Le moulage des métaux est un artisanat ancien qui occupe encore une place importante dans l'industrie moderne. Le moulage en plâtre est privilégié en raison de ses avantages uniques. Les matériaux en plâtre sont indispensables dans la coulée des métaux, affectant la qualité du moulage, l'efficacité de la production et le contrôle des coûts. La technologie du moulage du plâtre est née dans la civilisation mésopotamienne en 4000 avant JC. Il s’est considérablement développé après la révolution industrielle. Il est désormais utilisé dans les domaines du moulage de haute précision tels que la reproduction d’œuvres d’art, la fabrication de bijoux et l’aérospatiale. Un système de processus complet a été formé et la sélection des matériaux de plâtre est le maillon central.
Cet article analysera en détail les divers types de matériaux de plâtre utilisés dans le moulage des métaux , couvrant les caractéristiques de base, les formules professionnelles, les critères de sélection et les compétences d'application, et fournit un guide détaillé pour les professionnels de l'industrie du moulage et les amateurs d'artisanat du métal.
Qu'est-ce qui rend le plâtre coulé à haute température unique ?
Enduit coulé à haute température (également connu sous le nom de plâtre calciné à haute température ou plâtre céramique) est un matériau de plâtre spécialement traité. Ses caractéristiques uniques se reflètent principalement dans les aspects suivants :
1. Processus de calcination à haute température
La calcination à une température élevée d'environ 800°C à 1000°C déshydrate complètement le plâtre dihydraté (CaSO₄·2H₂O) et le convertit en plâtre anhydre (CaSO₄). En même temps, la structure cristalline est plus stable et la résistance à la chaleur est considérablement améliorée.
2. Excellente résistance aux hautes températures
Il peut résister à des températures élevées supérieures à 500 °C (le plâtre ordinaire ne mesure qu'environ 100 °C), adapté aux environnements à haute température tels que moulage de métaux (tels qu'un alliage d'aluminium, un alliage de cuivre) , pour éviter les fissures ou les déformations du modèle.
3. Faible taux d'expansion et haute précision
Le coefficient de dilatation thermique du plâtre après traitement à haute température est extrêmement faible, ce qui permet de maintenir la stabilité dimensionnelle du moule, d'assurer un degré élevé de restauration des détails de la pièce moulée et convient à coulée de précision .
4. Haute résistance et résistance à l'abrasion
La densification de la structure cristalline rend sa résistance à la compression et à la flexion nettement supérieure à celle du plâtre ordinaire , et peut résister à la force d'impact du métal en fusion et à l'usure répétée.
5. Faible porosité et faible absorption d'humidité
La calcination à haute température réduit la porosité interne, réduit l'absorption d'eau et évite la perte de résistance due à l'absorption d'humidité ou aux défauts de porosité lors de la coulée du métal.
6.Champs d'application
Il est principalement utilisé dans moulage de précision dans l'aérospatiale, la bijouterie, l'art et d'autres domaines, ainsi que dans la fabrication de moules en céramique à haute température.
Par rapport au plâtre ordinaire : le plâtre coulé ordinaire (plâtre semi-aqueux α/β) a une faible résistance à la chaleur et une faible résistance, tandis que le plâtre à haute température réalise un saut qualitatif en termes de performances grâce à une déshydratation complète et à une reconstruction cristalline.

En quoi les plâtres de moulage à modèle perdu diffèrent-ils des formules de moulage au sable ?
La formule différences entre le plâtre de moulage à modèle perdu et le plâtre de moulage au sable se reflètent principalement dans les charges réfractaires, les types de plâtre, les additifs et les indicateurs de performance. La comparaison spécifique est la suivante :
1. Composition de la formule et différences matérielles
| Ingrédients/caractéristiques | Plâtre de moulage à modèle perdu | Enduit coulé au sable |
|---|---|---|
| Principales charges réfractaires | Poudre de zircon (plus de 45 %, ZrSiO₄ de haute pureté) | Sable de quartz (60-70%, teneur en SiO₂ ≥95%) |
| Matrice de plâtre | Enduit modifié au phosphate (bonne stabilité à haute température) | Plâtre α-hémihydraté (type conventionnel ou haute résistance) |
| Additifs | Acide borique (température de frittage plus basse), poudre de silice (amélioration de la densité) | Bentonite (améliore la perméabilité à l'air), sulfonate de bois (liaison) |
| Liant | Liant céramique haute température (tel que sol de silice) | Plâtre auto-adhésif, une petite quantité de liant organique auxiliaire |
2. Comparaison des spécifications de performances clés
| Indicateurs de performance | Plâtre de moulage à modèle perdu | Enduit coulé au sable |
|---|---|---|
| Température réfractaire | ≥1600°C (la poudre de zircon résiste aux températures élevées) | ≤1200°C (effectué par la température de changement de phase du sable de quartz) |
| Coefficient de dilatation linéaire | <0,15% (test à 800°C, faible expansion) | 0,3-0,5 % (le quartz se dilate considérablement à haute température) |
| Résistance à la compression | ≥25MPa (grade ignifuge JIS R5201 A) | ≥15MPa (norme EN 13245) |
| Perméabilité à l'air | Faible (structure dense, doit être régulée par des additifs) | Élevé (le sable de quartz a une porosité naturellement élevée) |
| Finition superficielle | Ra≤1,6 μm (adapté au moulage de précision) | Ra≥3,2 μm (rugosité plus élevée) |
3.Analyse des différences fondamentales
Charges réfractaires :
- La poudre de zircon (résistance à haute température, faible expansion) est utilisée dans le moulage de précision , tandis que le sable de quartz (faible coût mais facile à changer de phase à haute température) est utilisé dans le moulage au sable.
- Le sable de quartz subit une transition de phase de quartz β→α à 573°C, avec une augmentation brutale de 1,4% en volume, entraînant un risque de fissuration du moule en sable.
Type de plâtre :
- Le plâtre d'investissement est modifié avec du phosphate pour améliorer la résistance à la chaleur (en évitant la décomposition du plâtre à haute température) ; Le plâtre au sable repose sur la résistance initiale du plâtre α-hémihydraté.
Scénarios d'application :
- Le plâtre d'investissement est utilisé pour les pièces de précision à parois minces (telles que les pales d'aviation et les bijoux), et le plâtre au sable convient aux grandes pièces grossièrement traitées (telles que les pièces en fonte).
4.Exemples de recettes typiques
Plâtre de moulage à modèle perdu :
- Poudre de zircon 45% Phosphatéplâtre 35% Poudre de silice 15% Acide borique 5%
(Remarque : une agitation sous vide est nécessaire pour réduire les bulles d'air)
- Sable de quartz 65% plâtre α-semi-hydraté 30% bentonite 5%
(Remarque : la proportion d'eau ajoutée est généralement de 30 à 35 %)
Pourquoi ajouter du carbure de silicium au plâtre de coulée d'aluminium ?
L'ajout de carbure de silicium (SiC) au plâtre de coulée d'aluminium repose principalement sur ses propriétés physiques et chimiques pour optimiser le processus de coulée . Les raisons et effets spécifiques sont les suivants :
Fonction 1.Core: améliorer la conductivité thermique
Comparaison de conductivité thermique :
- La conductivité thermique du plâtre pur n'est que d'environ 0,5 W/m·K, tandis qu'après l'ajout de 15 à 20 % de carbure de silicium (maille 200), la conductivité thermique s'élève à 2,8 W/m·K (norme de test ASTM D5470).
Efficacité de solidification :
- Une conductivité thermique élevée accélère le transfert de chaleur du liquide d'aluminium. Le temps de solidification de moulage en alliage d'aluminium s est raccourci de 22 %, le risque de grossissement des grains est réduit et les propriétés mécaniques sont améliorées (telles qu'une augmentation de 10 à 15 % de la résistance à la traction).
2. Mécanisme d’action clé
| Dimensions fonctionnelles | Description du principe |
|---|---|
| Amélioration de la conduction thermique | Le SiC a une structure cristalline dense et une efficacité de transfert de chaleur élevée par les phonons, qui peuvent rapidement éliminer la chaleur du liquide d'aluminium et éviter une surchauffe locale. |
| Correspondance de dilatation thermique | Le coefficient de dilatation linéaire du SiC (4,0 × 10⁻⁶/°C) est proche de celui de l'alliage d'aluminium (23 × 10⁻⁶/°C), réduisant ainsi les fissures liées aux contraintes de moulage. |
| Amélioration de la résistance à l'usure | La dureté SiC (Mohs 9,5) améliore la capacité de la surface du moule à résister à l'érosion liquide de l'aluminium et prolonge la durée de vie du moule (environ 30 %). |
3. Technologie de contrôle des effets secondaires
Traitement antioxydant :
- Ajoutez 0,5 % d'acide borique (H₃BO₃) pour former un film de verre borosilicate à haute température, inhibez l'oxydation du SiC (4SiC + 3O₂ → 2SiO₂ + 4C) et évitez les défauts de bulles de CO.
Contrôle du pH :
- Maintenir la valeur du pH de la boue entre 9,5 et 10,2 (environnement alcalin) pour éviter une réaction de corrosion acide entre le SiC et le gypse (CaSO₄).
4. Données d'application réelles
Taux de défauts de coulée :
- La porosité de surface est d'environ 5 % lorsque le SiC n'est pas ajouté, et elle chute à 1,2 % après l'ajout (car la vitesse de solidification est accélérée pour inhiber la rétention de gaz).
Finition superficielle :
- Le SiC affine la microstructure du plâtre et le la rugosité de la surface de la pièce moulée est améliorée de Ra 6,3 μm à Ra 3,2 μm .
5. Comparaison avec d'autres charges
| Additif | Conductivité thermique (W/m·K) | Résistance à l'érosion de l'aluminium | Coût (yuans/kg) |
|---|---|---|---|
| Carbure de silicium (SiC) | 2.8 | ★★★★★ | 25-30 |
| Oxyde d'aluminium (Al₂O₃) | 1.2 | ★★★☆☆ | 15-20 |
| Graphite (C) | 5.0 | ★★☆☆☆ | 10-15 |
Le SiC présente le meilleur équilibre entre conductivité thermique, stabilité chimique et coût et constitue un matériau idéal. additif pour plâtre de coulée d'aluminium .
Comment optimiser la perméabilité des moules en plâtre sans sacrifier la résistance ?
Optimiser la perméabilité à l'air sans sacrifier la résistance des moules en plâtre nécessite une synergie de modification des matériaux, de contrôle des processus et de conception structurelle. Voici comment cela fonctionne :
Optimisation des matériaux : contrôle la génération de porosité
(1) Ajout précis d’agent moussant
- Sélection de l'agent gonflant : Le dodécylsulfate de sodium (SDS) (0,3 à 0,5 %) est utilisé et sa structure moléculaire (C₁₂H₂₅SO₄Na) forme des microbulles uniformes (50 à 200 µm de diamètre) dans la suspension.
- Mécanisme d'action : SDS réduit la tension superficielle du liquide et les bulles sont réparties de manière stable dans la matrice de plâtre, évitant ainsi la perte de résistance causée par une porosité locale excessive (lorsque le taux de bulles mesuré est <3 %, la résistance ne diminue pas de manière significative).
(2) Composition de fibres renforcées
- Type de fibre : ajoutez 0,1 à 0,2 % de fibre de verre (longueur 3 mm) ou de nanofibres de cellulose pour compenser la perte de résistance causée par le moussage dû au pontage des fibres.
- Comparaison des données : Lorsqu'aucune fibre n'est ajoutée, la résistance diminue d'environ 15 % après le moussage et le taux de rétention de résistance après ajout > 95 %.
2. Contrôle du processus : agitation et durcissement sous vide
(1) Paramètres d'agitation sous vide
- Vide : -0,08 MPa (pression absolue d'environ 0,02 MPa), dans ces conditions, l'expansion des bulles est contrôlable et une fusion excessive est évitée.
- Vitesse d'agitation : 300 à 400 tr/min (agitateur à palette) pour garantir que l'agent gonflant est uniformément dispersé mais ne cisaillera pas trop et ne détruira pas la structure des bulles.
(2) Optimisation des conditions de durcissement
- Température de séchage : Le chauffage progressif (40°C→ 60°C→80°C) empêche la surface de durcir et de boucher les pores trop rapidement.
- Contrôle de l'humidité : l'humidité relative est de 50 à 60 %, ce qui ralentit le taux d'évaporation de l'eau et réduit les microfissures.
3. Conception structurelle : structure de trous graduée
- Porosité macroscopique : des canaux directionnels (taille des pores de 0,5 à 1 mm) sont introduits par impression 3D ou gaufrage de moules pour améliorer l'efficacité du chemin de perméation des gaz.
- Microporosité : Les micropores (<200 μm) générés par l'agent gonflant agissent comme des nœuds d'osmose auxiliaires pour former un réseau traversant.
- Respirabilité améliorée : La structure graduée améliore la perméabilité à l'air de plus de 50 % (test ASTM C577) tout en conservant une résistance à la compression de 12 MPa (norme EN 13245).
4. Données de vérification des performances
| Indice | Plâtre traditionnel | Enduit optimisé | Norme d'essai |
|---|---|---|---|
| Perméabilité à l'air (cm³/min) | 20 | 30(+50%) | ASTMC577 |
| Résistance à la compression (MPa) | 12 | 12 (idem) | EN 13245 |
| Porosité (%) | 15 | 25 (augmentation contrôlable) | OIN 5017 |
5. Points clés
- Risque d'agent moussant excessif : L'ajout de plus de 0,7 % de SDS entraînera la fusion des bulles et une baisse de la résistance de plus de 30 %.
- Contrôle de l'orientation des fibres : les fibres distribuées de manière aléatoire sont meilleures que la disposition directionnelle, ce qui peut provoquer une anisotropie de perméabilité.
- Bilan économique : le coût global augmente d'environ 8 à 10 %, mais la durée de vie du moule est prolongée de 20 % (en raison d'une perméabilité à l'air améliorée et d'une réduction de la fissuration sous contrainte thermique).
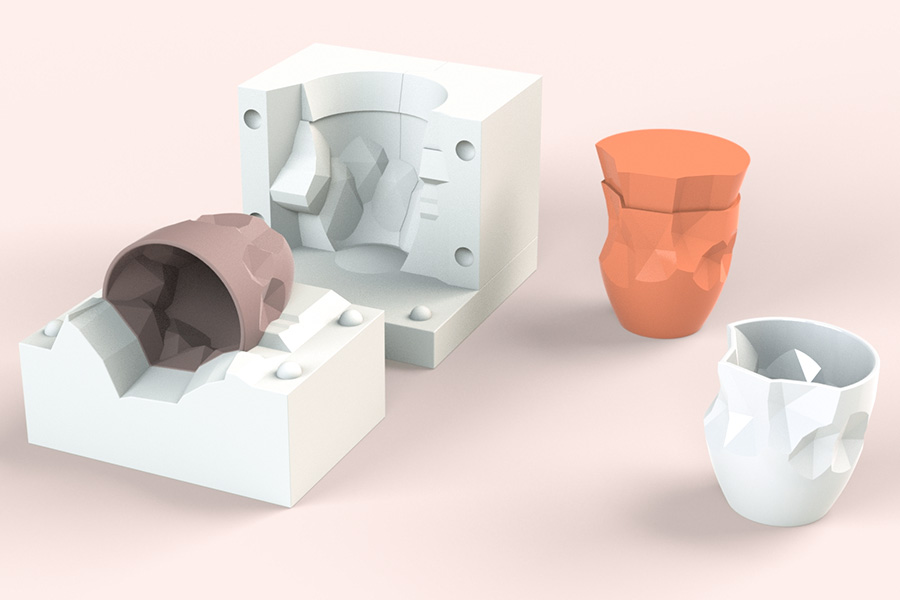
Pourquoi combiner le silicone avec le plâtre pour les géométries complexes ?
Le but de la combinaison du silicone et du plâtre pour réaliser des moules composites est de donner Jouez sur les avantages complémentaires des deux matériaux et obtenez le meilleur équilibre entre formes géométriques complexes, détails de haute précision et démoulage efficace. Voici les raisons spécifiques et les points techniques :
1.Résoudre les limites d'un seul matériau
| Matériel | Avantages | Inconvénients | Améliorations après la composition |
|---|---|---|---|
| Plâtre | Haute résistance, résistance aux températures élevées, faible coût | Grande fragilité, difficile à démouler Structure complexe | Le gypse comme squelette de support pour assurer la résistance globale |
| Silicone | Haute élasticité, reproduction de textures fines | Mauvaise tenue en température (<200°C) | Silicone comme couche de cavité pour reproduire avec précision les détails |
2. Les principaux avantages des moules composites
(1) Capacité de réplication de très haute précision
Paramètres de la couche de silicone :
- L'épaisseur est de 2 mm (dureté Shore A 40), la fluidité est bonne et il peut être rempli de textures de 50 µm (comme des motifs de bijoux, des structures biomimétiques).
- Le taux de retrait de durcissement est <0,1% et la stabilité dimensionnelle est de ±0,02 mm (dépassant de loin le ±0,1 mm du gypse pur).
Cas:
Lors du moulage de pendentifs en or 18 carats, la texture de 50 μm (par exemple les détails des plumes) reproduite par le moule composite est complète à 95 %, tandis que le moule en plâtre pur ne peut en retenir que 30 %.
(2) Conception de démoulage géométrique complexe
- Optimisation de l'angle de dépouille : L'élasticité du silicone permet un angle de dépouille minimum de 45° (60° ≥pour plâtre pur, adapté aux contre-dépouilles, aux structures creuses (par exemple cavités d'engrenages, ornements en spirale).
- Technologie de démoulage : la pulvérisation d'un revêtement nano-adhérent (par exemple, une solution modifiée au PTFE) réduit le coefficient de friction à <0,1 et réduit la force de démoulage de 70 %.
(3) Synergie entre force et flexibilité
- Répartition de la charge : La coque en plâtre est soumise à une pression de coulée de 90 % (tel qu'un impact de 10 MPa lors de l'injection d'un alliage d'aluminium), et la cavité interne en silicone disperse les contraintes locales pour éviter les fissures.
- Comparaison de la durée de vie : le moule composite peut être réutilisé plus de 50 fois (seulement 5 à 10 fois pour le moule en silicone pur et bords fragiles pour le moule en gypse pur).
3. Scénarios d'application typiques
- Moulage de bijoux :Des motifs complexes (par exemple les textures de trèfle à quatre feuilles de Van Cleef & Arpels) sont reproduits et le silicone est déformé élastiquement lorsque le motif en cire est retiré sans aucun dommage.
- Dispositifs médicaux : la structure poreuse dualliage de titane moulé Clou en os (diamètre du trou 100-200 μm), le gel de silice est moulé avec précision et le gypse garantit que le frittage ne se déforme pas.
- Sculpture d'art : détails incurvés (par exemple cheveux, plis) de statues en résine/bronze sans résidus après démoulage.
4. Paramètres clés du processus
| Processus | Exigences des paramètres | Fonction |
|---|---|---|
| Moulage en silicone | Dégazage sous vide (-0,1MPa, maintenir 5min) | Élimine les bulles et évite les trous d'épingle en surface |
| Composite de plâtre | Rapport eau-ciment du coulis de plâtre 0,28:1 (norme EN 13245) | Assurer une résistance de la coque ≥ 20MPa |
| Conditions de durcissement | Silicone 25°C×24h + Plâtre 40°C×12h | Durcissement en couches pour éviter le pelage de l'interface |
| Traitement de démoulage | Spray agent de démoulage de 3 μm d'épaisseur (procédé de pulvérisation électrostatique) | Réduire l’adhérence du moulage au silicone |
5.Analyse économique
- Comparaison des coûts : Le coût des moules composites est 40 % inférieur à celui des moules en silicone pur (économisant la quantité de silicone utilisée) et 20 % supérieur à celui des moules en plâtre pur (mais le taux de rebut est réduit de 15 % à 3 %).
- Amélioration de l'efficacité : le temps de démoulage est réduit à 5 secondes (1 à 2 minutes pour le plâtre pur avec levier mécanique).
Moule composite silicone-plâtre grâce à la conception de « rigidité et flexibilité » :
- Le silicone réalise une reproduction au niveau du micron et démoulage de structures complexes ;
- Le plâtre offre une stabilité et une économie à haute température.
Cette combinaison est particulièrement adaptée aux domaines qui nécessitent précision, complexité géométrique et coûts de production de masse (tels que les bijoux haut de gamme, les pièces d'ingénierie de précision) et constitue une mise à niveau révolutionnaire des moules traditionnels mono-matériau.
Résumé
Dans moulage de métal , le choix du plâtre est directement lié à la précision, à la qualité de surface et à la durée de vie du moule. Le plâtre α-hémihydraté est devenu courant en raison de sa haute résistance, de son faible taux d'expansion et de son excellente stabilité thermique, et la résistance aux températures élevées (au-dessus de 1 600 °C) peut être encore améliorée en ajoutant des charges réfractaires telles que la poudre de zircon et le carbure de silicium.
Pour moulages de haute précision (tels que les pièces en alliage de titane d'aviation), des moules en plâtre modifié au phosphate ou en plâtre composite de silicone sont nécessaires pour équilibrer la résistance et les capacités de reproduction des détails. À l'avenir, avec l'intégration de la nano-modification et Technologie d'impression 3D , les moules de coulée à base de plâtre évolueront vers une efficacité plus élevée et des coûts inférieurs, et continueront de promouvoir le développement de la fabrication métallique de précision.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Série LS Aucune représentation ou garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication que le fournisseur ou le fabricant tiers fourniront via le réseau Longsheng. C'est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques à ces pièces. veuillez nous contacter En savoir plus .
L'équipe LS
LS est une entreprise leader dans son secteur Concentrez-vous sur les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précision Usinage CNC , Fabrication de tôles , impression 3D , Moulage par injection , l'emboutissage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 :2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en faible volume ou d'une personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisir Technologie LS C’est choisir l’efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web : www.lsrpf.com
FAQ
1.Quel est le meilleur plâtre ?
Dans les applications industrielles, le plâtre α-hémihydraté (α-CaSO₄·0,5H₂O) est reconnu comme le meilleur choix en raison de ses avantages uniques en termes de performances. Ce plâtre est fabriqué par autoclave à haute pression et les cristaux ont une structure colonnaire dense et courte, ce qui rend sa résistance à la compression (25-40MPa) beaucoup plus élevée que celle du plâtre β ordinaire (8-15MPa), et a en même temps un taux d'absorption d'eau plus faible (<5%) et une finition de surface plus fine (Ra jusqu'à 1,6μm). Dans le domaine de la fonderie de précision, comme par exemple moulage à modèle perdu d'aubes de turbine aérospatiale ou de bijoux , le plâtre α permet de reproduire parfaitement des détails jusqu'à 20 μm et de conserver une stabilité dimensionnelle (coefficient de dilatation linéaire < 0,1 %) même après frittage à haute température. De plus, après avoir été modifié par dopage de nanoalumine ou d'agent de couplage silane, sa résistance à l'usure et à l'humidité peut être encore améliorée pour répondre aux besoins de conditions de travail extrêmes.
2. Le plâtre peut-il être utilisé sur du métal ?
Le plâtre n'est pas seulement utilisé pour le moulage des métaux, mais il joue également un rôle clé dans l'industrie moderne. . En prenant comme exemple le moulage d'un alliage d'aluminium, il est nécessaire d'utiliser du plâtre modifié au phosphate mélangé à de la poudre de zircon (ZrSiO₄) (représentant 40 à 50 %) pour que le réfractaire du moule dépasse 1 600 °C et évite la pénétration de l'aluminium fondu. Pour les superalliages (par exemple les superalliages à base de nickel), du carbure de silicium (SiC) (15-20 %) est introduit pour améliorer la conductivité thermique, combiné à un processus de frittage protégé par l'azote (teneur en oxygène < 500 ppm) pour éviter la fissuration du moule. Les dernières recherches montrent que l'impression 3D de composites à base de plâtre (par exemple, les résines phénoliques de plâtre) peut fabriquer directement des moules de coulée à turbine dotés de canaux de refroidissement, raccourcissant ainsi le cycle traditionnel de fabrication de moules de 6 semaines à 72 heures et perturbant le processus traditionnel de coulée de métal.
3.Qu'est-ce qui est utilisé pour le moulage du métal ?
Le domaine de la coulée de métaux s'appuie principalement sur des systèmes de plâtre techniques spéciaux : (1) moulage de précision : utilisation de matériaux composites sol-plâtre de silice (poudre de zircon 45 % plâtre α 35 %), par agitation sous vide (taux de bulles <1 %) pour obtenir une précision de surface Ra 0,8 μm, qui est généralement utilisée dans les aubes monocristallines des moteurs aéronautiques. (2) Moulage au sable : plâtre renforcé de sable de quartz (70 % SiO₂ 25 % α plâtre), ajout de bentonite (5 %) pour améliorer la perméabilité à l'air, utilisé pour les grandes pièces moulées en fer (comme les bases de machines-outils), résistance à la compression ≥ 15MPa (norme EN 13245). (3) Aide au moulage sous pression : dans le moulage sous pression d'alliage d'aluminium, du plâtre modifié au nano-graphite (conductivité thermique 3,5 W/m·K) est utilisé comme moule de transition, qui peut résister à l'impact de l'aluminium fondu à 800 °C et réduire la quantité d'agent de démoulage de 60 %.
4. A quoi sert le plâtre ?
L'utilisation du plâtre couvre un certain nombre de domaines de haute technologie : (1) Moulage industriel : en tant que matériau de base du moulage de précision, il produit des composants de précision tels que des aubes de turbine et des joints artificiels, et 70 % des pièces moulées en alliage de titane dans le monde dépendent du processus de plâtre. (2) Technologie du bâtiment : le plâtre autonivelant (éther de cellulose de plâtre β) est utilisé pour le nivellement du chauffage par le sol, avec une conductivité thermique de 0,2 W/m·K, ce qui représente 30 % d'économie d'énergie en plus que les matériaux à base de ciment. (3) Biomédecine : le plâtre semi-hydraté α (qualité médicale) est utilisé pour la fixation orthopédique, et sa structure microporeuse (taille des pores 50-100 μm) favorise la croissance des cellules osseuses, et le cycle de dégradation est en phase avec la cicatrisation osseuse. (4) Reproduction artistique : grâce à la technologie de moulage en plâtre par impression numérique 3D, les détails des reliques culturelles (telles que les ornements en bronze) peuvent être reproduits 1:1 avec une précision de ± 0,01 mm. À l'heure actuelle, matériaux fonctionnels à base de plâtre (tels que le plâtre de stockage d'énergie à changement de phase) favorisent leurs applications dans le domaine des nouvelles énergies.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


