Ein Vergleich von Urethanguss und Spritzguss hinsichtlich Kosten, Lieferzeit und Präzision liefert ein eigenständiges Entscheidungsmodell, das kritische Skalierungsprobleme löst, insbesondere wenn falsche Annahmen über den Unterschied zwischen Urethanguss und Spritzguss ein Risiko von mehr als 50.000 US-Dollar und verlängerten NPI-Zeitplänen darstellen.
Urethanguss ist ein Verfahren für die schnelle Prototypenfertigung in Kleinserien (1–100 Teile), das die hohen Werkzeugkosten senkt. Spritzgießen hingegen ist ein Verfahren für die Massenproduktion und optimiert die Stückkosten ab 1.000 Teilen. Eine der größten versteckten Gefahren in der Branche ist die Abweichung von bis zu ±0,2 mm bei Urethan-Silikonformen nach mehr als 50 Abgüssen – ein kritischer Faktor, den Unternehmen, die nur ein Verfahren anwenden, oft verschweigen.
Dieser umfassende Leitfaden bietet Ihnen ein deterministisches Rahmenwerk, basierend auf der jahrzehntelangen Erfahrung von LS Manufacturing in den Lieferketten von Fortune-500-Unternehmen . Durch die Analyse verifizierter Lebenszykluskostenkurven, Materialspezifikationen mit einer Genauigkeit von ±0,005 mm und optimierter Stückzahlen unter 500 Teilen stellen wir sicher, dass Ihre Prototypen-zu-Serienfertigung einen optimalen ROI erzielt. Lesen Sie weiter und erfahren Sie, wie Sie kürzere Durchlaufzeiten, eine Senkung der Gesamtteilekosten um 30 % und einen sicheren Scale-up-Prozess erreichen.
Urethanguss vs. Spritzguss: Auswahl-Kurzübersicht
| Schlüsselfaktor | Urethanguss (Vakuumguss) | Spritzgießen |
| Werkzeugmethode | Verwendet eine Silikon-Spritzguss- Gummiform, die auf einem Urmodell basiert. | Verwenden Sie CNC-gefräste Aluminium- oder Stahlformen. |
| Lieferzeit und Kosten | Schneller Prozess ( 1-3 Tage für die Form, 5-10 Tage für die Teile ), kostengünstig ( 1.000-5.000 US-Dollar ). | Langsamer Prozess ( 3-8+ Wochen ), teuer ( 5.000-50.000+ US-Dollar ). |
| Teilvolumen | Sehr geringe Stückzahl (typischerweise 10-50 Teile pro Form). | Von Kleinserien ( 100+ ) bis hin zu Großserien (Millionen von Teilen). |
| Materialtreue | Niedrig; verwendet Polyurethane, die Produktionskunststoffe simulieren. | Hochwertig; verwendet Thermoplaste in Produktionsqualität. |
| Toleranzen | Mäßig (typischerweise ±0,2 mm ), die Qualität der Oberflächenbeschaffenheit variiert. | Hohe ( ±0,1 mm oder besser), hohe Qualität der Oberflächenbearbeitung. |
| Unsere Auswahl | Beratung Für weniger als 25 Teile , Designvalidierung oder schnelles Prototyping verschiedener Designiterationen. | Für mehr als 50 Teile : Funktionsprüfung mit Produktionsmaterialien und Produktionsbereitschaft. |
| Ergebnis: Optimaler Pfad | Eine schnelle und kostengünstige Möglichkeit, Prototypenteile zu erstellen , die Form und Passform sowie eine gewisse Funktion bestätigen. | Realistische Bauteile für umfangreiche Tests, Produkteinführung und Großserienfertigung. |
Wichtigste Erkenntnisse:
- Die Stückzahl ist der entscheidende Faktor: Die Gewinnschwelle liegt zwischen 25 und 50 Stück . Bei kleineren Mengen ist Urethanguss wirtschaftlicher, während Spritzguss ab dieser Schwelle den niedrigeren Stückpreis bietet.
- Zweck bestimmt Verfahren: Urethanguss wird angewendet, wenn die Konstruktion validiert werden muss; Spritzguss wird angewendet, wenn die tatsächlichen Materialeigenschaften des Spritzgussverfahrens validiert werden müssen.
- Das Material ist eine entscheidende Einschränkung: Wenn Sie den genauen technischen Thermoplast ( PEEK, glasfaserverstärktes Nylon ) testen müssen, ist Spritzgießen Ihre einzige Möglichkeit.
- Lieferzeit vs. Gesamtkosten: Urethanguss ermöglicht eine erhebliche Zeitersparnis zu Beginn des Entwicklungsprozesses, während Spritzguss anfänglich viel Zeit in Anspruch nimmt, aber später eine Skalierung und kosteneffiziente Produktion ermöglicht.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche theoretische Vergleiche zwischen Urethanguss und Spritzguss . Was unseren Ansatz jedoch einzigartig macht, ist die Tatsache, dass er von unserem eigenen Fertigungsteam entwickelt und freigegeben wurde. Dieses Team trifft diese Entscheidungen täglich und weiß aus erster Hand, wie wichtig die von der International Society of Automation (ISA) festgelegten Standards für Prozessautomatisierungssysteme sind.
Wir fertigen Produkte, bei denen ein fehlerhaftes Verfahren absolut ausgeschlossen ist: funktionale Luft- und Raumfahrtkomponenten, die Temperaturwechsel zwischen -40 °C und 120 °C standhalten müssen, biologisch kompatible Gehäuse für chirurgische Instrumente mit FDA-Zulassung sowie flammhemmende Gehäuse aus opaken Materialien für industrielle Elektronikgeräte. Die Materialauswahl und die Prozessvalidierung für diese speziellen Anwendungen erfolgen gemäß den von Underwriters Laboratories (UL) definierten Sicherheits- und Qualitätsprüfstandards .
Wir haben diese Erfahrung aus Tausenden von Projekten gesammelt. Wir kennen die optimale Stückzahl (ca. 50 ), ab der Spritzgießen wirtschaftlich rentabel ist; wir wissen, wie man mit bestimmten Urethanarten eine Oberflächenrauheit von 0,8 Ra erzielt; und wir kennen die erforderlichen Werkzeugkonstruktionstechniken, um Einfallstellen in glasfaserverstärktem Nylon zu vermeiden. Wir bieten Ihnen dieses praxiserprobte Wissen aus der realen Anwendung, damit Sie unsere Fehler und Fallstricke bei der Wahl des falschen Verfahrens vermeiden können.
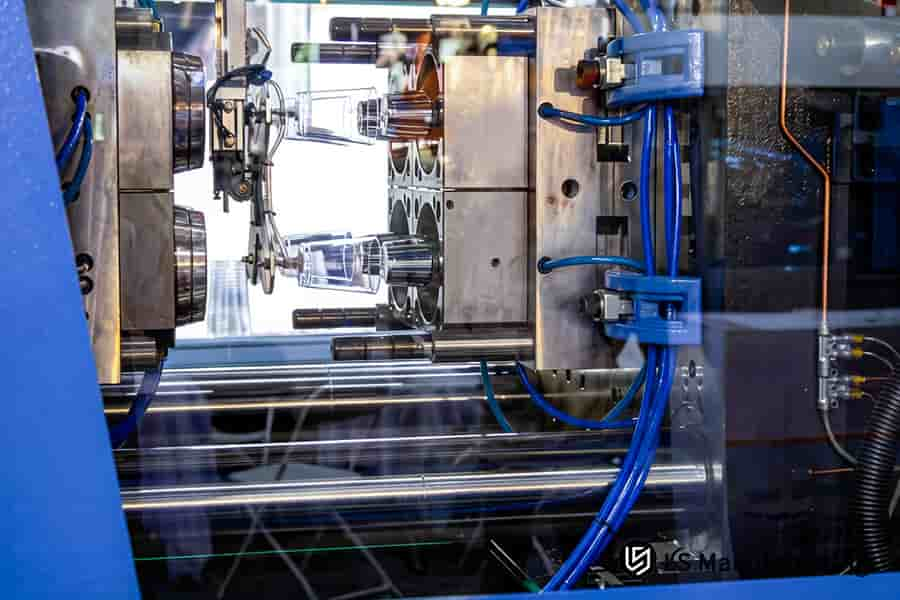
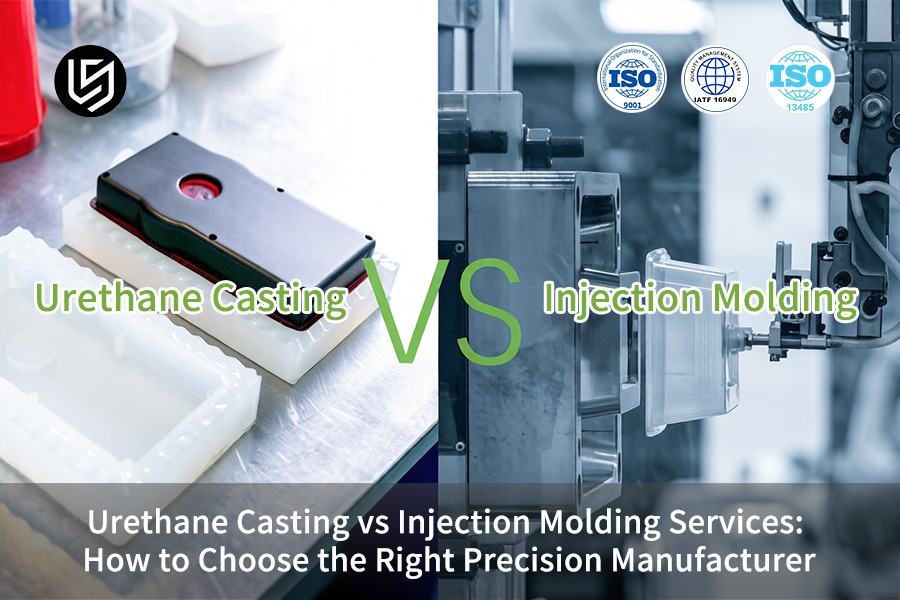
Abbildung 1: Die Spritzgießmaschine formt transparente Kunststoffteile, wobei blaue Hydraulikleitungen sichtbar sind.
Warum bestimmen Materialdegradation und reale molekulare Eigenschaften die Auswahl Ihres Lieferanten für kundenspezifische Spritzgussteile?
Die Wahl eines geeigneten Herstellers setzt das Verständnis voraus, dass Materialverschleiß und molekulares Verhalten eine entscheidende Rolle bei der Definition der Leistungsgrenzen spielen. Unsere Analyse deckt die Grenzen des Urethan-Gießverfahrens auf und erklärt, wie Präzisionsspritzgussverfahren hier Abhilfe schaffen können.
Entschlüsselung der Kernbegrenzung der chemischen Vernetzung
Beim Urethan-Gießverfahren erfolgt die Aushärtung auf natürliche Weise und die Vernetzung erfolgt chemisch. Dabei entstehen natürliche Bereiche, die anfällig für UV-Strahlung und Oxidationsmittel sind, was zu einem schnelleren Kettenabbau führt. Für hohe Festigkeit über lange Zeiträume empfiehlt sich die Verwendung thermisch gebundener Molekülketten mittels technischer Spritzgussverfahren .
Bestimmung der mechanischen Schwelle für den Übergang
Unsere Entscheidung basiert auf messbaren Belastungsgrenzen. Bei übermäßigen Scherkräften ( >50 MPa ) oder Ermüdungsbeanspruchung kann die Inhomogenität gegossener Urethane zu vorzeitigem Versagen führen. Die Analyse erfordert die Suche nach einem kundenspezifischen Spritzgussunternehmen , das solche Geometrien verarbeiten und jegliche Probleme unter allen Umständen vermeiden kann. Wir nutzen die Finite-Elemente-Analyse (FEA), um diese Schwellenwerte präzise zu bestimmen und so sicherzustellen, dass die Umstellung auf Spritzguss in Kleinserien datenbasiert und nicht spekulativ erfolgt.
Formulierungsentwicklung für Prototypgenauigkeit
Um den Übergang von Prototypen zur Serienproduktion zu vereinfachen, haben wir neue Polyurethan-Compounds entwickelt, die Thermoplasten ähnlicher sind. Durch den Einsatz von Kettenverlängerern und die Anpassung der Vernetzungsdichte erreichen wir eine Dehnungsähnlichkeit von 98 % zu einem bestimmten modifizierten PP-Material. Dadurch lassen sich mit Verfahren wie dem Schnellspritzgießen Prototypen herstellen, deren Leistung im Mikrospritzgießen vorhergesagt werden kann.
Systemische Validierung durch beschleunigtes Altern
Simulation erfordert Verifizierung. Sowohl gegossene Proben als auch spritzgegossene Serienmaterialien werden unter kombinierter thermischer und oxidativer Belastung sowie UV-Abbau getestet. Durch die Analyse der Abbauraten – und nicht nur der Materialwerte selbst – verifizieren wir die Genauigkeit der Vorhersagen unseres Prototyps. Dies stellt sicher, dass unser Prototypenverfahren für den Automobil-Spritzguss zuverlässige Daten liefert, bevor die Werkzeugfertigung in Auftrag gegeben wird.
Dieser Ansatz geht weit über die Leistungen generischer Anbieter hinaus und bietet eine deterministische Methode zur Prozessauswahl auf Basis molekularer Kenntnisse und faktischer Belege. Er zeigt, dass ein echter Partner nicht nur Dienstleistungen erbringt, sondern auch über das nötige Know-how verfügt, um den optimalen Zeitpunkt für den Übergang zu bestimmen, Materialanaloga zu entwickeln und die Leistungsfähigkeit unter Degradationsbedingungen zu überprüfen – das ist der Kern unserer einzigartigen Position bei der Lösung komplexer technischer Probleme.

Wie können Kleinserien-Spritzgussdienstleistungen Ihre anfängliche Werkzeugamortisation für Medizinprodukte optimieren?
Die Amortisierung der Werkzeugkosten zur Unterstützung der Markteinführung im Bereich Medizinprodukte erfordert einen kostenmodellbasierten Ansatz für die Erstfertigung. Bei Serien von 100 bis 3000 Einheiten liegt die Lösung nicht unbedingt in einem kostengünstigeren Produktionsprozess, sondern in einem optimierten Werkzeugansatz, um die für den Zugang zu Spritzgussdienstleistungen benötigte Kapitalschwelle drastisch zu senken.
Technischer Kern: Schnelles Brückenbauwerkzeug aus Aluminium für die Luft- und Raumfahrt
- Materialersatz: Wir ersetzen den regulären P20-Stahl durch 7075-T6-Aluminium (Wärmeleitfähigkeit ≥130 W/m·K).
- Ergebnis: Dies ermöglicht ein Spritzgießverfahren für Kleinserien mit 60 % kürzerer Zykluszeit ( 10-12 Tage gegenüber 28 Tagen ) und einer Reduzierung der Investitionskosten um über 45 % .
Proaktive Validierung und Risikominderung
- Prozesssimulation: Wir führen Formfüll- und Abkühlungssimulationen für unsere Aluminiumwerkzeuge durch, um potenziellen Materialverschleiß oder Verformungen vorzubeugen.
- Ergebnis: Dadurch wird eine kontinuierliche Produktion von 1.000 bis 3.000 qualifizierten Einheiten mit dem Brückenwerkzeug sichergestellt, bevor die Werkzeuge für die Serienfertigung aus Stahl in Betrieb genommen werden.
Entscheidungsrahmen: Der Kostengleichgewichtsrechner
- Analyse: Der Kostenvergleich zwischen Spritzguss und Urethanguss wird anhand des Total Cost of Ownership (TCO)-Modells analysiert, wobei Teilekosten, Werkzeugkosten und Kosten für Nachbearbeitungen berücksichtigt werden.
- Ergebnis: Es liefert die genaue Menge, bei der sich das Verfahren hinsichtlich der Kosten rechnet, und beweist damit die wirtschaftliche Rechtfertigung für den Wechsel zum Spritzgießen von Medizinprodukten in einem frühen Produktionsstadium.
Prozessentwicklung für Qualität bei kleinen Produktionsmengen
- Methodik: Zur Steuerung des Prozesses der Aluminiumwerkzeugformung werden hochpräzise Prototypen-Spritzgießmaschinen zusammen mit optimierten Temperaturzyklen eingesetzt.
- Ziel: Sicherstellen, dass die mit Aluminium-Spritzgießwerkzeugen hergestellten Teile trotz der reduzierten Werkzeuglebensdauer die richtigen mechanischen Eigenschaften sowie die erforderliche Konsistenz gemäß den Anforderungen der medizinischen Zertifizierung aufweisen.
Die vorgeschlagene Methodik bietet einen sicheren Weg zum Erfolg – sowohl finanziell als auch technisch – und geht weit über die reine Auflistung unserer Leistungen hinaus. Im Folgenden wird gezeigt, wie Werkzeugkosten in den Prozess integriert werden können, sodass Sie die Vorteile des Spritzgießens mit Aluminiumwerkzeugen nutzen können, ohne Ihr Budget zu sprengen oder wertvolle Zeit zu verlieren. Berechnen Sie Ihre exakten Einsparungen bei der Amortisation mit unseren Schnellwerkzeugen. Um eine Reduzierung der Investitionskosten um 45 % für Ihre Pilotproduktion zu bestätigen, fordern Sie eine Gesamtbetriebskostenanalyse und ein detailliertes Werkzeugangebot an.
Welche kritischen geometrischen Randbedingungen und Wandstärkenabweichungen führen zu katastrophalem Bauteilverzug?
Durch Verformung bedingte Ausfälle lassen sich in den meisten Fällen dank fertigungsgerechter Konstruktion vermeiden. Die Entscheidung zwischen Urethanguss und Spritzguss erfordert Kenntnisse über die jeweiligen geometrischen Toleranzen. Dieser Artikel bietet einen kurzen und prägnanten Vergleich, der Ihnen hilft, datenbasiert die richtige Wahl zu treffen.
| Faktor | Präzisionsspritzguss | Fortschrittliches Urethan-Gussverfahren |
| Wandstärkeregel | Die Abweichung sollte ≤25% betragen; der bevorzugte absolute Bereich liegt bei 1,5-3,5 mm . | Kann große Abweichungen verkraften; lokal können Dicken von über 10 mm auftreten. |
| Primäres Defektrisiko | Durchbiegung und Einfallstellen als Folge unterschiedlicher Abkühlungsgeschwindigkeiten und Scherspannungen. | Geringe Durchbiegung möglich; anfällig für Lufteinschlüsse und Aushärtungszeit. |
| Machbarkeitsstudie für Dünnwände | Unter 0,8 mm nicht zulässig; erfordert ein spezielles Dünnwand-Spritzgießverfahren . | Lässt sich bei niedrigem Druck leicht befüllen, ist aber nicht sehr robust. |
| Prozesstreiber | Volumen- und Materialüberlegungen für das Spritzgießen im Automobilbereich . | Flexibilität, Effizienz und niedrige Kosten des Prototyping-Prozesses. |
Die oben genannten Punkte bilden die Grundlage für die Auswahlkriterien. Die Bedeutung der Wahl eines Herstellers für Präzisionsspritzguss liegt in der strategischen Nutzung dieser Erkenntnisse. Wir lösen geometrische Probleme durch Simulationen, die auf genau diesen Kriterien basieren, und ermitteln, ob das Bauteil für den Spritzguss in Großserie geeignet ist oder Anpassungen erfordert. Diese Bewertung macht jeglichen Verzug zu einem Faktor, der sich im Vorfeld vermeiden lässt.
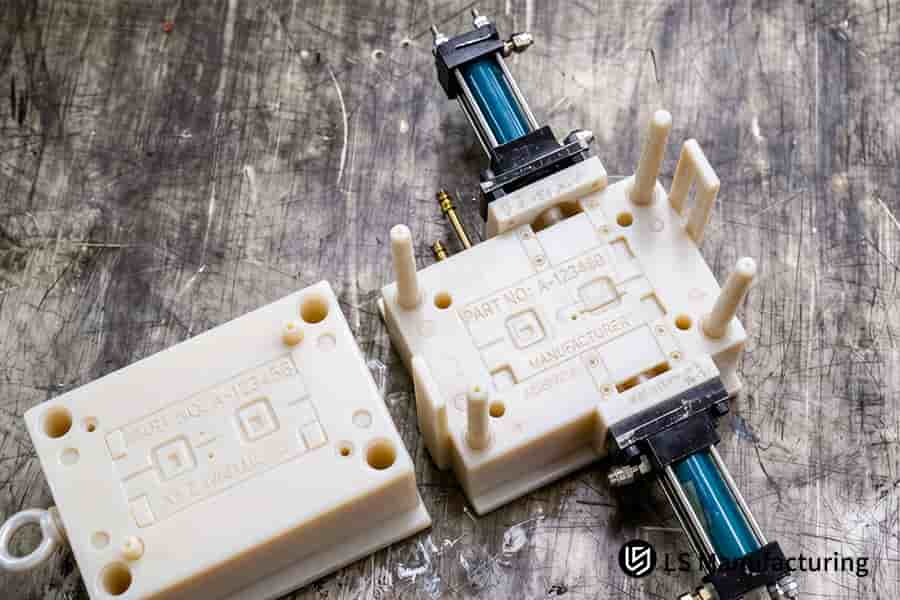
Abbildung 2: Zwei beigefarbene, spritzgegossene Kunststoffteile mit Teilenummern werden auf einer Metalloberfläche miteinander verbunden.
Wie fertigt LS Manufacturing ein kundenspezifisches Industriedrohnengehäuse mit komplexen Hinterschneidungen effizient?
Wenn die herkömmliche Spritzgussmethode zur Herstellung von Teilen mit ausgeprägten Hinterschneidungen teure und komplizierte Werkzeuge erfordert, kann die Produktentwicklung erheblich beeinträchtigt werden. In dieser Fallstudie zeigen wir, wie LS Manufacturing dem Kunden bei der Entwicklung eines kundenspezifischen Drohnengehäuses geholfen hat, das geometrische Herausforderungen durch die Wahl der richtigen Prozesse und die Nutzung der Vorteile des Urethangusses bewältigte.
Herausforderung für den Kunden
Die Entwicklung einer fortschrittlichen Industriedrohne erforderte die Fertigung von 50 Gehäuseeinheiten mit Schutzart IP67 . Das Gehäuse wies jedoch vier Hinterschneidungen auf, die seitliche Kernbewegungen in einer herkömmlichen Form notwendig machten. Die Herstellung komplexer Spritzgussformen mit Schiebern kostete über 35.000 US-Dollar und dauerte sechs Wochen . Dies stellte erhebliche Herausforderungen für die Flugerprobung der Drohne dar.
LS Fertigungslösung
Eine Form aus hochelastischem Silikon (Dehnungswert ≥ 450 % ) mit optimaler 3D-Trennlinie wurde verwendet, um Hinterschnitte beim Entformen zu erzwingen. Dabei kam ein vakuumgegossenes Urethan mit geringer Schrumpfung ( ± 0,1 %) zum Einsatz. Dieses Verfahren machte mechanische Schieber überflüssig und vereinfachte das komplexe Mehrschieber-Spritzgießen zu einer einfachen und kostengünstigen Prototypenfertigung.
Ergebnisse und Wert
Die IP67-zertifizierten, voll funktionsfähigen Gehäuse wurden innerhalb von nur sechs Werktagen geliefert. Dadurch verkürzte sich die Prototypenzeit um 85 % , und auch die Kosten für die ersten Werkzeuge sanken um 85 % . So konnte der Kunde die Flugtests vier Wochen früher als geplant starten. Die erfolgreichen Tests ermöglichten die Investition in teure Werkzeuge für die Serienfertigung im Spritzgussverfahren . LS Manufacturing wurde als Anbieter für die kundenspezifische Spritzgussfertigung ausgewählt.
In diesem Fall ist die ideale Lösung nicht auf den ersten Blick ersichtlich . Deshalb analysieren wir die Geometrie des Bauteils und die Programmanforderungen eingehend, um die effektivste Fertigungslösung zu entwickeln. Unsere Stärke liegt in der Auswahl und Anwendung des richtigen Verfahrens für eine erfolgreiche Fertigung, sei es durch Gießen oder Spritzgießen .
Beschleunigen Sie Ihre Produkteinführung, indem Sie zunächst die Machbarkeit Ihres Designs prüfen. Für eine schnelle und kostengünstige Prototypenlösung, die Ihren Produktionszeitplan sichert, besprechen Sie Ihr Projekt noch heute mit unseren Ingenieuren.

Warum sind die Maßtoleranzen von Präzisionsspritzgussdienstleistungen für hochpräzise Elektronik unersetzlich?
Dimensionsstabilität ist bei Steckverbindern für die Luft- und Raumfahrt, Gehäusen für medizinische Sensoren und EMV-Abschirmungen absolut unerlässlich. Urethanguss mag für Prototypen ausreichend sein, doch die thermische Ausdehnung und die Aushärtungsschrumpfung führen zu Toleranzen von ca. ±0,2 mm pro 100 mm, was angesichts automatisierter Prozesse äußerst problematisch ist. Daher ist präzises Spritzgießen unerlässlich. Und so erreichen wir die geforderte Stabilität von unter 0,01 mm :
Überwindung der Grenzen von Gießverfahren
Die durch die Ausdehnung der Silikonform und die exotherme Reaktion, die zum Schrumpfen des Gussteils führt, bedingte Instabilität des Gießprozesses wird durch die Umstellung auf einen vollständig vorhersagbaren Temperaturzyklus behoben. Das Verfahren nutzt unser Verfahren, bei dem geschmolzener Kunststoff in temperaturstabilisierte Stahlformen eingespritzt wird , wodurch die dem Gießprozess inhärenten instabilen Aushärtungsreaktionen eliminiert werden.
Die Hardware-Grundlage für Submikron-Präzision
Die Toleranz von ±0,01 mm erfordert höchste Präzision. Daher setzen wir beispielsweise vollelektrische Spritzgießmaschinen mit Servoventilen ein, um die Gleichmäßigkeit jedes einzelnen Spritzvorgangs zu gewährleisten. Zudem ist eine zentrale Kühlanlage integriert, die die Werkzeugtemperatur auf ±0,5 °C hält. Die thermische Drift wird somit eliminiert, da sie die Hauptursache für Maßtoleranzfehler beim Mikrospritzgießen von Elektronikbauteilen darstellt.
Materialwissenschaft für Dimensionsinvarianz
Präzision hängt nicht allein von der Ausrüstung ab. Wir wählen Materialien wie glasfaserverstärktes PEEK oder PPS aufgrund ihrer extrem niedrigen Wärmeausdehnungskoeffizienten und ihrer hohen Kriechfestigkeit. Dadurch behalten die Formteile ihre Dimensionsstabilität nicht nur direkt nach dem Entformen, sondern auch nach Weiterverarbeitungsschritten wie dem Löten, was insbesondere bei medizinischen Spritzgussteilen unerlässlich ist.
Statistische Prozesskontrolle (SPC) und garantierte Rückverfolgbarkeit
Wir beweisen unsere Kompetenz mit Fakten, nicht mit Worten. Alle wichtigen Messungen werden in Echtzeit mittels statistischer Prozesskontrolle (SPC) überwacht, und die Cpk-Werte werden für jeden Lauf protokolliert. Jede Charge enthält ein vollständig rückverfolgbares Prüfzertifikat unserer Koordinatenmessgeräte (KMG) . Wir liefern den von Branchen mit hohen Zuverlässigkeitsanforderungen geforderten, verifizierbaren Nachweis der Konformität.
Der folgende Ansatz beweist, dass Präzision gezielt entwickelt werden kann und nicht zufällig entsteht. Die Lösung für das Toleranzproblem liegt in einem geschlossenen Kreislauf aus stabilen Werkzeugen, gleichbleibender Ausrüstung, gleichbleibendem Material und statistischer Auswertung. Nur so kann man sich als Hersteller von Präzisionsspritzgussteilen qualifizieren. Nur so lassen sich Bauteile fertigen, deren Toleranzen – bis auf den Mikrometer genau – über Erfolg oder Misserfolg im praktischen Einsatz entscheiden.

Abbildung 3: Schwarzes flüssiges Urethan fließt in offene silberne Formen auf einer Holzbank für einen Urethan-Gießservice.
Wie wirken sich Werkzeugverschleiß und Schwankungen in der Werkzeuglebensdauer auf Ihre gesamten Beschaffungskosten über mehrere Produktionschargen hinweg aus?
Für Einkaufsmanager hängt der tatsächliche Wert eines Bauteils davon ab, wie sich das Werkzeug über mehrere Produktionschargen hinweg entwickelt. Verbrauchsmaterialien wie Silikonformen für den Urethanguss verursachen durch den ständigen Werkzeugersatz wiederkehrende Kosten, wodurch Skaleneffekte nicht realisierbar sind. Im Gegensatz dazu ermöglicht die Verwendung von Hartwerkzeugen im kundenspezifischen Spritzgussverfahren eine kontinuierliche Kostensenkung pro Bauteil. Die folgende Erläuterung verdeutlicht diesen wichtigen wirtschaftlichen Aspekt.
Die fundamentale Grenze von Verbrauchsmaterialien
- Schneller Abbau: Beim Urethanguss verschleißt eine Silikonform nach 20-25 Zyklen , wodurch sich ihre Oberflächenrauheit (Ra) von 0,8 μm auf über 3,2 μm erhöht.
- Folge: Dadurch müssen die Werkzeuge ständig ersetzt werden, wodurch sich die Kosten pro Teil in Werkzeugkosten pro Charge verwandeln und der Skaleneffekt zunichte gemacht wird.
Langlebigkeit der Konstruktionsformen für stabile Kosten
- Materialwissenschaft: Wir wählen bestimmte Stahlsorten (z. B. NAK80 ) sorgfältig aus und führen eine Wärmebehandlung durch, abhängig von den Produktionszahlen und der Abrasivität des Harzes.
- Präzisionstechnik: Unsere Spritzgusskonstruktionen beinhalten fortschrittliche Kühl-, Entlüftungs- und effiziente Angusstechniken, um Spannungen und thermische Ermüdung zu reduzieren.
- Ergebnis: Das Ergebnis dieser technischen Grundlage ermöglicht eine Werkzeuglebensdauer von mehr als 50.000 Schüssen beim Serienspritzgießen mit einer geometrischen Abweichung von ≤0,05 % pro Teil.
Der Kostenschnittpunkt: Ein quantifizierbarer Entscheidungspunkt
- Analyse: Unsere Kostenanalyse für Spritzguss im Vergleich zu Urethanguss basiert auf der Amortisierung der Formkosten über die gesamte Produktionsreihe.
- Visualisierung: Aus dieser Analyse geht klar hervor, dass es einen absoluten Produktionsmengenpunkt gibt, an dem die kontinuierlich sinkenden Kosten des Spritzgießens pro Einheit geringer sind als die konstant hohen Kosten des Gießens pro Einheit , wodurch sich die anfänglichen Ausgaben lohnen.
Vorhersehbare Gesamtbeschaffungskosten
- TCO-Modellierung: Für Kleinserien im Spritzgussverfahren bieten wir ein transparentes Gesamtbetriebskostenmodell (TCO) an, das auch die Werkzeugamortisation umfasst.
- Vollständiges Finanzbild: Dieses Modell liefert ein vollständiges Finanzbild für den gesamten Lebenszyklus des Bauteils, nicht nur für die erste Charge, und ermöglicht so Entscheidungen auf Basis der gesamten Programmkosten .
Anstatt lediglich Preise zu vergleichen, ermöglicht dieses Paradigma eine Analyse der Wirtschaftlichkeit über den gesamten Lebenszyklus hinweg. Um das Problem der unvorhersehbaren Kosten von Verbrauchsmaterialien zu lösen, liefern wir datenbasierte Erkenntnisse darüber, ab welchem Punkt langlebige Spritzgusswerkzeuge die wirtschaftlich bessere Entscheidung darstellen. Unsere Stärke liegt in der präzisen Berechnung dieses Punktes und ermöglicht so eine kosteneffiziente Beschaffung.
Welche fortschrittlichen Oberflächenbearbeitungsmöglichkeiten kann ein Premium-Hersteller von Präzisionsspritzgussteilen bei Verbundpolymeren erzielen?
Bei Bauteilen, deren Oberflächenbeschaffenheit für Markenauftritt und Funktionalität entscheidend ist, bestimmt das gewählte Verfahren das bestmögliche Ergebnis. Ein Hersteller von Präzisionsspritzgussteilen nutzt die Direktformtexturierungstechnologie, um die Einschränkungen des Urethangussverfahrens zu überwinden. Die vorliegende Arbeit vergleicht die Leistungsfähigkeit beider Verfahren.
| Aspekt | Präzisionsspritzguss | Urethanguss |
| Prozessprinzip | Die Textur wird (mittels Laser oder chemischem Verfahren ) direkt in die harte Stahlform eingraviert. | Die Textur wird vom Originalmodell physikalisch in die weiche Silikonform eingeprägt. |
| Erreichbare Wiedergabetreue | Hochglänzende SPI A-1 ( Ra≤0,02μm ) und andere komplexe matte Texturen gemäß VDI 3400-Normen sind möglich. | Begrenzte Wiedergabetreue, da die Harzviskosität Nanoporen auf der Ebene der Mikrotexturwurzel erzeugt. |
| Qualität und Wiederholbarkeit | Dieses Verfahren bietet eine direkte Möglichkeit, internationale Texturstandards einzuhalten, was für das Mehrkomponenten-Spritzgießen zwingend erforderlich ist. | Verschlechtert sich mit der Qualität der Form ; glänzende und tiefe Texturen sind schwierig herzustellen. |
| Optimale Anwendung | Zur Herstellung wichtiger und dauerhafter Texturen. | Für Prototypenanwendungen, bei denen eine exakte ästhetische Nachbildung weniger wichtig ist. |
Die Wahl des Spritzgießverfahrens basiert auf der Anforderung an erstklassige Oberflächengüten. Dank unserer langjährigen Erfahrung mit Techniken wie dem Flüssigsilikon-Spritzgießen garantieren wir unseren Kunden optimale Ergebnisse, wobei die Oberflächengüte ein zentrales Kriterium des Projekts darstellt.
Abbildung 4: Urethanguss im Vergleich zu Spritzgussverfahren. Eine Hand hält ein Gussteil neben einer Form mit blauen Einsätzen.
Wie können globale Beschaffungsagenten die internen Standards zum Schutz des geistigen Eigentums eines chinesischen Produktionslieferanten bewerten?
Für global agierende Beschaffungsunternehmen geht Vertrauensbildung über technisches Fachwissen hinaus und umfasst den unerlässlichen Schutz geistigen Eigentums. In spezialisierten Bereichen wie kundenspezifischem Spritzguss und Prototypenbau ist dies von entscheidender Bedeutung. LS Manufacturing trägt dieser Wichtigkeit Rechnung und bietet ein bewährtes und systematisches Sicherheitssystem, das internationalen Standards entspricht:
Zertifiziertes Informationssicherheitsmanagementsystem (ISMS)
Unser System entspricht der Norm ISO/IEC 27001 und gewährleistet einen systematischen Ansatz zur Informationssicherheit. Alle 3D-Dateien ( STEP, IGS usw.), die uns im Rahmen der Angebotserstellung übermittelt werden, werden verarbeitet und sicher auf unseren dedizierten Servern vor Ort gespeichert. Dabei kommen Verschlüsselungsalgorithmen zum Einsatz, die dem Militärstandard AES-256 entsprechen.
Physische und digitale Zugangskontrolle & Prüfprotokolle
Der Zugang zu unseren Produktionsanlagen wird durch strenge 24-Stunden- Zonenregelung und rollenbasierte Berechtigungen kontrolliert. Der Zugriff auf digitale Daten zu Projekten und Fertigungsprozessen wird protokolliert und überwacht. Die zweistufige Sicherheitsvorkehrung gewährleistet , dass nur autorisierte Personen Zugriff auf die benötigten Spritzgussprojekte haben. Dies sichert einen nachvollziehbaren Ablauf und verhindert jegliches Datenleck – unerlässlich für die präzise Spritzgussfertigung von proprietären Teilen.
Rechtssichere Verträge und erweiterte materielle Compliance
Ausgangspunkt ist die rechtliche und gegenseitige Einigung über die Bedingungen der Geheimhaltungsvereinbarung (NDA), einschließlich Details zu den Eigentumsrechten am geistigen Eigentum, dem Datenschutz und den Folgen eines Verstoßes gegen die NDA-Bedingungen. Neben Daten können wir Zertifizierungen durch Dritte über unsere Verwendung konfliktfreier Mineralien und unsere Einhaltung der RoHS/REACH- Richtlinien anbieten.
Prozessspezifische Sicherheitsprotokolle für die Entwicklung
Die Sicherheitsprotokolle sind verfahrensabhängig. Bei der Analyse und Entscheidungsfindung zwischen Urethanguss und Spritzguss werden alle Konstruktionsdateien der Prototypen wie Produktionsdaten behandelt. Im Bereich des medizinischen Spritzgusses wird besonderes Augenmerk auf die Datensicherheit gelegt und die Branchenvorschriften werden vom ersten Prototyp an strikt eingehalten.
Unser umfassender Ansatz zur Datensicherheit macht diese Aufgabe überschaubar. Das Problem des Schutzes geistigen Eigentums wird durch die Implementierung einer Sicherheitsarchitektur gelöst, die nicht nur zuverlässig, sondern auch von jedem globalen Beschaffungsagenten überprüfbar ist. Dank dieser Sicherheitsarchitektur bleiben Ihre wertvollsten Konstruktionen beim Spritzgießen von Automobilen und Prototypen vertraulich.
Häufig gestellte Fragen
1. Wie groß ist der typische Unterschied in der Lieferzeit zwischen hochwertigen Urethan-Gussdienstleistungen und kundenspezifischem Kunststoffspritzguss?
Das Vakuumgießverfahren von LS Manufacturing ermöglicht die Herstellung der ersten Mustercharge innerhalb von 5 bis 7 Tagen und ist daher die bevorzugte Option für die dringende Validierung von Designkonzepten. Unser Schnellwerkzeug- und Musterfertigungsverfahren für Kleinserien im Spritzgussverfahren benötigt hingegen 10 bis 14 Tage und liefert Teile in Serienqualität.
2. Können Urethan-Gussteile die gleichen mechanischen Leistungseigenschaften wie flammhemmende V-0-Spritzgusspolymere vollständig erreichen?
Während modifizierte Polyurethane für den Guss die UL94 V-0-Klassifizierung erreichen können, ist ihre Langzeit-Kriechfestigkeit unter kontinuierlicher Hochtemperaturbelastung etwa 18 % geringer als die von spritzgegossenen technischen Thermoplasten, wodurch sie sich am besten für Prototypen und Kleinserien von Funktionsteilen eignen.
3. Wie unterscheidet sich die anfängliche Mindestbestellmenge (MOQ) zwischen diesen beiden hochpräzisen Fertigungsmethoden?
Für Urethanguss gibt es keine Mindestbestellmenge, da wir auch Einzelstücke pro Auftrag fertigen können. Beim Spritzguss empfehlen wir hingegen eine Mindestbestellmenge von über 100 Teilen, um die Werkzeugkosten zu amortisieren. Für kleinere Stückzahlen finden wir jedoch alternative Lösungen.
4. Welches Rapid-Tooling-Material setzt LS Manufacturing ein, um die Kosten für Spritzguss in Kleinserien aggressiv zu senken?
LS Manufacturing verwendet ein Schnellbearbeitungswerkzeug aus hochleitfähigem, wärmebeständigem 7075-T6-Hartaluminium . Dieses Werkzeug trägt zu einem schnelleren Kühlzyklus bei und kann die Werkzeugkosten für den Kunden bei Pilotprojekten und kleinen bis mittleren Serien im Vergleich zu herkömmlichen Stahlwerkzeugen um bis zu 45 % senken.
5. Kann ich an Polyurethan-Gussprototypen zuverlässige Gewindeeinsätze montieren und wiederholte mechanische Gewindeschneidarbeiten durchführen?
Ja. Wir garantieren eine erfolgreiche Montage durch die Verwendung von Gewindeeinsätzen aus Messing oder Edelstahl mittels sekundärer Wärmeverpressung oder Ultraschalleinpressung. Wir erreichen ein optimales Anzugsmoment von bis zu 3,5 Nm , wodurch sichergestellt ist, dass das Gussmodell mehrfache Montage und Prüfung ohne Beschädigung übersteht.
6. Wie können Medizintechniker weltweit eine verifizierte DFM-Herstellungsfähigkeitsprüfung erhalten, bevor sie eine formelle Angebotsanfrage stellen?
Medizintechniker können uns ihre sensiblen 3D-STEP-Modelle einfach über unser sicheres Webportal senden, und einer unserer erfahrenen LS Manufacturing-Ingenieure wird Ihre CAD-Datei analysieren und Ihnen innerhalb von 24 Stunden einen detaillierten DFM-Bericht erstellen.
7. Welche maximalen Bauteilgrößen können Ihre industriellen Vakuumgießkammern gleichzeitig aufnehmen?
Unsere branchenführenden, übergroßen Vakuumgießkammern sind für die Herstellung massiver Gussteile mit Abmessungen von bis zu 2200 mm x 1200 mm x 800 mm ausgelegt. Dank dieser Spezifikationen eignen sich unsere Anlagen hervorragend für die Fertigung großer Bauteile wie Fahrzeuginnenausstattungen, Gehäuse für medizinische Geräte und Gehäusestrukturen für Maschinen.
8. Warum ist die Wahl von LS Manufacturing eine vertrauenswürdigere operative Entscheidung als die Suche nach günstigeren, generischen Werkstätten?
Die Wahl von LS Manufacturing ist eine zuverlässigere Entscheidung, da wir nach IATF 16949 zertifiziert sind; unsere technischen Zeichnungen sind mit einer AES-256-Verschlüsselung nach Militärstandard geschützt; außerdem liefern wir für jedes Projekt Berichte, die auf einer 100% igen physischen Inspektion basieren, sowie die genauesten Angebote .
Zusammenfassung
Die Entscheidung zwischen Urethanguss und Spritzguss erfordert eine objektive Bewertung von Faktoren wie Volumenüberschreitung, Verschlechterung der Materialeigenschaften, Toleranzstabilität und Werkzeugverschleiß. Urethanguss beschleunigt die Forschung und Entwicklung von 1 bis 100 Prototypen, ohne dass in teure Werkzeuge investiert werden muss. Bei größeren Stückzahlen als 1.000 mit Toleranzen von ±0,01 mm bietet Spritzguss in Kleinserien die günstigsten Gesamtbetriebskosten.
Lassen Sie sich nicht von versteckten Fertigungsschritten aus der Bahn werfen. Ob Prototypenprüfung oder Bestellung großer Serien von Spritzgussteilen – die Ingenieure von LS Manufacturing unterstützen Sie gern. Klicken Sie einfach auf „Sofortangebot & kostenlose DFM-Prüfung anfordern“, um uns Ihre CAD-Modelle zu senden. Wir prüfen Ihre Konstruktion und erstellen Ihnen innerhalb von 24 Stunden einen präzisen Machbarkeitsbericht inklusive Kosten- und Prozessanalyse!
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
