金属铸造是一门古老的工艺,至今仍占有重要地位在现代工业中。石膏铸造因其独特的优点而受到青睐。石膏材料是金属铸造中不可缺少的材料,影响着铸件成型质量、生产效率和成本控制。石膏铸造技术起源于公元前4000年的美索不达米亚文明。工业革命后,它得到了极大的发展。现已应用于艺术品复制、珠宝制造、航空航天等高精度铸造领域。完整的工艺体系已经形成,石膏材料的选择是核心环节。
本文将全面分析金属铸造中使用的各类石膏材料涵盖基本特性、专业配方、选用标准和应用技巧,为铸造行业专业人士和金属工艺爱好者提供详细的指导。
高温铸造石膏有何独特之处?
高温浇注石膏(又称高温烧石膏或陶瓷石膏)是一种经过特殊处理的石膏材料。其独特之处主要体现在以下几个方面:
1.高温煅烧工艺
在约800℃~1000℃的高温下进行烧成,使二水石膏(CaSO4·2H2O)完全脱水,转变为无水石膏(CaSO4)。同时晶体结构更加稳定,耐热性显着提高。
2.优异的耐高温性能
可耐500℃以上高温(普通石膏只有100℃左右),适用于高温环境如金属铸造(如铝合金、铜合金) ,避免模型开裂或变形。
3.膨胀率低,精度高
高温处理后的石膏热膨胀系数极低,可保持模具尺寸稳定性,保证铸件细节高度还原,适用于精密铸造。
4.高强度、耐磨性
晶体结构的致密化使其抗压、抗弯强度明显高于普通膏药,并能承受熔融金属的冲击力和反复磨损。
5.低孔隙率、低吸湿性
高温锻烧减少内部气孔,减少吸水率,避免金属铸造时因吸湿或气孔缺陷而损失强度。
六、应用领域
它主要用于熔模铸造航空航天、珠宝、艺术品等领域以及高温陶瓷模具制作。
与普通石膏相比:普通石膏(α/β半水石膏)耐热性差、强度低,而高温石膏通过彻底脱水和晶体重构,实现了性能质的飞跃。

熔模铸造石膏与砂型铸造配方有何不同?
公式熔模铸造石膏和砂型铸造石膏的区别主要体现在耐火填料、石膏种类、添加剂和性能指标上。具体对比如下:
1.配方组成及材质差异
| 成分/特性 | 熔模铸造石膏 | 砂型铸造石膏 |
|---|---|---|
| 主要耐火填料 | 锆英石粉(45%以上,高纯ZrSiO₄) | 石英砂(60-70%,SiO2含量≥95%) |
| 石膏基质 | 磷酸盐改性石膏(高温稳定性好) | α-半水石膏(普通型或高强度型) |
| 添加剂 | 硼酸(降低烧结温度)、硅粉(提高密度) | 膨润土(改善透气性)、木磺酸盐(粘合) |
| 活页夹 | 高温陶瓷结合剂(如硅溶胶) | 石膏自粘,少量有机粘结剂辅助 |
2.关键性能指标对比
| 绩效指标 | 熔模铸造石膏 | 砂型铸造石膏 |
|---|---|---|
| 耐火温度 | ≥1600℃(锆英粉耐高温) | ≤1200℃(受石英砂相变温度影响) |
| 线膨胀系数 | <0.15%(800℃测试,低膨胀) | 0.3-0.5%(石英在高温下显着膨胀) |
| 抗压强度 | ≥25MPa(JIS R5201防火A级) | ≥15MPa(EN 13245标准) |
| 透气性 | 低(结构致密,需要添加剂调节) | 高(石英砂天然具有高孔隙率) |
| 表面光洁度 | Ra≤1.6μm(适用于精密铸造) | Ra≥3.2μm(较高粗糙度) |
3.核心差异分析
耐火填料:
- 锆英粉(耐高温、低膨胀)用于熔模铸造,而砂型铸造则采用石英砂(成本低但高温下易相变)。
- 石英砂在573℃时发生β→α石英相变,体积突然增加1.4%,导致砂型开裂的风险。
石膏类型:
- 熔模石膏用磷酸盐改性以提高耐热性(避免石膏在高温下分解);砂灰泥依赖于α-半水灰泥的初始强度。
应用场景:
- 熔模石膏用于薄壁精密零件(如航空叶片、首饰),砂型石膏适用于大型粗加工零件(如铸铁零件)。
4.典型菜谱举例
熔模铸造石膏:
- 锆石粉45% 磷酸石膏35% 二氧化硅粉15% 硼酸5%
(注:需真空搅拌以减少气泡)
- 石英砂 65% α-半水石膏30% 膨润土 5%
(注:加水比例通常为30-35%)
为什么在铸铝石膏中添加碳化硅?
铝铸造石膏中添加碳化硅(SiC)主要是根据其物理化学性质优化铸造工艺。具体原因及影响如下:
1.核心功能:提高导热性能
导热系数对比:
- 纯石膏的导热系数仅为0.5 W/m·K左右,而添加15-20%碳化硅(200目)后,导热系数上升至2.8 W/m·K(ASTM D5470测试标准)。
凝固效率:
- 高导热率加速了铝液的传热。凝固时间为铝合金铸造s缩短22%,晶粒粗化风险降低,力学性能提高(如抗拉强度提高10-15%)。
2.关键作用机制
| 功能尺寸 | 原理说明 |
|---|---|
| 导热强化 | SiC晶体结构致密,声子传热效率高,可以快速带走铝液中的热量,避免局部过热。 |
| 热膨胀匹配 | SiC线膨胀系数(4.0×10⁻⁶/℃)接近铝合金(23×10⁻⁶/℃),减少模铸应力裂纹。 |
| 耐磨性提高 | SiC硬度(莫氏9.5)增强模具表面抵抗铝液侵蚀的能力,延长模具寿命(约30%)。 |
3、副作用控制技术
抗氧化处理:
- 添加0.5%硼酸(H₃BO₃),在高温下形成硼硅酸盐玻璃膜,抑制SiC氧化(4SiC+3O2→2SiO2+4C),避免CO气泡缺陷。
pH值控制:
- 保持浆料pH值在9.5-10.2(碱性环境),防止SiC与石膏(CaSO₄)发生酸腐蚀反应。
4. 实际应用数据
铸造缺陷率:
- 不添加SiC时表面孔隙率约为5%,添加后下降至1.2%(因为凝固速度加快抑制气体滞留)。
表面光洁度:
- SiC 细化了石膏的微观结构,铸件表面粗糙度由Ra 6.3μm提高到Ra 3.2μm 。
5、与其他填料的比较
| 添加剂 | 导热系数(W/m·K) | 铝的耐腐蚀性 | 成本(元/公斤) |
|---|---|---|---|
| 碳化硅(SiC) | 2.8 | ★★★★★ | 25-30日 |
| 氧化铝 (Al2O3) | 1.2 | ★★★☆☆ | 15-20日 |
| 石墨(C) | 5.0 | ★★☆☆☆ | 10-15日 |
SiC在热导率、化学稳定性和成本之间具有最佳平衡,是一种理想的材料。铝铸造石膏添加剂。
如何在不牺牲强度的情况下优化石膏模具的渗透性?
在不牺牲石膏模具强度的情况下优化透气性需要材料改性、工艺控制和结构设计的协同作用。它的工作原理如下:
材料优化:控制孔隙率的产生
(1)发泡剂的精确添加
- 发泡剂选择:采用十二烷基硫酸钠(SDS)(0.3-0.5%),其分子结构(C₁2H25SO4Na)在浆料中形成均匀的微泡(直径50-200μm)。
- 作用机理:SDS降低液体表面张力,气泡稳定分布在抹灰基质中,避免局部孔隙率过大造成的强度损失(实测气泡率<3%时,强度不明显下降)。
(2)增强纤维复合
- 纤维类型:添加0.1-0.2%玻璃纤维(长度3毫米)或纤维素纳米纤维,以补偿纤维桥联发泡带来的强度损失。
- 数据对比:不添加纤维时,发泡后强度下降约15%,添加后强度保留率>95%。
2、工艺控制:真空搅拌固化
(1)真空搅拌参数
- 真空度:-0.08MPa(绝对压力约0.02MPa),在此条件下,气泡膨胀可控,避免过度合并。
- 搅拌速度:300-400rpm(桨式搅拌器),确保发泡剂分散均匀但不会过度剪切而破坏气泡结构。
(2)固化条件的优化
- 干燥温度:分段加热(40°C→60°C→80°C)可防止表面过快硬化和封闭毛孔。
- 湿度控制:相对湿度50-60%,减缓水分蒸发速度,减少微裂纹。
3.结构设计:分级孔结构
- 宏观孔隙率:通过3D打印或模具压花引入定向通道(0.5-1mm孔径),以提高气体渗透路径的效率。
- 微孔性:发泡剂产生的微孔(<200μm)作为辅助渗透节点,形成贯通网络。
- 提高透气性:分级结构提高透气性50%以上(ASTM C577测试),同时保持12 MPa的抗压强度(EN 13245标准)。
4、性能验证数据
| 指数 | 传统石膏 | 优化石膏 | 测试标准 |
|---|---|---|---|
| 透气度(立方厘米/分钟) | 20 | 30(+50%) | ASTM C577 |
| 抗压强度(MPa) | 12 | 12(同) | EN 13245 |
| 孔隙率(%) | 15 | 25(可控增加) | ISO 5017 |
5. 要点
- 发泡剂过量的风险:添加超过0.7%的SDS会导致气泡合并,强度下降30%以上。
- 纤维取向控制:随机分布的纤维比定向排列的纤维效果更好,定向排列可能会导致渗透率各向异性。
- 经济平衡:总体成本增加约8-10%,但模具寿命延长20%(由于透气性提高,热应力开裂减少)。
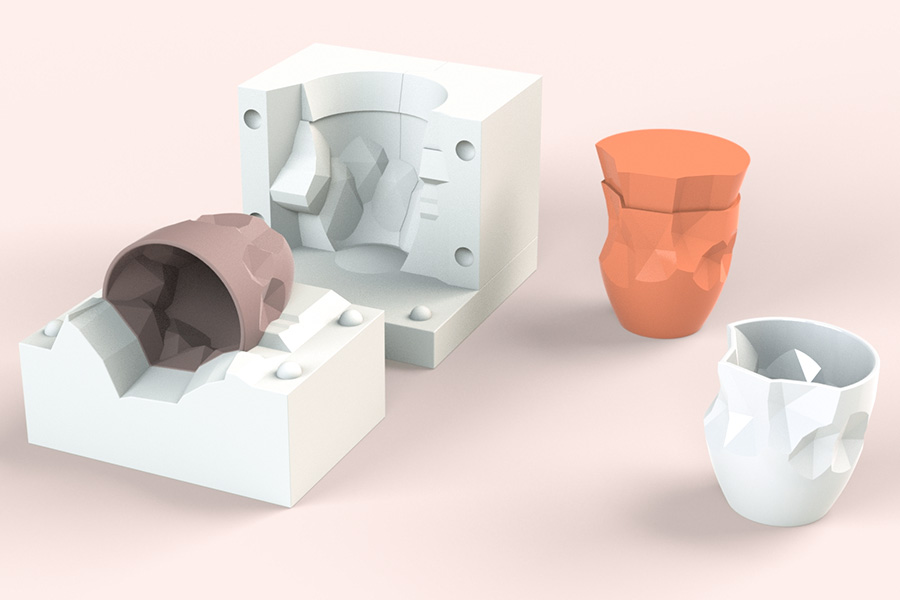
为什么将硅胶与石膏结合用于复杂的几何形状?
将硅胶和石膏结合起来制作复合模具的目的是为了充分赋予发挥两种材料的互补优势,实现复杂几何形状、高精度细节和高效脱模之间的最佳平衡。具体原因及技术要点如下:
1.解决单一材质的局限性
| 材料 | 优点 | 缺点 | 复合后的改进 |
|---|---|---|---|
| 石膏 | 高强度、耐高温、成本低 | 脆性高、脱模困难、结构复杂 | 石膏作为支撑骨架,保证整体强度 |
| 硅酮 | 高弹性,再现细腻纹理 | 耐温性差(<200℃) | 硅胶作为空腔层,可准确复制细节 |
2、复合模具的核心优势
(1)超高精度复制能力
硅胶层参数:
- 厚度2mm(肖氏A 40硬度),流动性好,可填充50μm纹理(如珠宝图案、仿生结构)。
- 固化收缩率<0.1%,尺寸稳定性±0.02mm(远超纯石膏的±0.1mm)。
案件:
在18克拉黄金吊坠的铸造中,复合模具再现的50μm纹理(如羽毛细节)的完整度达到95%,而纯石膏模具只能保留30%。
(2)复杂几何脱模设计
- 拔模角优化:硅胶弹性允许最小拔模角为 45° (60°≥对于纯石膏,适用于底切、空心结构(例如齿轮腔、螺旋装饰品)。
- 脱模技术:喷涂纳米脱模涂层(如PTFE改性溶液),使摩擦系数降至<0.1,脱模力降低70%。
(3)力量与柔韧的协同
- 负载分布:石膏壳承受90%铸造压力(如铝合金注塑10MPa冲击),硅胶内腔分散局部应力,避免裂纹。
- 寿命对比:复合模具可重复使用50次以上(纯硅胶模具只能重复使用5-10次,纯石膏模具边缘易碎)。
三、典型应用场景
- 珠宝铸造:复制复杂图案(如Van Cleef & Arpels梵克雅宝四叶草纹理),蜡纹去除时硅胶弹性变形,零损伤。
- 医疗器械:多孔结构铸造钛合金骨钉(孔径100-200μm),硅胶精密成型,石膏保证烧结不变形。
- 艺术雕塑:树脂/青铜雕像的弯曲细节(如头发、褶皱),脱模后无残留。
4、工艺关键参数
| 过程 | 参数要求 | 功能 |
|---|---|---|
| 硅胶浇注 | 真空脱气(-0.1MPa,保持5min) | 消除气泡并避免表面针孔 |
| 石膏复合材料 | 石膏浆水灰比0.28:1(EN 13245标准) | 确保外壳强度≥20MPa |
| 固化条件 | 硅胶25℃×24h+石膏40℃×12h | 分层固化,避免界面剥落 |
| 脱模处理 | 脱模剂喷涂3μm厚(静电喷涂工艺) | 减少硅胶浇注附着力 |
5.经济分析
- 成本对比:复合模具成本比纯硅胶模具低40%(节省硅胶用量),比纯石膏模具高20%(但废品率从15%降低到3%)。
- 效率提升:脱模时间缩短至5秒(机械撬纯石膏1-2分钟)。
硅胶-石膏复合模具通过“刚柔并济”的设计:
- 硅胶实现微米级再现复杂结构的脱模;
- 石膏提供高温稳定性和经济性。
这种组合特别适用于要求精度、几何复杂性和批量生产成本的领域(如高档珠宝、精密工程零件),是对传统单一材料模具的革命性升级。
概括
在金属铸造、石膏的选择直接关系到铸件的精度、表面质量和模具寿命。 α-半水石膏因其高强度、低膨胀率和优异的热稳定性而成为主流,并且通过添加锆英粉、碳化硅等耐火填料可进一步提高耐高温性能(1600℃以上)。
为了高精度铸件(如航空钛合金零件),需要磷酸盐改性石膏或复合硅酮石膏模具来平衡强度和细节再现能力。未来,随着纳米改性与3D打印技术石膏基铸造模具将向更高效率、更低成本的方向发展,持续推动精密金属制造的发展。

免责声明
此页面的内容仅供参考。 LS系列对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过龙盛网络提供的性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任询问零件报价以确定这些零件的具体要求。请联系我们了解更多信息。
LS队
LS是一家行业领先的公司专注于定制制造解决方案。拥有20多年服务超过5000家客户的经验,我们专注于高精度数控加工,钣金加工, 3D打印,注塑成型,金属冲压,等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS科技意味着选择效率、品质、专业。
要了解更多信息,请访问我们的网站: lsrpf.com
常见问题解答
1.什么膏药最好?
在工业应用中,α-半水石膏(α-CaSO₄·0.5H2O)因其独特的性能优势被公认为最佳选择。该石膏采用高压蒸压而成,晶体致密,短柱状结构,使其抗压强度(25-40MPa)远高于普通β石膏(8-15MPa),同时具有更低的吸水率(<5%)和更精细的表面光洁度(Ra可达1.6μm)。在精密铸造领域,如航空航天涡轮叶片或珠宝的熔模铸造,α石膏即使在高温烧结后也能完美再现小至20μm的细节并保持尺寸稳定性(线膨胀系数<0.1%)。另外,通过掺杂纳米氧化铝或硅烷偶联剂进行改性后,其耐磨性和防潮性可进一步提高,以满足极端工况的需要。
2. 石膏可以用在金属上吗?
石膏不仅用于金属铸造,在现代工业中也发挥着关键作用。以铝合金铸造为例,需采用磷酸盐改性石膏掺入锆英粉(ZrSiO₄)(占40-50%),使铸型耐火度超过1600℃,避免铝液渗透。对于超级合金(例如镍基超级合金),引入碳化硅(SiC)(15-20%)以提高导热性,并结合氮保护烧结工艺(氧含量<500ppm)以防止模具破裂。最新研究表明,3D打印石膏基复合材料(如石膏酚醛树脂)可以直接制造带有冷却通道的涡轮铸造模具,将传统6周的模具制作周期缩短至72小时,颠覆了传统的金属铸造工艺。
3.金属铸造用什么?
金属铸造领域主要依赖特种工程石膏系统:(1)熔模铸造:采用硅溶胶-石膏复合材料(锆英粉45%α石膏35%),通过真空搅拌(起泡率<1%)达到Ra 0.8μm的表面精度,典型应用于航空发动机单晶叶片。 (2)砂型铸造:石英砂增强石膏(70%SiO2+25%α石膏),添加膨润土(5%)改善透气性,用于大型铸铁件(如机床底座),抗压强度≥15MPa(EN 13245标准)。 (3)压铸辅助:在铝合金压铸中,采用纳米石墨改性石膏(导热系数3.5W/m·K)作为过渡模具,可承受800℃铝液的冲击,并减少脱模剂用量60%。
4. 石膏有什么用?
石膏的用途横跨多个高科技领域:(1)工业铸造:作为熔模铸造的核心材料,生产涡轮叶片、人工关节等精密部件,全球70%的钛合金铸件依赖石膏工艺。 (2)建筑技术:地暖找平采用自流平石膏(β石膏纤维素醚),导热系数0.2W/m·K,比水泥基材料节能30%。 (3)生物医学:α半水石膏(医用级)用于骨科固定,其微孔结构(孔径50-100μm)促进骨细胞生长,降解周期与骨愈合同步。 (4)艺术复制:通过数字扫描-3D打印石膏模技术,可以1:1复制文物细节(如青铜纹饰),精度可达±0.01mm。现在,石膏基功能材料(如相变储能石膏)正在推动其在新能源领域的应用突破。
📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页内容仅供参考。 LS制造服务对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。需要零件报价 确定这些部分的具体要求。请联系我们获取更多信息。
LS制造团队
LS Manufacturing是行业领先的公司。专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型。金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: lsrpf.com 。


