Il confronto tra i servizi di colata di uretano e stampaggio a iniezione in termini di costi, tempi di consegna e precisione fornisce un modello decisionale distinto che risolve i problemi critici di scalabilità, soprattutto quando ipotesi errate sulla differenza tra colata di uretano e stampaggio a iniezione rischiano di costare oltre 50.000 dollari e di prolungare i tempi di introduzione di nuovi prodotti.
La colata di uretano è un processo di prototipazione rapida a basso volume che risolve gli elevati costi iniziali di attrezzaggio per lotti da 1 a 100 pezzi, mentre lo stampaggio a iniezione è un metodo di produzione ad alto volume che ottimizza i costi per singolo pezzo per oltre 1.000 pezzi. Una delle maggiori insidie nascoste del settore riguarda la deviazione fino a ±0,2 mm negli stampi in silicone uretanico dopo oltre 50 colate , un fattore di degrado critico che le aziende che utilizzano un solo processo non rivelano mai.
Questa guida completa offre un quadro di riferimento deterministico basato sulla vasta esperienza pratica di LS Manufacturing, maturata nel corso di decenni nelle catene di fornitura delle aziende Fortune 500. Analizzando curve di costo del ciclo di vita verificate, specifiche dei materiali con una precisione di ±0,005 mm e livelli di volume ottimizzati al di sotto di 500 pezzi, garantiamo che il passaggio dal prototipo alla produzione generi un ROI ottimale. Continuate a leggere per scoprire come ottenere tempi di consegna ridotti, una diminuzione del 30% del costo totale dei componenti e un processo di scalabilità sicuro.
Servizi di fusione in uretano vs. stampaggio a iniezione: Guida rapida alla selezione
| Fattore chiave | Fusione di uretano (fusione sottovuoto) | Stampaggio a iniezione |
| Metodo di attrezzaggio | Utilizza uno stampo in gomma per stampaggio a iniezione di silicone, basato su un campione master. | Utilizzare stampi in alluminio o acciaio lavorati a CNC. |
| Tempi di consegna e costi | Processo rapido ( 1-3 giorni per lo stampo, 5-10 giorni per i pezzi ), economico ( 1.000-5.000 dollari ). | Processo lento ( 3-8+ settimane ), costoso ( da 5.000 a 50.000 dollari e oltre ). |
| Volume parziale | Volume di produzione molto basso (in genere da 10 a 50 pezzi per stampo). | Da volumi ridotti ( oltre 100 pezzi ) ad alti volumi (milioni di pezzi). |
| Fedeltà dei materiali | Basso; utilizza poliuretani che simulano le plastiche di produzione. | Elevata qualità; utilizza termoplastiche di livello industriale. |
| Tolleranze | La qualità della finitura superficiale è moderata ( ±0,2 mm in genere), ma variabile. | Elevata ( ±0,1 mm o migliore), elevata qualità della finitura superficiale. |
| La nostra selezione | Consulenza per ordini inferiori a 25 pezzi , validazione del progetto o prototipazione rapida di diverse iterazioni di progettazione. | Per oltre 50 componenti , validazione funzionale con materiali di produzione e predisposizione alla produzione. |
| Risultato: Percorso ottimale | Un modo rapido ed economico per creare prototipi di componenti che ne verifichino la forma, l'adattabilità e, in parte, la funzionalità. | Componenti realistici per test approfonditi, lancio di prodotti e produzione su larga scala. |
Punti chiave:
- Il volume è il fattore determinante: il punto di pareggio si raggiunge tra i 25 e i 50 pezzi . Per quantitativi inferiori, la fusione in uretano risulterebbe più economica, mentre lo stampaggio a iniezione offrirebbe un prezzo unitario inferiore oltre tale soglia.
- Lo scopo definisce il processo: eseguite la colata di uretano quando dovete convalidare il vostro progetto; eseguite lo stampaggio a iniezione quando dovete convalidare le proprietà effettive del materiale stampato a iniezione .
- Il materiale è un vincolo critico: se devi testare un tecnopolimero specifico ( PEEK, nylon rinforzato con fibra di vetro ), lo stampaggio a iniezione è l'unica soluzione.
- Tempi di consegna vs. costi totali: la fusione in uretano consente di risparmiare molto tempo nella fase iniziale del processo di sviluppo, mentre lo stampaggio a iniezione richiede tempi iniziali considerevoli, ma permette in seguito di scalare la produzione e ottenere costi più contenuti.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esistono numerosi confronti teorici tra la colata di uretano e lo stampaggio a iniezione . Ciò che rende unico il nostro processo è il fatto che è stato sviluppato e approvato dal nostro team di produzione, che prende queste decisioni quotidianamente e conosce in prima persona l'importanza degli standard dei sistemi di controllo dell'automazione di processo stabiliti dalla Società Internazionale di Automazione (ISA) .
Produciamo articoli per i quali non è nemmeno contemplabile un processo improprio: componenti aerospaziali funzionali che richiedono resistenza a cicli termici tra -40 °C e 120 °C , involucri biocompatibili per strumenti chirurgici che necessitano di certificazione FDA e custodie ignifughe in materiali opachi per dispositivi elettronici industriali. La scelta dei materiali e la validazione del processo per queste specifiche applicazioni vengono eseguite in conformità con gli standard di sicurezza e qualità definiti da Underwriters Laboratories (UL) .
Abbiamo maturato questa esperienza grazie a migliaia di progetti precedenti. Conosciamo il numero ottimale di unità (circa 50 ) a partire dal quale lo stampaggio a iniezione diventa economicamente vantaggioso; sappiamo come ottenere una finitura superficiale di 0,8 Ra con determinati tipi di uretano; e conosciamo le tecniche di progettazione degli stampi necessarie per evitare ritiri nel nylon rinforzato con fibra di vetro . Offriamo questa comprovata conoscenza pratica, acquisita attraverso l'esperienza sul campo, affinché possiate evitare i nostri errori e le insidie derivanti dalla scelta del processo sbagliato.
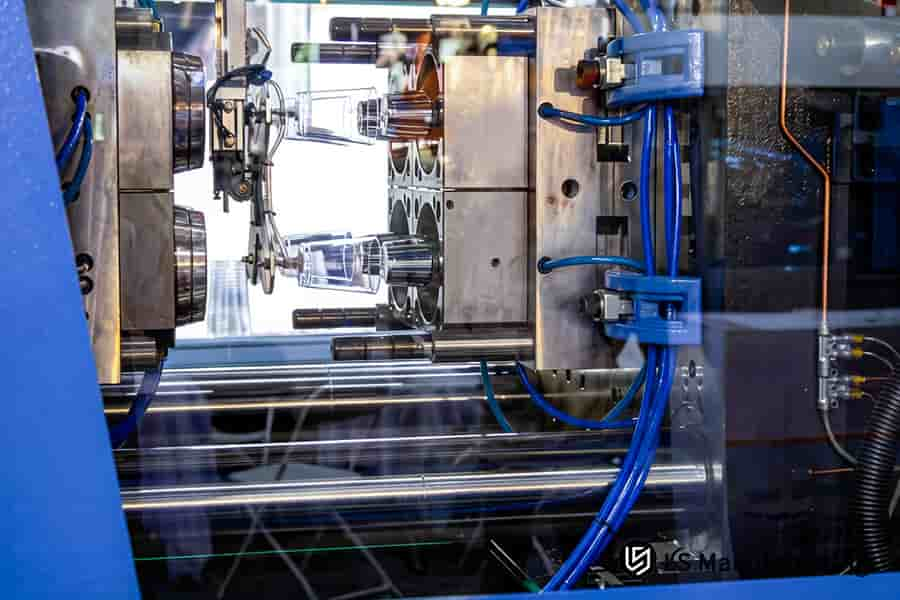
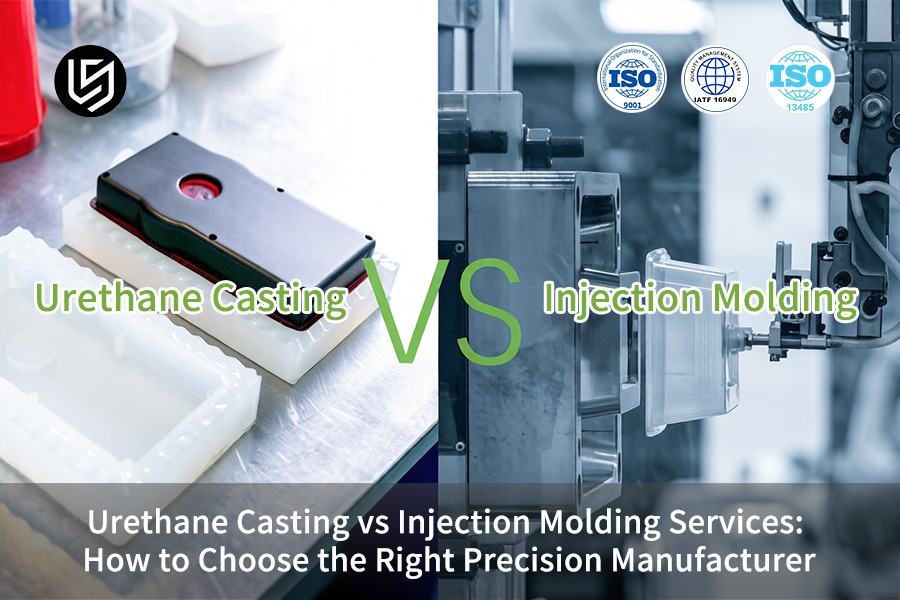
Figura 1: La pressa a iniezione forma componenti in plastica trasparente con linee idrauliche blu visibili.
Perché la degradazione del materiale e le reali proprietà molecolari sono fattori determinanti nella scelta del fornitore di stampaggio a iniezione personalizzato?
La scelta di un buon produttore dipende dalla comprensione del concetto che il deterioramento del materiale e il comportamento molecolare giocano un ruolo cruciale nel definire i limiti prestazionali. La nostra analisi mette in luce i limiti del servizio di stampaggio a iniezione di uretano e spiega come i servizi di stampaggio a iniezione di precisione offrano una soluzione a tali problematiche.
Decodifica del limite principale della reticolazione chimica
Il processo di stampaggio del poliuretano utilizza una polimerizzazione naturale che crea legami chimici. In questo modo, si creano siti naturali che possono essere soggetti all'attacco dei raggi UV e degli agenti ossidanti, con conseguente più rapida rottura delle catene. Se è necessaria un'elevata resistenza per lunghi periodi, sarebbe più vantaggioso utilizzare catene molecolari legate termicamente tramite stampaggio a iniezione di livello industriale .
Identificazione della soglia meccanica per la transizione
La nostra scelta si basa su limiti di carico misurabili. In presenza di carichi di taglio eccessivi ( >50 MPa ) o condizioni di fatica, la non uniformità degli uretani fusi può portare a cedimenti prematuri. L'analisi ci impone di trovare un fornitore di stampaggio a iniezione personalizzato in grado di gestire tali geometrie e prevenire qualsiasi problema a tutti i costi. Utilizziamo l'analisi agli elementi finiti (FEA) per individuare queste soglie, garantendo che il passaggio allo stampaggio a iniezione a basso volume sia basato sui dati e non su mere speculazioni.
Ingegneria della formulazione per la fedeltà del prototipo
Per facilitare il passaggio dal prototipo alla produzione, abbiamo formulato nuove mescole di poliuretano più simili ai termoplastici. Utilizzando estensori di catena e modificando la densità di reticolazione, siamo riusciti a raggiungere una somiglianza di allungamento del 98% con uno specifico materiale PP modificato. In questo modo, metodi come lo stampaggio a iniezione rapida consentiranno di ottenere prototipi in grado di prevedere le prestazioni nello stampaggio a microiniezione .
Validazione sistemica tramite invecchiamento accelerato
La simulazione richiede verifica. Sia i campioni fusi ingegnerizzati che i materiali di produzione stampati a iniezione vengono testati in condizioni combinate di stress termico-ossidativo e degradazione UV. Attraverso l'analisi dei tassi di decadimento – e non solo dei valori delle proprietà in sé – verifichiamo l'accuratezza delle previsioni del nostro prototipo. Ciò garantisce che il nostro processo di prototipazione per lo stampaggio a iniezione nel settore automobilistico fornisca dati affidabili prima di procedere alla realizzazione degli stampi.
Questo approccio va oltre qualsiasi fornitore generico, offrendo un metodo deterministico per la scelta dei processi basato su conoscenze molecolari e prove concrete. Dimostra che il vero partner non si limita a fornire i servizi, ma possiede la competenza necessaria per individuare il momento opportuno per la transizione, sviluppare i materiali analoghi e verificarne le prestazioni in condizioni di degrado: questa è l'essenza della nostra posizione unica nell'affrontare complesse problematiche ingegneristiche.

In che modo i servizi di stampaggio a iniezione a basso volume possono ottimizzare l'ammortamento iniziale degli stampi per dispositivi medici?
L'ammortamento delle spese di attrezzaggio a supporto delle attività di lancio nel mercato dei dispositivi medici richiede un approccio basato su un modello di costi per la produzione iniziale. Nel caso di lotti da 100 a 3000 unità , la soluzione non è necessariamente un processo produttivo più economico, ma un approccio di attrezzaggio migliorato per ridurre drasticamente la soglia di capitale necessaria per accedere ai servizi di stampaggio a iniezione .
Nucleo tecnico: Attrezzature rapide per la realizzazione di ponti con alluminio aerospaziale
- Sostituzione del materiale: sostituiamo l'acciaio P20 standard con l'alluminio 7075-T6 (conduttività termica ≥130 W/m·K).
- Risultato: Ciò rende possibile un processo di stampaggio a iniezione a basso volume con tempi di ciclo ridotti del 60% ( 10-12 giorni contro 28 ) e una riduzione del CAPEX di oltre il 45% .
Validazione proattiva e mitigazione del rischio
- Simulazione del processo: Eseguiamo simulazioni di riempimento e raffreddamento dello stampo per i nostri utensili in alluminio al fine di prevenire qualsiasi potenziale usura o deformazione del materiale.
- Risultato: Ciò garantisce una produzione costante di 1.000-3.000 unità qualificate utilizzando lo stampo a ponte prima di avviare la produzione in serie di stampi in acciaio .
Quadro decisionale: il calcolatore dell'equilibrio dei costi
- Analisi: Il confronto dei costi tra stampaggio a iniezione e fusione di uretano viene analizzato utilizzando il modello del costo totale di proprietà (TCO), considerando il costo del pezzo, il costo degli stampi e il costo delle operazioni secondarie.
- Risultato atteso: Fornisce la quantità esatta in corrispondenza della quale il processo raggiunge il punto di pareggio in termini di costi, dimostrando così la validità economica del passaggio allo stampaggio a iniezione di dispositivi medici in una fase precoce della produzione.
Ingegneria di processo per la qualità a bassi volumi
- Metodologia: Per controllare il processo di stampaggio degli stampi in alluminio vengono utilizzate presse a iniezione di prototipi ad alta precisione, abbinate a cicli termici ottimizzati.
- Obiettivo: garantire che i componenti realizzati mediante stampaggio a iniezione di alluminio presentino le corrette proprietà meccaniche e la necessaria uniformità, in conformità ai requisiti di certificazione medicale, nonostante la ridotta durata dello stampo.
La metodologia proposta offre una soluzione concreta non solo dal punto di vista finanziario, ma anche tecnico, andando ben oltre la semplice elencazione dei servizi offerti. Di seguito viene illustrato come i costi di attrezzaggio possano essere assorbiti nel processo, consentendo di sfruttare i vantaggi dello stampaggio a iniezione con stampi in alluminio senza spendere una fortuna o perdere tempo prezioso. Calcola con precisione il risparmio derivante dall'ammortamento con il nostro sistema di attrezzaggio rapido per ponti. Per verificare un CAPEX inferiore del 45% per la tua produzione pilota, richiedi un'analisi TCO e una proposta di attrezzaggio formale.
Quali sono i vincoli geometrici critici e le variazioni di spessore delle pareti che innescano deformazioni catastrofiche dei pezzi?
Nella maggior parte dei casi, i guasti dovuti a distorsioni sono evitabili grazie alla progettazione orientata alla producibilità . La scelta tra la fusione in uretano e lo stampaggio a iniezione richiede la comprensione delle loro diverse tolleranze geometriche. Questo documento fornisce un confronto breve e conciso per aiutarvi a prendere decisioni appropriate sulla base dei dati.
| Fattore | Stampaggio a iniezione di precisione | Fusione in uretano avanzata |
| Regola dello spessore della parete | La variazione deve essere ≤25% ; l'intervallo assoluto preferito è 1,5-3,5 mm . | Può adattarsi a enormi variazioni; gli spessori localizzati possono superare i 10 mm . |
| Rischio di difetti primari | Deformazione e avvallamento dovuti alla differenza nei tassi di raffreddamento e allo sforzo di taglio. | Possibile scarsa deflessione; soggetto a intrappolamento d'aria e tempo di stagionatura. |
| Fattibilità delle pareti sottili | Vietato per spessori inferiori a 0,8 mm ; richiede una speciale tecnica di stampaggio a iniezione per pareti sottili . | Facile da riempire quando la pressione è bassa, ma manca di robustezza. |
| Driver di processo | Considerazioni relative al volume e ai materiali per lo stampaggio a iniezione nel settore automobilistico . | Flessibilità, efficienza e bassi costi del processo di prototipazione. |
Quanto sopra costituisce la base per i criteri di selezione. L'importanza di scegliere un produttore di stampaggio a iniezione di precisione risiede nell'utilizzo strategico di queste informazioni. Risolviamo eventuali problemi geometrici eseguendo simulazioni basate proprio su questi criteri e verifichiamo se il pezzo è compatibile con lo stampaggio a iniezione ad alto volume o se necessita di modifiche. Questa valutazione trasformerà qualsiasi possibilità di deformazione in un fattore che può essere prevenuto in anticipo.
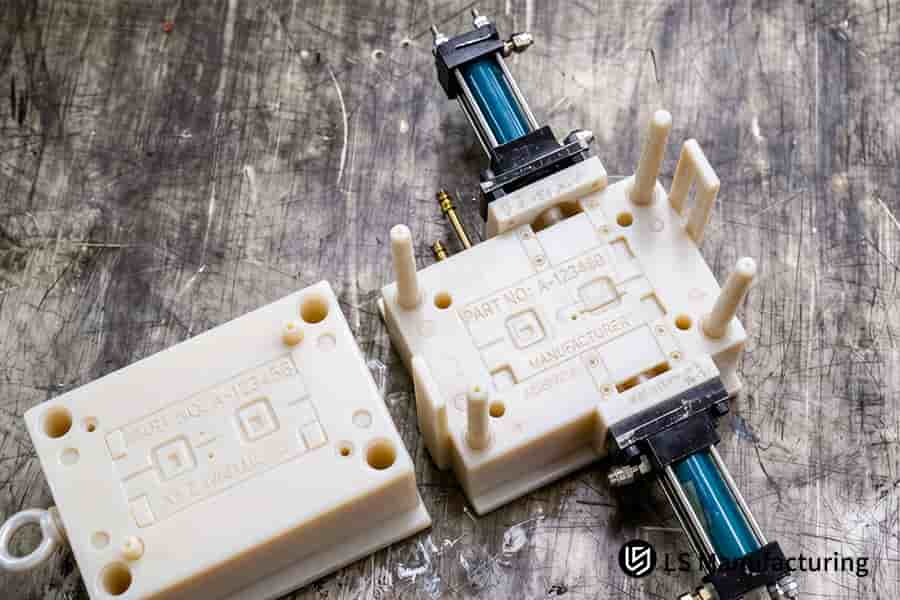
Figura 2: Due componenti in plastica beige stampati a iniezione, con i relativi codici articolo, si collegano su una superficie metallica.
Come fa LS Manufacturing a realizzare in modo efficiente un involucro industriale personalizzato per droni con complesse caratteristiche di sottosquadro?
Se il metodo tradizionale di stampaggio a iniezione per la produzione di componenti con sottosquadri pronunciati richiede attrezzature costose e complesse, lo sviluppo del prodotto può essere seriamente ostacolato. In questo caso di studio, evidenziamo come LS Manufacturing ha aiutato il cliente a sviluppare un alloggiamento personalizzato per droni che ha superato le complicazioni geometriche scegliendo i processi più adatti e sfruttando i vantaggi della fusione in uretano .
Sfida del cliente
Lo sviluppo di un drone industriale avanzato richiedeva la produzione di 50 unità dell'involucro con grado di protezione IP67 . Tuttavia, l'involucro presentava quattro sottosquadri che avrebbero richiesto movimenti laterali del nucleo in uno stampo convenzionale. La produzione di stampi a iniezione complessi che richiedono cursori costava più di 35.000 dollari e richiedeva 6 settimane di preparazione. Ciò rappresentava una seria difficoltà per i test di volo del drone.
Soluzione di produzione LS
Per forzare i sottosquadri durante l'estrazione dallo stampo, è stato utilizzato uno stampo in silicone altamente elastico (valore di allungamento ≥450% ), con una linea di separazione 3D ottimale. È stato impiegato un uretano colato sottovuoto a basso ritiro ( ±0,1%) . Questo metodo ha reso superfluo l'utilizzo di cursori meccanici, trasformando il complesso problema dello stampaggio a iniezione multi-slide in un'opzione di prototipazione semplice ed economica.
Risultati e valore
In soli 6 giorni lavorativi sono stati forniti alloggiamenti completamente funzionali con grado di protezione IP67, riducendo i tempi di prototipazione dell'85% e, al contempo, i costi del primo stampo dell'85% . Di conseguenza, il cliente ha potuto avviare il processo di test di volo con 4 settimane di anticipo rispetto alla data prevista. Il successo dei test ha consentito di investire in costosi stampi a iniezione per la produzione di grandi volumi , per i quali LS Manufacturing è stata selezionata come fornitore di servizi di stampaggio a iniezione personalizzati .
In questo caso, la soluzione ideale non appare evidente a prima vista , motivo per cui ci addentriamo in un'analisi approfondita della geometria del componente e dei requisiti del programma per progettare la soluzione produttiva più efficace. La forza della nostra competenza risiede nella scelta e nell'applicazione del processo corretto per garantire una produzione di successo, sia essa tramite fusione o stampaggio a iniezione .
Accelera il lancio del tuo prodotto verificandone prima la fattibilità del design. Per una soluzione di prototipazione rapida ed economica che ti permetta di rispettare le tempistiche di produzione, contatta oggi stesso i nostri ingegneri per discutere del tuo progetto.

Perché le tolleranze dimensionali dei servizi di stampaggio a iniezione di precisione sono insostituibili per l'elettronica ad alta conformità?
La stabilità dimensionale è assolutamente fondamentale quando si parla di connettori aerospaziali, alloggiamenti per sensori medicali e schermature EMI. Sebbene la fusione in uretano sia sufficiente per la prototipazione, la dilatazione termica e il ritiro da polimerizzazione comportano una tolleranza dei pezzi di circa ±0,2 mm per 100 mm, il che è estremamente pericoloso considerando i processi automatizzati. Ciò significa che i servizi di stampaggio a iniezione di precisione, assolutamente affidabili, sono imprescindibili. Ed ecco come otteniamo quella stabilità inferiore a 0,01 mm :
Superare i limiti dei processi di fusione
L'instabilità del processo di fusione, causata dall'espansione dello stampo in silicone e dalla reazione esotermica che provoca il ritiro del pezzo fuso, viene risolta passando a un ciclo termico completamente prevedibile. Il metodo prevede l' iniezione di plastica fusa in stampi in acciaio termostabilizzati , eliminando così le reazioni chimiche di polimerizzazione instabili intrinseche al processo di fusione.
Le basi hardware per la precisione sub-micronica.
La tolleranza di ±0,01 mm richiede la massima precisione. Ad esempio, utilizziamo un sistema di stampaggio a iniezione completamente elettrico con servovalvole per garantire la coerenza di ogni iniezione e integriamo un sistema di raffreddamento centralizzato che mantiene la temperatura dello stampo entro ±0,5 °C . La deriva termica viene eliminata, poiché rappresenta la principale fonte di errore di tolleranza dimensionale nello stampaggio a microiniezione di componenti elettronici.
Scienza dei materiali per l'invarianza dimensionale
La precisione non dipende solo dalle attrezzature. Scegliamo materiali come il PEEK o il PPS rinforzati con fibra di vetro per la loro bassissima resistenza al creep e al cambiamento di fase. In questo modo, i pezzi stampati mantengono la stabilità dimensionale non solo subito dopo l'estrazione dallo stampo, ma anche dopo ulteriori lavorazioni come la saldatura, essenziale nello stampaggio a iniezione di componenti medicali .
Controllo statistico di processo (SPC) e tracciabilità garantita
Dimostriamo la nostra competenza con i fatti, non con le parole. Il monitoraggio SPC in tempo reale viene effettuato per tutte le misurazioni importanti e i valori Cpk vengono registrati per ogni ciclo di produzione. Ogni lotto è corredato da un certificato di ispezione completamente tracciabile, rilasciato dalle nostre macchine di misura a coordinate (CMM) . Offriamo prove verificabili di conformità, come richiesto dai settori ad alta affidabilità.
L'approccio seguente dimostra che la precisione può essere progettata e non si manifesta casualmente. La soluzione al problema delle tolleranze si ottiene attraverso un ciclo chiuso di strumenti stabili, attrezzature costanti, materiali uniformi e statistica. Questo è ciò che serve per qualificarsi come produttore di stampaggio a iniezione di precisione . L'unico modo per produrre componenti la cui tolleranza, fino al micron, determinerà il loro successo o fallimento sul campo.

Figura 3: Il poliuretano liquido nero scorre in stampi d'argento aperti su un banco di legno per un servizio di fusione in poliuretano.
In che modo l'usura degli utensili e le variazioni nella durata degli stampi influiscono sui costi totali del ciclo di approvvigionamento su più lotti di produzione?
Per i responsabili degli acquisti, il valore reale di un componente dipenderà da come lo stampo verrà utilizzato nel corso di diversi lotti di produzione. Gli stampi di consumo, come quelli in silicone per la colata di uretano, presentano un problema di costi ricorrenti per la sostituzione, rendendo irraggiungibile qualsiasi economia di scala. D'altro canto, gli stampi rigidi nello stampaggio a iniezione personalizzato consentono una costante riduzione del costo per pezzo. La discussione che segue illustrerà questa importante considerazione economica.
Il limite fondamentale degli utensili di consumo
- Rapida degradazione: nella colata di uretano, uno stampo in silicone si degrada dopo 20-25 cicli , aumentando la sua rugosità superficiale (Ra) da 0,8 μm a oltre 3,2 μm .
- Conseguenza: Per questo motivo, gli utensili diventano costantemente sostituibili, trasformando la spesa per singolo pezzo in una spesa per lotto e annullando le economie di scala.
Progettazione di stampi per una lunga durata e costi stabili
- Scienza dei materiali: Selezioniamo e trattiamo termicamente con cura determinate qualità di acciaio (ad esempio NAK80 ), a seconda dei volumi di produzione e dell'abrasività della resina.
- Ingegneria di precisione: i nostri progetti di stampaggio a iniezione includono sistemi di raffreddamento avanzati, ventilazione adeguata e tecniche di alimentazione efficienti per ridurre le sollecitazioni e l'affaticamento termico.
- Risultato: Il risultato di questa base ingegneristica fornisce una durata prevista dello stampo di oltre 50.000 iniezioni per lo stampaggio a iniezione in produzione con una variazione geometrica ≤0,05% per pezzo.
L'intersezione dei costi: un punto decisionale quantificabile
- Analisi: La nostra analisi dei costi dello stampaggio a iniezione rispetto alla fusione in uretano si basa sull'ammortamento del costo dello stampo per l'intera durata della produzione.
- Visualizzazione: Da questa analisi emerge chiaramente che esiste un punto di volume di produzione assoluto in cui il costo unitario dello stampaggio a iniezione, in continua diminuzione, diventa inferiore al costo unitario costantemente elevato della fusione , rendendo conveniente la spesa iniziale.
Garantire un costo totale di approvvigionamento prevedibile
- Modellazione del TCO: Per le produzioni di stampaggio a iniezione a basso volume , forniamo un modello trasparente del costo totale di proprietà (TCO) che include l'ammortamento degli stampi.
- Quadro finanziario completo: questo modello fornisce un quadro finanziario completo per l'intero ciclo di vita del componente, non solo per il primo lotto, consentendo di prendere decisioni basate sul costo totale del programma .
Anziché limitarsi a un semplice confronto di prezzi, questo paradigma consente un'analisi basata sull'economia del ciclo di vita. Affrontando il problema dell'imprevedibilità dei costi degli stampi di consumo, forniamo dati che indicano il punto di svolta in cui gli stampi a iniezione durevoli diventano la scelta finanziariamente più vantaggiosa. Il nostro punto di forza risiede nel calcolo preciso di questo punto, consentendo così un approvvigionamento che si traduce in scelte economicamente efficienti.
Quali capacità avanzate di finitura superficiale può raggiungere un produttore di stampaggio a iniezione di precisione di alta gamma sui polimeri compositi?
Per quei componenti la cui finitura superficiale ne determina il marchio e la funzionalità , il processo selezionato determinerà il miglior risultato possibile. Un produttore di stampaggio a iniezione di precisione utilizza la tecnologia di texturizzazione diretta dello stampo per superare la limitazione intrinseca del servizio di fusione in uretano. Il seguente documento confronta le capacità dei due processi.
| Aspetto | Stampaggio a iniezione di precisione | Fusione in uretano |
| Principio del processo | La texture viene incisa (mediante laser o processo chimico ) direttamente nello stampo in acciaio temprato. | La texture viene impressa fisicamente dallo stampo principale nello stampo in silicone morbido. |
| Fedeltà raggiungibile | È possibile ottenere finiture di alta qualità SPI A-1 ( Ra≤0,02μm ) e altre texture opache complesse conformi agli standard VDI 3400. | Fedeltà limitata poiché la viscosità della resina crea nanopori a livello della radice della microstruttura . |
| Qualità e riproducibilità | Questo metodo offre un modo diretto per aderire agli standard internazionali di texture, requisito obbligatorio per lo stampaggio a iniezione multimateriale . | La qualità dello stampo peggiora; le texture lucide e quelle profonde risultano difficili da ottenere. |
| Applicazione ottimale | Per la produzione di texture importanti e durevoli. | Per applicazioni prototipali in cui la riproduzione estetica esatta è meno importante. |
La nostra scelta del servizio di stampaggio a iniezione si basa sull'esigenza di ottenere finiture superficiali di alta qualità durante il processo di stampaggio. Grazie alla vasta esperienza in tecniche come lo stampaggio a iniezione di silicone liquido , garantiamo ai nostri clienti risultati eccellenti, con la finitura superficiale come criterio fondamentale del progetto.
Figura 4: Servizi di fusione in uretano e stampaggio a iniezione: una mano che tiene un pezzo fuso accanto a uno stampo con inserti blu.
Come possono gli agenti di approvvigionamento globale valutare gli standard interni di protezione della proprietà intellettuale di un fornitore manifatturiero cinese?
Per le aziende di approvvigionamento globale, la creazione di fiducia va oltre la competenza tecnica e comprende l'elemento essenziale della protezione della proprietà intellettuale. In settori specializzati come lo stampaggio a iniezione personalizzato e la prototipazione, questo è un elemento cruciale. LS Manufacturing riconosce questa importanza e offre un sistema di sicurezza collaudato e sistematizzato, conforme agli standard internazionali, come di seguito descritto:
Sistema di gestione della sicurezza delle informazioni (ISMS) certificato
Il nostro sistema è conforme alla norma ISO/IEC 27001 e garantisce un approccio sistematico alla sicurezza delle informazioni. Tutti i file 3D ( STEP, IGS , ecc.) inviati alla nostra azienda durante la fase di preventivo vengono elaborati e archiviati in modo sicuro sui nostri server dedicati in loco, utilizzando algoritmi di crittografia conformi agli standard militari AES-256 .
Controllo degli accessi fisici e digitali e registri di controllo
L'accesso ai nostri impianti di produzione è rigorosamente controllato tramite una rigida suddivisione in zone attiva 24 ore su 24 e permessi basati sui ruoli. L'accesso ai dati digitali relativi a progetti e processi produttivi viene registrato e monitorato. La sicurezza a doppio livello garantisce che solo le persone autorizzate abbiano accesso ai progetti di stampaggio a iniezione richiesti, assicurando un percorso tracciabile ed evitando qualsiasi possibilità di fuga di dati, aspetto fondamentale per i servizi di stampaggio a iniezione di precisione di componenti proprietari.
Contratti giuridicamente solidi e conformità estesa ai requisiti materiali
Il punto di partenza è l'accordo legale e reciproco sui termini dell'accordo di riservatezza (NDA), inclusi i dettagli sulla proprietà intellettuale, la protezione dei dati e le conseguenze della violazione dei termini dell'NDA. Oltre ai dati, possiamo offrire una certificazione di terze parti sul nostro utilizzo di minerali provenienti da fonti non coinvolte in conflitti e sulla nostra conformità alle normative RoHS/REACH .
Protocolli di sicurezza specifici per i processi di sviluppo
I protocolli di sicurezza dipendono dal processo specifico. Durante l'analisi e la decisione relativa alla scelta tra stampaggio a iniezione e fusione di uretano , tutti i file di progettazione relativi ai prototipi saranno trattati come dati di produzione. Nel caso dello stampaggio a iniezione per dispositivi medicali , verrà prestata particolare attenzione alla sicurezza dei dati e verrà garantita la rigorosa osservanza delle normative di settore fin dal primo prototipo.
Il nostro approccio completo alla sicurezza dei dati rende questo compito gestibile. Il problema della protezione della proprietà intellettuale viene risolto implementando un'architettura di sicurezza non solo affidabile, ma anche verificabile da qualsiasi agente di approvvigionamento globale. Grazie a questa architettura di sicurezza, i vostri progetti più preziosi rimarranno riservati durante l'utilizzo dello stampaggio a iniezione per il settore automobilistico e dello stampaggio a iniezione di prototipi .
FAQ
1. Qual è la differenza tipica nei tempi di consegna tra i servizi di fusione in uretano di alta gamma e lo stampaggio a iniezione di plastica personalizzato?
Il processo di fusione sottovuoto di LS Manufacturing ci permette di ottenere il primo lotto di campioni in 5-7 giorni ; è l'opzione preferibile per la validazione urgente dei concetti di progettazione. Il nostro processo rapido di attrezzaggio e campionatura per lo stampaggio a iniezione di piccoli lotti, invece, richiede dai 10 ai 14 giorni e fornisce componenti di qualità per la produzione.
2. I componenti in poliuretano stampato possono raggiungere le stesse prestazioni meccaniche dei polimeri V-0 ignifughi stampati a iniezione?
Sebbene i poliuretani modificati per stampaggio possano raggiungere la classificazione UL94 V-0 , la loro resistenza allo scorrimento viscoso a lungo termine sotto carichi continui ad alta temperatura è inferiore di circa il 18% rispetto a quella dei termoplastici tecnici stampati a iniezione, il che li rende più adatti per prototipi e componenti funzionali in piccole serie.
3. In che modo varia la soglia iniziale di quantità minima d'ordine (MOQ) tra questi due metodi di produzione ad alta precisione?
Per la fusione in uretano non abbiamo un quantitativo minimo d'ordine (MOQ), in quanto possiamo lavorare anche un solo pezzo per ordine. Nel caso dello stampaggio a iniezione , consigliamo un MOQ superiore a 100 pezzi , che consentirà di ammortizzare in modo più efficace il costo iniziale dello stampo, sebbene possiamo trovare soluzioni alternative anche per quantitativi inferiori.
4. Quale materiale per la prototipazione rapida utilizza LS Manufacturing per ridurre drasticamente i costi dello stampaggio a iniezione per piccoli volumi?
LS Manufacturing utilizza un materiale per utensili ad alta conducibilità termica, costituito da una lega di alluminio 7075-T6 . Questo materiale contribuisce ad aumentare il ciclo di raffreddamento e può ridurre i costi di attrezzaggio per il cliente fino al 45% rispetto ai tradizionali utensili in acciaio, soprattutto per prototipi e produzioni di piccole e medie dimensioni.
5. Posso eseguire installazioni affidabili di inserti filettati e maschiature meccaniche ripetitive su prototipi di fusione in poliuretano?
Sì. Garantiamo un'installazione di successo grazie all'inserimento di inserti filettati in ottone o acciaio inossidabile tramite termosaldatura secondaria o inserimento a ultrasuoni. In questo modo, possiamo ottenere una coppia di serraggio ottimale fino a 3,5 Nm , garantendo che il modello fuso possa essere assemblato e testato più volte senza subire danni.
6. Come possono gli ingegneri medicali di tutto il mondo ottenere una revisione di producibilità DFM verificata prima di avviare una richiesta di offerta formale?
Gli ingegneri biomedici possono semplicemente inviarci i loro modelli 3D STEP, che contengono informazioni sensibili , tramite il nostro portale web sicuro. Uno dei nostri esperti ingegneri di LS Manufacturing analizzerà il file CAD e genererà un report DFM dettagliato entro 24 ore .
7. Quali sono le dimensioni massime dei pezzi che le vostre camere di fusione sottovuoto di livello industriale possono ospitare simultaneamente?
Le nostre camere di fusione sottovuoto di grandi dimensioni, leader del settore, sono progettate per creare pezzi unici e solidi fusi, con dimensioni massime di 2200 mm x 1200 mm x 800 mm . Queste caratteristiche rendono le nostre apparecchiature particolarmente adatte alla produzione di componenti di grandi dimensioni come interni per automobili, alloggiamenti per dispositivi medici e strutture di contenimento per apparecchiature.
8. Perché scegliere LS Manufacturing è una decisione operativa più affidabile rispetto alla ricerca di officine generiche a prezzi più bassi?
Scegliere LS Manufacturing significa optare per una soluzione più affidabile, in quanto siamo certificati IATF 16949; i nostri disegni tecnici sono protetti da crittografia AES-256 di livello militare ; inoltre, per ogni progetto, forniamo report basati su un'ispezione fisica al 100% , unitamente ai preventivi più accurati .
Riepilogo
La decisione se utilizzare la colata di uretano o lo stampaggio a iniezione richiede una valutazione oggettiva di fattori quali la sovrapposizione dei volumi, il degrado delle proprietà del materiale, la stabilità delle tolleranze e l'usura degli stampi. La colata di uretano accelera la ricerca e lo sviluppo di prototipi da 1 a 100 senza investire in stampi costosi; per quantità superiori a 1.000 pezzi con tolleranze di ±0,01 mm , lo stampaggio a iniezione per piccoli volumi offre il miglior costo totale di proprietà.
Non lasciare che fasi di produzione nascoste compromettano il tuo progetto. Che si tratti di verificare prototipi o di ordinare grandi lotti di componenti stampati a iniezione , gli ingegneri di LS Manufacturing sono qui per assisterti. Clicca su "Richiedi un preventivo immediato e una revisione DFM gratuita" per inviarci i tuoi modelli CAD. Esamineremo il tuo progetto e ti forniremo un report di fattibilità accurato, corredato da un'analisi costi-processo, entro 24 ore !
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
