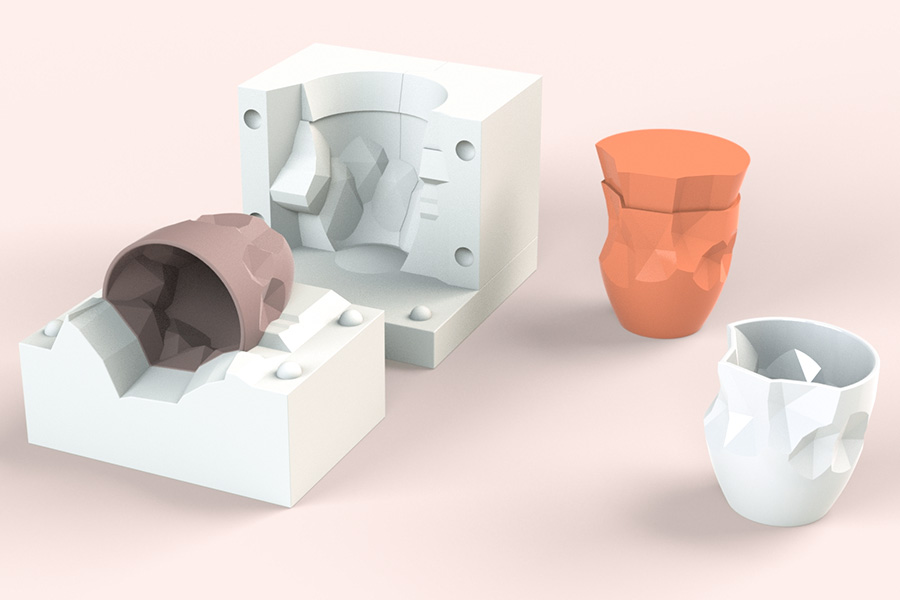
金属鋳物は、今でも重要な位置を占める古代の工芸品です現代の産業では。石膏鋳造は、その独特の利点により好まれています。金属鋳造に欠かせない石膏材料は、鋳物成形の品質、生産効率、コスト管理に影響を与えます。石膏鋳造技術は紀元前4000年のメソポタミア文明で誕生しました。産業革命以降に大きく発展しました。現在では美術品の複製、宝飾品製造、航空宇宙などの高精度鋳造分野で使用されています。完全なプロセスシステムが形成されており、石膏材料の選択が中心的なリンクです。
この記事では、を包括的に分析します。金属鋳造に使用されるさまざまな種類の石膏材料基本的な特性、専門的な公式、選択基準、応用スキルをカバーし、鋳造業界の専門家や金属工芸愛好家向けの詳細なガイドを提供します。
高温鋳造石膏の特徴は何ですか?
高温鋳造石膏(高温焼成石膏またはセラミック石膏とも呼ばれます)は、特別に処理された石膏材料です。そのユニークな機能は主に次の側面に反映されています。
1.高温焼成プロセス
約800℃〜1000℃の高温で焼成すると、二水石膏(CaSO4・2H2O)が完全に脱水され、無水石膏(CaSO4)になります。同時に結晶構造がより安定し、耐熱性が大幅に向上します。
2.優れた耐高温性
500℃以上の高温にも耐えられます(通常の漆喰は100℃程度です)ので、以下のような高温環境に適しています。金属鋳物(アルミニウム合金、銅合金など) 、モデルの亀裂や変形を避けるため。
3.低膨張率・高精度
高温処理後の石膏の熱膨張係数は非常に低いため、型の寸法安定性を維持でき、鋳造品の高度な細部の復元が保証され、鋳造品の精密な復元が保証されます。精密鋳造。
4.高強度、耐摩耗性
結晶構造の緻密化により、圧縮強度と曲げ強度が従来のものよりも大幅に高くなります。普通の石膏、溶融金属の衝撃力や繰り返しの摩耗に耐えることができます。
5.低気孔率と低吸湿性
高温焼成により内部気孔率が減少し、吸水率が低下し、金属鋳造時の吸湿や気孔欠陥による強度の低下が回避されます。
6.応用分野
主に使用されるのは、インベストメント鋳造航空宇宙、ジュエリー、アートなどの分野、および高温セラミック金型の製造に使用されます。
一般漆喰との比較:一般の鋳造漆喰(α・β半水石膏)は耐熱性が低く強度が低いのに対し、高温漆喰は徹底した脱水と結晶再構築により性能の質的飛躍を実現します。

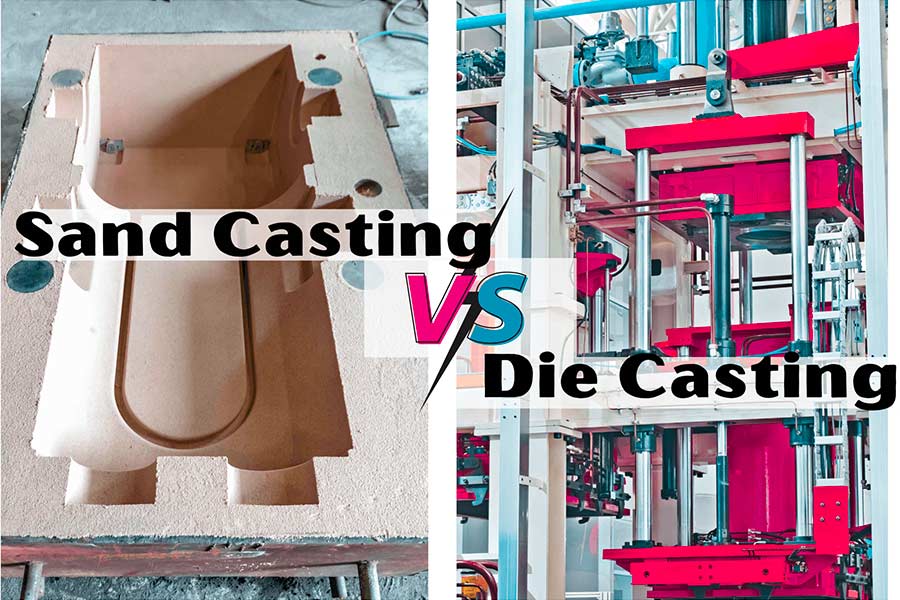
インベストメント鋳造石膏は砂型鋳造法とどう違うのですか?
式インベストメント鋳造石膏と砂型鋳造石膏の違いは主に耐火性充填剤、石膏の種類、添加剤、性能指標に反映されます。具体的な比較は以下の通りです。
1.配合組成と材質の違い
| 成分・特徴 | インベストメント鋳造石膏 | 砂型石膏 |
|---|---|---|
| 主な耐火物フィラー | ジルコン粉末(45%以上、高純度ZrSiO₄) | 珪砂 (60-70%、SiO₂ 含有量 ≥95%) |
| 石膏母材 | リン酸塩改質石膏(良好な高温安定性) | α半水石膏(従来型または高強度タイプ) |
| 添加剤 | ホウ酸(焼結温度を下げる)、シリカ粉末(密度を高める) | ベントナイト(通気性向上)、木材スルホン酸塩(接着) |
| バインダー | 高温セラミックバインダー(シリカゾルなど) | 石膏自己接着性、少量の有機バインダー補助剤 |
2.主要性能仕様の比較
| パフォーマンス指標 | インベストメント鋳造石膏 | 砂型石膏 |
|---|---|---|
| 耐火物温度 | ≥1600°C (ジルコン粉末は高温に耐えます) | ≤1200°C (珪砂の相変化温度の影響を受ける) |
| 線膨張係数 | <0.15%(800℃試験、低膨張) | 0.3~0.5%(石英は高温で著しく膨張します) |
| 圧縮強度 | ≧25MPa(JIS R5201耐火等級A) | ≥15MPa (EN 13245 規格) |
| 通気性 | 低い(緻密な構造、添加剤による調整が必要) | 高 (石英砂は自然に高い多孔率を持っています) |
| 表面仕上げ | Ra≦1.6μm(精密鋳造に最適) | Ra≧3.2μm(より高い粗さ) |
3.主要な相違点の分析
耐火性フィラー:
- ジルコン粉末(高温耐性、低膨張)はインベストメント鋳造に使用されます、砂型鋳造では珪砂(低コストですが高温で相変化しやすい)が使用されます。
- 珪砂は573℃でβ→α石英相転移を起こし、体積が1.4%急激に増加し、砂型が割れる危険性があります。
石膏の種類:
- インベストメント石膏は耐熱性を向上させるためにリン酸塩で変性されています(高温での石膏の分解を避ける);砂漆喰はα半水石膏の初期強度に依存します。
アプリケーションシナリオ:
- インベストメント石膏は薄肉の精密部品 (航空ブレードや宝飾品など) に使用され、砂石膏は粗加工された大型部品 (鋳鉄部品など) に適しています。
4.代表的なレシピ例
インベストメント鋳造石膏:
- ジルコン粉末 45% リン酸石膏 35% シリカ粉末 15% ホウ酸 5%
(注:気泡を減らすために真空撹拌が必要です)
砂型石膏:
- 珪砂 65% α-セミ水和石膏 30% ベントナイト 5%
(注:水の添加割合は通常30~35%)
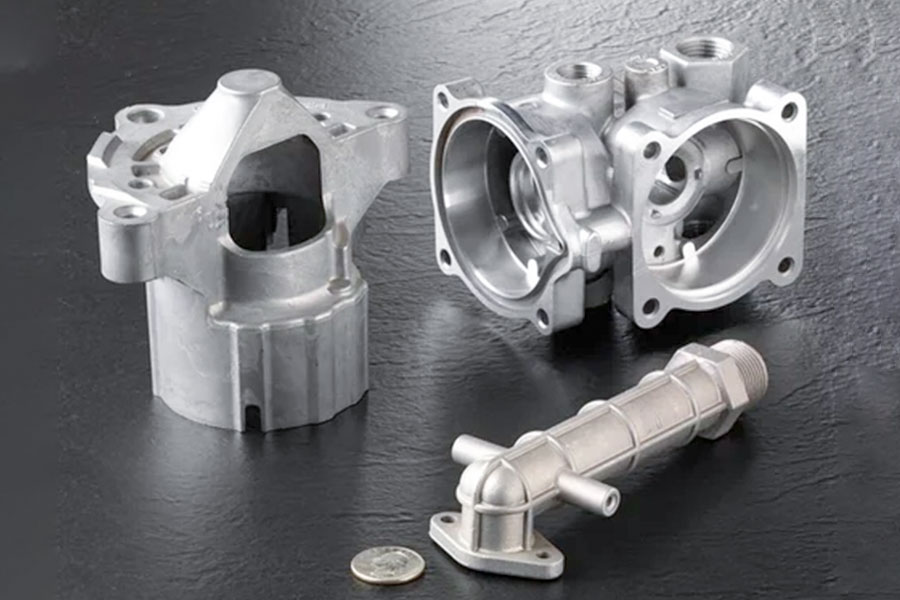
なぜアルミ鋳物石膏に炭化ケイ素を添加するのですか?
アルミニウム鋳造石膏への炭化ケイ素 (SiC) の添加は、主にその物理的および化学的特性に基づいています。鋳造プロセスを最適化する。具体的な理由と効果は次のとおりです。
1.コア機能:熱伝導率の向上
熱伝導率の比較:
- 純粋な石膏の熱伝導率はわずか約 0.5 W/m・K ですが、15 ~ 20% の炭化ケイ素 (200 メッシュ) を添加すると、熱伝導率は 2.8 W/m・K に上昇します (ASTM D5470 試験基準)。
凝固効率:
- 高い熱伝導率により、アルミニウム液体の熱伝達が促進されます。凝固時間は、アルミニウム合金鋳物s が 22% 短縮され、結晶粒の粗大化のリスクが軽減され、機械的特性が向上します (引張強度の 10 ~ 15% の増加など)。
2.主な作用機序
| 機能的寸法 | 原理説明 |
|---|---|
| 熱伝導向上 | SiC は緻密な結晶構造と高いフォノン熱伝達効率を備えており、アルミニウム液体から熱を素早く除去し、局所的な過熱を回避できます。 |
| 熱膨張のマッチング | SiCの線膨張係数(4.0×10-6/℃)はアルミニウム合金(23×10-6/℃)に近く、金型鋳造時のストレスクラックを低減します。 |
| 耐摩耗性の向上 | SiC 硬度 (モース 9.5) により、金型表面のアルミニウムの液体浸食に対する抵抗力が強化され、金型の寿命が延長されます (約 30%)。 |
3. 副作用抑制技術
酸化防止処理:
- 0.5% ホウ酸 (H3BO3) を添加すると、高温でホウケイ酸ガラス膜が形成され、SiC の酸化 (4SiC + 3O2 → 2SiO2 + 4C) が抑制され、CO 気泡欠陥が回避されます。
pHコントロール:
- SiC と石膏 (CaSO4) の間の酸腐食反応を防ぐために、スラリーの pH 値を 9.5 ~ 10.2 (アルカリ性環境) に維持します。
4. 実際のアプリケーションデータ
鋳造不良率:
- SiC無添加時の表面気孔率は5%程度ですが、添加後は1.2%まで低下します(ガス滞留を抑制するため凝固速度が速くなるため)。
表面仕上げ:
- SiC は石膏の微細構造を改善し、鋳物の表面粗さがRa6.3μmからRa3.2μmに向上。
5. 他のフィラーとの比較
| 添加剤 | 熱伝導率(W/m・K) | アルミニウムの耐浸食性 | コスト (元/kg) |
|---|---|---|---|
| 炭化ケイ素(SiC) | 2.8 | ★★★★★ | 25-30 |
| 酸化アルミニウム(Al₂O₃) | 1.2 | ★★★☆☆ | 15-20 |
| グラファイト(C) | 5.0 | ★★☆☆☆ | 10-15 |
SiC は熱伝導率、化学的安定性、コストのバランスが最も優れており、理想的な材料です。アルミ鋳物石膏用添加剤。
強度を犠牲にすることなく石膏型の浸透性を最適化するにはどうすればよいですか?
石膏型の強度を犠牲にすることなく通気性を最適化するには、材料の変更、プロセス制御、構造設計の相乗効果が必要です。仕組みは次のとおりです。
材料の最適化: 気孔の生成を制御
(1) 発泡剤の正確な添加
- 発泡剤の選択: ドデシル硫酸ナトリウム (SDS) (0.3 ~ 0.5%) が使用され、その分子構造 (C12H25SO4Na) によりスラリー中に均一な微小気泡 (直径 50 ~ 200 μm) が形成されます。
- 作用機序:SDSは液体の表面張力を低下させ、気泡が左官母材中に安定して分布し、局所的な過剰な気孔率による強度低下を回避します(測定された気泡率が3%未満の場合、強度は大幅に低下しません)。
(2) 強化繊維配合
- 繊維タイプ: 繊維架橋による発泡による強度損失を補うために、0.1 ~ 0.2% のガラス繊維 (長さ 3 mm) またはセルロース ナノファイバーを添加します。
- データ比較:繊維無添加の場合、発泡後の強度は約15%低下しますが、添加後の強度維持率は95%以上です。
2. プロセス制御: 真空撹拌と硬化
(1) 真空撹拌パラメータ
- 真空度:-0.08MPa(絶対圧力約0.02MPa)、この条件では気泡の膨張を制御でき、過度の合流を避けることができます。
- 撹拌速度:300-400rpm (パドル撹拌機)。発泡剤が均一に分散されますが、過度の剪断や気泡構造の破壊は避けられます。
(2) 硬化条件の最適化
- 乾燥温度: 段階的に加熱 (40°C→60°C→80°C) することで、表面が硬化して毛穴が急速に密閉されるのを防ぎます。
- 湿度制御: 相対湿度は 50 ~ 60% で、水の蒸発速度が遅くなり、微小亀裂が減少します。
3.構造設計:段階的な穴構造
- 巨視的気孔率: 3D プリンティングまたは金型エンボス加工によって指向性チャネル (気孔サイズ 0.5 ~ 1 mm) を導入し、ガス透過経路の効率を向上させます。
- 微小孔率: 発泡剤によって生成された微小孔 (<200 μm) は、貫通ネットワークを形成する補助的な浸透ノードとして機能します。
- 通気性の向上: 傾斜構造により、12 MPa (EN 13245 規格) の圧縮強度を維持しながら、通気性が 50% 以上向上します (ASTM C577 テスト)。
4. 性能検証データ
| 索引 | 伝統的な漆喰 | 最適化された石膏 | 試験規格 |
|---|---|---|---|
| 通気性 (cm3/分) | 20 | 30(+50%) | ASTM C577 |
| 圧縮強度(MPa) | 12 | 12(同) | EN 13245 |
| 気孔率 (%) | 15 | 25(制御可能な増加) | ISO5017 |
5. 重要なポイント
- 発泡剤過剰の危険性:SDSを0.7%以上添加すると気泡が混入し、強度が30%以上低下します。
- 繊維配向制御: 繊維の方向性の配置よりも、ランダムに分布した繊維の方が優れています。これにより、透過率の異方性が生じる可能性があります。
- 経済的バランス: 全体のコストは約 8 ~ 10% 増加しますが、金型寿命は 20% 延長されます (通気性の向上と熱応力亀裂の減少により)。
複雑な形状にシリコーンと石膏を組み合わせる理由は何ですか?
シリコーンと石膏を組み合わせて複合型を作成する目的は、完全な成形を行うことです。 2 つの材料の相補的な利点を活かし、複雑な幾何学的形状、高精度のディテール、効率的な脱型の間で最適なバランスを実現します。具体的な理由と技術的なポイントは次のとおりです。
1.単一材料の限界を解決する
| 材料 | 利点 | 短所 | 配合後の改善点 |
|---|---|---|---|
| 石膏 | 高強度、高温耐性、低コスト | 脆性が高く、脱型が困難 複雑な構造 | 全体の強度を確保するための支持骨格としての石膏 |
| シリコーン | 高い弾性、微細な質感の再現 | 耐熱性が低い (<200°C) | 細部を正確に再現するためのキャビティ層としてのシリコン |
2. 複合金型の主な利点
(1) 超高精度レプリケーション機能
シリコーン層パラメータ:
- 厚さは2mm(ショアA硬度40)で、流動性が良く、50μmのテクスチャ(ジュエリーパターン、生体模倣構造など)を充填できます。
- 硬化収縮率は 0.1% 未満で、寸法安定性は ±0.02mm (純粋な石膏の ±0.1mm をはるかに超えています) です。
場合:
18金ペンダントの鋳造では、複合型で再現される50μmの質感(羽毛の細部など)は95%完成していますが、純粋な石膏型では30%しか保持できません。
(2) 複雑な幾何学的離型設計
- 抜き勾配の最適化:シリコンの弾性により、最小抜き勾配 45° が可能(60° ≥ 純粋な石膏の場合、アンダーカット、中空構造 (ギアキャビティ、スパイラル装飾など) に適しています。
- 離型技術: ナノ離型コーティング (PTFE 改質溶液など) をスプレーすると、摩擦係数が 0.1 未満に減少し、離型力が 70% 減少します。
(3) 強さと柔軟性の相乗効果
- 負荷分散:石膏シェルには90%の鋳造圧力がかかります(アルミ合金射出による10MPa衝撃など)、内部のシリコンキャビティが局所的な応力を分散し、クラックの発生を防ぎます。
- 寿命の比較:複合モールドは 50 回以上再利用できます (純粋なシリコンモールドの場合はわずか 5 ~ 10 回、純粋な石膏モールドの場合はエッジが壊れやすい)。
3. 典型的なアプリケーションシナリオ
- ジュエリーの鋳造:複雑なパターン (ヴァン クリーフ&アーペルの四つ葉のクローバーのテクスチャなど) が複製され、ワックス パターンを剥がすときにシリコンが弾性変形し、ダメージが発生しません。
- 医療機器:医療機器の多孔質構造鋳造チタン合金骨釘(穴径100~200μm)に合わせてシリカゲルを精密成型し、石膏により焼結変形を防ぎます。
- アート彫刻: 樹脂/ブロンズ像の湾曲した細部 (髪、ひだなど) で、型から取り出した後に残留物がありません。
4. プロセスキーパラメータ
| プロセス | パラメータの要件 | 関数 |
|---|---|---|
| シリコン鋳造 | 真空脱泡(-0.1MPa、5分間保持) | 気泡を除去し、表面のピンホールを回避します |
| 石膏複合材 | 石膏スラリー水セメント比 0.28:1 (EN 13245 規格) | シェル強度 ≥ 20MPa を確保する |
| 硬化条件 | シリコン 25℃×24h + 石膏 40℃×12h | 界面剥離を防ぐための積層硬化 |
| 離型処理 | 離型剤スプレー厚さ3μm(静電スプレー方式) | シリコン鋳造の接着を軽減します |
5.経済分析
- コストの比較:複合モールドのコストは、純粋なシリコンモールドよりも 40% 低く (シリコンの使用量を節約)、純粋な石膏モールドよりも 20% 高くなります (ただし、スクラップ率は 15% から 3% に減少します)。
- 効率の向上: 離型時間は 5 秒に短縮されます (機械的なこじ開けを使用した純粋な石膏の場合は 1 ~ 2 分)。
「剛性と柔軟性」を追求したシリコン石膏複合型:
- シリコーンがミクロンレベルの再現を実現複雑な構造の離型。
- プラスターは高温安定性と経済性を提供します。
この組み合わせは、精度、幾何学的複雑さ、および大量生産コストが必要な分野 (高級宝飾品、精密工学部品など) に特に適しており、従来の単一材料金型の革命的なアップグレードです。
まとめ
で金属鋳物、石膏の選択は、鋳物の精度、表面品質、金型の寿命に直接関係します。 α-半水石膏は、高強度、低膨張率、優れた熱安定性により主流となっており、ジルコン粉末や炭化ケイ素などの耐火性フィラーを添加することで、さらに高温耐性(1600℃以上)を向上させることができます。
のために高精度鋳造品(航空チタン合金部品など)、強度とディテール再現能力のバランスをとるために、リン酸塩改質石膏または複合シリコーン石膏型が必要です。将来的には、ナノ修飾と3Dプリンティング技術石膏ベースの鋳型は高効率化、低コスト化を目指して進化し、精密金属製造の発展を推進し続けます。

免責事項
このページの内容は情報提供のみを目的としています。 LSシリーズ情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる種類の表明または保証も行われません。サードパーティのサプライヤーまたはメーカーが Longsheng ネットワークを通じて提供する性能パラメータ、幾何公差、特定の設計特徴、材料の品質、タイプまたは仕上がりを推測すべきではありません。これは購入者の責任です部品の見積もりを依頼するこれらの部品の特定の要件を決定します。お問い合わせください。 詳細についてはこちらをご覧ください。
LSチーム
LS は業界をリードする企業ですカスタム製造ソリューションに焦点を当てます。 5,000 社を超える顧客にサービスを提供してきた 20 年以上の経験により、当社は高精度に重点を置いています。 CNC加工、板金加工、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には 100 台を超える最先端の 5 軸マシニング センターが備えられ、ISO 9001:2015 認証を取得しています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大量カスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶLSテクノロジーそれは、効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com
よくある質問
1.最高の石膏は何ですか?
工業用途では、α-半水石膏(α-CaSO₄・0.5H₂O)がその独特の性能上の利点により最良の選択として認識されています。この漆喰は高圧蒸気滅菌によって作られ、結晶が緻密で短い柱状構造をしているため、圧縮強度(25~40MPa)が通常のβ漆喰(8~15MPa)に比べて非常に高く、同時に吸水率が低く(5%未満)、表面仕上げがより緻密(Ra1.6μmまで)です。精密鋳造などの分野では、航空宇宙用タービンブレードまたは宝飾品のインベストメント鋳造, α石膏は、20μmまでの細部を完璧に再現し、高温で焼結した後でも寸法安定性(線膨張係数<0.1%)を維持します。さらに、ナノアルミナやシランカップリング剤をドーピングして改質することで、耐摩耗性や耐湿性をさらに向上させ、過酷な作業条件のニーズに応えます。
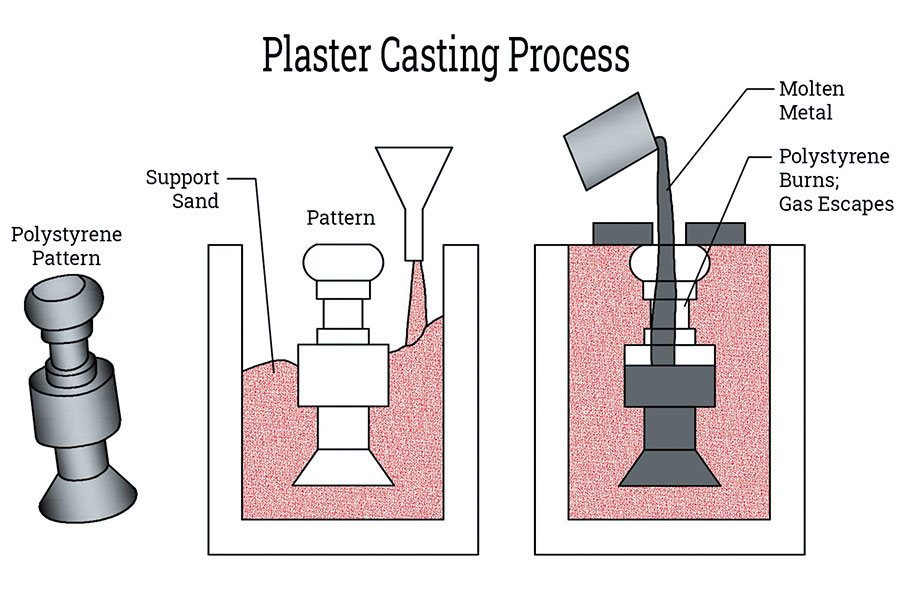
2. 石膏は金属にも使用できますか?
石膏は金属の鋳造に使用されるだけでなく、現代産業において重要な役割を果たしています。アルミニウム合金鋳物を例にとると、鋳型の耐火物を1600℃以上にし、溶融したアルミニウムの浸透を避けるために、ジルコン粉末(ZrSiO4)を40〜50%混合したリン酸塩改質石膏を使用する必要があります。超合金 (ニッケルベース超合金など) の場合、熱伝導率を向上させるために炭化ケイ素 (SiC) (15 ~ 20%) が導入され、金型の亀裂を防ぐために窒素保護焼結プロセス (酸素含有量 < 500ppm) と組み合わせられます。最新の研究では、3D プリンティングの石膏ベースの複合材料 (石膏フェノール樹脂など) により、冷却チャネルを備えたタービン鋳型を直接製造でき、従来の 6 週間かかる鋳型製作サイクルが 72 時間に短縮され、従来の金属鋳造プロセスが破壊されることが示されています。
3.金属鋳造には何が使用されますか?
金属鋳造の分野は主に特殊なエンジニアリング石膏システムに依存しています。 : (1) インベストメント鋳造: シリカゾル-石膏複合材料 (ジルコン粉末 45% α 石膏 35%) を使用し、真空撹拌 (気泡率 <1%) により、Ra 0.8μm の表面精度を達成します。これは、航空機エンジンの単結晶ブレードで一般的に使用されます。 (2) 砂型鋳物: 珪砂強化石膏 (70% SiO₂ 25% α 石膏)、ベントナイト (5%) を添加して通気性を向上させたもの。大型の鉄鋳物 (工作機械のベースなど) に使用されます。圧縮強度 ≥ 15MPa (EN 13245 規格)。 (3)ダイカスト補助:アルミニウム合金ダイカストでは、800℃溶融アルミニウムの衝撃に耐え、離型剤量を60%削減できるナノグラファイト改質石膏(熱伝導率3.5W/m・K)を転移型として使用しています。
4. 石膏は何に使われますか?
石膏の使用は、多くのハイテク分野に及びます。 (1) 工業用鋳造: インベストメント鋳造の中核材料として、タービンブレードや人工関節などの精密部品が製造され、世界のチタン合金鋳物の 70% が石膏プロセスに依存しています。 (2) 建築技術:床暖房のレベリングにはセルフレベリング石膏(β石膏セルロースエーテル)を使用しており、熱伝導率は0.2W/m・Kでセメント系材料に比べ30%省エネです。 (3) 生物医学:α半水和石膏(医療グレード)は整形外科の固定に使用されており、その微多孔構造(孔径50~100μm)が骨細胞の成長を促進し、分解サイクルが骨の治癒と一致しています。 (4) 美術品の複製:デジタルスキャニング・3Dプリンティング石膏型技術により、文化財の細部(青銅装飾品など)を±0.01mmの精度で1:1に再現できます。現在のところ、石膏系機能性材料(相変化エネルギー貯蔵石膏など)新エネルギー分野での応用のブレークスルーを推進しています。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


