрямую влияет на фактическую траекторию резания, что приводит к ошибкам диаметра и шага резьбы. Для предотвращения искажений точности в корне резьбы и обеспечения стабильности качества резьбы в долгосрочной перспективе необходимы прецизионная технология обработки резьбы на станках с ЧПУ, строгий контроль срока службы инструмента и прямой контроль температуры резания в режиме реального времени с использованием внутреннего охлаждающего агента под высоким давлением.
3. Мой проект предполагает большой объем партии. Как компания LS Manufacturing обеспечивает единообразие всех резьбовых деталей?
Компания LS Manufacturing гарантирует стабильность качества партий продукции в три этапа: во-первых, мы разрабатываем высокодетализированные стандартизированные рабочие инструкции; во-вторых, мы внедряем статистический контроль производственных процессов с мониторингом важных изменений размеров в режиме реального времени; и в-третьих, мы используем высокоточные измерения в процессе производства и периодические выборочные проверки для обеспечения точности от первой до 100 000 деталей. Эта строгая система передовых методов обработки резьбы из нержавеющей стали является основной гарантией производства материалов с нулевой вариативностью. Вы можете получить мгновенный расчет стоимости токарной обработки на станках с ЧПУ , чтобы начать свой высокопроизводительный проект уже сегодня.
4. Помимо токарной обработки, предлагает ли компания LS Manufacturing другие услуги по обработке резьбы высокой сложности?
Да. Компания LS Manufacturing предлагает полный спектр решений для высокосложной резьбонарезной обработки. Мы используем фрезерование резьбы для асимметричных деталей, глубоких глухих отверстий или термообработанных твердых материалов; шлифовку для изготовления высокоточных медицинских деталей; и формовку методом поточной обработки для деталей, требующих большей текучести волокон. В целом, эти передовые возможности высокоточной резьбонарезной обработки на станках с ЧПУ составляют полный набор наших возможностей для решения сложных задач по нарезанию резьбы.
Краткое содержание
Эффективное нарезание резьбы на нержавеющей стали методом токарной обработки — сложный процесс, требующий знаний в области материаловедения, инструментальных технологий и контроля точности. Компания LS Manufacturing, обладая обширным отраслевым опытом и богатыми практическими знаниями, превратила этот сложный процесс в надежную, эффективную и стандартизированную процедуру.
Мы не только предлагаем проверенные методы нарезания резьбы на нержавеющей стали, но и стремимся интегрировать передовые технологии высокоточной нарезки резьбы на станках с ЧПУ на каждом этапе вашего производственного процесса, что существенно повышает вашу конкурентоспособность.
Действуйте прямо сейчас и донесите свои проблемы до нас! Свяжитесь с LS Manufacturing сегодня и загрузите чертежи ваших деталей прямо на наш сайт. Эксперты LS Manufacturing предоставят вам мгновенную смету на токарную обработку на станках с ЧПУ в течение 24 часов , включая индивидуальные рекомендации по инструменту и ключевые параметры процесса. С LS Manufacturing вы выбираете научный подход к производственным проблемам и партнерство для достижения общего повышения точности, эффективности и надежности.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing . Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


