La fundición de metales es un oficio antiguo que aún ocupa una posición importante. en la industria moderna. Se prefiere el yeso debido a sus ventajas únicas. Los materiales de yeso son indispensables en la fundición de metales, lo que afecta la calidad del moldeo, la eficiencia de la producción y el control de costos. La tecnología de fundición de yeso se originó en la civilización mesopotámica en el año 4000 a.C. Ha tenido un gran desarrollo después de la Revolución Industrial. Actualmente se utiliza en campos de fundición de alta precisión, como la reproducción de arte, la fabricación de joyas y el sector aeroespacial. Se ha formado un sistema de proceso completo y la selección de materiales de yeso es el vínculo principal.
Este artículo analizará exhaustivamente la Varios tipos de materiales de yeso utilizados en la fundición de metales. , que cubre características básicas, fórmulas profesionales, criterios de selección y habilidades de aplicación, y proporciona una guía detallada para los profesionales de la industria de la fundición y los entusiastas de la artesanía en metal.
¿Qué hace que el yeso para fundición a alta temperatura sea único?
Yeso para moldear a alta temperatura (también conocido como yeso calcinado a alta temperatura o yeso cerámico) es un material de yeso especialmente tratado. Sus características únicas se reflejan principalmente en los siguientes aspectos:
1.Proceso de calcinación a alta temperatura.
La calcinación a una temperatura alta de aproximadamente 800°C a 1000°C deshidrata completamente el yeso dihidrato (CaSO₄·2H₂O) y lo convierte en yeso anhidro (CaSO₄). Al mismo tiempo, la estructura cristalina es más estable y la resistencia al calor mejora significativamente.
2.Excelente resistencia a altas temperaturas
Puede soportar altas temperaturas superiores a 500 °C (el yeso normal alcanza solo unos 100 °C), adecuado para entornos de alta temperatura como fundición de metales (por ejemplo, aleación de aluminio, aleación de cobre) , para evitar grietas o deformaciones del modelo.
3.Baja tasa de expansión y alta precisión
El coeficiente de expansión térmica del yeso después del tratamiento a alta temperatura es extremadamente bajo, lo que puede mantener la estabilidad dimensional del molde, garantizar un alto grado de restauración detallada de la pieza fundida y es adecuado para fundición de precisión .
4. Alta resistencia y resistencia a la abrasión.
La densificación de la estructura cristalina hace que su resistencia a la compresión y a la flexión sea significativamente mayor que la del yeso ordinario Y puede soportar la fuerza del impacto del metal fundido y el desgaste repetido.
5.Baja porosidad y baja absorción de humedad.
La calcinación a alta temperatura reduce la porosidad interna, reduce la absorción de agua y evita la pérdida de resistencia debido a la absorción de humedad o defectos de porosidad durante la fundición del metal.
6.Campos de aplicación
Se utiliza principalmente en fundición a la cera perdida en aeroespacial, joyería, arte y otros campos, así como en la fabricación de moldes cerámicos de alta temperatura.
En comparación con el yeso ordinario: el yeso moldeado ordinario (yeso semiacuoso α/β) tiene poca resistencia al calor y baja resistencia, mientras que el yeso de alta temperatura logra un salto cualitativo en el rendimiento mediante una deshidratación completa y una reconstrucción de cristales.

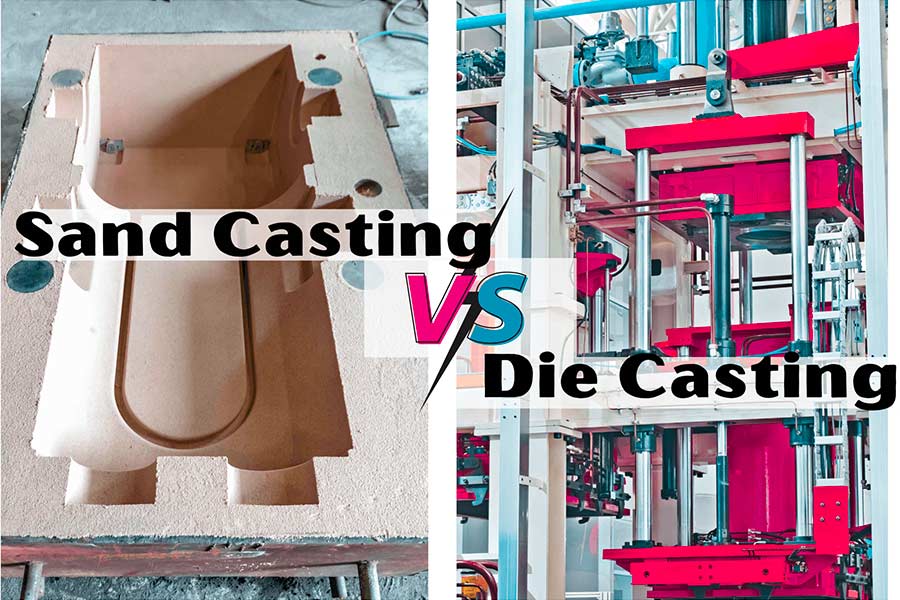
¿En qué se diferencian los yesos para fundición a la cera perdida de las fórmulas de fundición en arena?
la formula diferencias entre el yeso para fundición a la cera perdida y el yeso para fundición en arena se reflejan principalmente en rellenos refractarios, tipos de yeso, aditivos e indicadores de rendimiento. La comparación específica es la siguiente:
1.Composición de la fórmula y diferencias materiales.
| Ingredientes/características | Yeso para fundición a la cera perdida | Yeso de fundición de arena |
|---|---|---|
| Principales rellenos refractarios | Polvo de circonio (más del 45 %, ZrSiO₄ de alta pureza) | Arena de cuarzo (60-70%, contenido de SiO₂ ≥95%) |
| matriz de yeso | Yeso modificado con fosfato (buena estabilidad a altas temperaturas) | Yeso α-hemihidrato (tipo convencional o de alta resistencia) |
| Aditivos | Ácido bórico (menor temperatura de sinterización), polvo de sílice (mejora la densidad) | Bentonita (mejora la permeabilidad al aire), sulfonato de madera (unión) |
| Aglutinante | Aglutinante cerámico de alta temperatura (como sol de sílice) | Yeso autoadhesivo, una pequeña cantidad de auxiliar aglutinante orgánico. |
2.Comparación de especificaciones clave de rendimiento
| Indicadores de desempeño | Yeso para fundición a la cera perdida | Yeso de fundición de arena |
|---|---|---|
| Temperatura refractaria | ≥1600°C (el polvo de circonio es resistente a altas temperaturas) | ≤1200°C (afectado por la temperatura de cambio de fase de la arena de cuarzo) |
| Coeficiente de expansión lineal | <0,15% (prueba de 800°C, baja expansión) | 0,3-0,5% (el cuarzo se expande significativamente a altas temperaturas) |
| Fuerza compresiva | ≥25MPa (JIS R5201 grado A ignífugo) | ≥15MPa (norma EN 13245) |
| Permeabilidad al aire | Bajo (estructura densa, debe regularse mediante aditivos) | Alto (la arena de cuarzo tiene una porosidad naturalmente alta) |
| Acabado superficial | Ra≤1.6μm (adecuado para fundición de precisión) | Ra≥3,2μm (mayor rugosidad) |
3.Análisis de las diferencias fundamentales
Rellenos refractarios:
- El polvo de circonio (resistencia a altas temperaturas, baja expansión) se utiliza en fundición a la cera perdida , mientras que la arena de cuarzo (de bajo costo pero fácil de cambiar de fase a alta temperatura) se utiliza en la fundición en arena.
- La arena de cuarzo sufre una transición de fase de cuarzo β→α a 573°C, con un aumento repentino del 1,4% en volumen, lo que genera riesgo de agrietamiento del molde de arena.
Tipo de yeso:
- El yeso de revestimiento se modifica con fosfato para mejorar la resistencia al calor. (evitando la descomposición del yeso a altas temperaturas); El yeso de arena se basa en la resistencia inicial del yeso α-hemihidrato.
Escenarios de aplicación:
- El yeso de revestimiento se utiliza para piezas de precisión de paredes delgadas (como palas de aviación y joyas), y el yeso de arena es adecuado para piezas grandes procesadas en bruto (como piezas de hierro fundido).
4.Ejemplos de recetas típicas
Yeso de fundición a la cera perdida:
- Polvo de circonio 45% Yeso fosfatado 35% Polvo de sílice 15% Ácido bórico 5%
(Nota: se requiere agitación al vacío para reducir las burbujas de aire)
- Arena de cuarzo 65% Yeso α-semihidrato 30% Bentonita 5%
(Nota: la proporción de agua añadida suele ser del 30-35%)
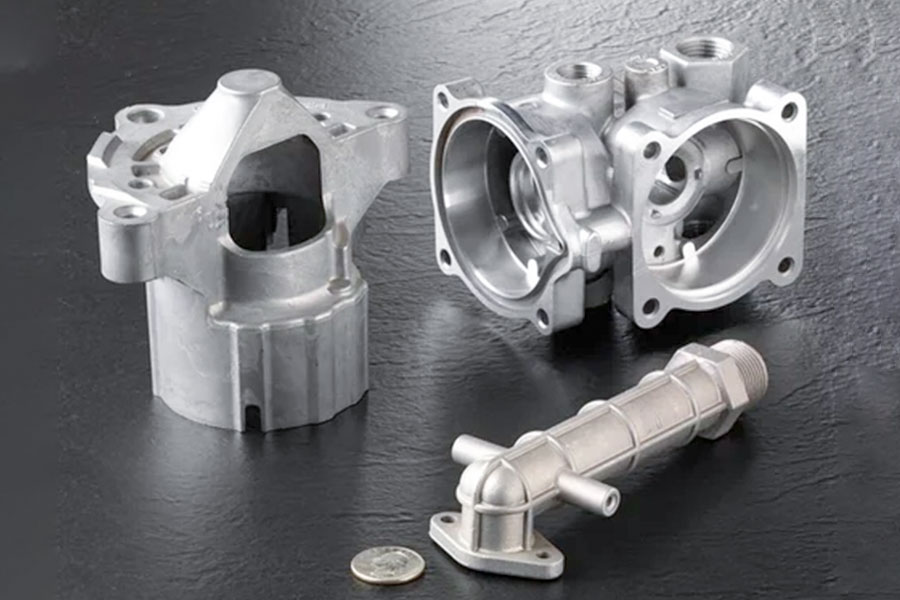
¿Por qué agregar carburo de silicio al yeso para fundición de aluminio?
La adición de carburo de silicio (SiC) al yeso para fundición de aluminio se basa principalmente en sus propiedades físicas y químicas para optimizar el proceso de fundición . Las razones y efectos específicos son los siguientes:
1.Función central: mejorar la conductividad térmica.
Comparación de conductividad térmica:
- La conductividad térmica del yeso puro es sólo de aproximadamente 0,5 W/m·K, mientras que después de agregar un 15-20% de carburo de silicio (malla 200), la conductividad térmica aumenta a 2,8 W/m·K (estándar de prueba ASTM D5470).
Eficiencia de solidificación:
- La alta conductividad térmica acelera la transferencia de calor del líquido de aluminio. El tiempo de solidificación de fundición de aleación de aluminio s se acorta en un 22%, se reduce el riesgo de engrosamiento del grano y se mejoran las propiedades mecánicas (como un aumento del 10-15% en la resistencia a la tracción).
2.Mecanismo de acción clave
| Dimensiones funcionales | Descripción del principio |
|---|---|
| Mejora de la conducción de calor. | El SiC tiene una estructura cristalina densa y una alta eficiencia de transferencia de calor de fonones, lo que puede eliminar rápidamente el calor del líquido de aluminio y evitar el sobrecalentamiento local. |
| Coincidencia de expansión térmica | El coeficiente de expansión lineal del SiC (4,0×10⁻⁶/°C) es cercano al de la aleación de aluminio (23×10⁻⁶/°C), lo que reduce las grietas por tensión en el molde. |
| Mejora de la resistencia al desgaste | La dureza SiC (Mohs 9,5) mejora la capacidad de la superficie del molde para resistir la erosión líquida del aluminio y extiende la vida útil del molde (aproximadamente un 30%). |
3. Tecnología de control de efectos secundarios
Tratamiento antioxidante:
- Agregue 0,5% de ácido bórico (H₃BO₃) para formar una película de vidrio de borosilicato a alta temperatura, inhiba la oxidación de SiC (4SiC + 3O₂ → 2SiO₂ + 4C) y evite defectos de burbujas de CO.
Control de pH:
- Mantenga el valor del pH de la lechada entre 9,5 y 10,2 (ambiente alcalino) para evitar la reacción de corrosión ácida entre el SiC y el yeso (CaSO₄).
4. Datos reales de la aplicación
Tasa de defectos de fundición:
- La porosidad de la superficie es aproximadamente del 5% cuando no se agrega SiC y cae al 1,2% después de agregarlo (debido a que la velocidad de solidificación se acelera para inhibir la retención de gas).
Acabado superficial:
- El SiC refina la microestructura del yeso y el La rugosidad de la superficie de la pieza fundida se mejora de Ra 6,3 μm a Ra 3,2 μm. .
5. Comparación con otros rellenos
| Aditivo | Conductividad térmica (W/m·K) | Resistencia a la erosión del aluminio | Costo (yuanes/kg) |
|---|---|---|---|
| Carburo de silicio (SiC) | 2.8 | ★★★★★ | 25-30 |
| Óxido de aluminio (Al₂O₃) | 1.2 | ★★★☆☆ | 15-20 |
| Grafito (C) | 5.0 | ★★☆☆☆ | 10-15 |
El SiC tiene el mejor equilibrio entre conductividad térmica, estabilidad química y costo, y es ideal aditivo para yeso de fundición de aluminio .
¿Cómo optimizar la permeabilidad del molde de yeso sin sacrificar la resistencia?
Optimizar la permeabilidad al aire sin sacrificar la resistencia de los moldes de yeso requiere una sinergia de modificación de materiales, control de procesos y diseño estructural. Así es como funciona:
Optimización del material: Controla la generación de porosidad
(1) Adición precisa de agente espumante
- Selección del agente espumante: se utiliza dodecilsulfato de sodio (SDS) (0,3-0,5%), y su estructura molecular (C₁₂H₂₅SO₄Na) forma microburbujas uniformes (50-200 μm de diámetro) en la suspensión.
- Mecanismo de acción: SDS reduce la tensión superficial del líquido y las burbujas se distribuyen de manera estable en la matriz de yeso, evitando la pérdida de resistencia causada por una porosidad local excesiva (cuando la tasa de burbujas medida es <3%, la resistencia no disminuye significativamente).
(2) Compuesto de fibra reforzada
- Tipo de fibra: Agregue entre 0,1 y 0,2 % de fibra de vidrio (longitud 3 mm) o nanofibra de celulosa para compensar la pérdida de resistencia causada por la formación de espuma al formar puentes de fibra.
- Comparación de datos: cuando no se agrega fibra, la resistencia disminuye aproximadamente un 15 % después de la formación de espuma y la tasa de retención de resistencia después de la adición > 95 %.
2. Control de proceso: agitación al vacío y curado.
(1) Parámetros de agitación al vacío
- Vacío: -0,08 MPa (presión absoluta de aproximadamente 0,02 MPa). En esta condición, la expansión de las burbujas es controlable y se evita una fusión excesiva.
- Velocidad de agitación: 300-400 rpm (agitador de paletas) para garantizar que el agente espumante se disperse uniformemente pero no se corte demasiado ni destruya la estructura de la burbuja.
(2) Optimización de las condiciones de curado.
- Temperatura de secado: El calentamiento por fases (40°C→ 60°C→80°C) evita que la superficie se endurezca y selle los poros demasiado rápido.
- Control de humedad: La humedad relativa es del 50-60%, lo que ralentiza la tasa de evaporación del agua y reduce las microfisuras.
3.Diseño estructural: estructura de orificios graduados
- Porosidad macroscópica: se introducen canales direccionales (tamaño de poro de 0,5 a 1 mm) mediante impresión 3D o estampado de moldes para mejorar la eficiencia de la ruta de permeación del gas.
- Microporosidad: Los microporos (<200 μm) generados por el agente espumante actúan como nodos de ósmosis auxiliares para formar una red pasante.
- Transpirabilidad mejorada: la estructura graduada mejora la permeabilidad al aire en más de un 50 % (prueba ASTM C577) manteniendo una resistencia a la compresión de 12 MPa (norma EN 13245).
4. Datos de verificación del desempeño
| Índice | Yeso tradicional | Yeso optimizado | Estándar de prueba |
|---|---|---|---|
| Permeabilidad al aire (cm³/min) | 20 | 30(+50%) | ASTM C577 |
| Resistencia a la compresión (MPa) | 12 | 12 (igual) | EN 13245 |
| Porosidad (%) | 15 | 25 (aumento controlable) | ISO 5017 |
5. Puntos clave
- Riesgo de agente espumante excesivo: Agregar más del 0,7 % de SDS hará que las burbujas se fusionen y la fuerza disminuya en más del 30 %.
- Control de orientación de las fibras: las fibras distribuidas aleatoriamente son mejores que la disposición direccional, que puede causar anisotropía de permeabilidad.
- Equilibrio económico: el costo total aumenta aproximadamente entre un 8% y un 10%, pero la vida útil del molde se extiende en un 20% (debido a la mejora de la permeabilidad al aire y la reducción del agrietamiento por tensión térmica).
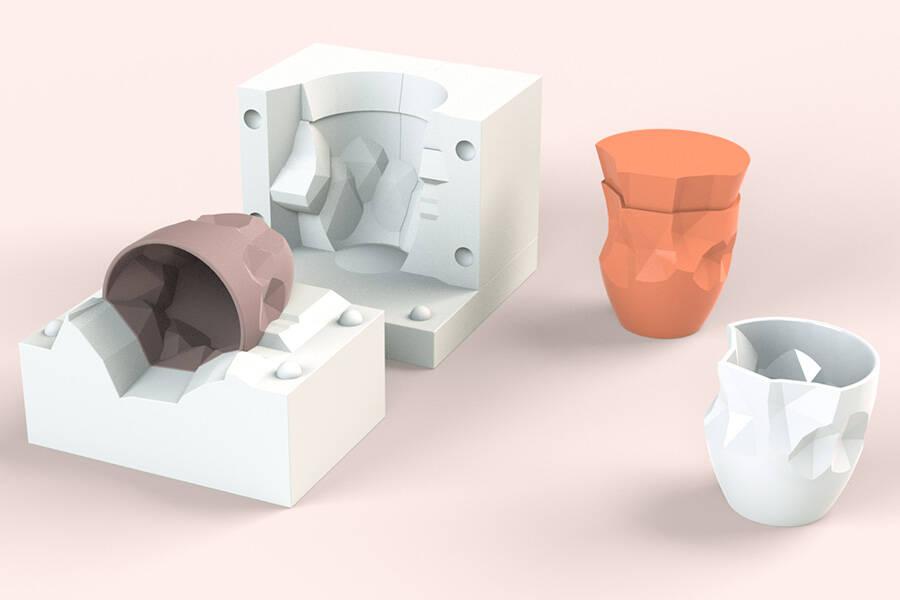
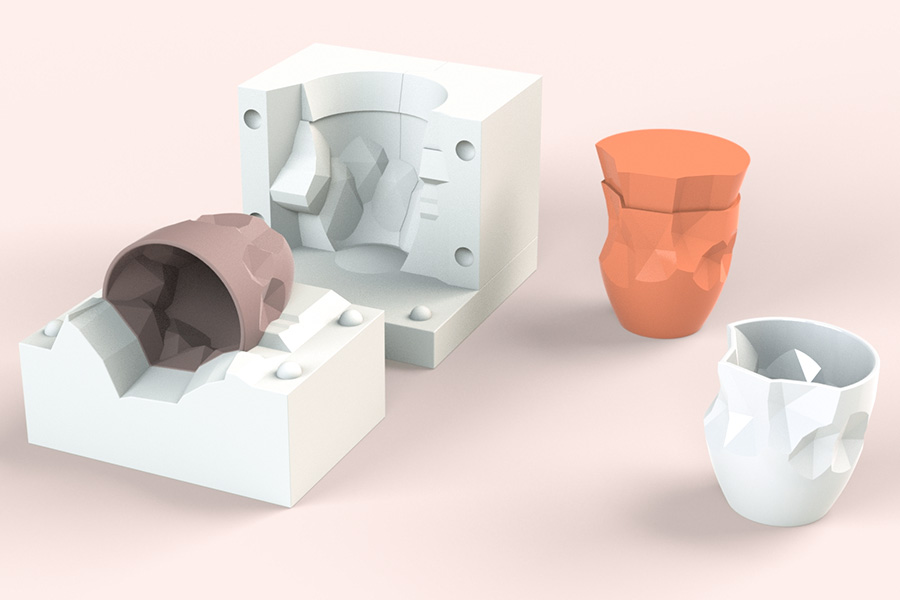
¿Por qué combinar silicona con yeso para geometrías complejas?
El propósito de combinar silicona y yeso para hacer moldes compuestos es brindar total Aproveche las ventajas complementarias de los dos materiales y logre el mejor equilibrio entre formas geométricas complejas, detalles de alta precisión y desmoldeo eficiente. Las siguientes son las razones específicas y los puntos técnicos:
1.Resolver las limitaciones de un solo material
| Material | Ventajas | Desventajas | Mejoras después de la capitalización |
|---|---|---|---|
| Yeso | Alta resistencia, resistencia a altas temperaturas, bajo costo. | Alta fragilidad, difícil de desmoldar Estructura compleja | Yeso como esqueleto de soporte para garantizar la resistencia general |
| Silicona | Alta elasticidad, replicación de texturas finas. | Mala resistencia a la temperatura (<200°C) | Silicona como capa de cavidad para replicar detalles con precisión |
2. Las principales ventajas de los moldes compuestos.
(1) Capacidad de replicación de ultra alta precisión
Parámetros de la capa de silicona:
- El espesor es de 2 mm (dureza Shore A 40), la fluidez es buena y se puede rellenar con texturas de 50 μm (como patrones de joyería, estructuras biomiméticas).
- La tasa de contracción al curar es <0,1% y la estabilidad dimensional es de ±0,02 mm (superando con creces los ±0,1 mm del yeso puro).
Caso:
En la fundición de colgantes de oro de 18 quilates, la textura de 50 μm (por ejemplo, detalles de plumas) reproducida por el molde compuesto está completa en un 95%, mientras que el molde de yeso puro sólo puede conservar el 30%.
(2) Diseño de desmoldeo geométrico complejo
- Optimización del ángulo de tiro: La elasticidad de la silicona permite un ángulo de inclinación mínimo de 45°. (60° ≥ para yeso puro, adecuado para socavaduras y estructuras huecas (p. ej. cavidades de engranajes, adornos en espiral).
- Tecnología de liberación: rociar un recubrimiento de nano liberación (por ejemplo, solución modificada con PTFE) reduce el coeficiente de fricción a <0,1 y reduce la fuerza de desmoldeo en un 70 %.
(3) Sinergia entre fuerza y flexibilidad
- Distribución de carga: La capa de yeso se somete a una presión de colado del 90 %. (como el impacto de 10 MPa de la inyección de aleación de aluminio) y la cavidad interior de silicona dispersa la tensión local para evitar grietas.
- Comparación de la vida útil: el molde compuesto se puede reutilizar más de 50 veces (solo de 5 a 10 veces para moldes de silicona pura y bordes frágiles para moldes de yeso puro).
3. Escenarios de aplicación típicos
- Fundición de joyas :Se replican patrones complejos (por ejemplo, texturas de trébol de cuatro hojas de Van Cleef & Arpels) y la silicona se deforma elásticamente cuando se retira el patrón de cera sin causar daños.
- Dispositivos Médicos: La estructura porosa delaleación de titanio fundido Clavo de hueso (diámetro del orificio 100-200 μm), el gel de sílice se moldea con precisión y el yeso garantiza que la sinterización no se deforme.
- Escultura artística: detalles curvos (por ejemplo, cabello, pliegues) de estatuas de resina/bronce sin residuos después del desmoldeo.
4. Parámetros clave del proceso
| Proceso | Requisitos de parámetros | Función |
|---|---|---|
| Fundición de silicona | Desgasificación al vacío (-0,1 MPa, mantener durante 5 min) | Elimina burbujas y evita poros en la superficie. |
| compuesto de yeso | Lechada de yeso relación agua-cemento 0,28:1 (norma EN 13245) | Asegúrese de que la resistencia de la carcasa sea ≥ 20 MPa |
| Condiciones de curado | Silicona 25°C×24h + Yeso 40°C×12h | Curado en capas para evitar el pelado de la interfaz |
| Tratamiento desmoldeante | Spray de agente desmoldante de 3μm de espesor (proceso de pulverización electrostática) | Reducir la adhesión de las piezas de fundición de silicona |
5.Análisis económico
- Comparación de costos: El costo de los moldes compuestos es un 40% menor que el de los moldes de silicona pura (ahorrando la cantidad de silicona utilizada) y un 20% mayor que el de los moldes de yeso puro (pero la tasa de desperdicio se reduce del 15% al 3%).
- Mejora de la eficiencia: El tiempo de desmoldeo se reduce a 5 segundos (1-2 minutos para yeso puro con palanca mecánica).
Molde compuesto de silicona y yeso mediante el diseño de "rigidez y flexibilidad":
- La silicona logra una reproducción a nivel de micras. y desmolde de estructuras complejas;
- El yeso proporciona estabilidad y economía a altas temperaturas.
Esta combinación es especialmente adecuada para campos que requieren precisión, complejidad geométrica y costos de producción en masa (como joyería de alta gama y piezas de ingeniería de precisión) y es una actualización revolucionaria de los moldes tradicionales de un solo material.
Resumen
En fundición de metales , la elección del yeso está directamente relacionada con la precisión, la calidad de la superficie y la vida útil del molde de la pieza fundida. El yeso α-hemihidrato se ha convertido en la corriente principal debido a su alta resistencia, baja tasa de expansión y excelente estabilidad térmica, y la resistencia a altas temperaturas (por encima de 1600 °C) se puede mejorar aún más agregando rellenos refractarios como polvo de circonio y carburo de silicio.
Para piezas fundidas de alta precisión (como piezas de aleación de titanio de aviación), se requieren moldes de yeso modificado con fosfato o de yeso de silicona compuesto para equilibrar la resistencia y las capacidades de reproducción de detalles. En el futuro, con la integración de la nanomodificación y tecnología de impresión 3D ,Los moldes de fundición a base de yeso evolucionarán hacia una mayor eficiencia y menores costos, y continuarán promoviendo el desarrollo de la fabricación de metales de precisión.

Descargo de responsabilidad
El contenido de esta página es sólo para fines informativos. Serie LS No se realizan representaciones ni garantías de ningún tipo, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que los parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad del material y tipo o mano de obra que el proveedor o fabricante externo proporcionará a través de la red de Longsheng. Esta es responsabilidad del comprador. Solicite cotización de repuestos para determinar los requisitos específicos para estas piezas. por favor Contáctenos Obtenga más información .
Equipo LS
LS es una empresa líder en la industria Centrarse en soluciones de fabricación personalizadas. Con más de 20 años de experiencia sirviendo a más de 5000 clientes, nos enfocamos en la alta precisión Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación y cuenta con la certificación ISO 9001:2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países de todo el mundo. Ya sea producción de bajo volumen o personalización en masa, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. elegir Tecnología LS Significa elegir eficiencia, calidad y profesionalidad.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com
Preguntas frecuentes
1.¿Cuál es el mejor yeso?
En aplicaciones industriales, el yeso α-hemihidrato (α-CaSO₄·0,5H₂O) se reconoce como la mejor opción debido a sus ventajas de rendimiento únicas. Este yeso se fabrica mediante autoclave de alta presión y los cristales tienen una estructura columnar corta y densa, lo que hace que su resistencia a la compresión (25-40 MPa) sea mucho mayor que la del yeso β ordinario (8-15 MPa) y, al mismo tiempo, tiene una tasa de absorción de agua más baja (<5 %) y un acabado superficial más fino (Ra hasta 1,6 μm). En el campo de la fundición de precisión, como fundición a la cera perdida de álabes de turbinas aeroespaciales o joyería , el yeso α puede reproducir perfectamente detalles de hasta 20 μm y mantener la estabilidad dimensional (coeficiente de expansión lineal < 0,1%) incluso después de sinterizar a altas temperaturas. Además, después de ser modificado con nanoalúmina dopada o un agente de acoplamiento de silano, su resistencia al desgaste y a la humedad se puede mejorar aún más para satisfacer las necesidades de condiciones de trabajo extremas.
2. ¿Se puede utilizar yeso sobre metal?
El yeso no sólo se utiliza para la fundición de metales, sino que también desempeña un papel clave en la industria moderna. . Tomando como ejemplo la fundición de aleaciones de aluminio, es necesario utilizar yeso modificado con fosfato mezclado con polvo de circón (ZrSiO₄) (que representa entre el 40 y el 50 %) para que el refractario del molde supere los 1600 °C y evitar la penetración del aluminio fundido. Para las superaleaciones (por ejemplo, superaleaciones a base de níquel), se introduce carburo de silicio (SiC) (15-20%) para mejorar la conductividad térmica, combinado con un proceso de sinterización protegido con nitrógeno (contenido de oxígeno < 500 ppm) para evitar el agrietamiento del molde. Las últimas investigaciones muestran que la impresión 3D de compuestos a base de yeso (por ejemplo, resinas fenólicas de yeso) puede fabricar directamente moldes de fundición de turbinas con canales de enfriamiento, acortando el ciclo tradicional de fabricación de moldes de 6 semanas a 72 horas e interrumpiendo el proceso tradicional de fundición de metales.
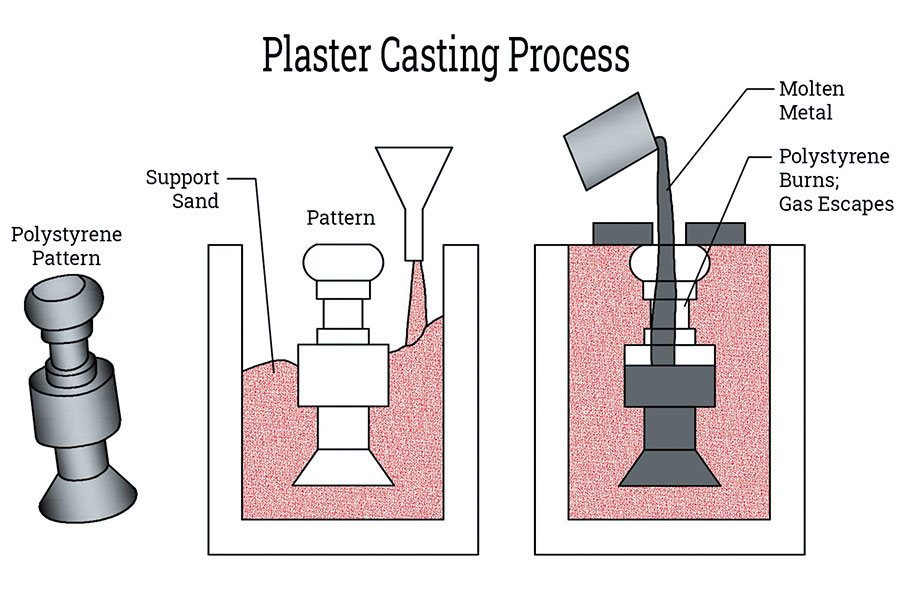
3. ¿Qué se utiliza para la fundición de metales?
El sector de la fundición de metales se basa principalmente en sistemas especiales de yeso técnico. : (1) fundición a la cera perdida: el uso de materiales compuestos de sol de sílice y yeso (polvo de circonio 45% α yeso 35%), mediante agitación al vacío (tasa de burbuja <1%) para lograr una precisión de superficie Ra de 0,8 μm, que se utiliza normalmente en palas monocristalinas de motores aeronáuticos. (2) Fundición en arena: yeso reforzado con arena de cuarzo (70% SiO₂ 25% yeso α), agregando bentonita (5%) para mejorar la permeabilidad al aire, utilizado para piezas fundidas de hierro de gran tamaño (como bases de máquinas herramienta), resistencia a la compresión ≥ 15MPa (norma EN 13245). (3) Asistencia de fundición a presión: en la fundición a presión de aleaciones de aluminio, se utiliza yeso modificado con nanografito (conductividad térmica 3,5 W/m·K) como molde de transición, que puede resistir el impacto del aluminio fundido a 800 °C y reducir la cantidad de agente desmoldante en un 60 %.
4. ¿Para qué se utiliza el yeso?
El uso del yeso abarca varios campos de alta tecnología: (1) Fundición industrial: como material central de la fundición a la cera perdida, produce componentes de precisión como álabes de turbinas y juntas artificiales, y el 70% de las piezas fundidas de aleaciones de titanio del mundo dependen del proceso de yeso. (2) Tecnología de construcción: el yeso autonivelante (éter de celulosa de yeso β) se utiliza para nivelar la calefacción del suelo, con una conductividad térmica de 0,2 W/m·K, que ahorra un 30% más de energía que los materiales a base de cemento. (3) Biomedicina: el yeso α semihidratado (grado médico) se utiliza para la fijación ortopédica y su estructura microporosa (tamaño de poro de 50 a 100 μm) promueve el crecimiento de las células óseas y el ciclo de degradación va en sintonía con la curación del hueso. (4) Reproducción de arte: mediante la tecnología de moldes de yeso de impresión 3D y escaneo digital, los detalles de las reliquias culturales (como la ornamentación de bronce) se pueden reproducir 1:1 con una precisión de ±0,01 mm. Actualmente, materiales funcionales a base de yeso (como el yeso de almacenamiento de energía de cambio de fase) están promoviendo avances en sus aplicaciones en el campo de las nuevas energías.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


