Urethane casting vs injection molding services compared for cost, lead time, and precision provide a distinct decision model that resolves critical scaling issues, especially when wrong assumptions about the difference between urethane casting and injection molding risk more than $50k and prolonged NPI timelines.
Urethane casting is a low-volume rapid prototyping process that solves high initial tooling costs for 1-100 parts, while injection molding is a high-volume production method solving per-piece cost optimization for over 1,000 parts. One of the biggest hidden traps in the industry involves the deviation of up to ±0.2mm in urethane silicone molds beyond 50 casts, a critical degradation factor that one-process-only companies never reveal.
This comprehensive guide offers you a deterministic framework based on LS Manufacturing’s wealth of hands-on knowledge acquired across Fortune 500 supply chains over decades. By analyzing verified lifecycle cost curves, material specifications down to ±0.005mm accuracy, and optimized volume levels below 500 parts, we ensure your prototype-to-production shift yields optimal ROI. Read on to discover how to achieve reduced lead times, a 30% decrease in total part cost, and a secured scale-up process.
Urethane Casting VS Injection Molding Services: Selection Quick-Reference
| Key Factor | Urethane Casting (Vacuum Casting) | Injection Molding |
| Tooling Method | Uses silicone injection molding rubber mold based on a master sample. | Use CNC machined aluminum or steel molds. |
| Lead Time & Cost | Fast process (1-3 day mold, 5-10 days parts), inexpensive ($1k-$5k). | Slow process (3-8+ weeks), expensive ($5k-$50k+). |
| Part Volume | Very low-volume (typically 10-50 parts per mold). | Low volume (100+) to high-volume (millions of parts). |
| Material Fidelity | Low; utilizes polyurethanes that simulate production plastics. | High; utilizes production grade thermoplastics. |
| Tolerances | Moderate (±0.2mm typical), quality of surface finish varies. | High (±0.1mm or better), high quality of surface finish. |
| Our Selection | Advisory For less than 25 parts, design validation, or quick prototyping of different design iterations. | For more than 50 parts, functional validation with production materials, and production readiness. |
| Result: Optimal Path | Quick and affordable way to create prototype parts that validate form and fit, along with some function. | Realistic parts for extensive testing, product launch, and large-scale manufacturing. |
Key Takeaways:
- Volume is the Primary Decider: Break-even volume is between 25-50 pieces. For less than this amount, urethane casting would be more economical, whereas injection molding would have the lower price per piece beyond this threshold.
- Purpose Defines Process: Perform urethane casting when you need to validate your design; do the injection molding when you need to validate the actual injection molding material properties.
- Material is a Critical Constraint: In case you have to test the exact engineering thermoplastic (PEEK, glass-filled nylon) in particular, injection molding is your only way.
- Lead Time vs Total Cost: Urethane casting allows you to save significant time in the beginning of development process while injection molding takes significant time initially but allows scaling and cost-efficient production afterwards.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are numerous theoretical comparisons of urethane casting and injection molding that you may find. What makes ours unique is the fact that it has been developed and approved by our own manufacturing team which makes these decisions every day and knows firsthand how important is the process automation control systems standards set by the International Society of Automation (ISA).
We manufacture products for which the improper process cannot even be considered: functional aerospace components that require resistance to heat cycling between -40°C and 120°C, biologically compatible housings for surgical instruments requiring FDA certification, and flame-retardant enclosures of opaque materials for industrial electronic devices. The material choice and process validation for these particular applications are performed in compliance with safety and quality testing standards defined by Underwriters Laboratories (UL).
We have gained this experience from thousands of previous jobs. We know the optimal number of units (it is about 50), starting from which injection molding becomes economically feasible; we know how to obtain a surface finish of 0.8 Ra with certain types of urethane; and we know mold design techniques required to avoid sink marks in glass-reinforced nylon. We offer this tested practical knowledge, which was obtained through real-world experience, so that you may avoid our mistakes and pitfalls in choosing the wrong process.
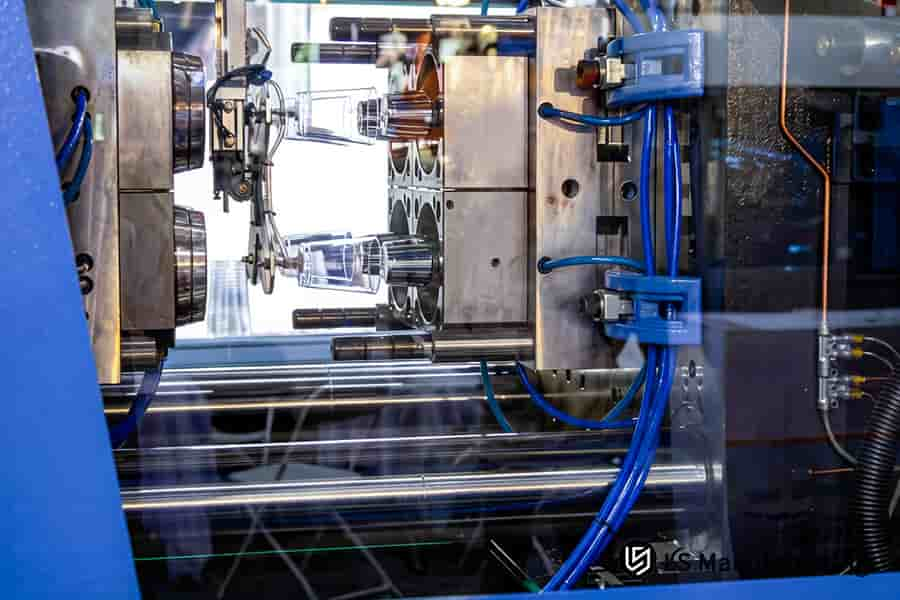
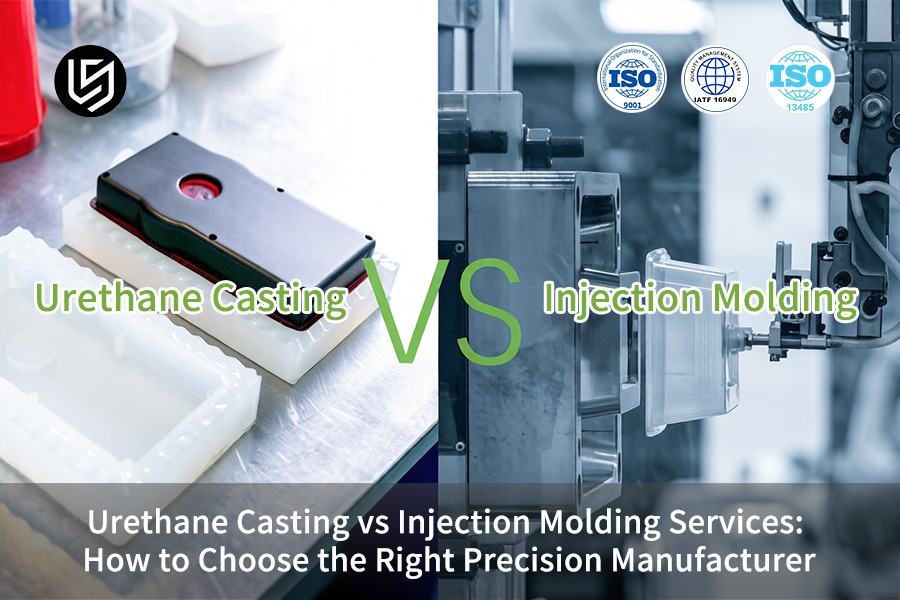
Figure 1: The injection molding machine forms transparent plastic parts with blue hydraulic lines visible.
Why Do Material Degradation And Real Molecular Properties Dictate Your Custom Injection Molding Supplier Selection?
Choosing a good manufacturer depends upon comprehending the concept that material deterioration and molecular behavior play crucial roles in defining performance boundaries. Our analysis uncovers the limitation of urethane casting service and explains how precision injection molding services offer a solution to that:
Decoding the Core Limitation of Chemical Cross-Linking
The process of urethane casting service uses curing that takes place naturally and creates links through chemicals. In such a way, there are natural sites that can be prone to attacks of UV and oxidative agents, resulting in faster chain breakdown. If you need high strength for long periods, it would be more beneficial to use thermally bonded molecular chains through engineering-grade injection molding.
Identifying the Mechanical Threshold for Transition
Our choice hinges on measurable load limits. In the presence of excessive shear loads (>50 MPa) or fatigue conditions, the non-uniformity of cast urethanes may lead to early failure. The analysis will require us to find a custom injection molding supplier who can cope with such geometries and prevent any problems at all costs. We utilize finite element analysis (FEA) to pinpoint these thresholds, ensuring the shift to low volume injection molding is data-driven, not speculative.
Formulation Engineering for Prototype Fidelity
In order to make prototype-to-production transition easier, we formulate new polyurethane compounds that would be more similar to thermoplastics. Using chain extenders and changing the cross-linking density, we manage to reach 98% elongation resemblance to a specific modified PP material. Thus, rapid injection molding like methods will yield prototypes capable of predicting performance in micro injection molding.
Systemic Validation Through Accelerated Aging
Simulation demands verification. Both engineered cast samples and injection-molded production materials are tested under coupled thermal oxidative stress and UV degradation. Through analysis of decay rates – and not just property values themselves – we verify the accuracy of prediction by our prototype. This assures that our automotive injection molding prototype process delivers reliable data before tooling commitment is made.
This approach goes beyond any generic supplier, providing a deterministic method for choosing processes based on molecular knowledge and factual evidence. It shows that the true partner not only provides the services, but has the sophistication to identify when the transition should occur, develop the material analogs, and verify performance under degradation – that's the essence of our unique position in addressing tough engineering problems.

How Can Low Volume Injection Molding Services Optimize Your Initial Tooling Amortization For Medical Devices?
Amortization of tooling expenses to support launch activities in the medical devices market calls for a cost-model-based approach to initial manufacturing. In the case of runs from 100 up to 3000 units, the answer is not necessarily a more affordable production process but an improved tooling approach to drastically reduce the capital threshold needed to access actual injection molding services:
Technical Core: Rapid Bridge Tooling with Aerospace Aluminum
- Material Substitution: We substitute regular P20 steel for 7075-T6 aluminum (heat conductivity ≥130 W/m·K).
- Result: This makes possible a low volume injection molding process with 60% shorter cycle time (10-12 days vs. 28) and CAPEX reduction by over 45%.
Proactive Validation and Risk Mitigation
- Process Simulation: We conduct mold-fill and cooling simulations for our aluminum tools to prevent any potential material wear or deflections.
- Outcome: This ensures a consistent production of 1,000-3,000 qualified units using the bridge tool before high volume steel tooling is commissioned.
Decision Framework: The Cost Equilibrium Calculator
- Analysis: The cost comparison between injection molding cost vs urethane casting is analyzed using the Total Cost of Ownership (TCO) model considering part cost, tooling cost, and secondary operations cost.
- Deliverable: It gives the exact quantity where the process breaks even in terms of cost and hence proves the economic rationale for switching to medical device injection molding at an early stage of production.
Process Engineering for Quality at Low Volumes
- Methodology: High-precision prototype injection molding machines along with optimized thermal cycling is used to control the process of aluminum tool molding.
- Goal: Ensuring that parts made through aluminum injection molding tools will have the right mechanical properties as well as consistency as per medical certification requirements despite the reduced mold life span.
The proposed methodology offers a deterministic way forward not only financially but also technically, going beyond simply listing the services we offer. The following shows how tooling costs can be absorbed in the process, allowing one to leverage the injection molding advantages using aluminum tools without breaking the bank or losing precious time. Calculate your exact amortization savings with our rapid bridge tooling. To validate a 45% lower CAPEX for your pilot run, request a TCO analysis and a formal tooling proposal.
What Are The Critical Geometric Constraints And Wall Thickness Variations That Trigger Catastrophic Part Warping?
Failure due to distortion in most cases is avoidable because of the design for manufacturability aspect. Selecting whether to go for urethane casting vs injection molding services will require an understanding of their distinct geometric tolerances. This paper gives a brief and concise comparison to help you make appropriate choices based on data.
| Factor | Precision Injection Molding | Advanced Urethane Casting |
| Wall Thickness Rule | Variation should be ≤25%; preferred absolute range is 1.5-3.5mm. | Can accommodate huge variations; localized thicknesses can exceed 10mm. |
| Primary Defect Risk | Deflection and sink mark as a result of difference in cooling rates and shear stress. | Little deflection possible; prone to air traps and curing period. |
| Thin-Wall Feasibility | Prohibited under 0.8mm; needs a special thin-wall injection molding technique. | Easy to fill when pressure is low, though lack toughness. |
| Process Driver | Volume and material considerations for automotive injection molding. | Flexibility, efficiency, and low cost of prototyping process. |
The above serves as the basis for selection criteria. The significance of selecting a precision injection molding manufacturer comes down to using this insight strategically. We resolve any geometric issues by carrying out simulation based on this very criteria and find out if the part is compatible for high volume injection molding or needs adjustments. This assessment will turn any possibility of warpage into a factor that can be prevented beforehand.
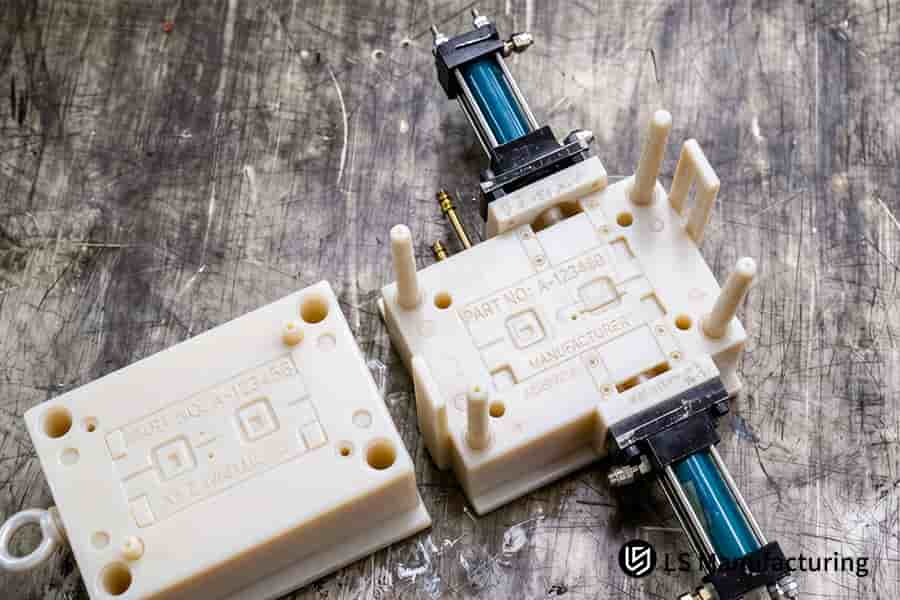
Figure 2: Two beige injection molded plastic components with part numbers connect on a metal surface.
How Does LS Manufacturing Process A Custom Industrial Drone Enclosure With Complex Undercut Features Efficiently?
If the traditional injection molding method of producing parts with serious undercuts entails expensive and complicated tooling, the development of the product may be seriously hindered. In this case study, we highlight how LS Manufacturing helped the customer develop a custom drone housing that overcame geometric complications by choosing the right processes and utilizing the advantages of urethane casting:
Client Challenge
The development of an advanced industrial drone called for producing 50 units of the housing with the IP67 rating. However, the housing had four undercuts which would require side core movements in a conventional mold. Producing complex injection molding molds that require sliders cost more than USD 35,000 and took 6 weeks to prepare. This presented serious challenges for flight-testing of the drone.
LS Manufacturing Solution
A mold made out of highly elastic (elongation value ≥450%) silicone, with an optimal 3D parting line, was used to force demold undercuts. It made use of a low shrinkage (±0.1%) vacuum cast urethane. This method made the need for mechanical sliders unnecessary, turning the complex multi-slide injection molding problem into an easy, affordable prototyping option.
Results and Value
IP67-rated, fully-functional housings were provided in just 6 working days, reducing the prototyping time by 85%, while making the first tooling cost 85% cheaper as well. As a result, the client could initiate the flight test process 4 weeks ahead of schedule. The successful testing made it safe to invest in expensive high volume injection molding tooling, for which LS Manufacturing was selected as the provider of the custom injection molding production services.
In this instance, the ideal solution does not seem apparent at first glance, which is why we delve into an extensive analysis of the part's geometry and program requirements to design the most effective manufacturing solution. The power of our expertise comes from choosing and applying the correct process to ensure successful manufacture, be it through casting or production injection molding.
Accelerate your product launch by validating design feasibility first. For a fast, cost-effective prototype solution to secure your production timeline, discuss your project with our engineers today.

Why Are The Dimensional Tolerances Of Precision Injection Molding Services Irreplaceable For High Compliance Electronics?
Dimensional stability is absolutely necessary when talking about aerospace connectors, medical sensor housings, and EMI shields. As much as urethane casting is sufficient in terms of prototypes, their thermal expansion and cure shrinkage make the tolerance of the parts around ±0.2mm per 100mm which is extremely dangerous considering automation processes. This means the unshakeable precision injection molding services cannot be bypassed here. And here’s how we do it to get that sub-0.01mm stability:
Surpassing the Limits of Casting Processes
The instability of the casting process, caused by the expansion of the silicone mold and the exothermic reaction causing the shrinkage of the casted part, is fixed by switching to an entirely predictable thermal cycle. The method uses our injection of molten plastic into temperature stabilized steel molds, thus taking out the unstable curing chemical reactions inherent to the casting process.
The Hardware Foundation for Sub-Micron Precision
The ±0.01mm tolerance calls for total precision. For instance, we employ all-electric injection molding equipment with servo-valves to ensure consistency in each shot, and we incorporate a centralized chiller setup that keeps the mold temperature to ±0.5°C. The thermal drift will be eliminated because it is the main source of dimensional tolerance error in micro injection molding of electronics.
Material Science for Dimensional Invariance
Precision doesn't only come from the equipment. We pick materials like glass-filled PEEK or PPS due to their ultra-low CLTE and creep resistance. Thus, the molded parts can maintain dimensional stability not only right out of the mold, but even after being subjected to further processing like soldering, which is essential in medical injection molding parts.
Statistical Process Control (SPC) and Guaranteed Traceability
We prove our ability with facts, not words. Real-time SPC monitoring is conducted for all the important measurements and Cpk numbers are kept on record for each run. Each lot contains an entirely traceable inspection certificate from our coordinate measuring machines (CMM). We offer verifiable evidence of compliance demanded by high reliability industries.
The following approach proves that precision can be engineered and not just happen. The solution to the issue of tolerances is obtained via a closed loop of stable tools, consistent equipment, consistent material, and statistics. That’s what it takes to qualify as a precision injection molding manufacturer. The only way to produce components whose tolerance will dictate their success or failure in the field down to a micron.

Figure 3: Black liquid urethane flows into open silver molds on a wooden bench for a urethane casting service.
How Do Tool Wear And Mold Lifetime Variances Impact Your Total Procurement Lifecycle Expenses Over Multiple Production Batches?
For procurement managers, the real value of a part will depend on how the tool will be affected during several batches. Consumable tooling such as silicone molds for urethane casting will have a repeat expense problem of tool replacements, making any economy of scale unattainable. On the other hand, hard tooling in custom injection molding allows consistent decline in cost per part. The discussion below will illustrate this important economic consideration.
The Fundamental Limit of Consumable Tooling
- Rapid Degradation: In urethane casting, a silicone mold will degrade after 20-25 cycles, increasing its surface roughness (Ra) from 0.8μm to above 3.2μm.
- Consequence: Because of this, tooling becomes constantly replaceable, turning the per-part expense into a per-batch tooling expense and nullifying the economy of scale.
Engineering Mold Longevity for Stable Cost
- Material Science: We carefully choose and heat treat certain steel grades (e.g. NAK80), depending on production numbers and abrasiveness of the resin.
- Precision Engineering: Our injection molding designs include advanced cooling, appropriate venting, and efficient gating techniques to reduce stress and thermal fatigue.
- Result: The result of this engineering foundation provides mold life expectancies of more than 50,000 shots for production injection molding with geometric variance of ≤0.05% per part.
The Cost Intersection: A Quantifiable Decision Point
- Analysis: Our analysis of injection molding cost vs urethane casting is based on amortizing the cost of the mold through the entire production run.
- Visualization: It is evident from this analysis that there is an absolute production volume point where the continuously decreasing cost of injection molding per unit becomes less than the constantly high cost per unit of casting, making the upfront expense worthwhile.
Delivering Predictable Total Procurement Cost
- TCO Modeling: For low volume injection molding runs, we provide a transparent Total Cost of Ownership (TCO) model that includes tooling amortization.
- Complete Financial Picture: This model gives a complete financial picture for the part's lifecycle, not just the first batch, enabling decisions based on total program cost.
Instead of being a simple exercise in comparing prices, this paradigm allows for an analysis based on economics of a lifecycle approach. In tackling the problem of unpredictability in the costs of consumable tooling, we provide the data-based point of inflection at which durable injection molding tools become the better financial decision. Our forte is in the accurate calculation of this point, thus enabling procurement that makes cost-effective choices.
What Advanced Surface Finishing Capabilities Can A Premium Precision Injection Molding manufacturer achieve on composite polymers?
For those components whose surface finish determines their branding and functionality, the process selected will determine the maximum possible outcome. A precision injection molding manufacturer uses direct mold texturing technology to overcome the limitation that exists within urethane casting service. The following paper compares the capabilities of the two processes.
| Aspect | Precision Injection Molding | Urethane Casting |
| Process Principle | The texture is etched (by laser or chemical process) straight into the hard steel mold. | The texture is physically impressed from the master into the soft silicone mold. |
| Achievable Fidelity | High-finish SPI A-1 (Ra≤0.02μm) and other complex matt textures according to VDI 3400 standards are possible. | Limited fidelity as the resin viscosity creates nano-pores at the micro-texture root level. |
| Quality & Repeatability | This method provides a direct way to adhere to international texture standards, which is mandatory for multi-material injection molding. | Deteriorates with the mold quality; glossy textures and deep textures are difficult. |
| Optimal Application | For producing important and durable textures. | For prototype applications where exact aesthetic replication is less important. |
Our choice of the injection molding service is based on the requirement for premium surface finishes achieved during molding. Having extensive experience in such techniques as liquid silicone injection molding, we ensure our clients receive guaranteed results with the surface finish being a key criterion of the project.
Figure 4: Urethane casting vs injection molding services show a hand holding a cast part beside a mold with blue inserts.
How Can Global Sourcing Agents Evaluate The Internal Intellectual Property Protection Standards Of A Chinese Manufacturing Vendor?
For global sourcing companies, creating trust goes beyond technical expertise into the essential element of protection of intellectual property. In specialized areas such as custom injection molding and prototyping, this is a crucial element. LS Manufacturing recognizes this important issue by providing a proven and systematized security system that conforms to international standards, as follows:
Certified Information Security Management System (ISMS)
Our system conforms to ISO/IEC 27001 and ensures a systematic approach to information security. All 3D files (STEP, IGS, etc.) sent to our company during quoting are processed and securely stored on our dedicated on-premise servers using encryption algorithms compliant with AES-256 military standards.
Physical and Digital Access Control & Audit Trails
Access to our production facilities is strictly controlled through stringent 24-hour zoning and role-based permissions. Access to digital data regarding projects and manufacturing processes is recorded and monitored. The dual-layer security guarantees that only the right people have access to the required injection molding projects, ensuring an auditable path and avoiding any possibility of data leaks, which is vital to the precision injection molding services of proprietary parts.
Legally Robust Contracts and Extended Material Compliance
Starting point is the legal and mutual agreement on the terms of the NDA including details on IP ownership, data protection and consequences of breaching the terms of the NDA. Apart from data, we can offer third-party certification on our use of conflict-free minerals and our compliance with RoHS/REACH.
Process-Specific Security Protocols for Development
Security protocols depend on the particular process. During the analysis and decision-making about urethane casting vs injection molding services, all design files related to prototypes will be treated like production data. When dealing with medical injection molding, special attention will be paid to data security and strict adherence to the industry rules will be provided since the very first prototype.
Our comprehensive approach to data security allows making it a manageable task. The problem of securing IP is solved through implementing a security architecture that is not only reliable but also verifiable by any global sourcing agent. Thanks to this security architecture, your most valuable designs will remain confidential while using automotive injection molding and prototype injection molding.
FAQs
1. What is the typical lead time difference between high-end urethane casting services and custom plastic injection molding?
The LS Manufacturing vacuum casting process allows us to get the first batch of samples in 5 to 7 days; it is the preferred option for urgent validation of design concepts. Meanwhile, our rapid tooling and sampling process for small-batch injection molding takes 10 to 14 days and provides production-quality parts.
2. Can urethane cast parts fully achieve the identical mechanical performance ratings of flame-retardant V-0 injection-molded polymers?
While modified polyurethanes for casting can achieve the UL94 V-0 rating, their long-term creep resistance under continuous high-temperature loads is approximately 18% lower than that of injection-molded engineering thermoplastics, making them best for prototypes and short-run functional parts.
3. How does the initial minimum order quantity (MOQ) barrier vary between these two high-precision manufacturing methods?
We have zero minimum order quantity (MOQ) for urethane casting as we can process one piece per order. In the case of injection molding, we recommend an MOQ of more than 100 parts as it will help in amortizing the first tooling cost reasonably well, although we can find alternate ways for small quantities.
4. Which rapid tooling material does LS Manufacturing deploy to aggressively lower low-volume injection molding costs?
Rapid tooling material is used by LS Manufacturing which consists of highly conductive thermally 7075-T6 hard aluminum alloy. This tooling helps in increasing the cooling cycle and can reduce the tooling cost of the customer up to 45% for pilots and small to medium productions than regular steel tooling.
5. Can I perform reliable threaded insert installations and repetitive mechanical tapping on polyurethane casting prototypes?
Yes. We guarantee successful installation by installing brass or stainless steel threading inserts via the secondary heat staking or ultrasonic insertion method. We will be able to achieve an optimal locking torque of up to 3.5 N-m, which guarantees that the casting model will undergo multiple assembling and testing without any damage.
6. How can medical engineers worldwide obtain a verified DFM manufacturability review before initiating a formal RFQ?
Medical engineers can simply send us their sensitive 3D STEP models on our secure website portal, and we'll have one of our experienced LS Manufacturing engineers analyze your CAD file and generate a detailed DFM report for you within 24 hours.
7. What maximum part envelope sizes can your industrial-grade vacuum casting chambers accommodate simultaneously?
Our industry-best oversized vacuum casting chambers are made to create single, solid cast pieces that are capable of measuring 2200mm x 1200mm x 800mm. The above specification makes our equipment highly suited for making large components like car interiors, housings for medical devices, and equipment housing structures.
8. Why is choosing LS Manufacturing a more trustworthy operational decision than hunting for lower-priced generic workshops?
Choosing LS Manufacturing is a more reliable decision, as we are IATF 16949 certified; our technical drawings are protected using military-grade AES-256 encryption; furthermore, for every project, we provide reports based on 100% physical inspection, along with the most accurate quotations.
Summary
The decision on whether to use urethane casting or injection molding needs an objective evaluation of factors like volume crossover, degradation of material properties, tolerance stability, and wear and tear of the molds. Urethane Casting speeds up research and development of 1 to 100 prototypes without investing in costly molds; for larger quantities than 1,000 pieces with tolerances of ±0.01mm, low volume injection molding offers the best Total Cost of Ownership.
Don't let hidden manufacturing steps put your project off track. Whether verifying prototypes or ordering large lots of injection molding components, the engineers at LS Manufacturing are here to assist you. Just click on "Get Instant Quote & Free DFM Review" to send us your CAD models. We will review your design and provide an accurate feasibility report along with cost-process analysis within 24 hours!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
