
Nel campo della tornitura di precisione CNC di filettature in acciaio inossidabile , vi capita spesso di dover affrontare le seguenti problematiche: usura eccessiva degli utensili, precisione instabile delle filettature e incapacità di aumentare l'efficienza produttiva? Questi problemi tecnici, apparentemente non correlati, portano tutti allo stesso risultato: costi di produzione alle stelle.
Questa non è una panoramica teorica generale, bensì la guida definitiva, perfezionata da LS Manufacturing sulla base di una vasta esperienza e di numerosi casi di successo. Andremo dritti al punto, illustrando sistematicamente le migliori pratiche per la lavorazione di filettature in acciaio inossidabile , dalla selezione di utensili all'avanguardia al meticoloso controllo della precisione durante l'intero processo. Se desiderate massimizzare la durata degli utensili, aumentare la resa produttiva o ottimizzare i tempi di ciclo, questo articolo vi fornirà soluzioni efficaci.
Attraverso un'attenta lettura, apprenderete a fondo le competenze fondamentali della tornitura CNC di filettature in acciaio inossidabile e padroneggerete l'arte del controllo di precisione delle filettature CNC, superando gli ostacoli tecnici che vi hanno a lungo frenato e ottenendo un notevole miglioramento in termini di efficienza e qualità. Per risparmiarvi tempo, ecco una breve panoramica delle principali conclusioni.
Guida rapida alla tornitura di filettature in acciaio inossidabile CNC
| Argomento | Parametri chiave/Selezione | Punti chiave |
| Materiale per utensili | Il materiale raccomandato è il carburo a grana ultrafine. | Garantisce la massima resistenza all'usura e tenacità nel rapporto ottimale, risultando ideale per lavorazioni ad alta velocità. |
| Rivestimento degli utensili | PVD (TiAlN, AlCrN) | Offre un'eccellente durezza, un basso attrito e una buona stabilità termica con resistenza dei bordi aumentata. |
| Forma della punta | Tagliafiletti a profilo pieno | Garantisce un profilo della filettatura preciso e previene la lavorazione secondaria. Il profilo a V o la sola finitura sono profili proprietari. |
| Velocità di taglio (Vc) | 80-150 m/min | A seconda del tipo specifico di acciaio inossidabile e del trattamento termico. Negli acciai austenitici (ad esempio, 304), utilizzare valori inferiori o medi. |
| Foraggio | Uguale al tono (P) | Nella programmazione CNC si utilizza l'avanzamento costante, ovvero l'avanzamento per giro è uguale al passo. |
| Taglio profondo | Taglio progressivo a strati | Prima strati spessi, poi strati di spessore progressivo. Tolleranza di finitura: levigatezza 0,05-0,1 mm. |
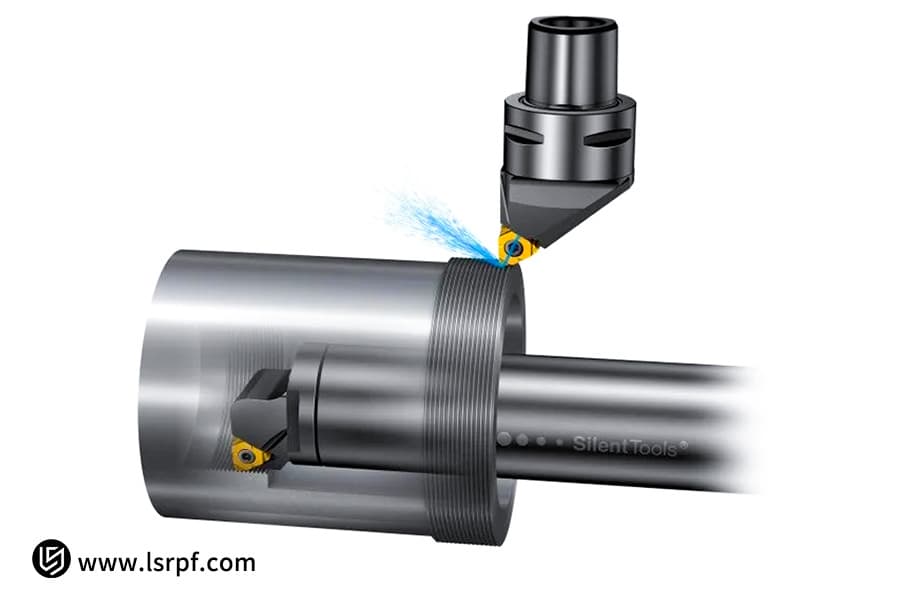
| Raffreddamento | Raffreddamento interno ad alta pressione | L'espulsione forzata dei trucioli e il raffreddamento sono essenziali per la precisione delle filettature in acciaio inossidabile e per l'integrità della superficie. |
| ispezione del profilo della filettatura | Utilizzo di micrometro/anulare per filettature | È essenziale per l'ispezione del primo pezzo nella produzione di massa, e il campionamento viene ancora utilizzato per verificare il diametro primitivo e la precisione dell'accoppiamento. |
Questa pratica tabella di riferimento riassume i requisiti tecnici fondamentali per la lavorazione di filettature in acciaio inossidabile. La chiave del successo risiede nella scelta dell'utensile giusto (grado e rivestimento), nell'applicazione di un raffreddamento interno ad alta pressione e nel rigoroso rispetto della tecnica di taglio a gradini.
Attenersi scrupolosamente a queste consolidate best practice migliorerà considerevolmente la stabilità del processo, la qualità del filo e l'efficienza produttiva, senza che i costi complessivi sfuggano completamente di mano.

Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
LS Manufacturing rappresenta il culmine di oltre vent'anni di esperienza pratica nella produzione di precisione. LS Manufacturing risolve i vostri problemi quotidianamente: dai dispositivi di fissaggio aerospaziali ad alta resistenza alle filettature di precisione per dispositivi medicali , la tornitura di filettature in acciaio inossidabile è un aspetto altamente sviluppato della nostra piattaforma tecnologica fondamentale. Le nostre soluzioni vengono testate e perfezionate attraverso migliaia di ore di produzione nella nostra officina CNC all'avanguardia, dove possono essere implementate immediatamente nel vostro stabilimento e creare valore reale.
Questo si basa sui problemi fisici che LS Manufacturing ha risolto per voi. Ad esempio, abbiamo aiutato un cliente a superare i problemi di precisione delle filettature dei raccordi idraulici in acciaio inossidabile 304. Sostituendo un utensile rivestito generico con un utensile rivestito in AlCrN, adatto alle nostre difficili condizioni di lavoro, e ottimizzando i parametri del refrigerante ad alta pressione e le strategie di taglio a strati, siamo riusciti ad aumentare la durata dell'utensile del 40% senza compromettere la precisione della filettatura entro una tolleranza costante di 6g.
Questa è la garanzia di LS Manufacturing: solo soluzioni basate sull'esperienza e dati concreti, per aiutarvi a trasformare le problematiche di lavorazione in punti di forza.
Perché l'acciaio inossidabile è un materiale difficile da lavorare con la tornitura CNC delle filettature?
Le sfide nella tornitura CNC di filettature in acciaio inossidabile derivano direttamente dalle caratteristiche intrinseche del materiale. Rispetto all'acciaio comune, la gamma di proprietà dell'acciaio inossidabile impone requisiti estremamente rigorosi agli utensili e ai processi di tornitura CNC di filettature. Le sfide specifiche derivano dalle seguenti tre caratteristiche intrinseche:
1. Notevole tendenza all'indurimento da lavoro:
L'acciaio inossidabile presenta un'elevata duttilità. La superficie lavorata subisce una deformazione plastica sotto la pressione del tagliente, anziché una delaminazione, accompagnata da un improvviso aumento della durezza superficiale. Questo non solo rende più difficile il taglio successivo, ma usura rapidamente il tagliente dell'utensile come un abrasivo, causando distorsione della filettatura e rugosità superficiale.
2. Elevata tenacità e resistenza:
L'acciaio inossidabile può assorbire una grande quantità di energia senza fratturarsi e presenta una minore tendenza all'arricciamento e alla rottura dei trucioli. Nell'area di scarico dei trucioli limitata nella tornitura delle filettature , i trucioli lunghi e duri tendono a incastrarsi nell'utensile o nel pezzo in lavorazione, scheggiando e graffiando la superficie lavorata.
3. Scarsa conduttività termica:
L'acciaio inossidabile è un pessimo conduttore di calore per gli utensili da taglio, il che significa che la maggior parte del calore non viene dispersa nei trucioli e si concentra invece nella stretta area della punta dell'utensile. Le temperature locali estremamente elevate rendono fragile il materiale del pezzo (massimizzando l'incrudimento) e provocano un'usura diffusa e una deformazione plastica estesa dell'utensile, con conseguente drastica riduzione della sua durata.
È la combinazione di incrudimento, tenacità e bassa conducibilità termica a rendere la tornitura CNC delle filettature in acciaio inossidabile un problema così comune. Solo comprendendo appieno le cause possiamo sviluppare soluzioni efficaci per garantire una lavorazione di qualità e al contempo economicamente vantaggiosa.
Quali sono i tre fattori principali da considerare nella scelta di un utensile per filettatura in acciaio inossidabile?
La scelta degli utensili per tornitura CNC , in particolare degli utensili per la filettatura in acciaio inossidabile, va ben oltre il semplice confronto tra modelli ; si tratta di un processo decisionale volto a trovare il compromesso ideale tra tre fattori fondamentali interdipendenti. Scelte oculate possono migliorare notevolmente l'efficienza e la qualità, mentre scelte sbagliate possono risultare molto costose. Ciascuno di questi tre fattori fondamentali deve essere valutato attentamente:
1. Materiale del substrato dell'utensile e rivestimento:
- Priorità alla tenacità: quando si tagliano materiali con sovrametallo interrotto o irregolare, o leghe di acciaio inossidabile austenitico come la 304 , è necessario un substrato in carburo più tenace per evitare scheggiature.
- Priorità alla resistenza all'usura: quando si effettuano tagli continui, si utilizza acciaio inossidabile martensitico ad alto contenuto di silicio o, laddove è richiesta una maggiore durata dell'utensile, è necessario selezionare un substrato a grana ultrafine di elevata durezza, in combinazione con un rivestimento resistente all'usura come AlCrN per resistere all'usura ad alta temperatura.
2. Geometria e angoli:
- Taglio netto: l'elevato angolo di spoglia e il tagliente affilato riducono al minimo le forze di taglio, limitano la tendenza dell'acciaio inossidabile all'incrudimento e garantiscono una superficie finale più liscia. Ciò può tuttavia ridurre leggermente la resistenza del tagliente.
- Tagliente rinforzato: un angolo di spoglia ridotto e un tagliente passivato offrono maggiore resistenza e robustezza agli urti, ma sono adatti per operazioni di taglio più gravose. Tuttavia, ciò comporta un aumento delle forze di taglio.
3. Raggio del naso:
- Un raggio di punta ridotto consente la sottosquadratura del profilo della filettatura ed è quindi di massima importanza per la lavorazione di filettature a passo fine che richiedono un profilo affilato. Ciò riduce anche le forze di taglio.
- Un raggio di punta maggiore aumenta significativamente la resistenza della punta dell'utensile, migliora la dissipazione del calore e riduce la rugosità superficiale. Tuttavia, un raggio eccessivo può aumentare le forze di taglio e alterare il profilo.
La scelta dell'utensile migliore per la tornitura di filettature in acciaio inossidabile è in realtà un preciso "equilibrio tridimensionale" tra il materiale del pezzo, le esigenze della filettatura e le condizioni della macchina utensile. Una comprensione efficace di questo processo decisionale è fondamentale per realizzare una lavorazione CNC di filettature in acciaio inossidabile efficiente e di alta qualità.

Come ottimizzare i parametri di taglio per eliminare vibrazioni e bave?
Vibrazioni e bave sono problemi intrinseci nella tornitura di precisione di filettature in acciaio inossidabile. Le cause sono da ricercarsi in forze di taglio instabili, incrudimento e un'evacuazione inadeguata dei trucioli. Per affrontare questi problemi in modo sistematico, è necessaria la padronanza della tecnologia di tornitura di precisione CNC e una tornitura stabile ottenuta mediante l'ottimizzazione simultanea dei parametri. Di seguito sono riportate le principali misure di ottimizzazione:
| Categoria dei parametri | Strategia di ottimizzazione | Questioni fondamentali affrontate |
| Velocità (Vc) | Evitate intervalli di risonanza a bassa velocità e utilizzate velocità lineari medio-alte (ad esempio, 120-180 m/min) per ottenere un taglio uniforme. | Smorzare e ridurre le vibrazioni e le oscillazioni della forza di taglio. |
| Profondità del taglio (AP) | Utilizzare un taglio a strati "decrescente" rigido, con un margine di finitura di 0,05-0,1 mm . | Riduci l'incrudimento, migliora la finitura superficiale ed elimina i segni di vibrazione. |
| Metodo di raffreddamento | Utilizzare un sistema di raffreddamento interno ad alta pressione (pressione ≥7 MPa) per consentire un raffreddamento preciso e la rottura forzata dei chip. | Possibile limitazione dello stress termico, prevenzione dell'impigliamento e dei graffi dei trucioli e riduzione delle bave alla base. |
La filosofia alla base della lavorazione ottimale delle filettature in acciaio inossidabile è la combinazione metodica di velocità medio-alte, profondità di taglio ridotte e un sistema di raffreddamento interno ad alta pressione.
Questo insieme di parametri viene utilizzato per eliminare efficacemente le vibrazioni dell'utensile e l'incrudimento, consentendo una rottura netta del truciolo, una caratteristica di sicurezza assoluta che garantisce finiture di filettatura superiori e una maggiore durata dell'utensile.
Oltre alle macchine utensili, quali altri sistemi sono necessari per garantire la precisione della filettatura?
Nella lavorazione CNC di filettature ad alta precisione , le macchine utensili avanzate sono solo l'inizio. Per una reale implementazione pratica della precisione nella lavorazione CNC delle filettature, è necessario un sistema completo e integrato di misurazione e controllo qualità, implementato durante l'intero processo di lavorazione, per garantire che ogni prodotto rispetti costantemente tolleranze rigorose. Il sistema si compone di due elementi fondamentali:
1. Monitoraggio in tempo reale durante l'elaborazione:
Dopo le operazioni di lavorazione critiche, utilizziamo una sonda di misura senza contatto in-process. La sonda misura rapidamente dimensioni critiche come il passo e il diametro maggiore della filettatura senza arrestare il mandrino. In caso di deriva dimensionale dovuta alla microusura dell'utensile, il sistema compensa automaticamente o attiva un allarme, garantendo così un controllo qualità preventivo e riducendo al minimo gli scarti di produzione.
2. Ispezione finale dopo la lavorazione:
- Verifica funzionale: i calibri passa/non passa per filettature sono più adatti per ispezioni ad alta velocità al 100% , misurando direttamente l'innesto della filettatura e la funzionalità dell'assemblaggio del prodotto.
- Analisi di precisione: per la prima e l'ultima sezione, o per gli ordini chiave, vengono utilizzati proiettori ottici ad alta precisione o macchine di misura della filettatura integrate in essi. Tali apparecchiature sono in grado di ingrandire e proiettare con precisione il profilo della filettatura per confrontarlo con i disegni standard, misurare con elevata precisione fattori microscopici come l'angolo e il passo della filettatura e fornire dati autorevoli a supporto della precisione.
Integrando le prestazioni in tempo reale dell'ispezione in linea e la precisione dei sistemi di collaudo a fine linea, abbiamo creato una garanzia di qualità superiore alle capacità prestazionali delle macchine utensili stesse.
Il sistema di lavorazione della filettatura CNC ad alta precisione rappresenta la massima garanzia per un controllo efficiente dell'accuratezza della filettatura CNC e per assicurare l'affidabilità di ogni prodotto.

Come migliorare l'efficienza della lavorazione delle filettature in acciaio inossidabile nella produzione di massa?
Per superare le barriere di efficienza della produzione di massa nella lavorazione CNC della filettatura dell'acciaio inossidabile, dobbiamo spostare la nostra attenzione dagli aspetti tecnici specifici all'ottimizzazione dell'intero sistema produttivo. A tal fine, dobbiamo implementare migliori tecniche di gestione per ottimizzare costi ed efficienza nella produzione ad alto volume.
1. Standardizzazione degli strumenti e riduzione delle scorte:
Consolidamento dei vari modelli di utensili eterogenei in un numero limitato di modelli standard collaudati. Questo non solo semplifica la programmazione e l'esecuzione, riducendo gli errori, ma riduce anche notevolmente i costi di acquisto e gestione degli utensili grazie all'acquisto centralizzato e al controllo delle scorte, elementi fondamentali per una lavorazione CNC di filettature in acciaio inossidabile economicamente vantaggiosa.
2. Soluzioni per gli impianti e innovazione di processo:
Superare i limiti della tradizionale tornitura di pezzi singoli. Centri di tornitura multiasse simultanei o ottimizzazione della pianificazione delle attrezzature per eseguire una sequenza di operazioni in un'unica configurazione possono aumentare la produttività per unità di tempo di diversi ordini di grandezza. L'innovazione di processo è il modo più semplice per migliorare l'efficienza complessiva nella tornitura CNC di filettature in acciaio inossidabile.
3. Implementare un piano di sostituzione preventiva degli utensili:
Creare una strategia di cambio utensile a impulsi basata su dati di lavorazione e di durata degli utensili precisi. Il cambio utensile prima dell'usura può evitare efficacemente difetti di qualità del lotto e fermi macchina dovuti a un'usura eccessiva degli utensili, garantendo stabilità e continuità alla linea di produzione.
Integrando la standardizzazione, l'innovazione dei processi e i sistemi di manutenzione preventiva, un'organizzazione è in grado di creare un sistema di produzione stabile, efficiente e controllabile. Ciò non solo consente di risparmiare l'intero costo della lavorazione CNC delle filettature in acciaio inossidabile , ma si traduce anche in un vantaggio competitivo in termini di volumi nel lungo periodo.

Come ha risolto LS Manufacturing il problema delle perdite dalla filettatura delle porte in acciaio inossidabile 304?
Nella lavorazione CNC di filettature in acciaio inossidabile, le perdite dalle filettature di tenuta rappresentano da tempo un collo di bottiglia tecnologico per quasi tutti i produttori. Il seguente caso studio mostra come LS Manufacturing ha risolto metodicamente questo problema.
1. Dilemma del cliente:
Un'azienda produttrice di componenti idraulici era afflitta dal problema della lavorazione delle filettature coniche NPT sui collettori di valvole in acciaio inox 304: il tasso di perdita della guarnizione della filettatura raggiungeva il 30% durante i test ad alta pressione e la durata degli utensili era insolitamente breve. Questo non solo rendeva la produzione proibitiva in termini di costi, ma stava anche danneggiando gravemente l'immagine del cliente sul mercato e l'evasione degli ordini a causa di eccessivi rilavorazioni e ritardi nelle consegne.
2. Soluzione di produzione LS:
Grazie a un'analisi meticolosa, il nostro reparto di ingegneria ha scoperto che la perdita era dovuta a microfratture sulla superficie della filettatura, causate dall'incrudimento. A tal proposito, abbiamo progettato una soluzione specifica:
- Innanzitutto, abbiamo sviluppato un utensile specifico per la tornitura di filettature in acciaio inossidabile con un rivestimento AlCrN dedicato, che migliora considerevolmente la resistenza all'usura e le prestazioni antiaderenti del tagliente nei materiali incruditi.
- In secondo luogo, abbiamo ottimizzato il percorso di tornitura e le condizioni di taglio a strati per dissipare efficacemente il calore e le sollecitazioni generate dal taglio.
- In terzo luogo, abbiamo migliorato la messa a fuoco e la precisione del getto del raffreddamento interno ad alta pressione per garantire che i trucioli vengano rimossi correttamente e tempestivamente dall'area di lavorazione.
3. Risultati e valore:
Grazie a questa soluzione, sono stati raggiunti risultati eccezionali: la percentuale di perdite della filettatura sul blocco valvole, sottoposta a test ad alta pressione, è stata ridotta dal 30% a meno dello 0,5% , la durata degli utensili è stata triplicata e il costo complessivo di lavorazione per unità è stato ridotto di circa il 40% . Questo risultato non solo ha soddisfatto pienamente le esigenze di qualità del cliente e gli ha garantito la soddisfazione per la stabilità del prodotto, ma ha anche assicurato un importante ordine.
Questo caso dimostra che l'applicazione della padronanza nella precisione delle filettature CNC attraverso l'ottimizzazione sistematica dei processi può apportare vantaggi tecnologici che si traducono direttamente in benefici economici e in una significativa competitività sul mercato.
Quali sono le differenze in termini di tecnologia e utensili per la tornitura di filettature interne ed esterne?
Nella selezione delle migliori pratiche di lavorazione per filettature in acciaio inossidabile, la tornitura di filettature interne ed esterne presenta diverse problematiche tecniche. Una profonda comprensione delle differenze fondamentali tra i due tipi di utensili in termini di evacuazione del truciolo, rigidità e visibilità è necessaria per una scelta appropriata dell'utensile di tornitura CNC.
1. Direzione di evacuazione del chip e strategia di raffreddamento:
- Filettature esterne: i trucioli tendono a cadere naturalmente verso l'esterno, facilitandone così l'evacuazione. Tuttavia, è comunque necessario dirigere il flusso di refrigerante ad alta pressione per evitare che i trucioli lunghi si impiglino nel pezzo in lavorazione.
- Filettature interne: l'evacuazione dei trucioli è un problema importante. I trucioli devono essere rimossi in senso inverso attraverso un foro piccolo, causando inevitabilmente ostruzioni e graffi sulla superficie lavorata. Pertanto, è necessario un portautensili con raffreddamento interno ad alta pressione, che sfrutti la pressione del refrigerante per forzare la rottura e l'evacuazione dei trucioli.
2. Differenze di rigidità del sistema:
- Filettature esterne: la minima sporgenza dell'utensile garantisce la massima rigidità del sistema, consentendo parametri di taglio più elevati e riducendo al minimo le vibrazioni dell'utensile.
- Filettature interne: l'elevato rapporto d'aspetto del portautensili riduce significativamente la rigidità, rendendolo quindi l'anello più vulnerabile dell'operazione. È necessario selezionare un portautensili antivibrazione con spessore maggiorato e, di conseguenza, ridurre i parametri di taglio per sopprimere le vibrazioni.
3. Visibilità del processo e interferenze:
- Filettatura esterna: il processo di taglio è visibile direttamente all'operatore, il che consente un migliore monitoraggio.
- Filettature interne: il taglio interno non è visibile, il che rende difficile la regolazione e il monitoraggio dell'utensile. La scelta dell'utensile dovrebbe privilegiare le caratteristiche anti-interferenza (ad esempio, un angolo di spoglia ridotto) per evitare il contatto del portautensili con la parete del foro. Questo è direttamente correlato alla sicurezza e al tasso di successo della lavorazione.
La filettatura interna è un'operazione che si esegue in spazi chiusi, mentre la filettatura esterna viene effettuata in spazi aperti. Questa serie di soluzioni specializzate rappresenta il fulcro delle migliori pratiche nella filettatura dell'acciaio inossidabile, adattandosi a diversi scenari e garantendo filettature sempre di alta qualità.

Filettatura di piccolo diametro o di fori profondi: quali soluzioni offre LS Manufacturing?
La filettatura di fori di piccolo diametro e profondi rappresenta una sfida enorme nella tecnologia di filettatura CNC di precisione. Alcuni dei problemi più rilevanti sono l'evacuazione dei trucioli, la rigidità dell'utensile e la visibilità limitata. LS Manufacturing, grazie alla sua lunga esperienza e alla sua metodologia innovativa, offre ai clienti numerose soluzioni specializzate, collaudate e di comprovata efficacia. Le soluzioni tecniche di LS Manufacturing si concentrano sulle seguenti tre aree principali:
1. Applicazioni di utensili specializzati:
Per la maggior parte dei diametri dei fori, LS Manufacturing privilegia frese per filettatura in metallo duro integrale ad alta rigidità. In particolare, per fori di microdiametro inferiori a M6, il design monoblocco a profilo completo previene l'interferenza dei trucioli, garantendo virtualmente l'integrità del profilo e la precisione dimensionale.
2. Supporto per utensili personalizzati:
Per neutralizzare le vibrazioni del filetto causate dal portautensili durante la lavorazione di fori profondi, LS Manufacturing è in grado di progettare portautensili speciali con anelli di guida o caratteristiche di smorzamento delle vibrazioni. Utensili speciali come questi aumentano significativamente la rigidità del sistema di lavorazione, consentendo un taglio stabile anche in presenza di sporgenze estese.
3. Tecniche di programmazione e di processo uniche:
LS Manufacturing ha sviluppato un metodo di programmazione a "retrazione segmentata" per la filettatura di fori profondi. In questo metodo, un programma CNC viene utilizzato periodicamente per ritrarre radialmente l'utensile di una certa quantità durante la rotazione, forzando la rottura del truciolo. Ciò risolve il problema principale dell'inceppamento continuo e prolungato del truciolo e consente una lavorazione sicura e fluida.
Con la sfida di lavorare filettature di piccolo diametro e con fori profondi, LS Manufacturing è riuscita a trasformare operazioni di filettatura apparentemente impossibili in processi di produzione di massa stabili e affidabili, grazie a una soluzione completa basata su "attrezzature dedicate + attrezzature personalizzate + programmazione speciale".
Perché LS Manufacturing è il partner ideale per la tornitura di filettature in acciaio inossidabile?
Nel settore avanzato e complesso della tornitura CNC di filettature in acciaio inossidabile, il successo non dipende solo da tecnologie all'avanguardia, ma anche da un partner completo in grado di offrire un servizio a 360 gradi. LS Manufacturing è proprio questo tipo di partner. Grazie all'integrazione di competenze ingegneristiche e servizi, trasformiamo le migliori pratiche di tornitura di filettature in acciaio inossidabile in un vantaggio competitivo duraturo per i nostri clienti. Ci distinguiamo per tre aspetti fondamentali:
1. Supporto tecnico proattivo:
LS Manufacturing è fortemente coinvolta nelle attività di produzione e ricerca e sviluppo dei propri clienti , dall'analisi di fattibilità nelle fasi iniziali fino alla progettazione di attrezzature personalizzate e alla formulazione di raccomandazioni sui parametri. Questo garantisce che i progetti siano impostati fin dall'inizio su una base di processo ottimale e riduce significativamente i rischi futuri.
2. Controllo qualità stabile durante l'intero processo:
LS Manufacturing non si limita a fornire soluzioni tecniche, ma aiuta i clienti a progettare e ottimizzare ogni fase del controllo qualità, dalle materie prime alla spedizione dei prodotti finiti, per garantire risultati di tornitura CNC di filettature in acciaio inossidabile altamente uniformi e affidabili per ogni prodotto.
3. Risposta efficiente e rapida:
In caso di problemi tecnici imprevisti in loco, gli ingegneri di LS Manufacturing sono in grado di fornire diagnosi e soluzioni tempestive per prevenire fermi di produzione e garantire il rispetto delle tempistiche di consegna.
LS Manufacturing vi aiuterà a superare queste sfide e a integrare senza problemi le migliori pratiche di filettatura in acciaio inossidabile nel vostro processo produttivo, in modo da garantirvi un vantaggio competitivo duraturo.
FAQ
1. Quali sono le differenze nella scelta degli utensili quando si lavora l'acciaio inossidabile austenitico (come il 304) e l'acciaio inossidabile martensitico (come il 420)?
Quando si taglia l'acciaio inossidabile 304, è necessario scegliere utensili con taglienti affilati e rivestimenti PVD per ridurre al minimo la tendenza all'incrudimento e facilitare l'evacuazione dei trucioli. Gli utensili con substrato in carburo più duro e con tagliente rinforzato sono ideali per il taglio dell'acciaio inossidabile 420, più duro, in quanto resistono agli urti derivanti da tagli interrotti. La scelta corretta dell'utensile è fondamentale per una filettatura dell'acciaio inossidabile ottimale e può effettivamente prolungarne la durata di quasi il 30% .
2. Quali sono le cause più comuni di perdita di precisione nella tornitura di filettature in acciaio inossidabile?
Le cause principali della perdita di precisione sono le variazioni nella forma della punta dell'utensile dovute all'usura e alla flessione dell'utensile per incrudimento. Queste variazioni influiscono direttamente sulla traiettoria di taglio effettiva, con conseguenti errori di diametro primitivo e di passo. Per prevenire alla radice le distorsioni di precisione e garantire la stabilità della qualità della filettatura nel lungo termine, sono necessarie tecnologie di lavorazione di filettature CNC di precisione, un controllo rigoroso della durata dell'utensile e un controllo diretto della temperatura di taglio in tempo reale tramite un sistema di raffreddamento interno ad alta pressione.
3. Il mio progetto prevede un lotto di produzione di grandi dimensioni. Come garantisce LS Manufacturing la coerenza tra tutti i componenti filettati?
LS Manufacturing garantisce la coerenza dei lotti attraverso un processo in tre fasi: primo, sviluppiamo istruzioni di lavoro standardizzate e altamente dettagliate; secondo, implementiamo il controllo statistico di processo per l'intero processo produttivo con monitoraggio in tempo reale delle principali tendenze dimensionali; e terzo, utilizziamo misurazioni in linea ad alta precisione e controlli a campione periodici per garantire l'accuratezza dal primo al centomillesimo pezzo. Questo rigoroso sistema di best practice per la lavorazione di filettature in acciaio inossidabile è la principale garanzia per la produzione di materiale a variabilità zero. Puoi ottenere un preventivo immediato per la tornitura CNC e iniziare oggi stesso il tuo progetto di precisione ad alto volume.
4. Oltre alla tornitura, LS Manufacturing offre altri servizi di lavorazione di filettature ad alta difficoltà?
Sì. LS Manufacturing offre una gamma completa di soluzioni per la lavorazione di filettature ad alta complessità. Utilizziamo la fresatura di filettature per componenti asimmetrici, filettature per fori ciechi profondi o materiali duri trattati termicamente; la rettifica per componenti medicali di altissima precisione; e la formatura a flusso per componenti che richiedono un maggiore flusso di fibre. Nel complesso, queste avanzate capacità di lavorazione di filettature CNC di precisione costituiscono la nostra matrice completa di competenze per affrontare applicazioni di filettatura complesse.
Riepilogo
La tornitura efficiente di filettature in acciaio inossidabile è un processo complesso che richiede competenze in scienza dei materiali, tecnologia degli utensili e controllo di precisione. LS Manufacturing, grazie alla sua vasta esperienza nel settore e alla solida competenza pratica, ha trasformato questo processo complesso in una procedura affidabile, efficiente e standardizzata.
Non solo offriamo le migliori pratiche consolidate per la filettatura dell'acciaio inossidabile, ma ci impegniamo anche a integrare tecnologie di filettatura CNC di precisione all'avanguardia in ogni fase del vostro processo produttivo, migliorando di fatto la vostra competitività.
Agisci ora e affidaci i tuoi problemi! Contatta LS Manufacturing oggi stesso e carica i disegni dei tuoi pezzi direttamente sul nostro sito web. Gli esperti di LS Manufacturing ti forniranno un preventivo immediato per la tornitura CNC entro 24 ore , comprensivo di consigli personalizzati sugli utensili e parametri chiave del processo. Con LS Manufacturing, scegli un approccio scientifico ai problemi di produzione e una partnership per sviluppare miglioramenti complessivi in termini di precisione, efficienza e affidabilità.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing . Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


