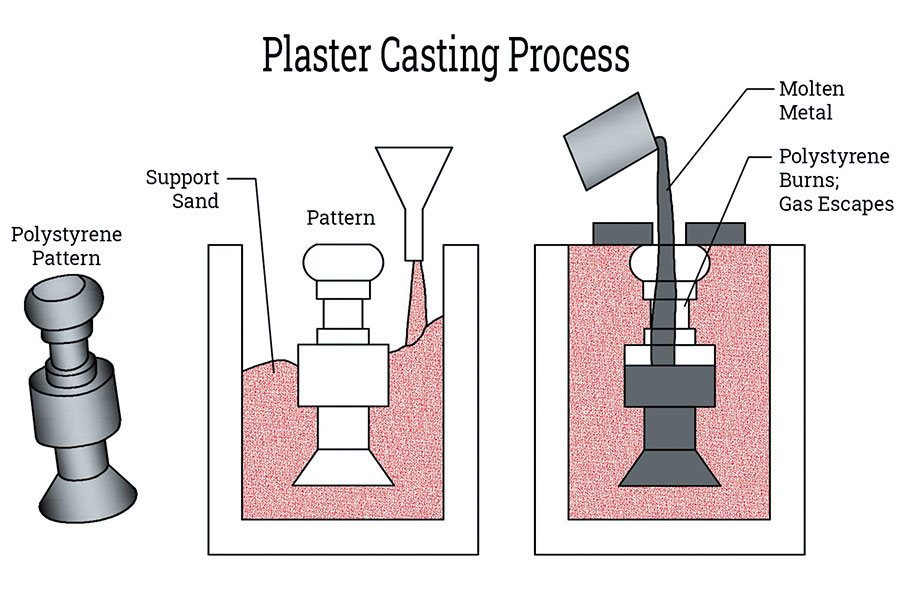
Литье металла – древнее ремесло, которое до сих пор занимает важное место. в современной промышленности. Гипсовое литье является предпочтительным из-за его уникальных преимуществ. Гипсовые материалы незаменимы при литье металлов, влияя на качество отливки, эффективность производства и контроль затрат. Технология гипсового литья зародилась в месопотамской цивилизации в 4000 году до нашей эры. Он получил большое развитие после промышленной революции. Сейчас он используется в областях высокоточного литья, таких как репродукции произведений искусства, производство ювелирных изделий и аэрокосмическая промышленность. Сформирована целостная технологическая система, ключевым звеном которой является выбор штукатурных материалов.
В этой статье будет всесторонне проанализировано различные виды гипсовых материалов, используемых при литье металлов , охватывающий основные характеристики, профессиональные формулы, критерии выбора и навыки применения, а также предоставляющий подробное руководство для профессионалов литейной отрасли и любителей металлообработки.
Что делает высокотемпературный гипс для литья уникальным?
Высокотемпературный гипс для литья (также известный как высокотемпературный обожженный гипс или керамический гипс) представляет собой специально обработанный гипсовый материал. Его уникальные особенности в основном отражаются в следующих аспектах:
1. Процесс высокотемпературного обжига
Прокаливание при высокой температуре от 800°C до 1000°C полностью обезвоживает дигидрат гипса (CaSO₄·2H₂O) и превращает его в безводный гипс (CaSO₄). В то же время кристаллическая структура становится более стабильной и значительно улучшается термостойкость.
2. Отличная устойчивость к высоким температурам
Он выдерживает высокие температуры выше 500°C (обычная штукатурка составляет всего около 100°C), подходит для высокотемпературных сред, таких как литье металлов (например, алюминиевый сплав, медный сплав) , чтобы избежать растрескивания или деформации модели.
3. Низкая скорость расширения и высокая точность.
Коэффициент термического расширения гипса после высокотемпературной обработки чрезвычайно низок, что позволяет поддерживать стабильность размеров формы, обеспечивать высокую степень восстановления деталей отливки и подходит для точное литье .
4. Высокая прочность и устойчивость к истиранию.
Уплотнение кристаллической структуры делает ее прочность на сжатие и изгиб значительно выше, чем у обычная штукатурка и может выдерживать ударную силу расплавленного металла и повторяющийся износ.
5. Низкая пористость и низкое поглощение влаги.
Высокотемпературное прокаливание уменьшает внутреннюю пористость, уменьшает водопоглощение, позволяет избежать потери прочности из-за поглощения влаги или дефектов пористости при литье металла.
6. Области применения
В основном он используется в литье по выплавляемым моделям в аэрокосмической, ювелирной, художественной и других областях, а также в изготовлении высокотемпературных керамических форм.
По сравнению с обычным гипсом: обычный литой гипс (полуводный гипс α/β) имеет плохую термостойкость и низкую прочность, тогда как высокотемпературный гипс обеспечивает качественный скачок характеристик за счет тщательного обезвоживания и реконструкции кристаллов.

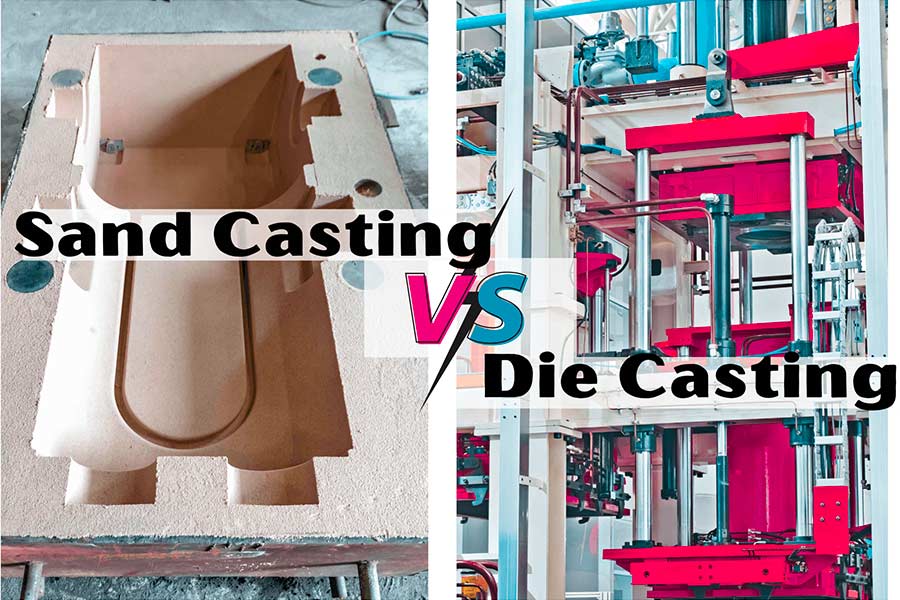
Чем гипсы для литья по выплавляемым моделям отличаются от составов для литья в песчаные формы?
Формула различия между гипсом для литья по выплавляемым моделям и гипсом для литья в песок в основном отражаются на огнеупорных наполнителях, типах штукатурок, добавках и эксплуатационных показателях. Конкретное сравнение выглядит следующим образом:
1. Состав формулы и различия в материалах.
| Ингредиенты/характеристики | Гипс для литья по выплавляемым моделям | Штукатурка для литья песка |
|---|---|---|
| Основные огнеупорные наполнители | Порошок циркона (более 45%, ZrSiO₄ высокой чистоты) | Кварцевый песок (60-70%, содержание SiO₂ ≥95%) |
| Гипсовая матрица | Фосфат-модифицированный гипс (хорошая устойчивость к высоким температурам) | Альфа-полугидратный гипс (обычный или высокопрочный) |
| Добавки | Борная кислота (более низкая температура спекания), кремнеземный порошок (повышает плотность) | Бентонит (улучшает воздухопроницаемость), сульфонат древесины (связывающий). |
| связующее | Высокотемпературное керамическое связующее (например, кремнеземный золь) | Штукатурка самоклеящаяся, небольшое количество вспомогательного органического связующего вещества. |
2.Сравнение ключевых характеристик производительности
| Показатели эффективности | Гипс для литья по выплавляемым моделям | Штукатурка для литья песка |
|---|---|---|
| Огнеупорная температура | ≥1600°C (порошок циркона устойчив к высоким температурам) | ≤1200°C (влияет температура фазового перехода кварцевого песка) |
| Коэффициент линейного расширения | <0,15% (испытание 800°C, низкое расширение) | 0,3-0,5% (кварц значительно расширяется при высоких температурах) |
| Прочность на сжатие | ≥25 МПа (класс огнестойкости A JIS R5201) | ≥15 МПа (стандарт EN 13245) |
| Воздухопроницаемость | Низкая (плотная структура, требует регулирования добавками) | Высокая (кварцевый песок имеет от природы высокую пористость) |
| Чистота поверхности | Ra≤1,6 мкм (подходит для точного литья) | Ra≥3,2 мкм (более высокая шероховатость) |
3.Анализ основных различий
Огнеупорные наполнители:
- Порошок циркона (высокая термостойкость, низкое расширение) используется при литье по выплавляемым моделям. , а кварцевый песок (недорогой, но легко поддающийся фазовому изменению при высокой температуре) используется при литье в песчаные формы.
- Кварцевый песок претерпевает фазовый переход кварца β → α при 573°C с внезапным увеличением объема на 1,4%, что приводит к риску растрескивания песчаной формы.
Тип штукатурки:
- Инвестиционная штукатурка модифицирована фосфатом для улучшения термостойкости. (избежание разложения штукатурки при высоких температурах); Песчаная штукатурка зависит от начальной прочности штукатурки α-полугидрата.
Сценарии применения:
- Инвестиционная штукатурка используется для тонкостенных прецизионных деталей (например, авиационных лопастей и ювелирных изделий), а песчаная штукатурка подходит для крупных деталей с грубой обработкой (например, чугунных деталей).
4.Примеры типовых рецептов.
Литейный гипс по выплавляемым моделям:
- Цирконовый порошок 45% Фосфатештукатур 35% Кремнеземный порошок 15% Борная кислота 5%
(Примечание: для уменьшения пузырьков воздуха требуется вакуумное перемешивание)
- Кварцевый песок 65% α-полугидратгипс 30% Бентонит 5%
(Примечание: доля добавляемой воды обычно составляет 30-35%)
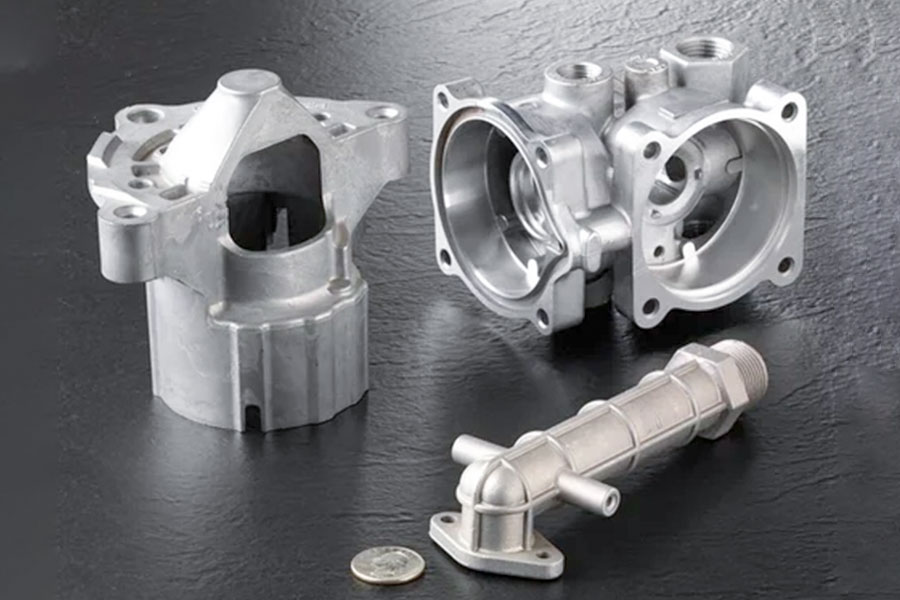
Зачем добавлять карбид кремния в гипс для литья алюминия?
Добавление карбида кремния (SiC) в гипс для литья алюминия обусловлено главным образом его физическими и химическими свойствами: оптимизировать процесс литья . Конкретные причины и последствия заключаются в следующем:
1. Основная функция: улучшить теплопроводность
Сравнение теплопроводности:
- Теплопроводность чистого гипса составляет всего около 0,5 Вт/м·К, тогда как после добавления 15-20% карбида кремния (200 меш) теплопроводность возрастает до 2,8 Вт/м·К (стандарт испытаний ASTM D5470).
Эффективность затвердевания:
- Высокая теплопроводность ускоряет теплообмен алюминиевой жидкости. Время затвердевания литье из алюминиевого сплава s сокращается на 22%, снижается риск укрупнения зерна и улучшаются механические свойства (например, увеличение прочности на разрыв на 10-15%).
2.Основной механизм действия
| Функциональные размеры | Описание принципа |
|---|---|
| Улучшение теплопроводности | SiC имеет плотную кристаллическую структуру и высокую эффективность фононной теплопередачи, что позволяет быстро отводить тепло от алюминиевой жидкости и избегать локального перегрева. |
| Соответствие температурному расширению | Коэффициент линейного расширения SiC (4,0×10⁻⁶/°C) близок к коэффициенту линейного расширения алюминиевого сплава (23×10⁻⁶/°C), что снижает образование трещин под напряжением при отливке в форму. |
| Улучшение износостойкости | Твердость SiC (9,5 по шкале Мооса) повышает способность поверхности формы противостоять жидкостной эрозии алюминия и продлевает срок службы формы (около 30%). |
3. Технология контроля побочных эффектов
Антиоксидантное лечение:
- Добавьте 0,5% борной кислоты (H₃BO₃), чтобы сформировать пленку боросиликатного стекла при высокой температуре, ингибировать окисление SiC (4SiC + 3O₂ → 2SiO₂ + 4C) и избежать образования пузырьков CO.
Контроль pH:
- Поддерживайте значение pH суспензии на уровне 9,5-10,2 (щелочная среда), чтобы предотвратить кислотную коррозионную реакцию между SiC и гипсом (CaSO₄).
4. Фактические данные приложения
Процент дефектов литья:
- Поверхностная пористость составляет около 5% без добавления SiC и падает до 1,2% после добавления (поскольку скорость затвердевания увеличивается, чтобы предотвратить удержание газа).
Поверхностная обработка:
- SiC улучшает микроструктуру штукатурки, а шероховатость поверхности отливки улучшена с Ra 6,3 мкм до Ra 3,2 мкм. .
5. Сравнение с другими наполнителями
| Добавка | Теплопроводность (Вт/м·К) | Устойчивость алюминия к эрозии | Стоимость (юань/кг) |
|---|---|---|---|
| Карбид кремния (SiC) | 2,8 | ★★★★★ | 25-30 |
| Оксид алюминия (Al₂O₃) | 1.2 | ★★★☆☆ | 15-20 |
| Графит (С) | 5.0 | ★★☆☆☆ | 10-15 |
Карбид кремния имеет лучший баланс между теплопроводностью, химической стабильностью и стоимостью и является идеальным добавка для гипса для литья алюминия .
Как оптимизировать проницаемость гипсовой формы, не жертвуя при этом прочностью?
Оптимизация воздухопроницаемости без ущерба для прочности гипсовых форм требует синергии модификации материала, управления процессом и проектирования конструкции. Вот как это работает:
Оптимизация материала: контролирует образование пористости
(1) Точное добавление пенообразователя
- Выбор порообразователя: используется додецилсульфат натрия (SDS) (0,3-0,5%), а его молекулярная структура (C₁₂H₂₅SO₄Na) образует в суспензии однородные микропузырьки (диаметром 50-200 мкм).
- Механизм действия: ДСН снижает поверхностное натяжение жидкости, и пузырьки стабильно распределяются в штукатурной матрице, избегая потери прочности, вызванной чрезмерной местной пористостью (при измеренном уровне пузырьков <3% прочность существенно не снижается).
(2) Состав армированного волокна
- Тип волокна: добавьте 0,1-0,2% стекловолокна (длиной 3 мм) или целлюлозного нановолокна, чтобы компенсировать потерю прочности, вызванную вспениванием из-за образования мостиков из волокон.
- Сравнение данных: Когда волокно не добавляется, прочность снижается примерно на 15% после вспенивания, а степень сохранения прочности после добавления> 95%.
2. Управление процессом: вакуумное перемешивание и отверждение.
(1) Параметры вакуумного перемешивания
- Вакуум: -0,08 МПа (абсолютное давление около 0,02 МПа), при этом условии можно контролировать расширение пузырьков и избегать чрезмерного слияния.
- Скорость перемешивания: 300-400 об/мин (лопастная мешалка) для обеспечения равномерного распределения вспенивающего агента, но без чрезмерного сдвига и разрушения структуры пузырьков.
(2) Оптимизация условий отверждения
- Температура высыхания: Поэтапный нагрев (40°C→ 60°C→80°C) предотвращает затвердевание поверхности и слишком быстрое закрытие пор.
- Контроль влажности: Относительная влажность составляет 50-60%, что замедляет скорость испарения воды и уменьшает образование микротрещин.
3. Структурная конструкция: структура градуированных отверстий.
- Макроскопическая пористость: Направленные каналы (размер пор 0,5–1 мм) вводятся посредством 3D-печати или тиснения формы для повышения эффективности пути проникновения газа.
- Микропористость: Микропоры (<200 мкм), образующиеся под действием пенообразователя, действуют как вспомогательные узлы осмоса, образуя сквозную сеть.
- Улучшенная воздухопроницаемость: градуированная структура улучшает воздухопроницаемость более чем на 50% (тест ASTM C577), сохраняя при этом прочность на сжатие 12 МПа (стандарт EN 13245).
4. Данные проверки производительности
| Индекс | Традиционная штукатурка | Оптимизированная штукатурка | Стандарт испытаний |
|---|---|---|---|
| Воздухопроницаемость (см³/мин) | 20 | 30(+50%) | АСТМ С577 |
| Прочность на сжатие (МПа) | 12 | 12 (то же самое) | ЕН 13245 |
| Пористость (%) | 15 | 25 (контролируемое увеличение) | ИСО 5017 |
5. Ключевые моменты
- Риск чрезмерного пенообразователя: Добавление более 0,7% SDS приведет к слиянию пузырьков и снижению прочности более чем на 30%.
- Контроль ориентации волокон. Беспорядочно распределенные волокна предпочтительнее, чем направленное расположение, что может вызвать анизотропию проницаемости.
- Экономический баланс: общая стоимость увеличивается примерно на 8-10%, но срок службы формы увеличивается на 20% (за счет улучшения воздухопроницаемости и уменьшения растрескивания под термическим напряжением).
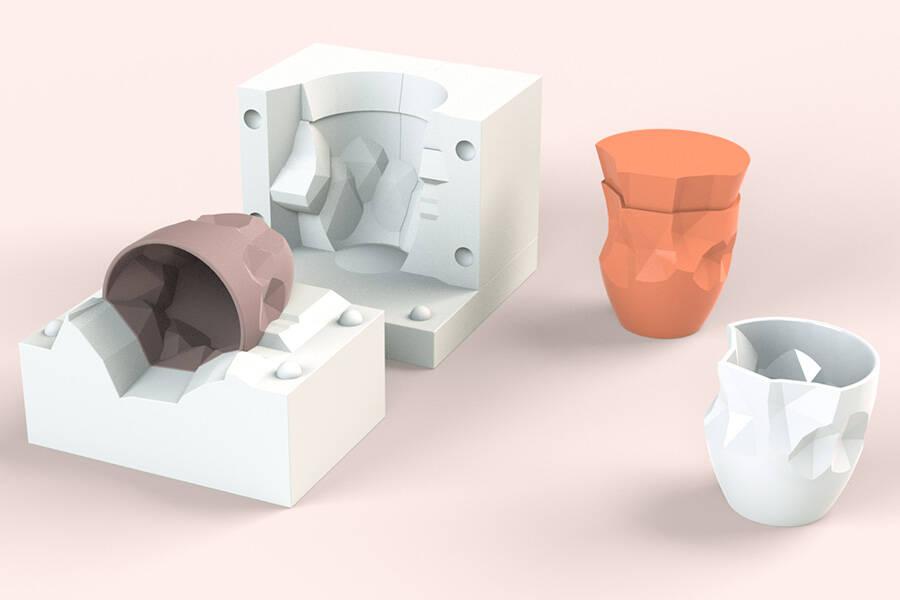
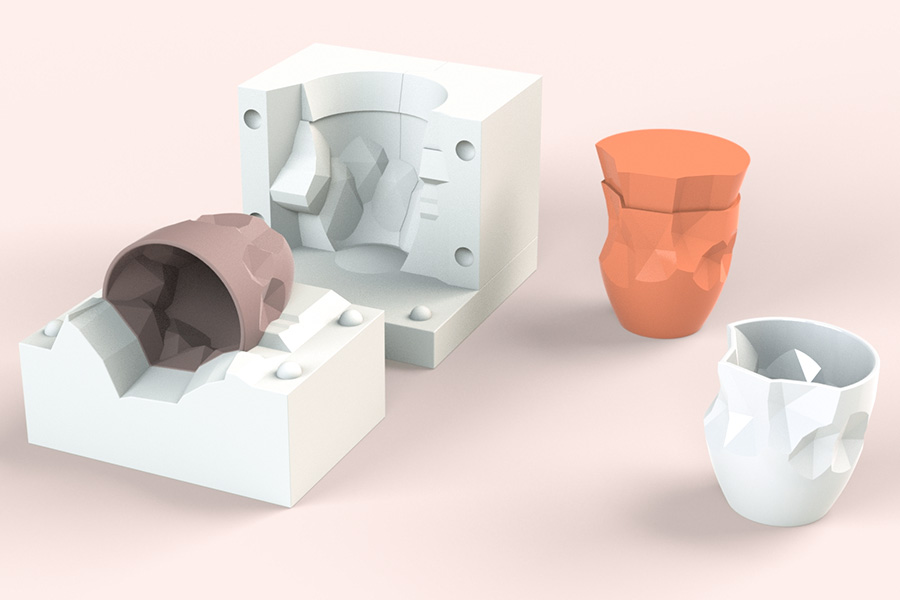
Зачем комбинировать силикон с гипсом для создания сложной геометрии?
Целью объединения силикона и гипса для изготовления композитных форм является обеспечение полного Используйте взаимодополняющие преимущества двух материалов и достигайте наилучшего баланса между сложными геометрическими формами, высокоточными деталями и эффективной распалубкой. Ниже приведены конкретные причины и технические моменты:
1.Решить ограничения одного материала
| Материал | Преимущества | Недостатки | Улучшения после компаундирования |
|---|---|---|---|
| Штукатурка | Высокая прочность, высокая термостойкость, низкая стоимость. | Высокая хрупкость, трудность демонтажа Сложная структура | Гипс в качестве несущего каркаса для обеспечения общей прочности. |
| Силикон | Высокая эластичность, воспроизведение тонких текстур. | Плохая термостойкость (<200°C) | Силикон в качестве слоя полости для точного воспроизведения деталей. |
2. Основные преимущества композитных форм
(1) Возможность сверхточной репликации
Параметры силиконового слоя:
- Толщина составляет 2 мм (твердость по Шору А 40), текучесть хорошая, можно заполнить текстурами размером 50 мкм (например, ювелирными узорами, биомиметическими структурами).
- Скорость усадки при отверждении составляет <0,1%, а стабильность размеров составляет ±0,02 мм (значительно превышает ±0,1 мм чистого гипса).
Случай:
При отливке подвесок из 18-каратного золота текстура толщиной 50 мкм (например, детали перьев), воспроизводимая с помощью композитной формы, составляет 95%, тогда как форма из чистого гипса может сохранить только 30%.
(2) Сложная геометрическая конструкция демонтажа
- Оптимизация угла уклона: Эластичность силикона допускает минимальный угол уклона 45°. (60° ≥для чистой штукатурки, подходит для подрезов, полых конструкций (например, полостей для шестерен, спиральных орнаментов).
- Технология отделения: Напыление нано-разделительного покрытия (например, модифицированного раствора ПТФЭ) снижает коэффициент трения до <0,1 и уменьшает силу извлечения из формы на 70%.
(3) Синергия силы и гибкости.
- Распределение нагрузки: Гипсовая оболочка подвергается 90% литейному давлению. (например, воздействие инъекции алюминиевого сплава под давлением 10 МПа), а внутренняя полость из силикона рассеивает локальное напряжение, чтобы избежать трещин.
- Сравнение срока службы: Композитную форму можно использовать повторно более 50 раз (только 5-10 раз для формы из чистого силикона и хрупкие края для формы из чистого гипса).
3. Типичные сценарии применения
- Ювелирное литье : Сложные узоры (например, текстуры четырехлистного клевера Van Cleef & Arpels) воспроизводятся, а силикон эластично деформируется при удалении воскового рисунка без каких-либо повреждений.
- Медицинские приборы: Пористая структуралитой титановый сплав костный гвоздь (диаметр отверстия 100-200 мкм), силикагель отформован точно, а гипс гарантирует, что спекание не деформируется.
- Художественная скульптура: изогнутые детали (например, волосы, складки) статуй из смолы/бронзы без остатков после извлечения из формы.
4. Ключевые параметры процесса
| Процесс | Требования к параметрам | Функция |
|---|---|---|
| Силиконовое литье | Вакуумная дегазация (-0,1МПа, выдержка 5мин) | Устраните пузырьки и избегайте точечных отверстий на поверхности. |
| Гипсовый композит | Водно-цементное соотношение 0,28:1 (стандарт EN 13245) | Обеспечить прочность корпуса ≥ 20 МПа. |
| Условия отверждения | Силикон 25°C×24ч + Штукатурка 40°C×12ч | Послойное отверждение во избежание отслоения интерфейса |
| Обработка распалубки | Спрей разделительного средства толщиной 3 мкм (процесс электростатического распыления) | Уменьшите адгезию силиконовых отливок |
5.Экономический анализ
- Сравнение стоимости: Стоимость композитных форм на 40% ниже, чем у форм из чистого силикона (экономия количества используемого силикона) и на 20% выше, чем у форм из чистого гипса (но процент брака снижается с 15% до 3%).
- Повышение эффективности: Время извлечения из формы сокращается до 5 секунд (1-2 минуты для чистого гипса с механическим поддеванием).
Силикон-гипсовая композитная форма за счет конструкции «жесткости и гибкости»:
- Силикон обеспечивает воспроизведение на микронном уровне. и демонтаж сложных конструкций;
- Plaster обеспечивает высокую температурную стабильность и экономичность.
Эта комбинация особенно подходит для областей, требующих точности, геометрической сложности и затрат на массовое производство (например, высококачественные ювелирные изделия, точные инженерные детали), и представляет собой революционную модернизацию традиционных форм из одного материала.
Краткое содержание
В литье металла Выбор гипса напрямую связан с точностью, качеством поверхности и долговечностью формы отливки. Альфа-полугидратный гипс стал основным направлением благодаря своей высокой прочности, низкой скорости расширения и превосходной термической стабильности, а устойчивость к высоким температурам (выше 1600 ° C) можно дополнительно улучшить за счет добавления огнеупорных наполнителей, таких как порошок циркона и карбид кремния.
Для высокоточные отливки (например, детали из авиационного титанового сплава), формы из модифицированного фосфатом гипса или композитного силиконового гипса необходимы для обеспечения баланса между прочностью и возможностями воспроизведения деталей. В будущем, с интеграцией наномодификации и Технология 3D-печати Литейные формы на основе гипса будут развиваться в направлении более высокой эффективности и снижения затрат, а также будут продолжать способствовать развитию точного производства металлов.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Серия ЛС Никаких заявлений или гарантий любого рода, явных или подразумеваемых, не делается в отношении точности, полноты или достоверности информации. Не следует предполагать, что параметры производительности, геометрические допуски, конкретные конструктивные особенности, качество и тип материала или качество изготовления будут предоставлены сторонним поставщиком или производителем через сеть Longsheng. Это ответственность покупателя Запросите цену на запчасти определить конкретные требования к этим деталям. пожалуйста, свяжитесь с нами Узнайте больше информации .
Команда ЛС
LS — ведущая компания отрасли Сосредоточьтесь на индивидуальных производственных решениях. Имея более чем 20-летний опыт обслуживания более 5000 клиентов, мы уделяем особое внимание высокой точности. обработка с ЧПУ , Изготовление листового металла , 3D-печать , Литье под давлением , штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или массовая индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбирать ЛС Технология Это означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com
Часто задаваемые вопросы
1.Какая штукатурка самая лучшая?
В промышленном применении гипс-полугидрат (α-CaSO₄·0,5H₂O) признан лучшим выбором благодаря своим уникальным эксплуатационным преимуществам. Этот гипс изготавливается методом автоклавирования под высоким давлением, а кристаллы имеют плотную, короткую столбчатую структуру, что делает его прочность на сжатие (25-40МПа) значительно выше, чем у обычного β-штукатурки (8-15МПа), и в то же время имеет меньшую степень водопоглощения (<5%) и более тонкую поверхность (Ra до 1,6 мкм). В области точного литья, например литье по выплавляемым моделям лопаток или ювелирных изделий аэрокосмической турбины , α-штукатурка прекрасно воспроизводит детали размером до 20 мкм и сохраняет стабильность размеров (коэффициент линейного расширения < 0,1%) даже после спекания при высоких температурах. Кроме того, после модификации путем добавления нанооксида алюминия или силанового связующего агента его износостойкость и влагостойкость могут быть дополнительно улучшены для удовлетворения потребностей экстремальных условий работы.
2. Можно ли наносить штукатурку на металл?
Гипс не только используется для литья металлов, но и играет ключевую роль в современной промышленности. . На примере литья из алюминиевого сплава необходимо использовать фосфатно-модифицированный гипс, смешанный с порошком циркона (ZrSiO₄) (что составляет 40-50%), чтобы огнеупорность формы превышала 1600 °С и избегала проникновения расплавленного алюминия. В суперсплавы (например, суперсплавы на основе никеля) для улучшения теплопроводности вводят карбид кремния (SiC) (15-20%) в сочетании с процессом спекания с защитой от азота (содержание кислорода < 500 частей на миллион) для предотвращения растрескивания формы. Последние исследования показывают, что 3D-печать композитов на основе гипса (например, гипсовых фенольных смол) позволяет напрямую изготовлять формы для турбинного литья с охлаждающими каналами, сокращая традиционный 6-недельный цикл изготовления форм до 72 часов и нарушая традиционный процесс литья металлов.
3.Что используется для литья металла?
В области металлического литья в основном используются специальные инженерные гипсовые системы. : (1) литье по выплавляемым моделям: использование композитных материалов из диоксида кремния и золя-гипса (порошок циркона 45%, гипс 35%) посредством вакуумного перемешивания (скорость пузырьков <1%) для достижения точности поверхности Ra 0,8 мкм, которая обычно используется в монокристаллических лопастях авиационных двигателей. (2) Литье в песчаные формы: штукатурка, армированная кварцевым песком (70% SiO₂ 25% α-штукатурка), добавление бентонита (5%) для улучшения воздухопроницаемости, используется для крупных чугунных отливок (например, оснований станков), прочность на сжатие ≥ 15 МПа (стандарт EN 13245). (3) Помощь при литье под давлением: при литье под давлением алюминиевого сплава гипс, модифицированный нанографитом (теплопроводность 3,5 Вт/м·К), используется в качестве переходной формы, которая выдерживает воздействие расплавленного алюминия при температуре 800°C и снижает количество разделительного агента на 60%.
4. Для чего используется гипс?
Использование гипса охватывает ряд высокотехнологичных областей: (1) Промышленное литье: в качестве основного материала для литья по выплавляемым моделям из него производятся прецизионные компоненты, такие как лопатки турбин и искусственные суставы, а 70% отливок из титановых сплавов в мире производятся методом гипсования. (2) Технология строительства: для выравнивания полов с подогревом используется самовыравнивающаяся штукатурка (β-гипсовый эфир целлюлозы) с теплопроводностью 0,2 Вт/м·К, что на 30 % более энергосберегающе, чем материалы на основе цемента. (3) Биомедицина: полугидратированный пластырь α (медицинского класса) используется для ортопедической фиксации, его микропористая структура (размер пор 50–100 мкм) способствует росту костных клеток, а цикл деградации идет в ногу с заживлением кости. (4) Художественное воспроизведение: с помощью технологии цифрового сканирования и 3D-печати гипсовых форм детали культурных реликвий (например, бронзовые украшения) могут быть воспроизведены в масштабе 1:1 с точностью ± 0,01 мм. В настоящий момент, функциональные материалы на гипсовой основе (например, штукатурка для хранения энергии с фазовым переходом) продвигают свои прорывы в области применения новой энергии.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


