Сравнение услуг литья из полиуретана и литья под давлением по стоимости, срокам выполнения и точности предоставляет уникальную модель принятия решений, которая решает критически важные проблемы масштабирования, особенно когда неверные предположения о различиях между литьем из полиуретана и литьем под давлением могут привести к убыткам более 50 000 долларов и затягиванию сроков внедрения новых продуктов.
Литье из полиуретана — это мелкосерийный процесс быстрого прототипирования, позволяющий решить проблему высоких первоначальных затрат на оснастку для производства от 1 до 100 деталей, в то время как литье под давлением — это метод крупносерийного производства, позволяющий оптимизировать себестоимость одной детали для производства более 1000 деталей. Одна из самых больших скрытых проблем в отрасли связана с отклонением до ±0,2 мм в полиуретановых силиконовых формах после более чем 50 отливок , — критический фактор деградации, который компании, использующие только один технологический процесс, никогда не раскрывают.
Это всеобъемлющее руководство предлагает вам детерминированную структуру, основанную на богатом практическом опыте LS Manufacturing, накопленном за десятилетия работы в цепочках поставок компаний из списка Fortune 500. Анализируя проверенные кривые стоимости жизненного цикла, спецификации материалов с точностью до ±0,005 мм и оптимизированные объемы производства менее 500 деталей, мы гарантируем оптимальную рентабельность инвестиций при переходе от прототипирования к серийному производству. Читайте дальше, чтобы узнать, как сократить сроки выполнения заказов, снизить общую стоимость деталей на 30% и обеспечить надежное масштабирование производства.
Услуги по литью из полиуретана против литья под давлением: краткий справочник по выбору.
| Ключевой фактор | Литье из полиуретана (вакуумное литье) | Литье под давлением |
| Метод оснастки | Используется силиконовая резиновая форма для литья под давлением, созданная на основе мастер-образца. | Используйте алюминиевые или стальные формы, изготовленные на станках с ЧПУ. |
| Сроки выполнения и стоимость | Быстрый процесс ( формование за 1-3 дня, изготовление деталей за 5-10 дней ), недорогой ( 1000-5000 долларов ). | Процесс длительный ( 3-8 и более недель ), дорогостоящий ( 5-50 тысяч долларов и более ). |
| Часть Том | Очень малый объем производства (обычно 10-50 деталей на одну пресс-форму). | От малых объемов ( более 100 ) до больших объемов (миллионы деталей). |
| Точность материала | Низкая цена; используются полиуретаны, имитирующие производственные пластмассы. | Высокое качество; используются термопласты промышленного класса. |
| Допуски | Качество обработки поверхности умеренное (обычно ±0,2 мм ), варьируется. | Высокое качество обработки поверхности ( ±0,1 мм или лучше). |
| Наш выбор | Рекомендации: Подходит для изделий, состоящих менее чем из 25 деталей , для проверки конструкции или быстрого прототипирования различных вариантов дизайна. | Для более чем 50 деталей проводится функциональная проверка с использованием производственных материалов и проверка готовности к производству. |
| Результат: Оптимальный путь | Быстрый и доступный способ создания прототипов деталей, позволяющих проверить форму и соответствие размерам, а также некоторые функциональные возможности. | Реалистичные детали для всестороннего тестирования, запуска продукта и крупномасштабного производства. |
Основные выводы:
- Основной определяющий фактор — объем производства: точка безубыточности находится в диапазоне от 25 до 50 единиц . При меньшем объеме литье из полиуретана будет более экономичным, тогда как литье под давлением обеспечит более низкую цену за единицу при объеме, превышающем этот порог.
- Назначение определяет процесс: литье из полиуретана необходимо для проверки конструкции; литье под давлением — для проверки фактических свойств материала, используемого для литья под давлением .
- Материал является критически важным ограничением: если вам необходимо протестировать конкретный конструкционный термопластик ( PEEK, нейлон, армированный стекловолокном ), то литье под давлением — ваш единственный способ.
- Соотношение времени выполнения заказа и общей стоимости: литье из полиуретана позволяет значительно сэкономить время на начальном этапе разработки, в то время как литье под давлением требует значительных первоначальных затрат времени, но позволяет масштабировать производство и обеспечить экономически эффективное изготовление в дальнейшем.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Существует множество теоретических сравнений литья из полиуретана и литья под давлением , с которыми вы можете столкнуться. Уникальность нашего метода заключается в том, что он был разработан и одобрен нашей собственной производственной командой, которая принимает эти решения ежедневно и на собственном опыте знает, насколько важны стандарты систем автоматизации технологических процессов, установленные Международным обществом автоматизации (ISA) .
Мы производим продукцию, для которой недопустимы даже некорректные технологические процессы: функциональные компоненты аэрокосмической отрасли, требующие устойчивости к температурным циклам от -40°C до 120°C , биологически совместимые корпуса для хирургических инструментов, требующие сертификации FDA , и огнестойкие корпуса из непрозрачных материалов для промышленных электронных устройств. Выбор материалов и проверка технологических процессов для этих конкретных применений осуществляются в соответствии со стандартами безопасности и качества, установленными Underwriters Laboratories (UL) .
Мы накопили этот опыт благодаря тысячам выполненных ранее работ. Мы знаем оптимальное количество изделий (около 50 ), начиная с которого литье под давлением становится экономически целесообразным; мы знаем, как получить шероховатость поверхности 0,8 Ra с использованием определенных типов полиуретана; и мы знаем методы проектирования пресс-форм, необходимые для предотвращения усадочных раковин в стеклоармированном нейлоне . Мы предлагаем эти проверенные на практике знания, полученные в реальных условиях, чтобы вы могли избежать наших ошибок и ловушек при выборе неправильного процесса.
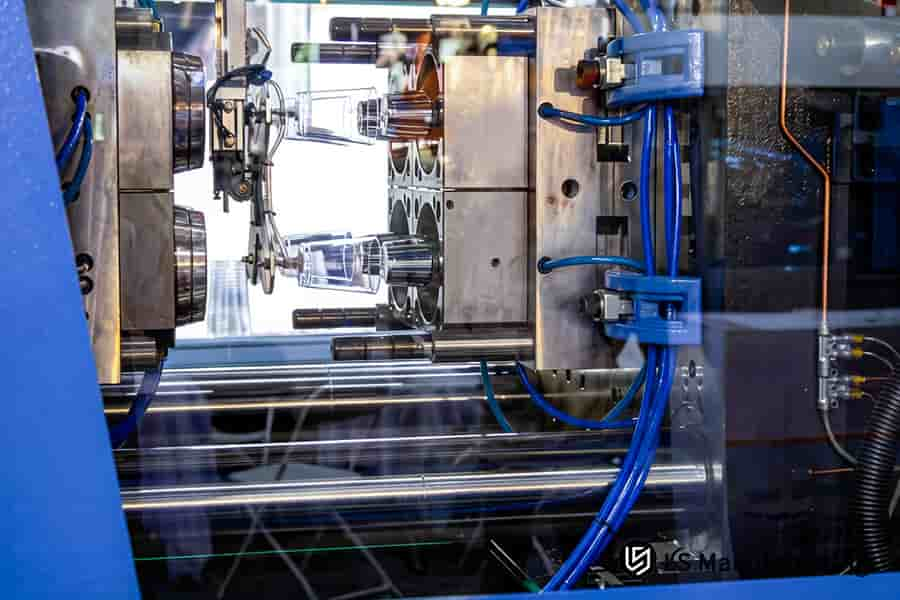
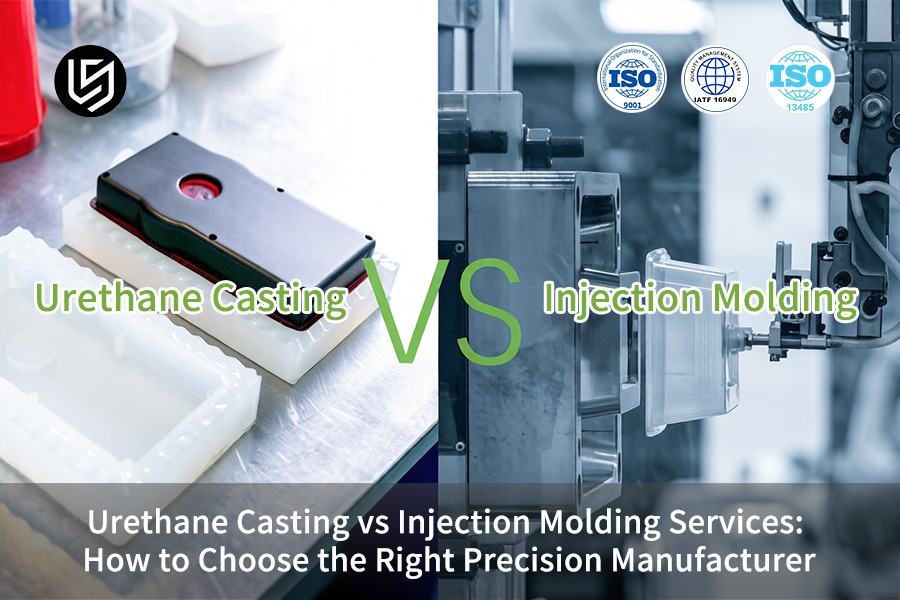
Рисунок 1: Литейная машина формирует прозрачные пластиковые детали, на которых видны синие гидравлические линии.
Почему деградация материала и реальные молекулярные свойства определяют выбор поставщика для литья под давлением?
Выбор хорошего производителя зависит от понимания того, что деградация материала и молекулярное поведение играют решающую роль в определении пределов производительности. Наш анализ выявляет ограничения услуг по литью из полиуретана и объясняет, как услуги по прецизионному литью под давлением предлагают решение этой проблемы:
Расшифровка основного ограничения химического сшивания
В процессе литья из уретана используется естественное отверждение, создающее связи посредством химических реакций. Таким образом, образуются естественные участки, подверженные воздействию УФ-излучения и окислительных агентов, что приводит к более быстрому разрушению цепей. Если требуется высокая прочность в течение длительного времени, более целесообразно использовать термически скрепленные молекулярные цепи методом литья под давлением инженерного класса .
Определение механического порога перехода
Наш выбор зависит от измеримых пределов нагрузки. При наличии чрезмерных сдвиговых нагрузок ( >50 МПа ) или усталостных нагрузок неоднородность литых полиуретанов может привести к преждевременному разрушению. Анализ потребует от нас поиска поставщика оборудования для литья под давлением, способного работать с такими геометрическими формами и предотвращать любые проблемы любой ценой. Мы используем метод конечных элементов (МКЭ) для точного определения этих пороговых значений, гарантируя, что переход к мелкосерийному литью под давлением будет основан на данных, а не на предположениях.
Разработка рецептуры для обеспечения точности прототипа
Для упрощения перехода от прототипа к серийному производству мы разработали новые полиуретановые компаунды, более похожие на термопласты. Используя удлинители цепи и изменяя плотность сшивания, нам удалось достичь 98% сходства в удлинении с определенным модифицированным полипропиленовым материалом. Таким образом, методы, аналогичные быстрому литью под давлением, позволят создавать прототипы, способные прогнозировать характеристики при микролитье под давлением .
Системная валидация посредством ускоренного старения
Моделирование требует проверки. Как образцы, изготовленные методом литья под давлением, так и материалы, полученные методом литья под давлением, тестируются в условиях сочетанного термического окислительного воздействия и УФ-деградации. Анализируя скорость деградации – а не только сами значения свойств – мы проверяем точность прогнозов, полученных с помощью нашего прототипа. Это гарантирует, что наш процесс создания прототипов для автомобильного литья под давлением обеспечивает надежные данные до принятия решения о закупке оснастки.
Этот подход выходит за рамки услуг любого стандартного поставщика, предоставляя детерминированный метод выбора процессов, основанный на молекулярных знаниях и фактических данных. Он показывает, что настоящий партнер не только предоставляет услуги, но и обладает необходимыми знаниями для определения момента перехода, разработки аналогов материалов и проверки характеристик в условиях деградации — в этом и заключается суть нашего уникального положения в решении сложных инженерных задач.

Как услуги по мелкосерийному литью под давлением могут оптимизировать амортизацию первоначальной оснастки для медицинских изделий?
Амортизация затрат на оснастку для поддержки запуска продукции на рынке медицинских изделий требует подхода, основанного на модели затрат, к первоначальному производству. В случае партий от 100 до 3000 единиц решение заключается не обязательно в более экономичном производственном процессе, а в улучшенном подходе к оснастке, позволяющем значительно снизить капитальные затраты, необходимые для доступа к услугам литья под давлением .
Техническая основа: Быстрое изготовление мостовых оснасток из авиационного алюминия.
- Замена материала: Мы заменяем обычную сталь P20 на алюминий 7075-T6 (теплопроводность ≥130 Вт/м·К).
- Результат: Это позволяет внедрить процесс литья под давлением малых объемов с сокращением цикла на 60% ( 10-12 дней против 28 ) и снижением капитальных затрат более чем на 45% .
Проактивная проверка и снижение рисков
- Моделирование процесса: Мы проводим моделирование заполнения пресс-формы и охлаждения наших алюминиевых инструментов, чтобы предотвратить любой возможный износ материала или деформации.
- Результат: Это обеспечивает стабильное производство 1000-3000 качественных изделий с использованием мостового инструмента до ввода в эксплуатацию высокопроизводительного стального инструмента .
Структура принятия решений: Калькулятор равновесия затрат
- Анализ: Сравнение затрат на литье под давлением и литье из полиуретана проводится с использованием модели общей стоимости владения (TCO), учитывающей стоимость деталей, оснастки и вторичных операций.
- Результат: Он показывает точное количество продукции, при котором процесс окупается с точки зрения затрат, и, следовательно, доказывает экономическую целесообразность перехода на литье под давлением медицинских изделий на ранней стадии производства.
Технологическое проектирование для обеспечения качества при малых объемах производства.
- Методология: Для управления процессом литья алюминиевых изделий используются высокоточные опытные образцы литьевых машин в сочетании с оптимизированным термоциклированием.
- Цель: Обеспечить, чтобы детали, изготовленные с помощью литья алюминия под давлением , обладали необходимыми механическими свойствами и однородностью, соответствующими требованиям медицинской сертификации, несмотря на сокращенный срок службы пресс-формы.
Предложенная методология обеспечивает предсказуемый путь развития не только в финансовом, но и в техническом плане, выходя за рамки простого перечисления предлагаемых нами услуг. Ниже показано, как затраты на оснастку могут быть учтены в процессе, позволяя использовать преимущества литья под давлением с применением алюминиевых инструментов без чрезмерных затрат и потери драгоценного времени. Рассчитайте точную экономию на амортизации с помощью нашей быстрой оснастки для мостового производства. Чтобы подтвердить снижение капитальных затрат на 45% для вашего пилотного запуска, запросите анализ совокупной стоимости владения и официальное предложение по оснастке.
Какие критические геометрические ограничения и изменения толщины стенок приводят к катастрофической деформации детали?
В большинстве случаев поломки из-за деформации можно избежать благодаря проектированию с учетом технологичности изготовления . Выбор между литьем из полиуретана и литьем под давлением потребует понимания различий в геометрических допусках. В данной статье представлено краткое и лаконичное сравнение, которое поможет вам сделать правильный выбор на основе имеющихся данных.
| Фактор | Точное литье под давлением | Усовершенствованное литье из полиуретана |
| Правило толщины стенки | Отклонение должно быть ≤25% ; предпочтительный абсолютный диапазон составляет 1,5–3,5 мм . | Способен выдерживать огромные колебания толщины; локальная толщина может превышать 10 мм . |
| Риск первичного дефекта | Отклонение и усадочные раковины возникают в результате разницы в скоростях охлаждения и касательных напряжениях. | Возможно незначительное отклонение; склонность к образованию воздушных ловушек и длительный период отвердевания. |
| Возможность применения тонкостенных конструкций | Запрещено использовать при толщине менее 0,8 мм ; требуется специальная технология литья под давлением тонких стенок . | Легко наполняется при низком давлении, хотя и не отличается прочностью. |
| Драйвер процесса | Вопросы объема и материалов при литье под давлением в автомобильной промышленности . | Гибкость, эффективность и низкая стоимость процесса прототипирования. |
Вышеизложенное служит основой для критериев отбора. Значение выбора производителя высокоточных изделий, изготовленных методом литья под давлением, заключается в стратегическом использовании этих знаний. Мы решаем любые геометрические проблемы, проводя моделирование на основе этих критериев, и выясняем, подходит ли деталь для крупносерийного литья под давлением или требует доработки. Эта оценка позволит предотвратить деформацию заранее.
Рисунок 2: Два бежевых пластиковых компонента, изготовленных методом литья под давлением, с указанием номеров деталей, соединяются на металлической поверхности.
Как компания LS Manufacturing эффективно обрабатывает корпус промышленного дрона, изготовленный на заказ, со сложными элементами подрезки?
Если традиционный метод литья под давлением для производства деталей со значительными подрезами предполагает использование дорогостоящей и сложной оснастки, разработка продукта может быть серьезно затруднена. В этом примере мы покажем, как компания LS Manufacturing помогла заказчику разработать корпус для дрона по индивидуальному заказу, преодолев геометрические сложности благодаря выбору правильных технологических процессов и использованию преимуществ литья из полиуретана :
Задача клиента
Разработка усовершенствованного промышленного дрона требовала производства 50 корпусов с классом защиты IP67 . Однако корпус имел четыре подрезки, что потребовало бы боковых перемещений сердечника в обычной пресс-форме. Изготовление сложных литьевых форм, требующих использования направляющих, обошлось более чем в 35 000 долларов США и заняло 6 недель . Это создало серьезные проблемы для летных испытаний дрона.
LS Manufacturing Solution
Для создания подрезов при извлечении из формы использовалась форма из высокоэластичного силикона (значение удлинения ≥450% ) с оптимальной 3D-линией разъема. В качестве материала использовался полиуретан, полученный методом вакуумного литья с низкой усадкой ( ±0,1%) . Этот метод позволил отказаться от механических направляющих, превратив сложную задачу многопозиционного литья под давлением в простой и доступный вариант прототипирования.
Результаты и ценность
Корпуса с классом защиты IP67, обладающие полной функциональностью, были изготовлены всего за 6 рабочих дней , что сократило время прототипирования на 85% , а также снизило стоимость первоначальной оснастки на 85% . В результате клиент смог начать процесс летных испытаний на 4 недели раньше запланированного срока. Успешные испытания позволили безопасно инвестировать в дорогостоящую оснастку для крупносерийного литья под давлением , для чего компания LS Manufacturing была выбрана в качестве поставщика услуг по изготовлению литьевых форм на заказ .
В данном случае идеальное решение на первый взгляд не очевидно , поэтому мы проводим тщательный анализ геометрии детали и требований программы, чтобы разработать наиболее эффективное производственное решение. Сила нашей экспертизы заключается в выборе и применении правильного процесса для обеспечения успешного производства, будь то литье или литье под давлением .
Ускорьте запуск своего продукта, предварительно проверив осуществимость конструкции. Для быстрого и экономичного решения по созданию прототипа, которое обеспечит соблюдение сроков производства, обсудите свой проект с нашими инженерами уже сегодня.

Почему точность размеров, обеспечиваемая услугами прецизионного литья под давлением, незаменима для высокоточной электроники?
Стабильность размеров абсолютно необходима, когда речь идёт об аэрокосмических разъёмах, корпусах медицинских датчиков и экранах от электромагнитных помех. Хотя литьё из полиуретана достаточно для прототипов, его термическое расширение и усадка при отверждении приводят к тому, что допуск на детали составляет около ±0,2 мм на 100 мм , что крайне опасно, учитывая автоматизированные процессы. Это означает, что здесь нельзя обойтись без услуг высокоточной литьевой формовки . И вот как мы добиваемся стабильности размеров менее 0,01 мм :
Преодоление пределов возможностей литейных процессов
Нестабильность процесса литья, вызванная расширением силиконовой формы и экзотермической реакцией, приводящей к усадке отлитой детали, устраняется переходом на полностью предсказуемый термический цикл. Метод использует впрыскивание расплавленного пластика в термостабилизированные стальные формы , что исключает нестабильные химические реакции отверждения, присущие процессу литья.
Аппаратная основа для субмикронной точности
Допуск ±0,01 мм требует абсолютной точности. Например, мы используем полностью электрическое оборудование для литья под давлением с сервоклапанами для обеспечения стабильности каждого цикла литья, а также централизованную систему охлаждения, которая поддерживает температуру пресс-формы с точностью до ±0,5 °C . Это позволит исключить температурный дрейф, поскольку он является основным источником погрешности размеров при микролитье электроники под давлением .
Материаловедение для обеспечения размерной инвариантности
Точность достигается не только за счет оборудования. Мы выбираем такие материалы, как PEEK, армированный стекловолокном, или PPS, благодаря их сверхнизкому коэффициенту теплового расширения и устойчивости к ползучести. Таким образом, формованные детали сохраняют стабильность размеров не только сразу после извлечения из формы, но и после дальнейшей обработки, такой как пайка, что крайне важно для медицинских деталей, изготовленных методом литья под давлением .
Статистический контроль процессов (SPC) и гарантированная прослеживаемость
Мы доказываем свои возможности фактами, а не словами. Для всех важных измерений проводится мониторинг SPC в режиме реального времени , и для каждого запуска регистрируются значения Cpk. Каждая партия сопровождается полностью прослеживаемым сертификатом контроля качества, выданным нашими координатно-измерительными машинами (КИМ) . Мы предоставляем подтверждающие документы, свидетельствующие о соответствии требованиям, предъявляемым высоконадежными отраслями промышленности.
Предложенный подход доказывает, что точность можно создать искусственно, а не получить просто так. Решение проблемы допусков достигается за счет замкнутого цикла, включающего стабильные инструменты, стабильное оборудование, стабильные материалы и статистику. Именно это необходимо, чтобы считаться производителем прецизионных изделий методом литья под давлением. Это единственный способ производить компоненты, допуски которых будут определять их успех или неудачу в эксплуатации с точностью до микрона.

Рисунок 3: Черный жидкий уретан заливается в открытые серебряные формы на деревянном верстаке для литья из уретана.
Как износ инструмента и колебания срока службы пресс-форм влияют на общие затраты на протяжении всего цикла закупок при выполнении нескольких производственных партий?
Для менеджеров по закупкам реальная ценность детали будет зависеть от того, как инструмент будет использоваться в течение нескольких партий. Расходные материалы, такие как силиконовые формы для литья из полиуретана, будут иметь проблему повторяющихся расходов на замену инструмента, что делает экономию за счет масштаба недостижимой. С другой стороны, использование твердого инструмента в литье под давлением по индивидуальному заказу позволяет добиться стабильного снижения стоимости детали. Приведенное ниже обсуждение проиллюстрирует этот важный экономический аспект.
Фундаментальный предел расходных инструментов
- Быстрая деградация: При литье из уретана силиконовая форма деградирует после 20-25 циклов , увеличивая шероховатость ее поверхности (Ra) с 0,8 мкм до более чем 3,2 мкм .
- Следствие: В результате этого оснастка становится постоянно заменяемой, что превращает затраты на одну деталь в затраты на оснастку на партию и сводит на нет эффект масштаба.
Долговечность инженерных пресс-форм для обеспечения стабильной стоимости
- Материаловедение: Мы тщательно отбираем и подвергаем термической обработке определенные марки стали (например, NAK80 ) в зависимости от объемов производства и абразивности смолы.
- Точное проектирование: В наших конструкциях для литья под давлением используются передовые системы охлаждения, соответствующая вентиляция и эффективные литниковые системы для снижения напряжений и термической усталости.
- Результат: Благодаря этой инженерной разработке обеспечивается ожидаемый срок службы пресс-форм более 50 000 циклов литья под давлением при геометрическом отклонении ≤0,05% на деталь.
Точка пересечения затрат: количественно измеримая точка принятия решения.
- Анализ: Наш анализ стоимости литья под давлением по сравнению с литьем из полиуретана основан на амортизации стоимости пресс-формы на протяжении всего производственного цикла.
- Визуализация: Из этого анализа очевидно, что существует абсолютная точка объема производства, при которой постоянно снижающаяся стоимость литья под давлением в расчете на единицу продукции становится меньше, чем постоянно высокая стоимость литья в расчете на единицу продукции , что делает первоначальные затраты оправданными.
Обеспечение предсказуемой общей стоимости закупок
- Моделирование совокупной стоимости владения (TCO): Для мелкосерийного литья под давлением мы предлагаем прозрачную модель совокупной стоимости владения (TCO), которая включает амортизацию оснастки.
- Полная финансовая картина: Эта модель дает полную финансовую картину на протяжении всего жизненного цикла детали, а не только первой партии, что позволяет принимать решения, основываясь на общей стоимости программы .
Вместо простого сравнения цен, эта парадигма позволяет проводить анализ на основе экономической модели жизненного цикла. Решая проблему непредсказуемости затрат на расходные материалы для литья под давлением, мы определяем основанную на данных точку перегиба, в которой использование долговечных инструментов для литья под давлением становится более выгодным с финансовой точки зрения решением. Наша сильная сторона – точный расчет этой точки, что позволяет осуществлять закупки, обеспечивающие экономически эффективный выбор.
Какие возможности по обработке поверхности композитных полимеров может обеспечить производитель высококачественных изделий, изготовленных методом литья под давлением?
Для компонентов, чья обработка поверхности определяет их маркировку и функциональность , выбор процесса определит максимально возможный результат. Производитель прецизионных изделий методом литья под давлением использует технологию прямой текстуризации формы, чтобы преодолеть ограничения, существующие в литье из полиуретана. В данной статье сравниваются возможности двух процессов.
| Аспект | Точное литье под давлением | Литье из полиуретана |
| Принцип процесса | Текстура вытравливается ( лазерным или химическим способом ) непосредственно в твердой стальной форме. | Текстура физически оттискивается с мастер-модели на мягкую силиконовую форму. |
| Достижимая точность | Возможно получение высококачественной матовой текстуры SPI A-1 ( Ra≤0,02 мкм ) и других сложных матовых текстур в соответствии со стандартами VDI 3400. | Ограниченная точность, поскольку вязкость смолы создает нанопоры на уровне корня микротекстуры . |
| Качество и воспроизводимость | Этот метод обеспечивает прямой способ соблюдения международных стандартов текстуры, что является обязательным условием для литья под давлением многокомпонентных материалов . | Качество материала ухудшается из-за плесени ; получение глянцевых и глубоких текстур затруднено. |
| Оптимальное применение | Для создания важных и долговечных текстур. | Для прототипирования, где точное воспроизведение эстетических качеств менее важно. |
Выбор нами услуги литья под давлением обусловлен требованием к высококачественной обработке поверхности, достигаемой в процессе формования. Обладая обширным опытом работы с такими технологиями, как литье под давлением жидкого силикона , мы гарантируем нашим клиентам получение результатов, при этом качество поверхности является ключевым критерием проекта.
Рисунок 4: Сравнение услуг литья из полиуретана и литья под давлением. На рисунке показана рука, держащая отлитую деталь рядом с формой с синими вставками.
Как агенты по глобальным закупкам могут оценить внутренние стандарты защиты интеллектуальной собственности китайского поставщика-производителя?
Для глобальных компаний, занимающихся аутсорсингом, создание доверия выходит за рамки технической экспертизы и включает в себя важнейший элемент защиты интеллектуальной собственности. В специализированных областях, таких как литье под давлением на заказ и прототипирование, это имеет решающее значение. Компания LS Manufacturing осознает важность этого вопроса, предоставляя проверенную и систематизированную систему безопасности, соответствующую международным стандартам, а именно:
Сертифицированная система управления информационной безопасностью (СУИБ)
Наша система соответствует стандарту ISO/IEC 27001 и обеспечивает систематический подход к информационной безопасности. Все 3D-файлы ( STEP, IGS и т. д.), отправленные в нашу компанию в процессе составления коммерческого предложения, обрабатываются и надежно хранятся на наших выделенных серверах с использованием алгоритмов шифрования, соответствующих военным стандартам AES-256 .
Физический и цифровой контроль доступа и журналы аудита
Доступ к нашим производственным помещениям строго контролируется посредством круглосуточного зонирования и системы разрешений на основе ролей. Доступ к цифровым данным, касающимся проектов и производственных процессов, регистрируется и отслеживается. Двухуровневая система безопасности гарантирует , что доступ к необходимым проектам литья под давлением имеют только уполномоченные лица, обеспечивая отслеживаемый путь и исключая любую возможность утечки данных, что крайне важно для услуг по точному литью под давлением фирменных деталей.
Правовосторонне надежные контракты и расширенное соблюдение требований к существенным деталям.
Отправной точкой является юридически обязывающее соглашение об условиях неразглашения информации (NDA), включающее подробную информацию о правах на интеллектуальную собственность, защите данных и последствиях нарушения условий NDA. Помимо данных, мы можем предложить сертификацию третьей стороной, подтверждающую использование нами минералов, добытых без нарушения прав на конфликт, и соответствие требованиям RoHS/REACH .
Протоколы безопасности, специфичные для конкретного процесса разработки.
Протоколы безопасности зависят от конкретного процесса. При анализе и принятии решения о выборе между литьем из полиуретана и литьем под давлением все проектные файлы, относящиеся к прототипам, будут рассматриваться как производственные данные. При работе с медицинским литьем под давлением особое внимание будет уделяться безопасности данных, и с самого первого прототипа будет обеспечено строгое соблюдение отраслевых правил.
Наш комплексный подход к обеспечению безопасности данных позволяет сделать эту задачу управляемой. Проблема защиты интеллектуальной собственности решается путем внедрения архитектуры безопасности, которая не только надежна, но и поддается проверке любым глобальным поставщиком. Благодаря этой архитектуре безопасности ваши самые ценные разработки останутся конфиденциальными при использовании автомобильного литья под давлением и прототипного литья под давлением .
Часто задаваемые вопросы
1. Какова типичная разница во времени выполнения заказа между высококачественными услугами по литью из полиуретана и изготовлением изделий методом литья пластмасс под давлением на заказ?
Технология вакуумного литья LS Manufacturing позволяет нам получать первую партию образцов за 5-7 дней ; это предпочтительный вариант для срочной проверки концепций дизайна. В то же время, наш процесс быстрого изготовления оснастки и образцов для мелкосерийного литья под давлением занимает 10-14 дней и обеспечивает получение деталей производственного качества.
2. Могут ли литые из уретана детали полностью соответствовать механическим характеристикам огнестойких полимеров V-0, полученных методом литья под давлением?
Хотя модифицированные полиуретаны для литья могут соответствовать классу UL94 V-0 , их долговременная устойчивость к ползучести при непрерывных высокотемпературных нагрузках примерно на 18% ниже, чем у конструкционных термопластов, получаемых методом литья под давлением, что делает их оптимальным выбором для прототипов и мелкосерийного производства функциональных деталей.
3. Чем отличается минимальный начальный объем заказа (MOQ) при использовании этих двух методов высокоточного производства?
Для литья из полиуретана у нас нет минимального количества заказа (MOQ), так как мы можем обрабатывать одну деталь за один заказ. В случае литья под давлением мы рекомендуем MOQ более 100 деталей, поскольку это поможет достаточно хорошо амортизировать первоначальные затраты на оснастку, хотя мы можем найти альтернативные способы для небольших объемов.
4. Какой материал для быстрой оснастки использует компания LS Manufacturing для существенного снижения затрат на мелкосерийное литье под давлением?
Компания LS Manufacturing использует быстротвердеющий инструментальный материал, представляющий собой высокотеплопроводный твердый алюминиевый сплав 7075-T6 . Этот инструмент способствует увеличению цикла охлаждения и позволяет снизить затраты заказчика на инструментальную оснастку до 45% для пилотных проектов и мелкосерийного производства по сравнению с обычной стальной оснасткой.
5. Могу ли я надежно устанавливать резьбовые вставки и выполнять многократную механическую нарезку резьбы на прототипах, изготовленных методом литья из полиуретана?
Да. Мы гарантируем успешную установку, используя латунные или нержавеющие резьбовые вставки, устанавливаемые методом вторичной термообработки или ультразвуковой запрессовки. Мы сможем достичь оптимального момента затяжки до 3,5 Нм , что гарантирует многократную сборку и испытания литой модели без повреждений.
6. Как инженеры-медики по всему миру могут получить подтвержденную оценку технологичности изготовления с учетом требований проектирования (DFM) до начала официального запроса предложений (RFQ)?
Инженеры-медики могут просто отправить нам свои конфиденциальные 3D STEP-модели через наш защищенный веб-портал, и один из наших опытных инженеров LS Manufacturing проанализирует ваш CAD-файл и подготовит для вас подробный отчет DFM в течение 24 часов .
7. Какие максимальные размеры деталей могут одновременно вмещать ваши промышленные вакуумные литейные камеры?
Наши лучшие в отрасли вакуумные литейные камеры увеличенного размера предназначены для создания цельных литых деталей размером 2200 мм x 1200 мм x 800 мм . Благодаря этим характеристикам наше оборудование идеально подходит для изготовления крупных компонентов, таких как элементы интерьера автомобилей, корпуса для медицинских приборов и конструкции корпусов оборудования.
8. Почему выбор компании LS Manufacturing является более надежным операционным решением, чем поиск более дешевых типовых мастерских?
Выбор компании LS Manufacturing — более надежное решение, поскольку мы сертифицированы по стандарту IATF 16949; наши технические чертежи защищены с помощью шифрования AES-256 военного уровня ; кроме того, для каждого проекта мы предоставляем отчеты, основанные на 100% физическом осмотре, а также наиболее точные расценки .
Краткое содержание
Для принятия решения о том, использовать ли литье из полиуретана или литье под давлением, необходима объективная оценка таких факторов, как переход объемов производства, ухудшение свойств материала, стабильность допусков, а также износ пресс-форм. Литье из полиуретана ускоряет исследования и разработки от 1 до 100 прототипов без инвестиций в дорогостоящие пресс-формы; для объемов производства более 1000 деталей с допусками ±0,01 мм , литье под давлением в малых объемах обеспечивает наилучшую общую стоимость владения.
Не позволяйте скрытым этапам производства сбить ваш проект с намеченного пути. Независимо от того, проверяете ли вы прототипы или заказываете крупные партии компонентов, изготовленных методом литья под давлением , инженеры LS Manufacturing готовы вам помочь. Просто нажмите на кнопку «Получить мгновенную смету и бесплатный анализ DFM», чтобы отправить нам ваши CAD-модели. Мы рассмотрим ваш проект и предоставим точный отчет о целесообразности, а также анализ затрат и процесса в течение 24 часов !
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
