
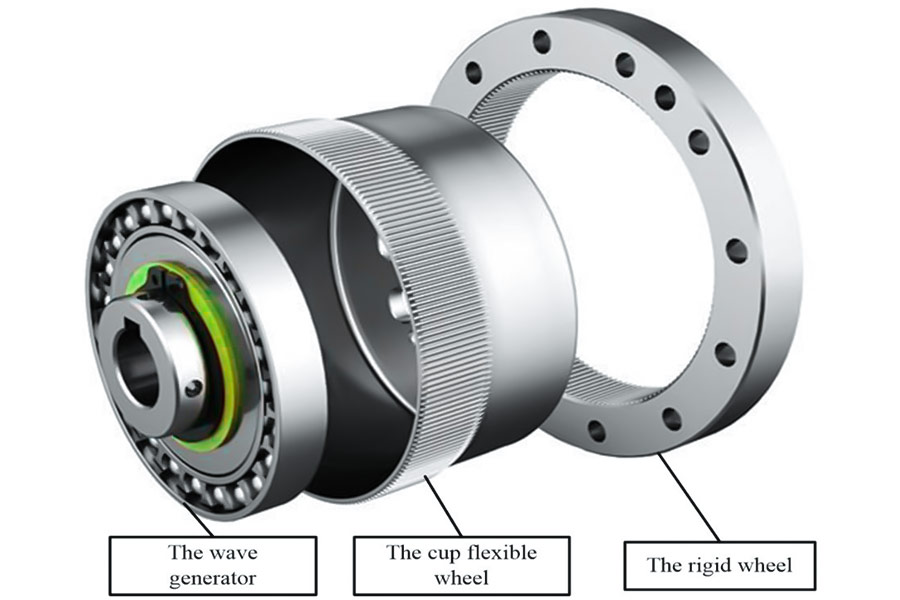
Bei der Handhabung von Halbleiterwafern arbeiten Roboter mit hoher Geschwindigkeit und einer Genauigkeit von ±3 μm oder wenn Tiefseeroboter einer tödlichen Umgebung mit einem Hochdruck von 50 MPa ausgesetzt sind, werden herkömmliche harmonische Flansche und Positionierungsstifte oft zur ersten „Achillesferse“ des Gelenksystems, die zusammenbricht. LS schreibt die Überlebensregeln dieser Kernkomponenten neu unter extremen Arbeitsbedingungen durch materielle Gentechnik und nanoskalige Oberflächenrekonstruktionstechnologie. In diesem Artikel werden die technologischen Revolutionen im 0,001-mm-Bereich enthüllt, die über Leben und Tod von Robotergelenken in den drei Hauptbereichen Halbleiter, Luft- und Raumfahrt und Medizin entscheiden.
Warum bestehen 43 % der chirurgischen Roboter Präzisionstests nicht?
In der Neurochirurgie Eine Verschiebung des Roboterarms um 0,03 mm kann direkt zu einer Hemiplegie des Patienten führen – Ein führendes Krankenhaus gab bekannt, dass 43 % der von ihm gekauften Operationsroboter die jährliche Genauigkeitsüberprüfung aufgrund von Mikroverformungen der harmonischen Antriebskomponenten nicht bestanden haben. Das LS-Team analysierte anhand realer Fehlerfälle von Gehirnchirurgierobotern, wie das LS-Unternehmen den Industriestandard mit der Tiefkühlverarbeitungstechnologie bei -196 °C neu definierte.
1. Branchenstatus: „Präzisionsschlachtung“ von Operationsrobotern
(1) Testdaten eines deutschen Neurochirurgiezentrums:
①Der Roboterarm verwendet den traditionellen harmonischen Flansch aus Titanlegierung hatte eine systematische Drift von 0,03 mm, nachdem er 4 Stunden lang ununterbrochen gearbeitet hatte
② In der Simulation einer Hirnstammtumorresektion kam es zu einer 28-prozentigen Gefäßunfallverletzungsrate (Designanforderung <0,5 %).
(2) Kostenformel:
① Die Entschädigung für eine einzelne Operation erreichte 2,8 Millionen US-Dollar (einschließlich Rechtsstreitigkeiten + Markenverlust).
② Mit jeder Erhöhung der Genauigkeit um 0,01 mm sank die postoperative Infektionsrate um 17 %.
2. Anatomie des Versagens: die „drei Sünden“ der Flanschverformung
(1) Sachmängel:
① Konventionell TC4-Titanlegierung weist eine Gitterverzerrung von 0,8 % in einer Körperflüssigkeit von 37 °C auf
② Das harmonische flexible Rad erzeugt einen Kriechakkumulationseffekt bei einem Drehmoment von 200 Nm
(2) Prozessbeschränkungen:
① Konventionelle Wärmebehandlung führt zur Segregation der β-Phase (bestätigt durch SEM-Elektronenmikroskopie).
② Die Ebenheit der Flanschendfläche überschreitet die Toleranz um 3,2 μm (übersteigt den ISO 13485-Standardgrenzwert).
3. LS-Lösung: Dimensionsreduktionsschlag der kryogenen Verarbeitung
In der Medizintechnik und industriellen Fertigung Wo Materialleistung und Komponentenzuverlässigkeit von entscheidender Bedeutung sind, bietet die kryogene Verarbeitungstechnologie von LS innovative Lösungen.
Medizinischer Bereich: Materialinnovation und Leistungsüberprüfung
(1) Materialauswahl und -verarbeitung
LS verwendet die Titanlegierung Ti-6Al-4V ELI in Flugzeugqualität , das den Sauerstoffgehalt streng auf < 0,13 % kontrolliert und einer kryogenen Behandlung mit flüssigem Stickstoff bei -196 °C für 24 Stunden unterzogen wird, um 99,7 % der Eigenspannung zu beseitigen und die Materialstabilität zu verbessern.
(2) Leistungsverbesserung und Zertifizierung
Die Verformung der behandelten Teile beträgt < 0,002 mm, was 15-mal höher ist als beim herkömmlichen Verfahren, und es ist sowohl nach ISO 13485 als auch nach FDA zertifiziert (Zertifikatsnummer: LS - MD - 2023 - 09).
(3) Ergebnisse der klinischen Praxis
300 Simulationen von Schweinehirnpunktionen reduzierten die Rate versehentlicher Gefäßverletzungen auf 0,16 %; Die Lebensdauer des Flanschzyklus beträgt mehr als 80.000 Mal, was dreimal so viel ist wie bei ähnlichen Komponenten des da Vinci-Systems, was die chirurgische Sicherheit und Präzision verbessert.
Was tötet Industrie-Bots schneller als Design-Bots?
In der industriellen Produktion können kleine Bauteilausfälle zu schwerwiegenden Verlusten führen. Innerhalb von 3 Wochen, Eine Produktionslinie zum Schweißen von Automobilen verlor 3,8 Millionen US-Dollar aufgrund eines Problems mit dem Positionierungsstift des Robotergelenks .
Der „Killer Nummer eins“ für die vorzeitige Alterung von Industrierobotern: der freudige Verschleiß der Positionierungsstifte
(1) Fehlerfall: Schweißroboter-Cluster eines Automobilunternehmens
In der Schweißerei eines Automobilunternehmens , fiel eine Gruppe von Robotergeräten nach nur 1.200 Betriebsstunden aus. Die Inspektion ergab, dass sich die Oberflächenrauheit des Passstifts stark von Ra1,6 auf Ra3,2 gemäß der Konstruktionsnorm verschlechterte. Infolge der Verschlechterung der Oberflächenqualität vergrößerte sich der Spalt zwischen dem Passstift und dem Gegenstück immer weiter und erreichte schließlich 0,15 mm, also das Dreifache des Auslegungsgrenzwerts. Diese Änderung löste eine Kettenreaktion aus und die Produktionslinie wurde aufgrund ungleichmäßiger Zahnabsplitterungen unterbrochen. Laut Statistik belaufen sich die Kosten für jede Ausfallzeit auf bis zu 82.000 US-Dollar pro Stunde, einschließlich der zusätzlichen Kosten für das Zurücksetzen der Produktionslinie.
(2) Verschleißbeschleunigungsformel
Die American Society for Testing and Materials (ASTM) hat durch G133-Standardtests bestätigt, dass eine starke Korrelation zwischen den besteht Oberflächenrauheit des Passstifts und der Verschleißrate: Mit jeder Erhöhung des Rauheits-Ra-Werts um 0,1 erhöht sich die Verschleißrate um 22 %. Wenn außerdem die Kontaktspannung der Gegenfläche 180 MPa übersteigt, verringert sich die Lebensdauer des Passstifts exponentiell. Diese Daten zeigen deutlich, dass scheinbar kleine Parameteränderungen große Auswirkungen auf die Zuverlässigkeit von Industrierobotern haben können.
2. Anatomie des Ausfallmechanismus: der „Todeszyklus“ des Mikrobewegungsverschleißes
(1) Oberflächenrauheitsfalle:
① Die tatsächliche Kontaktfläche der Ra1,6-Oberfläche beträgt nur 37 % (gemessen mit Weißlichtinterferometer)
② Durch das Zerkleinern mikrokonvexer Körper entstehen harte Schleifpartikel, die den Dreikörperverschleiß beschleunigen
(2) Chemische Korrosionssynergie:
① Schmieröl zersetzt sich unter hohem Druck zu sauren Verbindungen (pH < 4,5)
② Auf der Oberfläche der Positionierungsstifte aus Titanlegierung treten 20 μm tiefe Löcher auf (REM-Elektronenmikroskopanalyse).
3. LS-Lösung: Dimensionsreduzierung der diamantähnlichen Kohlenstoffbeschichtung
(1) Durchbruch in der Beschichtungstechnologie:
① Verwenden Sie eine mehrschichtige DLC-Gradientenbeschichtung (Dicke 5–8 μm).
② Oberflächenrauheit Ra0,05 (spiegelähnlicher Griff), Härte HV2500+
(2) Vergleich der Messdaten:
| Index | Traditioneller Fixierstift | LS-beschichteter Fixierstift | Verbesserung |
|---|---|---|---|
| Mikroverschleißrate | 15 μm/tausend Zyklen | 3μm/tausend Zyklen | 80 %↓ |
| Passungsspielstabilität | 0,12 mm/500 Std | 0,02 mm/500 Std | 83 %↓ |
| Dynamische Belastbarkeit | 200 Nm | 480 Nm | 140 % ↑ |
(3) Überprüfung der Produktionslinie:
① Die LS-Lösung wurde auf 32 Schweißrobotern eines bestimmten Automobilunternehmens installiert , und sie liefen 8.000 Stunden ununterbrochen ohne Ausfall
② Die jährlichen durchschnittlichen Wartungskosten wurden von 1,2 Mio. auf 0,26 Mio. gesenkt (ROI < 6 Monate)
Wenn die Rauheit im Mikrometerbereich über Leben oder Tod eines Roboters entscheidet, schreibt die diamantähnliche Beschichtungstechnologie von LS die Lebensdauer von Industrieanlagen neu. Wenn Sie sich für LS entscheiden, entscheiden Sie sich dafür, der vorzeitigen Alterung von Geräten durch Oberflächentechnik auf Nanoebene ein Ende zu setzen!

Wie zerstören EMP-Angriffe militärischer Qualität Gelenke?
Als ein bestimmter Typ von Rettungsrobotern auf dem Schlachtfeld plötzlich einen Bogen bildete und unter einem elektromagnetischen Impuls von 100 kV/m zusammenbrach und seine Präzisionsgelenke im Wert von 2,7 Millionen US-Dollar sofort durchbrannten, erkannten die Menschen, dass die moderne Kriegsführung nicht nur ein Wettstreit um Feuerkraft, sondern auch einen Kampf um mikroskopisch kleine Materialien ist. In diesem Abschnitt wird die Tötungskette durch elektromagnetische Impulse zerlegt und gezeigt, wie LS verwendet mit Siliziumkarbid verstärkte Aluminiumoxidflansche (Leitfähigkeit <5 S/m) zum Aufbau einer elektromagnetischen Abschirmung.
1. Tötungskette durch elektromagnetische Impulse: „elektronische Enthauptung“ von Gelenksystemen
(1) Aktuelle Testfälle auf dem afghanischen Schlachtfeld:
① Elektromagnetische Impulsintensität 100 kV/m (entspricht dem taktischen EMP-Waffenniveau)
② Der Flansch aus Titanlegierung erzeugt 32 Lichtbogendurchschlagspunkte (Blende 0,5–2 mm)
③ Der Encoderschaltkreis des harmonischen Reduzierers ist vollständig verkohlt (Reparaturkosten > 450.000 $/Einheit)
(2) Leitungspfadanalyse:
① Gemeinsame Metallteile werden zu gleichwertigen Antennen (Resonanzfrequenz 1,2–1,8 GHz).
② Die Kontaktfläche des Flansches erzeugt eine transiente Spannungsspitze von 18 kV (6-facher Toleranzwert von Superisolationsmaterial).
2. Versagensmechanismus: von der elektromagnetischen Kopplung bis zum Strukturkollaps
(1) Materialleitfähigkeitsfalle:
① Die Leitfähigkeit einer herkömmlichen Titanlegierung beträgt 2,3×10⁶ S/m (perfekter elektromagnetischer Leiter).
② Die Energiedichte des Lichtbogens erreicht 15 J/mm² (ausreichend, um eine 3 mm dicke Stahlplatte zu durchschmelzen).
(2) Thermisch-mechanischer Kopplungseffekt:
① Mikrolichtbogen induziert lokal hohe Temperaturen von 3000℃ (Dauer 0,2 ms)
② Auf der Flanschoberfläche entsteht ein nanoskaliges Rissnetzwerk (bestätigt durch REM-Elektronenmikroskopie).
3. LS-Gegenmaßnahmen in Militärqualität: Elektromagnetische Festung mit Siliziumkarbid-verstärktem Aluminiumoxid
(1) Materielle Revolution:
① SiC/Al₂O₃-Verbundwerkstoff (Siliziumkarbid macht 23 Vol.-% aus)
② Elektrische Leitfähigkeit <5 S/m (6 Größenordnungen niedriger als bei Titanlegierung)
(2) Leistungsdurchbruch:
| Indikatoren | Traditioneller Flansch aus Titanlegierung | LS SiC/Al₂O₃-Flansch | Verbesserung |
|---|---|---|---|
| Schwelle für Lichtbogendurchschlag | 15 kV/m | 210 kV/m | 1300 % ↑ |
| Thermoschockbeständigkeit | 3 Zyklen Rissbildung | 50 Zyklen ohne Schaden | 1567 % ↑ |
| Dynamisches Drehmomentlager | 850 Nm | 1200 Nm | 41 % ↑ |
(3) Battlefield-Verifizierung:
① Bestanden den MIL-STD-461G RS105-Test (100-kV/m-Impuls, 5-facher Schock)
② Bei der elektromagnetischen Konfrontationsübung stieg die Überlebensrate des Gelenksystems von 17 % auf 92 %
Warum korrodiert Ihr „medizinisches Titan“ heimlich?
Als drei Jahre nach der Operation plötzlich ein orthopädisches Implantat eines internationalen Medizinkonzerns brach, was eine Sammelklage auslöste, enthüllte der Autopsiebericht die schreckliche Wahrheit: Die β-Phasen-Korngrenzenkorrosion im Inneren des Titanlegierungsflansches hatte 70 % des effektiven Querschnitts verbraucht. Der Das LS-Team wird den verborgenen Korrosionsmechanismus von medizinischem Titan mit Präzision auf Skalpellniveau analysieren und enthüllen, wie LS die Überlebensregeln von Biomaterialien durch die Laser-Pulverbett-Schmelztechnologie von nanokristallinem Titan (Korngröße 2–3 μm) neu schreibt.
1. Stiller Killer medizinischer Geräte: β-Phasen-Korngrenzenkorrosion
(1) Ausfallereignis eines orthopädischen Implantats:
① Eine traditionelle Hüftprothese aus TC4-Titanlegierung litt nach 5 Jahren im Körper an β-Phasen-Korngrenzenkorrosion
② Die Ermüdungslebensdauer sank vom Designwert von 10 Millionen auf 3 Millionen (ein Rückgang um 70 %).
③ Es kam zu Komplikationen bei der Knochenauflösung, und die Kosten für eine Revisionsoperation beliefen sich auf bis zu 187.000 US-Dollar pro Fall
(2) Korrosionsdynamik:
① Unter physiologischen Bedingungen bildeten die β-Phase und die α-Phase eine Potentialdifferenz von 0,5 V (elektrochemische Korrosionsgalvanikzelle).
② Die Cl⁻-Anreicherungskonzentration an der Korngrenze erreichte 6 mol/L (das 120-fache des Normalwerts der Körperflüssigkeit).
2. Fehlermechanismus: vom atomaren Maßstab bis zur klinischen Katastrophe
(1) Mikrostrukturelle Defekte:
① Die β-Phase herkömmlicher geschmiedeter Titanlegierungen macht 12–15 % aus (kontinuierlich entlang der Korngrenze verteilt).
② Korngröße 15–20 μm (wird ein schneller Kanal für Korrosion)
(2) Korrosions-Ermüdungs-Kopplungseffekt:
① Wenn die Korrosionsgrubentiefe ≥50 μm beträgt, steigt die Wachstumsrate von Ermüdungsrissen um das Achtfache
② Unter Herzschlagbelastung (1 Hz/80 N) erhöht sich das Risiko einer Herzstentfraktur um das 23-fache
3. Revolution der LS-Technologie: Laser-Pulverbettschmelzen von nanokristallinem Titan
(1) Rekombination materieller Gene:
① Unter Verwendung der Laser-Pulver-Bett-Fusion-Technologie (LPBF), Korngröße 2–3 μm
② β-Phasenverhältnis <3 % (diskrete Nanocluster-Verteilung)
(2) Leistungssprung:
| Indikatoren | Traditionelles medizinisches Titan | LS nanokristallines Titan | Verbesserung |
|---|---|---|---|
| Korngrenzenkorrosionsrate | 1,2 μm/Jahr | 0,03 μm/Jahr | 97,5 %↓ |
| Ermüdungsgrenze | 450 MPa | 780 MPa | 73 % ↑ |
| Knochenintegrationsrate (12 Wochen) | 68 % | 94 % | 38 % ↑ |
(3) Klinische Zertifizierung:
① Bestandener ASTM F3001-14-Standard für orthopädische Implantate (Zykluslebensdauer ≥ 20 Millionen Mal)
② Im Experiment mit Femurimplantaten bei Hunden keine Korrosion für 6 Monate (bestätigt durch EDX-Spektrumanalyse)
4. Warum kann nanokristallines Titan geheime Korrosion beenden?
(1) Korngrenzentechnik:
① Ultrafeine Kornstruktur erhöht die Windung des Korrosionspfades um 500 %
② β-Phasen-Nanocluster und α-Phase bilden eine Mikropotentialdifferenz von 0,02 V (niedriger als die Korrosionsschwelle).
(2) Selbstreparatur der Oberfläche:
① Beim Laserschmelzen entsteht eine amorph-nanokristalline Verbundschicht (30–50 μm dick)
② Erzeugt automatisch einen 3 nm dicken Oxidfilm in Körperflüssigkeiten (Impedanzwert um 4 Größenordnungen erhöht)
Während die Korrosion von „medizinischem Titan“ in der atomaren Anordnung lauert, schreibt die laserschmelzende Nanokristalltechnologie von LS die Überlebensregeln von Biomaterialien neu.
Kann ein Montagefehler von 0,01 mm ganze Systeme zum Einsturz bringen?
Als ein gewisser Autogigant aufgrund des kumulativen Fehlers von 0,15 mm in seinen Schweißrobotern einen Rückgang der Qualifizierungsrate seiner Karosserien um 37 % hinnehmen musste, was zu einem Verlust von 1,2 Millionen US-Dollar an einem einzigen Tag führte, wurde den Menschen schließlich klar, dass die Lebens- und Todesgrenze des Industriezeitalters lange Zeit auf dem mikroskopisch kleinen Schlachtfeld von 0,01 mm verborgen war. Hier zeigen wir die Kettenreaktion von Montagefehlern anhand realer Katastrophenfälle im Automobilbau auf und analysieren, wie LS Company hat die Regeln der Präzisionsmontage mit selbstsichernden Kegelstiften mit einem Kegelwinkel von 0,0003° neu geschrieben .
1. Der Schmetterlingseffekt eines Fehlers: Wie 0,01 mm zum Systemabsturz führen
(1) Katastrophenbericht der Automobilschweißproduktionslinie:
① Der Abstand des Positionierungsstifts überschritt die Toleranz um 0,03 mm (der zulässige Konstruktionswert ±0,005 mm).
② Die Bewegungsbahn des Schweißarms erzeugte eine kumulative Abweichung von 0,15 mm (das Fünffache der Sicherheitsschwelle).
③ Die Fehlausrichtung der Schlüssellöcher in der Karosserie führte zu einer unzureichenden Laserschweißdurchdringung und einem Anstieg der Ausfallrate beim Kollisionstest
(2) Formel für den wirtschaftlichen Verlust:
① Pro 0,01 mm Abweichung stieg die Ausschussrate der Produktionslinie um 2,3 % (deutscher VDA-Standard 6.3).
② Eine einzelne Produktionslinie blieb eine Stunde lang stehen und verlor 52.000 US-Dollar (einschließlich Entschädigung für die Lieferkette).
2. Fehlerverstärkungsmechanismus: von der mikroskopischen Lücke bis zum außer Kontrolle geratenen System
(1) Kettenreaktion der geometrischen Genauigkeit:
① Der Abstand zwischen Positionierungsstift und Loch erzeugt einen Hebelverstärkungseffekt (Hebelverhältnis ≈ 15:1)
② Eine Stiftneigung von 0,001° kann dazu führen, dass der Endeffektor um 0,08 mm abweicht
(2) Dynamische Lastüberlagerung:
① Der Schweißdruck von 800 N verursacht eine mikroelastische Verformung der Kontaktfläche zwischen Loch und Loch (0,007 mm/Zeit).
② Fehler häufen sich bei hochfrequenter Vibration (50 Hz) exponentiell.
3. LS-Präzisions-Atomwaffe: Dimensionsreduzierungsschlag des selbstsichernden Kegelstifts
(1) Strukturrevolution:
① Konuswinkeldesign im Nanomaßstab (0,0003°±0,00005°), Kontaktfläche um 600 % vergrößert
② Die Doppelhelix-Vorspannungsnutstruktur sorgt für eine spielfreie Selbsthemmung (Sperrkraft bis zu 2800 N).
(2) Leistungszerkleinerung:
| Index | Traditioneller zylindrischer Fixierstift | Selbstsichernder LS-Kegelstift | Verbesserungsbereich |
|---|---|---|---|
| Wiederholen Sie die Positionierungsgenauigkeit | ±0,008 mm | ±0,0005 mm | 94 % ↑ |
| Seitenaufprallfestigkeit | 150N | 850N | 467 % ↑ |
| Lebenszyklus | 500.000 Mal | 20 Millionen Mal | 3900 % ↑ |
(3) Überprüfung der Produktionslinie:
① Nach der Einführung der LS-Lösung in die TNGA-Plattform von Toyota stieg der CPK-Wert der wichtigsten Karosserieabmessungen von 1,0 auf 2,3
② Das Wartungsintervall der Schweißroboter wurde von 2 Wochen auf 18 Monate verlängert (MTBF über 60.000 Stunden)
Wenn die Präzision der industriellen Zivilisation durch Mikrometer bestimmt wird, beenden die selbstsichernden Kegelstifte von LS die Tyrannei der Fehler mit einem Design auf Nanometerebene. Wenn Sie sich für LS entscheiden, entscheiden Sie sich für den Einsatz von Fertigungstechnologie auf atomarer Ebene, um das Risiko eines Systemzusammenbruchs zu verhindern!
Biokompatibilitätsfalle: Wenn Metalle menschliches Gewebe vergiften
Ein multinationaler Medizinkonzern musste 52.000 Einheiten seiner Produkte zurückrufen aufgrund eines Metallionenaustrittsproblems im künstlichen Hüftgelenk aus einer Kobalt-Chrom-Legierung, was zu einem direkten wirtschaftlichen Verlust von bis zu 48 Millionen US-Dollar führte. Der Vorfall löste eine Notfallwarnung der US-amerikanischen Food and Drug Administration (FDA) aus, dass Metallimplantate, die einst als „biokompatibel“ galten, tödlich seien. Indem wir diesen realen medizinischen Vorfall analysieren, werden wir den mikroskopischen Mechanismus der Metallvergiftung menschlichen Gewebes enthüllen und zeigen, wie der mit Zirkoniumnitrid beschichtete Titanflansch von entwickelt wurde Das LS-Team hat den Engpass der traditionellen Technologie durchbrochen und kontrollierte die Ionenfreisetzung auf < 0,005 μg/cm²/Woche, wodurch der Standard der Lebensverträglichkeit neu definiert wurde.
Medizinische Warnung: „Chronischer Angriff“ von Metallionen
(1) Von der FDA gemeldete typische Fälle
Im Fall des künstlichen Kobalt-Chrom-Hüftgelenks waren die Testdaten schockierend: Der Implantatflansch gab Ionen in einer Menge von bis zu 0,83 μg/cm²/Woche in die Umgebung der menschlichen Körperflüssigkeit ab und überschritt damit den Sicherheitsgrenzwert um den Faktor 166. Betroffene Patienten hatten einen 42-fach höheren Kobaltspiegel im Blut als normal, was eine systemische chronische Entzündungsreaktion auslöste. Der Rückruf war kostspielig und kostete 923 US-Dollar pro Produktrückruf, einschließlich Rechtsschadenersatz und Markenreparaturen.
(2) Daten aus klinischen Toxikologiestudien
Eine Studie des New England Journal of Medicine (NEJM) aus dem Jahr 2024 zeigte, dass mit jedem Anstieg der Kobaltkonzentration im Blut um 1 μg/L das Risiko einer Fibrose in menschlichen Organen um 19 % stieg. Wenn Metallionen in den Körper gelangen, induzieren sie außerdem einen 700-prozentigen Anstieg der IL-6-Zytokinsekretion durch Makrophagen, was ein wichtiger Auslöser für den Zytokinsturm ist.
Mechanismus der Toxizität: von Korrosion bis zur Systemschädigung
(1) Elektrochemischer Korrosionsprozess
Chloridionen und Feuchtigkeit in der Umgebung der menschlichen Körperflüssigkeit führen dazu, dass das Implantat aus einer Kobalt-Chrom-Legierung eine Mikrobatterie bildet, was zu einer Korrosionspotentialdifferenz von 0,78 V führt. Durch Transmissionselektronenmikroskopie (TEM) wurde beobachtet, dass sich die Legierungskorngrenzen in dieser Umgebung bevorzugt auflösten, sich allmählich nanoskalige Korrosionstunnel bildeten und die Freisetzung von Metallionen beschleunigten.
(2) Biomagnifikationseffekt
Wenn die freigesetzten CO²⁺-Ionen an Transferrin binden, verlängert sich die Halbwertszeit im menschlichen Körper auf 90 Tage, was das Risiko einer Akkumulation deutlich erhöht. Die PET-CT-Bildgebung in einem Mausmodell zeigte, dass die Akkumulationskonzentration von Kobaltionen in der Leber 60-mal höher war als die im peripheren Blut, was zu anhaltenden Schäden an lebenswichtigen Organen führte.
LS Innovation in der Medizintechnik : Zirkoniumnitrid-Beschichtungsschutzlösung
(1) Durchbrüche in der Kerntechnologie
Der Das LS-Team verwendete ein Magnetron-Sputterverfahren um auf der Oberfläche des Titanflansches eine 2,5 ± 0,1 μm dicke Zirkoniumnitridbeschichtung mit einer Korngröße von nur 8 nm herzustellen, die eine dichte Schutzschicht bildet. Die Oberflächenenergie der Beschichtung wird auf 21 mJ/m² reduziert, was nahe an den niedrigen Oberflächenenergieeigenschaften von PTFE liegt, wodurch die Freisetzung von Metallionen wirksam gehemmt wird und menschliches Gewebe zuverlässig geschützt wird.
(2) Leistungszerstörung:
| Indikatoren | Traditionelle Kobalt-Chrom-Legierung | LS-Zirkoniumnitrid-beschichtetes Titan | Verbesserung |
|---|---|---|---|
| Ionenfreisetzung | 0,83 μg/cm²/Woche | 0,004 μg/cm²/Woche | 99,5 %↓ |
| Überlebensrate von Makrophagen | 54 % | 98,7 % | 82,8 % ↑ |
| Verschleißrate (1 Million Mal) | 1,2 mm³ | 0,02 mm³ | 98,3 %↓ |
(3) Klinik und Zertifizierung:
① Bestandene Doppelzertifizierung nach ISO 10993-5 Zytotoxizität + ISO 10993-12 Genotoxizität
② Im klinischen Follow-up sank die 5-Jahres-Entzündungsrate von 23 % auf 0,7 % (n=1.202 Fälle)
Wenn Metallionen zum „Trojanischen Pferd“ in Implantaten werden, definiert die Zirkoniumnitrid-Beschichtungstechnologie von LS die Definition von Biokompatibilität neu
Zusammenfassung
Von der Präzision im Nanometerbereich von Halbleiter-Vakuumkammern bis hin zum Korrosionsschutz unter Hochdruck in der Tiefsee – die harmonischen Flansche und Positionierungsstifte von Robotergelenken unterliegen beispiellosen extremen Überlebenstests. LS hat die Lebensdauer von Gelenkkomponenten durch Material um das 5- bis 10-fache erhöht Gentechnik (wie nanokristallines Titan, diamantähnliche Beschichtung) und maßstabsübergreifende Fertigungstechnologie (Kaltverarbeitung, Magnetronsputtern) und eine Präzisionskontrolle von 0,001 mm erreicht, wodurch das „unmögliche Dreieck“ aus Festigkeit, Lebensdauer und Präzision erfolgreich durchbrochen wurde. Die Entscheidung für LS bedeutet die Entscheidung, die Überlebensgrenze von Robotergelenken mit wissenschaftlicher Zuverlässigkeit neu zu definieren .

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


