Metallguss ist ein altes Handwerk, das noch immer eine wichtige Stellung einnimmt in der modernen Industrie. Der Gipsabdruck wird aufgrund seiner einzigartigen Vorteile bevorzugt. Gipsmaterialien sind beim Metallguss unverzichtbar und beeinflussen die Qualität des Gussformteils, die Produktionseffizienz und die Kostenkontrolle. Die Technologie des Gipsabdrucks entstand in der mesopotamischen Zivilisation im Jahr 4000 v. Chr. Es wurde nach der Industriellen Revolution stark weiterentwickelt. Es wird heute in hochpräzisen Gussbereichen wie der Kunstreproduktion, der Schmuckherstellung und der Luft- und Raumfahrt eingesetzt. Es wurde ein komplettes Prozesssystem gebildet, dessen Kernstück die Auswahl der Gipsmaterialien ist.
In diesem Artikel wird das umfassend analysiert verschiedene Arten von Gipsmaterialien, die beim Metallguss verwendet werden Es deckt grundlegende Eigenschaften, professionelle Formeln, Auswahlkriterien und Anwendungsfähigkeiten ab und bietet einen detaillierten Leitfaden für Fachleute der Gussindustrie und Metallhandwerksbegeisterte.
Was macht Hochtemperatur-Gießgips einzigartig?
Hochtemperatur-Gießgips (auch als hochtemperaturkalzinierter Gips oder Keramikgips bekannt) ist ein speziell behandeltes Gipsmaterial. Seine einzigartigen Eigenschaften spiegeln sich hauptsächlich in den folgenden Aspekten wider:
1. Hochtemperatur-Kalzinierungsprozess
Durch die Kalzinierung bei einer hohen Temperatur von etwa 800 °C bis 1000 °C wird Dihydratgips (CaSO₄·2H₂O) vollständig entwässert und in wasserfreien Gips (CaSO₄) umgewandelt. Gleichzeitig wird die Kristallstruktur stabiler und die Hitzebeständigkeit deutlich verbessert.
2.Ausgezeichnete Hochtemperaturbeständigkeit
Es hält hohen Temperaturen über 500 °C stand (normaler Putz hat nur etwa 100 °C) und ist für Umgebungen mit hohen Temperaturen geeignet, z Metallguss (z. B. Aluminiumlegierung, Kupferlegierung) , um Risse oder Verformungen des Modells zu vermeiden.
3.Geringe Expansionsrate und hohe Präzision
Der Wärmeausdehnungskoeffizient von Gips nach der Hochtemperaturbehandlung ist extrem niedrig, was die Dimensionsstabilität der Form aufrechterhalten, einen hohen Grad an Detailrestaurierung des Gussstücks gewährleisten kann und für geeignet ist Präzisionsguss .
4. Hohe Festigkeit und Abriebfestigkeit
Durch die Verdichtung der Kristallstruktur ist seine Druck- und Biegefestigkeit deutlich höher als die von gewöhnlicher Gips und hält der Aufprallkraft von geschmolzenem Metall und wiederholtem Verschleiß stand.
5. Geringe Porosität und geringe Feuchtigkeitsaufnahme
Durch die Hochtemperaturkalzinierung wird die innere Porosität verringert, die Wasseraufnahme verringert und ein Festigkeitsverlust aufgrund von Feuchtigkeitsaufnahme oder Porositätsfehlern beim Metallguss vermieden.
6. Anwendungsgebiete
Es wird hauptsächlich verwendet in Feinguss in der Luft- und Raumfahrt, Schmuck, Kunst und anderen Bereichen sowie im Hochtemperatur-Keramikformenbau.
Im Vergleich zu gewöhnlichem Gips: Gewöhnlicher Gips (halbwässriger α/β-Gips) weist eine schlechte Hitzebeständigkeit und geringe Festigkeit auf, während Hochtemperaturgips durch gründliche Entwässerung und Kristallrekonstruktion einen qualitativen Leistungssprung erzielt.

Wie unterscheiden sich Feingussputze von Sandgussformeln?
Die Formel Unterschiede zwischen Feingussgips und Sandgussgips spiegeln sich vor allem in feuerfesten Füllstoffen, Putzarten, Zusatzstoffen und Leistungsindikatoren wider. Der spezifische Vergleich ist wie folgt:
1.Formelzusammensetzung und Materialunterschiede
| Inhaltsstoffe/Eigenschaften | Feingussgips | Sandgussgips |
|---|---|---|
| Wichtigste feuerfeste Füllstoffe | Zirkonpulver (mehr als 45 %, hochreines ZrSiO₄) | Quarzsand (60-70 %, SiO₂-Gehalt ≥95 %) |
| Gipsmatrix | Phosphatmodifizierter Putz (gute Hochtemperaturstabilität) | α-Halbhydrat-Gips (konventioneller oder hochfester Typ) |
| Zusatzstoffe | Borsäure (niedrigere Sintertemperatur), Silica-Pulver (erhöht die Dichte) | Bentonit (Verbesserung der Luftdurchlässigkeit), Holzsulfonat (Verklebung) |
| Bindemittel | Hochtemperatur-Keramikbindemittel (z. B. Kieselsol) | Selbstklebender Putz, geringe Menge organischer Bindemittelhilfsstoff |
2.Vergleich der wichtigsten Leistungsspezifikationen
| Leistungsindikatoren | Feingussgips | Sandgussgips |
|---|---|---|
| Feuerfesttemperatur | ≥1600°C (Zirkonpulver ist beständig gegen hohe Temperaturen) | ≤1200°C (beeinflusst durch die Phasenwechseltemperatur von Quarzsand) |
| Linearer Ausdehnungskoeffizient | <0,15 % (800°C-Test, geringe Ausdehnung) | 0,3-0,5 % (Quarz dehnt sich bei hohen Temperaturen deutlich aus) |
| Druckfestigkeit | ≥25 MPa (JIS R5201 Brandschutzklasse A) | ≥15 MPa (Norm EN 13245) |
| Luftdurchlässigkeit | Niedrig (dichte Struktur, muss durch Zusätze reguliert werden) | Hoch (Quarzsand hat von Natur aus eine hohe Porosität) |
| Oberflächenbeschaffenheit | Ra≤1,6μm (geeignet für Präzisionsguss) | Ra≥3,2μm (höhere Rauheit) |
3.Analyse der Kernunterschiede
Feuerfeste Füllstoffe:
- Im Feinguss wird Zirkonpulver (hohe Temperaturbeständigkeit, geringe Ausdehnung) verwendet , während beim Sandguss Quarzsand (kostengünstig, aber bei hoher Temperatur leicht phasenwechselbar) verwendet wird.
- Quarzsand durchläuft bei 573 °C einen β→α-Quarzphasenübergang mit einem plötzlichen Volumenanstieg von 1,4 %, was zu der Gefahr von Rissen in der Sandform führt.
Putzart:
- Einbettmasseputz wird mit Phosphat modifiziert, um die Hitzebeständigkeit zu verbessern (Vermeidung der Gipszersetzung bei hohen Temperaturen); Sandputz beruht auf der Anfangsfestigkeit von α-Halbhydratputz.
Anwendungsszenarien:
- Einbettungsgips wird für dünnwandige Präzisionsteile (z. B. Flugblätter und Schmuck) verwendet, und Sandputz eignet sich für große grob bearbeitete Teile (z. B. Gusseisenteile).
4.Beispiele typischer Rezepte
Feingussgips:
- Zirkonpulver 45 % Phosphatputz 35 % Silicapulver 15 % Borsäure 5 %
(Hinweis: Vakuumrühren ist erforderlich, um Luftblasen zu reduzieren)
- Quarzsand 65 % α-Halbhydratputz 30 % Bentonit 5 %
(Hinweis: Der Anteil des zugesetzten Wassers beträgt in der Regel 30-35%)
Warum Siliziumkarbid zu Aluminiumgussgips hinzufügen?
Der Zusatz von Siliziumkarbid (SiC) zu Aluminiumgussgipsen beruht vor allem auf seinen physikalischen und chemischen Eigenschaften Optimieren Sie den Gießprozess . Die spezifischen Gründe und Auswirkungen sind wie folgt:
1. Kernfunktion: Verbesserung der Wärmeleitfähigkeit
Vergleich der Wärmeleitfähigkeit:
- Die Wärmeleitfähigkeit von reinem Gips beträgt nur etwa 0,5 W/m·K, während nach Zugabe von 15–20 % Siliziumkarbid (200 Mesh) die Wärmeleitfähigkeit auf 2,8 W/m·K ansteigt (Teststandard ASTM D5470).
Erstarrungseffizienz:
- Eine hohe Wärmeleitfähigkeit beschleunigt die Wärmeübertragung der Aluminiumflüssigkeit. Die Erstarrungszeit von Guss aus Aluminiumlegierung s wird um 22 % verkürzt, das Risiko einer Kornvergröberung verringert und die mechanischen Eigenschaften werden verbessert (z. B. 10–15 % höhere Zugfestigkeit).
2. Hauptwirkungsmechanismus
| Funktionsmaße | Prinzipbeschreibung |
|---|---|
| Verbesserung der Wärmeleitung | SiC verfügt über eine dichte Kristallstruktur und eine hohe Phononen-Wärmeübertragungseffizienz, wodurch der Aluminiumflüssigkeit schnell Wärme entzogen und lokale Überhitzungen vermieden werden können. |
| Anpassung der Wärmeausdehnung | Der lineare Ausdehnungskoeffizient von SiC (4,0×10⁻⁶/°C) liegt nahe dem der Aluminiumlegierung (23×10⁻⁶/°C), wodurch Spannungsrisse beim Formguss reduziert werden. |
| Verbesserung der Verschleißfestigkeit | Die SiC-Härte (Mohs 9,5) verbessert die Fähigkeit der Formoberfläche, der Erosion durch Aluminiumflüssigkeit zu widerstehen, und verlängert die Lebensdauer der Form (ca. 30 %). |
3. Technologie zur Kontrolle von Nebenwirkungen
Antioxidationsbehandlung:
- Fügen Sie 0,5 % Borsäure (H₃BO₃) hinzu, um bei hoher Temperatur einen Borosilikatglasfilm zu bilden, die SiC-Oxidation zu hemmen (4SiC + 3O₂ → 2SiO₂ + 4C) und CO-Blasendefekte zu vermeiden.
pH-Kontrolle:
- Halten Sie den pH-Wert der Aufschlämmung bei 9,5–10,2 (alkalische Umgebung), um eine saure Korrosionsreaktion zwischen SiC und Gips (CaSO₄) zu verhindern.
4. Tatsächliche Bewerbungsdaten
Gussfehlerquote:
- Die Oberflächenporosität beträgt etwa 5 %, wenn kein SiC hinzugefügt wird, und sinkt nach der Zugabe auf 1,2 % (da die Erstarrungsgeschwindigkeit beschleunigt wird, um eine Gasretention zu verhindern).
Oberflächenbeschaffenheit:
- SiC verfeinert die Gipsmikrostruktur und die Die Oberflächenrauheit des Gussteils wird von Ra 6,3 μm auf Ra 3,2 μm verbessert .
5. Vergleich mit anderen Füllstoffen
| Zusatzstoff | Wärmeleitfähigkeit (W/m·K) | Erosionsbeständigkeit von Aluminium | Kosten (Yuan/kg) |
|---|---|---|---|
| Siliziumkarbid (SiC) | 2.8 | ★★★★★ | 25-30 |
| Aluminiumoxid (Al₂O₃) | 1.2 | ★★★☆☆ | 15-20 |
| Graphit (C) | 5,0 | ★★☆☆☆ | 10-15 |
SiC bietet das beste Gleichgewicht zwischen Wärmeleitfähigkeit, chemischer Stabilität und Kosten und ist ein Ideal Zusatz für Aluminiumgussgips .
Wie kann die Durchlässigkeit von Gipsformen ohne Einbußen bei der Festigkeit optimiert werden?
Die Optimierung der Luftdurchlässigkeit ohne Einbußen bei der Festigkeit von Gipsformen erfordert eine Synergie aus Materialmodifikation, Prozesskontrolle und Strukturdesign. So funktioniert es:
Materialoptimierung: Steuert die Porositätserzeugung
(1) Präzise Zugabe von Schaummittel
- Auswahl des Treibmittels: Es wird Natriumdodecylsulfat (SDS) (0,3–0,5 %) verwendet, dessen Molekülstruktur (C₁₂H₂₅SO₄Na) gleichmäßige Mikroblasen (50–200 μm Durchmesser) in der Aufschlämmung bildet.
- Wirkungsmechanismus: SDS reduziert die Oberflächenspannung der Flüssigkeit und die Blasen werden stabil in der Putzmatrix verteilt, wodurch der durch übermäßige lokale Porosität verursachte Festigkeitsverlust vermieden wird (wenn die gemessene Blasenrate <3 % beträgt, nimmt die Festigkeit nicht wesentlich ab).
(2) Verstärkte Fasermischung
- Fasertyp: Fügen Sie 0,1–0,2 % Glasfaser (Länge 3 mm) oder Cellulose-Nanofasern hinzu, um den Festigkeitsverlust auszugleichen, der durch die Schaumbildung durch Faserbrückenbildung entsteht.
- Datenvergleich: Wenn keine Fasern hinzugefügt werden, nimmt die Festigkeit nach dem Schäumen um etwa 15 % ab und die Festigkeitserhaltungsrate beträgt nach der Zugabe > 95 %.
2. Prozesskontrolle: Vakuumrühren und Aushärten
(1) Vakuumrührparameter
- Vakuum: -0,08 MPa (absoluter Druck etwa 0,02 MPa). Unter dieser Bedingung ist die Blasenexpansion kontrollierbar und eine übermäßige Verschmelzung wird vermieden.
- Rührgeschwindigkeit: 300–400 U/min (Paddelrührer), um sicherzustellen, dass das Treibmittel gleichmäßig verteilt wird, aber nicht zu stark schert und die Blasenstruktur zerstört.
(2) Optimierung der Aushärtungsbedingungen
- Trocknungstemperatur: Stufenweises Erhitzen (40°C→60°C→80°C) verhindert ein zu schnelles Aushärten und Verschließen der Poren der Oberfläche.
- Luftfeuchtigkeitskontrolle: Die relative Luftfeuchtigkeit beträgt 50–60 %, was die Verdunstung von Wasser verlangsamt und Mikrorisse reduziert.
3.Strukturelles Design: abgestufte Lochstruktur
- Makroskopische Porosität: Richtungskanäle (0,5–1 mm Porengröße) werden durch 3D-Druck oder Formprägung eingeführt, um die Effizienz des Gaspermeationspfads zu verbessern.
- Mikroporosität: Die durch das Treibmittel erzeugten Mikroporen (<200 μm) fungieren als Hilfsosmoseknoten und bilden ein durchgehendes Netzwerk.
- Verbesserte Atmungsaktivität: Die abgestufte Struktur verbessert die Luftdurchlässigkeit um mehr als 50 % (ASTM C577-Test) und behält gleichzeitig eine Druckfestigkeit von 12 MPa (Norm EN 13245).
4. Daten zur Leistungsüberprüfung
| Index | Traditioneller Gips | Optimierter Putz | Prüfstandard |
|---|---|---|---|
| Luftdurchlässigkeit (cm³/min) | 20 | 30(+50%) | ASTM C577 |
| Druckfestigkeit (MPa) | 12 | 12 (gleich) | EN 13245 |
| Porosität (%) | 15 | 25 (kontrollierbarer Anstieg) | ISO 5017 |
5. Kernpunkte
- Gefahr von übermäßigem Schaummittel: Die Zugabe von mehr als 0,7 % SDS führt zur Blasenverschmelzung und einem Festigkeitsverlust von mehr als 30 %.
- Steuerung der Faserorientierung: Zufällig verteilte Fasern sind besser als eine gerichtete Anordnung, die zu einer Permeabilitätsanisotropie führen kann.
- Wirtschaftliche Bilanz: Die Gesamtkosten steigen um etwa 8–10 %, aber die Lebensdauer der Form verlängert sich um 20 % (aufgrund der verbesserten Luftdurchlässigkeit und der geringeren thermischen Spannungsrissbildung).
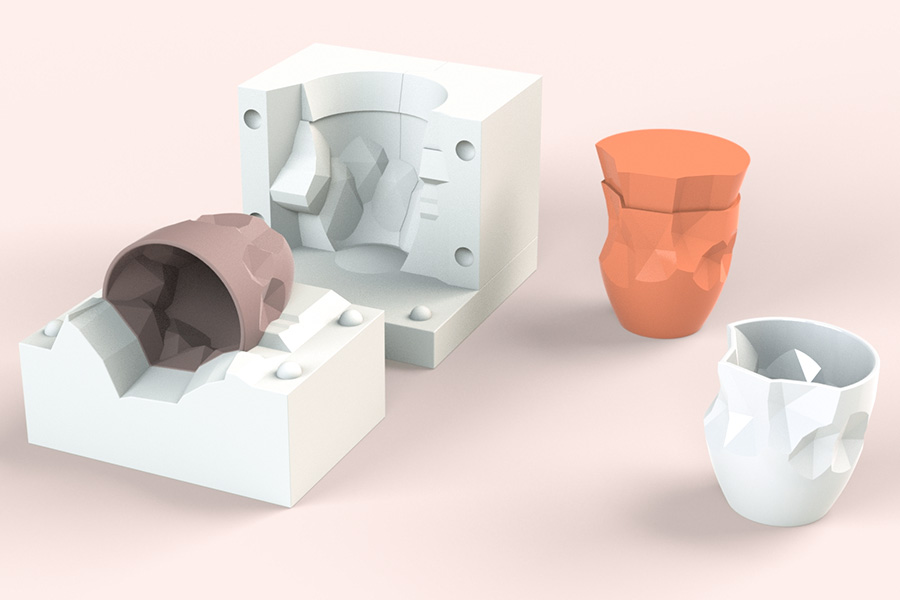
Warum Silikon mit Gips für komplexe Geometrien kombinieren?
Der Zweck der Kombination von Silikon und Gips zur Herstellung von Verbundformen besteht darin, Fülle zu erzeugen Nutzen Sie die komplementären Vorteile der beiden Materialien und erreichen Sie die beste Balance zwischen komplexen geometrischen Formen, hochpräzisen Details und effizienter Entformung. Im Folgenden sind die spezifischen Gründe und technischen Punkte aufgeführt:
1. Lösen Sie die Einschränkungen eines einzelnen Materials
| Material | Vorteile | Nachteile | Verbesserungen nach der Compoundierung |
|---|---|---|---|
| Gips | Hohe Festigkeit, hohe Temperaturbeständigkeit, niedrige Kosten | Hohe Sprödigkeit, schwer entformbar. Komplexe Struktur | Gips als tragendes Skelett zur Gewährleistung der Gesamtfestigkeit |
| Silikon | Hohe Elastizität, Nachbildung feiner Texturen | Schlechte Temperaturbeständigkeit (<200°C) | Silikon als Hohlraumschicht zur genauen Nachbildung von Details |
2. Die Hauptvorteile von Verbundformen
(1) Hochpräzise Replikationsfunktion
Parameter der Silikonschicht:
- Die Dicke beträgt 2 mm (Shore A 40-Härte), die Fließfähigkeit ist gut und es kann mit 50 μm-Texturen (z. B. Schmuckmustern, biomimetischen Strukturen) gefüllt werden.
- Die Schrumpfungsrate beim Aushärten beträgt <0,1 % und die Dimensionsstabilität beträgt ±0,02 mm (weit über ±0,1 mm von reinem Gips).
Fall:
Beim Gießen von Anhängern aus 18-Karat-Gold ist die von der Kompositform reproduzierte 50 μm große Textur (z. B. Federdetails) zu 95 % vollständig, während die reine Gipsform nur 30 % beibehalten kann.
(2) Komplexes geometrisches Entformungsdesign
- Optimierung des Entformungswinkels: Die Elastizität des Silikons ermöglicht einen minimalen Entformungswinkel von 45° (60° ≥für reinen Gips, geeignet für Hinterschneidungen, Hohlstrukturen (z. B. Zahnradhohlräume, Spiralornamente).
- Trenntechnologie: Das Aufsprühen einer Nano-Trennbeschichtung (z. B. PTFE-modifizierte Lösung) reduziert den Reibungskoeffizienten auf <0,1 und reduziert die Entformungskraft um 70 %.
(3) Synergie zwischen Stärke und Flexibilität
- Lastverteilung: Die Gipsschale steht unter einem Gießdruck von 90 % (z. B. 10 MPa Aufprall beim Einspritzen einer Aluminiumlegierung), und der innere Hohlraum aus Silikon verteilt lokale Spannungen, um Risse zu vermeiden.
- Vergleich der Lebensdauer: Die Verbundform kann mehr als 50 Mal wiederverwendet werden (nur 5–10 Mal bei reiner Silikonform und brüchige Kanten bei reiner Gipsform).
3. Typische Anwendungsszenarien
- Schmuckguss :Komplexe Muster (z. B. vierblättrige Kleeblatttexturen von Van Cleef & Arpels) werden nachgebildet, und das Silikon wird elastisch verformt, wenn das Wachsmuster ohne Schaden entfernt wird.
- Medizinische Geräte: Die poröse Struktur desgegossene Titanlegierung Knochennagel (Lochdurchmesser 100–200 μm), das Kieselgel ist präzise geformt und der Gips sorgt dafür, dass die Sinterung nicht deformiert wird.
- Kunstskulptur:Geschwungene Details (z. B. Haare, Falten) von Harz-/Bronzestatuen ohne Rückstände nach dem Entformen.
4. Schlüsselparameter verarbeiten
| Verfahren | Parameteranforderungen | Funktion |
|---|---|---|
| Silikonguss | Vakuumentgasung (-0,1 MPa, 5 Minuten halten) | Beseitigen Sie Blasen und vermeiden Sie Nadellöcher auf der Oberfläche |
| Gipsverbund | Gipsbrei-Wasser-Zement-Verhältnis 0,28:1 (Norm EN 13245) | Stellen Sie sicher, dass die Schalenfestigkeit ≥ 20 MPa beträgt |
| Aushärtebedingungen | Silikon 25°C×24h + Gips 40°C×12h | Schichtweise Aushärtung, um ein Ablösen der Grenzfläche zu vermeiden |
| Entformungsbehandlung | Trennmittelspray 3μm dick (elektrostatisches Sprühverfahren) | Reduziert die Haftung zwischen Silikon und Guss |
5. Wirtschaftsanalyse
- Kostenvergleich: Die Kosten für Verbundformen sind 40 % niedriger als die von reinen Silikonformen (Einsparung der verwendeten Silikonmenge) und 20 % höher als die von reinen Gipsformen (aber die Ausschussrate wird von 15 % auf 3 % reduziert).
- Effizienzsteigerung: Die Entformungszeit wird auf 5 Sekunden reduziert (1-2 Minuten bei reinem Gips mit mechanischem Hebeln).
Silikon-Gips-Verbundform durch das Design von „Steifigkeit und Flexibilität“:
- Silikon ermöglicht eine Reproduktion im Mikrometerbereich und Entformen komplexer Strukturen;
- Gips bietet hohe Temperaturstabilität und Wirtschaftlichkeit.
Diese Kombination eignet sich besonders für Bereiche, die Präzision, geometrische Komplexität und Massenproduktionskosten erfordern (z. B. hochwertiger Schmuck, Präzisionsteile) und stellt eine revolutionäre Weiterentwicklung traditioneller Formen aus einem Material dar.
Zusammenfassung
In Metallguss Die Wahl des Gipses steht in direktem Zusammenhang mit der Präzision, der Oberflächenqualität und der Formlebensdauer des Gussstücks. α-Halbhydratgips hat sich aufgrund seiner hohen Festigkeit, geringen Ausdehnungsrate und hervorragenden thermischen Stabilität zum Mainstream entwickelt. Die hohe Temperaturbeständigkeit (über 1600 °C) kann durch Zugabe von feuerfesten Füllstoffen wie Zirkonpulver und Siliziumkarbid weiter verbessert werden.
Für hochpräzise Gussteile (z. B. Teile aus Titanlegierungen für die Luftfahrt), Formen aus phosphatmodifiziertem Gips oder Silikon-Gips-Verbundformen sind erforderlich, um Festigkeit und Detailwiedergabefähigkeit in Einklang zu bringen. In Zukunft mit der Integration von Nanomodifikation und 3D-Drucktechnologie Gussformen auf Gipsbasis werden sich zu höherer Effizienz und geringeren Kosten weiterentwickeln und die Entwicklung der Präzisionsmetallfertigung weiter vorantreiben.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Serie Es werden keinerlei ausdrückliche oder stillschweigende Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen abgegeben. Daraus sollte nicht geschlossen werden, dass die Leistungsparameter, geometrischen Toleranzen, spezifischen Designmerkmale, Materialqualität und -art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk bereitstellt, nicht berücksichtigt werden. Dies liegt in der Verantwortung des Käufers Fordern Sie ein Angebot für Teile an um die spezifischen Anforderungen für diese Teile zu ermitteln. Bitte kontaktieren Sie uns, um weitere Informationen zu erhalten .
LS-Team
LS ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Mit über 20 Jahren Erfahrung in der Betreuung von mehr als 5.000 Kunden legen wir Wert auf höchste Präzision CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit mehr als 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um Kleinserienproduktion oder Massenanpassung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählen LS-Technologie Es bedeutet, sich für Effizienz, Qualität und Professionalität zu entscheiden.
Um mehr zu erfahren, besuchen Sie bitte unsere Website: www.lsrpf.com
FAQs
1.Welches ist das beste Pflaster?
Bei industriellen Anwendungen gilt α-Halbhydrat-Gips (α-CaSO₄·0,5H₂O) aufgrund seiner einzigartigen Leistungsvorteile als die beste Wahl. Dieser Gips wird durch Hochdruckautoklavieren hergestellt und die Kristalle haben eine dichte, kurze Säulenstruktur, wodurch seine Druckfestigkeit (25–40 MPa) viel höher ist als die von gewöhnlichem β-Gips (8–15 MPa) und gleichzeitig eine geringere Wasserabsorptionsrate (<5 %) und eine feinere Oberflächenbeschaffenheit (Ra bis zu 1,6 μm) aufweist. Im Bereich Feinguss, wie z Feinguss von Turbinenschaufeln oder Schmuckstücken für die Luft- und Raumfahrt α-Gips kann Details bis zu einer Größe von 20 μm perfekt wiedergeben und behält auch nach dem Sintern bei hohen Temperaturen seine Dimensionsstabilität (Längenausdehnungskoeffizient < 0,1 %) bei. Darüber hinaus kann die Verschleißfestigkeit und Feuchtigkeitsbeständigkeit nach der Modifizierung durch Dotierung mit Nano-Aluminiumoxid oder Silan-Haftvermittler weiter verbessert werden, um den Anforderungen extremer Arbeitsbedingungen gerecht zu werden.
2. Kann Gips auf Metall verwendet werden?
Gips wird nicht nur für den Metallguss verwendet, sondern spielt auch in der modernen Industrie eine Schlüsselrolle . Am Beispiel des Aluminiumlegierungsgusses ist es notwendig, phosphatmodifizierten Gips zu verwenden, der mit Zirkonpulver (ZrSiO₄) (40-50 %) gemischt ist, um die Feuerfestigkeit der Form auf über 1600 °C zu bringen und das Eindringen von geschmolzenem Aluminium zu verhindern. Bei Superlegierungen (z. B. Superlegierungen auf Nickelbasis) wird Siliziumkarbid (SiC) (15–20 %) eingebracht, um die Wärmeleitfähigkeit zu verbessern, kombiniert mit einem stickstoffgeschützten Sinterprozess (Sauerstoffgehalt < 500 ppm), um Formrisse zu verhindern. Die neuesten Forschungsergebnisse zeigen, dass durch den 3D-Druck von Verbundwerkstoffen auf Gipsbasis (z. B. Gips-Phenolharze) Turbinengussformen mit Kühlkanälen direkt hergestellt werden können, wodurch der traditionelle 6-wöchige Formenherstellungszyklus auf 72 Stunden verkürzt und der traditionelle Metallgussprozess gestört wird.
3.Was wird für den Metallguss verwendet?
Der Bereich Metallguss setzt hauptsächlich auf spezielle technische Gipssysteme : (1) Feinguss: die Verwendung von Silica-Sol-Gips-Verbundmaterialien (Zirkonpulver 45 % α-Gips 35 %) durch Vakuumrühren (Blasenrate <1 %), um eine Oberflächengenauigkeit von Ra 0,8 μm zu erreichen, die typischerweise in Einkristallschaufeln für Flugzeugtriebwerke verwendet wird. (2) Sandguss: Quarzsandverstärkter Gips (70 % SiO₂, 25 % α-Gips), Zugabe von Bentonit (5 %) zur Verbesserung der Luftdurchlässigkeit, verwendet für große Eisengussteile (z. B. Werkzeugmaschinenbasen), Druckfestigkeit ≥ 15 MPa (Norm EN 13245). (3) Druckgussunterstützung: Beim Druckguss von Aluminiumlegierungen wird nanographitmodifizierter Gips (Wärmeleitfähigkeit 3,5 W/m·K) als Übergangsform verwendet, der dem Aufprall von 800 °C geschmolzenem Aluminium standhalten und die Menge an Trennmittel um 60 % reduzieren kann.
4. Wofür wird Gips verwendet?
Die Verwendung von Gips umfasst eine Reihe von High-Tech-Bereichen: (1) Industrieller Guss: Als Kernmaterial des Feingusses werden daraus Präzisionskomponenten wie Turbinenschaufeln und künstliche Gelenke hergestellt, und 70 % der Gussteile aus Titanlegierungen weltweit basieren auf dem Gipsverfahren. (2) Gebäudetechnik: Für den Ausgleich von Fußbodenheizungen wird selbstnivellierender Putz (β-Gips-Zelluloseether) verwendet, der eine Wärmeleitfähigkeit von 0,2 W/m·K aufweist und damit 30 % energiesparender ist als zementbasierte Materialien. (3) Biomedizin: Halbhydratisierter α-Pflaster (medizinischer Qualität) wird zur orthopädischen Fixierung verwendet. Seine mikroporöse Struktur (Porengröße 50–100 μm) fördert das Wachstum von Knochenzellen und der Abbauzyklus erfolgt im Einklang mit der Knochenheilung. (4) Kunstreproduktion: Durch digitales Scannen und 3D-Drucken von Gipsformen können die Details kultureller Relikte (z. B. Bronzeornamente) 1:1 mit einer Genauigkeit von ± 0,01 mm reproduziert werden. Derzeit, gipsbasierte Funktionsmaterialien (z. B. Phasenwechsel-Energiespeicherputz) fördern ihre Anwendungsdurchbrüche im Bereich der neuen Energien.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


