
Cuando los robots de manipulación de obleas semiconductoras funcionan a alta velocidad con una precisión de ±3μm , o cuando los robots de aguas profundas se someten a un entorno mortal de alta presión de 50 MPa, las bridas armónicas tradicionales y los pasadores de ubicación a menudo se convierten en el primer "talón de Aquiles" del sistema de articulación en colapsar. LS está reescribiendo las reglas de supervivencia de estos componentes centrales en condiciones de trabajo extremas mediante ingeniería genética de materiales y tecnología de reconstrucción de superficies a nanoescala. Este artículo revelará las revoluciones tecnológicas de nivel de 0,001 mm que determinan la vida y la muerte de las articulaciones de robots en los tres campos principales de los semiconductores, el aeroespacial y la medicina.
¿Por qué el 43% de los robots quirúrgicos no superan las pruebas de precisión?
En neurocirugía, una desviación de 0,03 mm del brazo robótico puede provocar directamente hemiplejia del paciente - un hospital importante reveló que el 43% de los robots quirúrgicos que compró no pasaron la verificación anual de precisión debido a la microdeformación de los componentes de accionamiento armónicos. El equipo de LS utilizó casos reales de fallas de robots de cirugía cerebral para analizar cómo la empresa LS reescribió el estándar de la industria con tecnología de procesamiento en frío profundo a -196 ℃.
1. Estado de la industria: "sacrificio de precisión" de robots quirúrgicos
(1) Datos de pruebas de un centro de neurocirugía alemán:
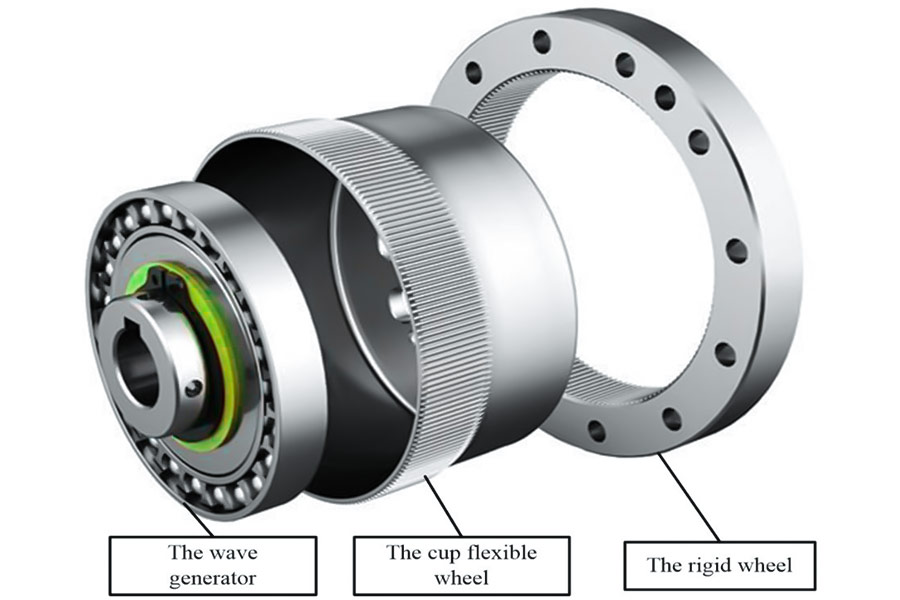
①El brazo del robot utiliza la tradicional brida armónica de aleación de titanio. tuvo una desviación sistemática de 0,03 mm después de trabajar continuamente durante 4 horas
② En la simulación de la resección de un tumor del tronco encefálico, causó una tasa de lesión accidental vascular del 28% (requisito de diseño <0,5%)
(2) Fórmula de costo:
① La compensación por una sola operación alcanzó los US$ 2,8 millones (incluido litigio + pérdida de marca)
② Por cada aumento de 0,01 mm en la precisión, la tasa de infección posoperatoria disminuyó en un 17 %.
2. Anatomía del fallo: los "tres pecados" de la deformación de la brida
(1) Defectos materiales:
① Convencional aleación de titanio TC4 tiene una distorsión reticular del 0,8 % en fluido corporal a 37 ℃
② La rueda flexible armónica produce un efecto de acumulación de fluencia con un par de 200 Nm
(2) Limitaciones del proceso:
① El tratamiento térmico convencional conduce a la segregación de la fase β (confirmada por microscopía electrónica SEM)
② La planitud de la cara del extremo de la brida supera la tolerancia en 3,2 μm (supera el límite estándar ISO 13485)
3. Solución LS: ataque de reducción de dimensionalidad del procesamiento criogénico
En dispositivos médicos y fabricación industrial. , donde el rendimiento del material y la confiabilidad de los componentes son críticos, la tecnología de procesamiento criogénico de LS ofrece soluciones innovadoras.
Campo médico: innovación de materiales y verificación del desempeño.
(1) Selección y procesamiento de materiales.
LS utiliza aleación de titanio Ti-6Al-4V ELI de calidad aeronáutica , que controla estrictamente el contenido de oxígeno de <0,13%, y es un tratamiento criogénico con nitrógeno líquido a -196°C durante 24 horas para eliminar el 99,7% de la tensión residual y mejorar la estabilidad del material.
(2) Mejora del desempeño y certificación
La deformación de las piezas tratadas < 0,002 mm, que es 15 veces mayor que el proceso tradicional, y está certificado según la norma ISO 13485 y FDA (número de certificado: LS - MD - 2023 - 09).
(3) Resultados de la práctica clínica
En 300 simulaciones de punción cerebral de cerdos, la tasa de lesión vascular accidental se redujo al 0,16%; La vida útil de la brida supera las 80.000 veces, lo que supone 3 veces la de componentes similares del sistema da Vinci, lo que mejora la seguridad y la precisión quirúrgicas.
¿Qué mata a los robots industriales más rápido que la vida del diseño?
En la producción industrial, los fallos de pequeños componentes pueden provocar graves pérdidas. En 3 semanas, Una línea de producción de soldadura de automóviles perdió 3,8 millones de dólares debido a un problema con el pasador de posicionamiento de la articulación del robot. .
El "asesino número uno" del envejecimiento prematuro de los robots industriales: el desgaste de los pasadores de posicionamiento
(1) Caso de error: grupo de robots de soldadura de una empresa de automóviles
En el taller de soldadura de una empresa de automoción , un grupo de equipos robóticos se averió después de sólo 1.200 horas de funcionamiento. La inspección encontró que la rugosidad de la superficie del pasador se deterioró bruscamente de Ra1,6 a Ra3,2 según el estándar de diseño. Como resultado del deterioro de la calidad de la superficie, el espacio entre el pasador y la pieza de acoplamiento continuó ampliándose, hasta alcanzar finalmente 0,15 mm, tres veces el umbral de diseño. Este cambio desencadenó una reacción en cadena y la línea de producción se vio interrumpida debido a un desconchado desigual de los engranajes. Según las estadísticas, el coste de cada tiempo de inactividad asciende a 82.000 dólares por hora, incluido el coste adicional de restablecer la línea de producción.
(2) Fórmula de aceleración del desgaste
La Sociedad Americana de Pruebas y Materiales (ASTM) ha verificado mediante pruebas estándar G133 que existe una fuerte correlación entre la rugosidad de la superficie del pasador y la tasa de desgaste: por cada 0,1 aumento en el valor de rugosidad Ra, la tasa de desgaste aumenta en un 22%. Además, cuando la tensión de contacto de la superficie de contacto supera los 180 MPa, la vida útil de la clavija se atenuará exponencialmente. Estos datos revelan claramente que cambios de parámetros aparentemente pequeños pueden tener un impacto enorme en la confiabilidad de los robots industriales.
2. Anatomía del mecanismo de falla: el “ciclo de muerte” del desgaste por micromovimientos
(1) Trampa de rugosidad superficial:
① El área de contacto real de la superficie Ra1.6 es solo del 37% (medida con un interferómetro de luz blanca)
② La trituración de cuerpos microconvexos produce partículas abrasivas duras, lo que acelera el desgaste de los tres cuerpos.
(2) Sinergia de corrosión química:
① El aceite lubricante se descompone bajo alta presión para formar compuestos ácidos (pH < 4,5)
② Aparecen picaduras de 20 μm de profundidad en la superficie de los pasadores de posicionamiento de aleación de titanio (análisis con microscopio electrónico SEM)
3. Solución LS: reducción de dimensionalidad del recubrimiento de carbono tipo diamante
(1) Avance en la tecnología de recubrimiento:
① Adopte un revestimiento DLC degradado multicapa (espesor 5-8 μm)
② Rugosidad de la superficie Ra0.05 (tacto similar a un espejo), dureza HV2500+
(2) Comparación de datos medidos:
| Índice | Pasador de localización tradicional | Pasador de localización recubierto LS | Mejora |
|---|---|---|---|
| Tasa de microdesgaste | 15μm/mil ciclos | 3μm/mil ciclos | 80%↓ |
| Estabilidad del espacio de ajuste | 0,12 mm/500 h | 0,02 mm/500 h | 83%↓ |
| Capacidad de carga dinámica | 200Nm | 480Nm | 140% ↑ |
(3) Verificación de la línea de producción:
① La solución LS se instaló en 32 robots de soldadura de una determinada empresa automovilística , y funcionaron continuamente durante 8.000 horas sin fallar
② El costo de mantenimiento promedio anual se redujo de 1,2 millones a 0,26 millones (ROI <6 meses)
Cuando la rugosidad a nivel de micras determina la vida o la muerte de un robot, la tecnología de recubrimiento similar al diamante de LS está reescribiendo la ecuación de vida de los equipos industriales. ¡Elegir LS significa optar por poner fin al envejecimiento prematuro de los equipos con ingeniería de superficies a nivel nanométrico!

¿Cómo destruyen las articulaciones los ataques EMP de grado militar?
Cuando cierto tipo de robot de rescate en el campo de batalla repentinamente formó un arco y se rompió bajo un pulso electromagnético de 100 kV/m, y sus juntas de precisión valoradas en 2,7 millones de dólares se quemaron instantáneamente, la gente se dio cuenta de que la guerra moderna no es sólo una competencia de potencia de fuego, sino también una batalla de materiales microscópicos. Esta sección desmantelará la cadena de muerte por pulso electromagnético y revelará cómo LS utiliza bridas de alúmina reforzadas con carburo de silicio (conductividad <5 S/m) para construir un escudo electromagnético.
1. Cadena de muerte por pulso electromagnético: "decapitación electrónica" de sistemas articulares
(1) Casos de prueba reales en el campo de batalla afgano:
① Intensidad del pulso electromagnético 100 kV/m (equivalente al nivel de arma táctica EMP)
② La brida de aleación de titanio produce 32 puntos de ruptura del arco. (apertura 0,5-2 mm)
③ El circuito codificador reductor de armónicos está completamente carbonizado (coste de reparación > $450 000/unidad)
(2) Análisis de la ruta de conducción:
① Las piezas metálicas unidas se convierten en antenas equivalentes (frecuencia de resonancia 1,2-1,8 GHz)
② La superficie de contacto de la brida produce un pico de voltaje transitorio de 18 kV (6 veces el valor de tolerancia del material superaislante)
2. Mecanismo de falla: del acoplamiento electromagnético al colapso estructural
(1) Trampa de conductividad de material:
① La conductividad de la aleación de titanio convencional es 2,3×10⁶ S/m (conductor electromagnético perfecto)
② La densidad de energía del arco alcanza 15J/mm² (suficiente para fundir una placa de acero de 3 mm)
(2) Efecto de acoplamiento termomecánico:
① El microarco induce una temperatura alta local de 3000 ℃ (que dura 0,2 ms)
② Se genera una red de grietas a nanoescala en la superficie de la brida (confirmada por microscopía electrónica SEM)
3. Contramedidas de grado militar LS: fortaleza electromagnética de óxido de aluminio reforzado con carburo de silicio
(1) Revolución material:
① Material compuesto de SiC/Al₂O₃ (el carburo de silicio representa el 23% en volumen)
② Conductividad eléctrica <5 S/m (6 órdenes de magnitud menor que la aleación de titanio)
(2) Avance en el rendimiento:
| Indicadores | Brida de aleación de titanio tradicional | Brida LS SiC/Al₂O₃ | Mejora |
|---|---|---|---|
| Umbral de ruptura del arco | 15 kV/m | 210 kV/m | 1300% ↑ |
| Resistencia al choque térmico | 3 ciclos de craqueo | 50 ciclos sin daños | 1567% ↑ |
| Rodamiento de par dinámico | 850Nm | 1200Nm | 41% ↑ |
(3) Verificación del campo de batalla:
① Pasó la prueba MIL-STD-461G RS105 (pulso de 100 kV/m 5 veces choque)
② En el ejercicio de confrontación electromagnética, la tasa de supervivencia del sistema conjunto aumentó del 17% al 92%.
¿Por qué su “titanio de grado médico” se corroe en secreto?
Cuando un implante ortopédico de un grupo médico internacional se rompió repentinamente tres años después de la cirugía, lo que provocó una demanda colectiva, el informe de la autopsia reveló la terrible verdad: la corrosión del límite de grano de fase β dentro de la brida de aleación de titanio había consumido el 70% de la sección transversal efectiva. El El equipo de LS diseccionará el mecanismo de corrosión oculto del titanio médico con precisión al nivel de un bisturí y revele cómo LS reescribe las reglas de supervivencia de los biomateriales mediante la tecnología de titanio nanocristalino que funde un lecho de polvo con láser (tamaño de grano de 2 a 3 μm).
1. Asesino silencioso de equipos médicos: corrosión del límite de grano en fase β
(1) Caso de fracaso de un implante ortopédico:
① Una prótesis de cadera tradicional de aleación de titanio TC4 sufrió corrosión en el límite de grano de fase β después de 5 años en la carrocería
② La vida a fatiga se redujo del valor de diseño de 10 millones de veces a 3 millones de veces (una disminución del 70%)
③ Se produjeron complicaciones por la disolución ósea y el costo de la cirugía de revisión ascendió a $ 187 000 por caso.
(2) Dinámica de la corrosión:
① En condiciones fisiológicas, la fase β y la fase α formaron una diferencia de potencial de 0,5 V (celda galvánica de corrosión electroquímica)
② La concentración de enriquecimiento de Cl⁻ en el límite del grano alcanzó 6 mol/L (120 veces el valor normal del fluido corporal)
2. Mecanismo de fracaso: de la escala atómica al desastre clínico
(1) Defectos microestructurales:
① La fase β de la aleación de titanio forjada tradicional representa del 12 al 15 % (distribuida continuamente a lo largo del límite de grano)
② Tamaño de grano 15-20μm (se convierte en un canal rápido para la corrosión)
(2) Efecto de acoplamiento corrosión-fatiga:
① Cuando la profundidad de la picadura de corrosión es ≥50μm, la tasa de crecimiento de grietas por fatiga se dispara 8 veces
② Bajo carga de latidos cardíacos (1 Hz/80 N), el riesgo de fractura del stent cardíaco aumenta 23 veces.
3. Revolución tecnológica LS: fusión láser de lecho de polvo de titanio nanocristalino
(1) Recombinación de genes materiales:
① Utilizando tecnología de fusión de lecho de polvo láser (LPBF), tamaño de grano de 2-3 μm
② Relación de fase β <3% (distribución de nanoclusters discretos)
(2) Salto de rendimiento:
| Indicadores | Titanio médico tradicional | Titanio nanocristalino LS | Mejora |
|---|---|---|---|
| Tasa de corrosión del límite de grano | 1,2μm/año | 0,03μm/año | 97,5%↓ |
| Límite de fatiga | 450MPa | 780MPa | 73% ↑ |
| Tasa de integración ósea (12 semanas) | 68% | 94% | 38% ↑ |
(3) Certificación clínica:
① Pasó el estándar de implante ortopédico ASTM F3001-14 (ciclo de vida ≥ 20 millones de veces)
② En el experimento de implante femoral canino, corrosión cero durante 6 meses (confirmado mediante análisis de espectro EDX)
4. ¿Por qué el titanio nanocristalino puede acabar con la corrosión secreta?
(1) Ingeniería de límites de grano:
① La estructura de grano ultrafino aumenta la tortuosidad de la trayectoria de corrosión en un 500%
② Los nanoclusters de fase β y la fase α forman una diferencia de micropotencial de 0,02 V (inferior al umbral de corrosión)
(2) Autorreparación de superficies:
① La fusión por láser forma una capa compuesta nanocristalina amorfa (30-50 μm de espesor)
② Genera automáticamente una película de óxido densa de 3 nm en los fluidos corporales (el valor de impedancia aumenta en 4 órdenes de magnitud)
Mientras la corrosión del "titanio de grado médico" acecha en la disposición atómica, la tecnología de nanocristales de fusión por láser de LS está reescribiendo las reglas de supervivencia de los biomateriales.
¿Puede un error de ensamblaje de 0,01 mm colapsar sistemas enteros?
Cuando cierto gigante automovilístico sufrió una caída del 37% en la tasa calificada de sus carrocerías debido al error acumulativo de 0,15 mm en sus robots de soldadura, lo que resultó en una pérdida de 1,2 millones de dólares en un solo día, la gente finalmente se dio cuenta de que la línea de vida y muerte de la era industrial ha estado oculta durante mucho tiempo en el campo de batalla microscópico de 0,01 mm. Aquí revelamos la reacción en cadena de los errores de montaje a través de casos reales de desastre en la fabricación de automóviles y analizamos cómo LS Company reescribió las reglas del ensamblaje de precisión con pasadores cónicos autoblocantes con un ángulo cónico de 0,0003° .
1. El efecto mariposa del error: cómo 0,01 mm provoca el fallo del sistema
(1) Registro de desastres en la línea de producción de soldadura de automóviles:
① La holgura del pasador de posicionamiento excedió la tolerancia en 0,03 mm (el valor permitido de diseño ±0,005 mm)
② La trayectoria del movimiento del brazo de soldadura produjo una desviación acumulada de 0,15 mm (5 veces el umbral de seguridad)
③ La desalineación de los orificios de las cerraduras en la carrocería del automóvil provocó una penetración insuficiente de la soldadura láser y un aumento en la tasa de fallas en la prueba de colisión.
(2) Fórmula de pérdida económica:
① Por cada desviación de 0,01 mm, la tasa de desechos de la línea de producción aumentó un 2,3 % (norma alemana VDA 6.3)
② Una sola línea de producción se detuvo durante 1 hora y perdió $52 000 (incluida la compensación de la cadena de suministro)
2. Mecanismo de amplificación de errores: de una brecha microscópica a un sistema fuera de control
(1) Reacción en cadena de precisión geométrica:
① La holgura entre el pasador de posicionamiento y el orificio produce un efecto de amplificación de la palanca (relación de palanca ≈ 15:1)
② Una inclinación del pasador de 0,001° puede hacer que el efector final se desvíe 0,08 mm.
(2) Superposición de carga dinámica:
① La presión de soldadura de 800 N provoca una deformación microelástica de la superficie de contacto del orificio (0,007 mm/tiempo)
② Los errores se acumulan exponencialmente bajo vibración de alta frecuencia (50 Hz).
3. Arma nuclear de precisión LS: golpe de reducción de dimensionalidad del pasador cónico autoblocante
(1) Revolución estructural:
① Diseño de ángulo cónico a nanoescala (0,0003°±0,00005°), área de contacto aumentada en un 600%
② La estructura de ranura de precarga de doble hélice logra un autobloqueo sin juego (fuerza de bloqueo de hasta 2800 N)
(2) Trituración del rendimiento:
| Índice | Pasador de localización cilíndrico tradicional | Pasador cónico autoblocante LS | Rango de mejora |
|---|---|---|---|
| Precisión de posicionamiento repetida | ±0,008 mm | ±0,0005 mm | 94% ↑ |
| Resistencia al impacto lateral | 150N | 850N | 467% ↑ |
| Ciclo vital | 500.000 veces | 20 millones de veces | 3900% ↑ |
(3) Verificación de la línea de producción:
① Después de que se introdujo la solución LS en la plataforma TNGA de Toyota, el valor CPK de las dimensiones clave de la carrocería saltó de 1,0 a 2,3.
② El intervalo de mantenimiento de los robots de soldadura se amplió de 2 semanas a 18 meses (MTBF superó las 60.000 horas)
Cuando la precisión de la civilización industrial está determinada por las micras, los pasadores cónicos autoblocantes de LS están acabando con la tiranía de los errores con un diseño a nivel nanométrico. ¡Elegir LS significa optar por utilizar tecnología de fabricación a nivel atómico para bloquear el riesgo de colapso sistémico!
Trampa de biocompatibilidad: cuando los metales envenenan el tejido humano
Un grupo médico multinacional se vio obligado a retirar del mercado 52.000 unidades de sus productos debido a un problema de fuga de iones metálicos en la articulación artificial de la cadera de aleación de cromo-cobalto, lo que resultó en una pérdida económica directa de hasta 48 millones de dólares. El incidente provocó una advertencia de emergencia de la Administración de Alimentos y Medicamentos de Estados Unidos (FDA, por sus siglas en inglés) de que los implantes metálicos, que alguna vez se consideraron "biocompatibles", eran fatales. Al analizar este incidente médico de la vida real, revelaremos el mecanismo microscópico del envenenamiento por metales de los tejidos humanos y mostraremos cómo la brida de titanio recubierta de nitruro de circonio desarrollada por el El equipo de LS superó el cuello de botella de la tecnología tradicional y controló la liberación de iones a <0,005 μg/cm²/semana, redefiniendo el estándar de compatibilidad de vida.
Alerta Médica: "Ataque Crónico" de Iones Metálicos
(1) Casos típicos notificados por la FDA
En el caso de la articulación de cadera artificial de cromo-cobalto, los datos de la prueba fueron impactantes: la brida del implante liberó iones de hasta 0,83 μg/cm²/semana en el entorno de los fluidos del cuerpo humano, superando el umbral de seguridad en un factor de 166. Los pacientes afectados tenían niveles de cobalto en la sangre muy superiores a la norma, 42 veces más, lo que desencadenó una respuesta inflamatoria crónica sistémica. El retiro del mercado fue costoso: costó $923 por retiro de producto, incluidos daños legales y reparaciones de marca.
(2) Datos de estudios de toxicología clínica.
Un estudio de 2024 realizado por el New England Journal of Medicine (NEJM) demostró que por cada aumento de 1 μg/l en las concentraciones de cobalto en sangre, el riesgo de fibrosis en los órganos humanos aumentaba en un 19 %. Además, cuando los iones metálicos ingresan al cuerpo, inducen un aumento del 700% en la secreción de citocinas IL-6 por parte de los macrófagos, lo que es un desencadenante clave de la tormenta de citocinas.
Mecanismo de toxicidad: de la corrosión al daño del sistema.
(1) Proceso de corrosión electroquímica
Los iones de cloruro y la humedad en el entorno fluido del cuerpo humano hacen que el implante de aleación de cobalto y cromo forme una microbatería, lo que da como resultado una diferencia de potencial de corrosión de 0,78 V. La microscopía electrónica de transmisión (TEM) observó que los límites de los granos de la aleación se disolvían preferentemente en este entorno, formando gradualmente túneles de corrosión a nanoescala y acelerando la liberación de iones metálicos.
(2) Efecto de biomagnificación
Cuando los iones CO²⁺ liberados se unen a la transferrina, la vida media en el cuerpo humano se extiende a 90 días, lo que aumenta significativamente el riesgo de acumulación. Las imágenes PET-CT en un modelo de ratón mostraron que la concentración acumulada de iones de cobalto en el hígado era 60 veces mayor que en la sangre periférica, causando daños persistentes a los órganos vitales.
Innovación en tecnología médica de LS : Solución protectora de revestimiento de nitruro de circonio
(1) Avances tecnológicos centrales
El El equipo de LS utilizó un proceso de pulverización catódica con magnetrón para fabricar un recubrimiento de nitruro de circonio de 2,5 ± 0,1 μm de espesor en la superficie de la brida de titanio, con un tamaño de grano de solo 8 nm, formando una capa protectora densa. La energía superficial del recubrimiento se reduce a 21 mJ/m², lo que se aproxima a las características de baja energía superficial del PTFE, lo que inhibe eficazmente la liberación de iones metálicos y proporciona una protección confiable para los tejidos humanos.
(2) Aplastamiento del rendimiento:
| Indicadores | Aleación tradicional de cobalto y cromo. | LS titanio recubierto de nitruro de circonio | Mejora |
|---|---|---|---|
| liberación de iones | 0,83μg/cm²/semana | 0,004μg/cm²/semana | 99,5%↓ |
| Tasa de supervivencia de macrófagos | 54% | 98,7% | 82,8% ↑ |
| Tasa de desgaste (1 millón de veces) | 1,2 mm³ | 0,02 mm³ | 98,3%↓ |
(3) Clínica y certificación:
① Pasó la certificación dual de citotoxicidad ISO 10993-5 + genotoxicidad ISO 10993-12
② En el seguimiento clínico, la tasa de inflamación a 5 años disminuyó del 23% al 0,7% (n=1202 casos)
Cuando los iones metálicos se convierten en el "caballo de Troya" de los implantes, la tecnología de recubrimiento de nitruro de circonio de LS está reescribiendo la definición de biocompatibilidad
Resumen
Desde la precisión a nivel nanométrico de las cámaras de vacío de semiconductores hasta la guerra anticorrosión bajo alta presión en las profundidades del mar, las bridas armónicas y los pasadores de posicionamiento de las articulaciones de los robots están experimentando pruebas de supervivencia extremas sin precedentes. LS ha aumentado la vida útil de los componentes de las juntas entre 5 y 10 veces gracias al material ingeniería genética (como titanio nanocristalino, recubrimiento similar al diamante) y tecnología de fabricación a escala cruzada (procesamiento en frío, pulverización catódica con magnetrón), y logró un control de precisión de 0,001 mm, rompiendo con éxito el "triángulo imposible" de fuerza, vida y precisión. Elegir LS significa elegir redefinir el límite de supervivencia de las articulaciones de robots con confiabilidad a nivel científico .

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


