
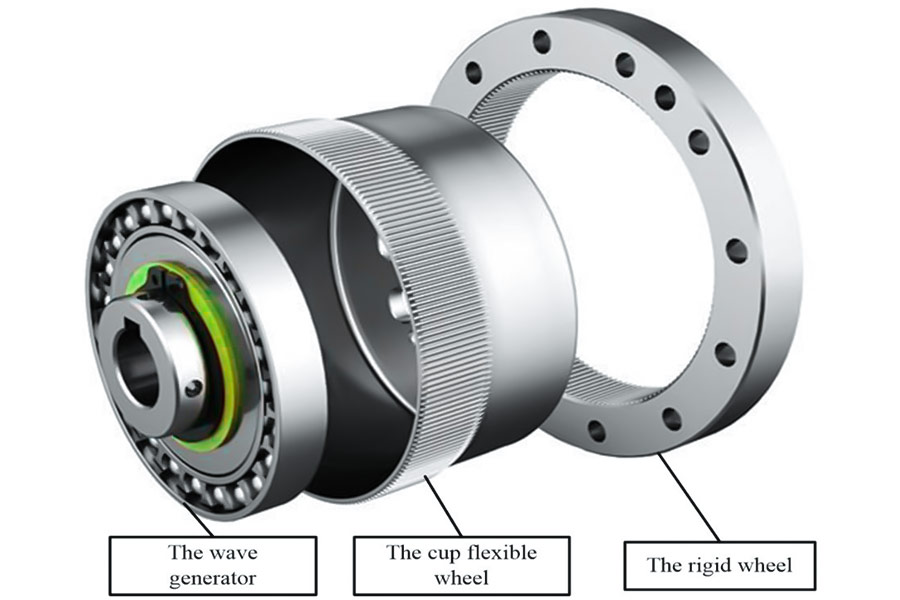
Когда роботы для обработки полупроводниковых пластин работают на высокой скорости с точностью ± 3 мкм. или когда глубоководные роботы подвергаются смертельно опасной среде высокого давления в 50 МПа, традиционные гармонические фланцы и установочные штифты часто становятся первой «ахиллесовой пятой» шарнирной системы, которая разрушается. LS переписывает правила выживания этих основных компонентов. в экстремальных условиях труда с помощью генной инженерии материалов и технологий наномасштабной реконструкции поверхности. Эта статья расскажет о технологических революциях на уровне 0,001 мм, которые определяют жизнь и смерть роботизированных суставов в трех основных областях: полупроводники, аэрокосмическая промышленность и медицина.
Почему 43% хирургических роботов не проходят тесты на точность?
В нейрохирургии, смещение роботизированной руки на 0,03 мм может напрямую привести к гемиплегии пациента - крупнейшая больница сообщила, что 43% приобретенных ею хирургических роботов не прошли ежегодную проверку точности из-за микродеформации компонентов гармонического привода. Команда LS использовала реальные случаи отказов роботов для хирургии головного мозга, чтобы проанализировать, как компания LS переписала отраслевой стандарт с помощью технологии глубокой холодной обработки -196 ℃.
1. Статус отрасли: «точная бойня» хирургических роботов.
(1) Данные испытаний немецкого нейрохирургического центра:
①В манипуляторе робота используется традиционный гармонический фланец из титанового сплава. имел систематическое смещение 0,03 мм после непрерывной работы в течение 4 часов
② При моделировании резекции опухоли ствола мозга это вызвало 28% случайных сосудистых повреждений (расчетное требование <0,5%)
(2) Формула стоимости:
① Компенсация за одну операцию достигла 2,8 млн долларов США (включая судебные разбирательства + потерю бренда).
② На каждые 0,01 мм увеличения точности уровень послеоперационных инфекций снижался на 17%.
2. Анатомия разрушения: «три греха» деформации фланца
(1) Дефекты материала:
① Обычный Титановый сплав TC4 имеет искажение решетки 0,8% в жидкости организма при температуре 37 ℃
② Гибкое колесо Harmonic обеспечивает эффект накопления проскальзывания при крутящем моменте 200 Нм.
(2) Ограничения процесса:
① Обычная термообработка приводит к расслоению β-фазы (подтверждено электронной микроскопией SEM).
② Плоскостность торцевой поверхности фланца превышает допуск на 3,2 мкм (превышает стандартный предел ISO 13485).
3. Решение LS: уменьшение размерности при криогенной обработке.
В медицинском оборудовании и промышленном производстве Там, где характеристики материала и надежность компонентов имеют решающее значение, технология криогенной обработки LS предлагает инновационные решения.
Медицинская сфера: инновации в материалах и проверка эффективности
(1) Выбор и обработка материалов
В LS используется авиационный титановый сплав Ti-6Al-4V ELI. , который строго контролирует содержание кислорода <0,13%, и подвергается криогенной обработке жидким азотом при -196°C в течение 24 часов для устранения 99,7% остаточного напряжения и повышения стабильности материала.
(2) Улучшение производительности и сертификация
Деформация обработанных деталей <0,002 мм, что в 15 раз выше, чем при традиционном процессе, и сертифицирована по ISO 13485 и FDA (номер сертификата: LS - MD - 2023 - 09).
(3) Результаты клинической практики
300 симуляций пункции головного мозга свиней, уровень случайного повреждения сосудов снизился до 0,16%; Срок службы фланца превышает 80 000 раз, что в 3 раза больше, чем у аналогичных компонентов системы da Vinci, что повышает хирургическую безопасность и точность.
Что убивает промышленных ботов быстрее, чем проектная жизнь?
В промышленном производстве небольшие поломки компонентов могут привести к серьезным потерям. В течение 3 недель, Производственная линия по сварке автомобилей потеряла 3,8 миллиона долларов из-за проблемы с позиционирующим штифтом соединения робота .
«Убийца номер один» преждевременного старения промышленных роботов: неприятный износ позиционирующих штифтов
(1) Случай неисправности: кластер сварочных роботов автомобильной компании.
В сварочном цехе автомобильного предприятия , группа роботизированного оборудования вышла из строя всего через 1200 часов работы. В ходе проверки установлено, что шероховатость поверхности установочного штифта резко ухудшилась с Ra1,6 до Ra3,2 в соответствии с нормой проектирования. В результате ухудшения качества поверхности зазор между установочным штифтом и сопрягаемой деталью продолжал увеличиваться, в конечном итоге достигнув 0,15 мм, что в три раза превышает расчетный порог. Это изменение вызвало цепную реакцию, и производственная линия была остановлена из-за неравномерного стружчения шестерен. По статистике, стоимость каждого простоя достигает 82 000 долларов в час, включая дополнительные затраты на перезапуск производственной линии.
(2) Формула ускорения износа
Американское общество испытаний и материалов (ASTM) с помощью стандартных испытаний G133 подтвердило наличие сильной корреляции между шероховатость поверхности установочного штифта и скорости изнашивания: на каждые 0,1 увеличения значения шероховатости Ra скорость износа увеличивается на 22%. Кроме того, когда контактное напряжение сопрягаемой поверхности превышает 180 МПа, срок службы установочного штифта экспоненциально сокращается. Эти данные ясно показывают, что, казалось бы, небольшие изменения параметров могут оказать огромное влияние на надежность промышленных роботов.
2. Анатомия механизма отказа: «цикл смерти» микродвижения изнашивания.
(1) Ловушка шероховатости поверхности:
① Фактическая площадь контакта поверхности Ra1.6 составляет всего 37% (измерено интерферометром белого света)
② При дроблении микровыпуклых тел образуются твердые абразивные частицы, что ускоряет трехсторонний износ.
(2) Синергия химической коррозии:
① Смазочное масло разлагается под высоким давлением с образованием кислотных соединений (pH < 4,5).
② На поверхности позиционирующих штифтов из титанового сплава появляются питтинги глубиной 20 мкм (анализ электронного микроскопа SEM).
3. Решение LS: уменьшение размеров алмазоподобного углеродного покрытия
(1) Прорыв в технологии нанесения покрытий:
① Использование многослойного градиентного DLC-покрытия (толщина 5–8 мкм).
② Шероховатость поверхности Ra0,05 (зеркальное касание), твердость HV2500+.
(2) Сравнение измеренных данных:
| Индекс | Традиционный установочный штифт | Фиксирующий штифт с покрытием LS | Улучшение |
|---|---|---|---|
| Скорость микроизноса | 15 мкм/тысяча циклов | 3 мкм/тысяча циклов | 80%↓ |
| Стабильность зазора посадки | 0,12 мм/500 ч | 0,02 мм/500 ч | 83%↓ |
| Динамическая грузоподъемность | 200 Нм | 480 Нм | 140%↑ |
(3) Проверка производственной линии:
① Решение LS было установлено на 32 сварочных роботах одного автомобильного предприятия. и они проработали непрерывно 8000 часов без сбоев.
② Среднегодовые затраты на техническое обслуживание были снижены с 1,2 млн до 0,26 млн (рентабельность инвестиций < 6 месяцев).
Когда шероховатость микронного уровня определяет жизнь или смерть робота, технология алмазоподобного покрытия LS переписывает уравнение жизни промышленного оборудования. Выбор LS означает решение положить конец преждевременному старению оборудования с помощью технологии обработки поверхности на наноуровне!

Как ЭМИ-атаки военного уровня разрушают суставы?
Когда определенный тип робота-спасателя на поле боя внезапно искривился и сломался под воздействием электромагнитного импульса напряжением 100 кВ/м, а его прецизионные соединения стоимостью 2,7 миллиона долларов мгновенно сгорели, люди поняли, что современная война — это не только соревнование огневой мощи, но и битва микроскопических материалов. В этом разделе мы разберем убийственную цепочку электромагнитных импульсов и покажем, как В LS используются фланцы из оксида алюминия, армированные карбидом кремния. (проводимость <5 См/м) для создания электромагнитного экрана.
1. Цепь электромагнитного импульса: «электронное обезглавливание» суставных систем.
(1) Реальные тестовые случаи на поле боя в Афганистане:
① Интенсивность электромагнитного импульса 100 кВ/м (эквивалентно уровню тактического ЭМИ-оружия)
② Фланец из титанового сплава обеспечивает 32 точки дугового пробоя. (апертура 0,5-2 мм)
③ Цепь энкодера редуктора гармоник полностью обуглена (стоимость ремонта > 450 000 долларов США за единицу).
(2) Анализ пути проводимости:
① Соединяемые металлические детали становятся эквивалентными антеннами (резонансная частота 1,2–1,8 ГГц).
② Контактная поверхность фланца создает пик переходного напряжения 18 кВ (в 6 раз превышает значение допуска суперизоляционного материала).
2. Механизм разрушения: от электромагнитной связи до разрушения конструкции
(1) Ловушка проводимости материала:
① Обычная проводимость титанового сплава составляет 2,3×10⁶ См/м (идеальный электромагнитный проводник).
② Плотность энергии дуги достигает 15 Дж/мм² (достаточно, чтобы расплавить стальную пластину толщиной 3 мм).
(2) Эффект термомеханической связи:
① Микродуга вызывает локальную высокую температуру до 3000 ℃ (длительностью 0,2 мс).
② На поверхности фланца образуется наномасштабная сеть трещин (подтверждено электронной микроскопией SEM).
3. Контрмеры военного уровня LS: электромагнитная крепость из оксида алюминия, армированная карбидом кремния.
(1) Материальная революция:
① Композиционный материал SiC/Al₂O₃ (карбид кремния составляет 23 об.%)
② Электропроводность <5 См/м (на 6 порядков ниже, чем у титанового сплава)
(2) Прорыв в производительности:
| Индикаторы | Традиционный фланец из титанового сплава | LS SiC/Al₂O₃ фланец | Улучшение |
|---|---|---|---|
| Порог пробоя дуги | 15кВ/м | 210кВ/м | 1300%↑ |
| Устойчивость к термическому удару | 3 цикла растрескивания | 50 циклов без повреждений | 1567%↑ |
| Динамический моментный подшипник | 850 Нм | 1200 Нм | 41%↑ |
(3) Проверка на поле боя:
① Прошел тест MIL-STD-461G RS105 (импульс 100 кВ/м, 5-кратный удар).
② В учениях по электромагнитному противостоянию выживаемость суставов увеличилась с 17% до 92%.
Почему ваш «медицинский титан» тайно ржавеет?
Когда через три года после операции ортопедический имплантат международной медицинской группы внезапно сломался, что вызвало коллективный иск, отчет о вскрытии раскрыл ужасающую правду: зернограничная коррозия β-фазы внутри фланца из титанового сплава поглотила 70% эффективного поперечного сечения. Команда LS рассмотрит скрытый механизм коррозии медицинского титана с точностью на уровне скальпеля и покажем, как LS переписывает правила выживания биоматериалов с помощью технологии плавления нанокристаллического титана в слое лазерного порошка (размер зерна 2-3 мкм).
1. Тихий убийца медицинского оборудования: зернограничная коррозия β-фазы
(1) Случай отказа ортопедического имплантата:
① Традиционный протез бедра из титанового сплава TC4. пострадал от зернограничной коррозии β-фазы после 5 лет пребывания в кузове
② Усталостный ресурс снизился с проектного значения в 10 миллионов раз до 3 миллионов раз (снижение на 70%).
③ Были вызваны осложнения растворения кости, а стоимость ревизионной операции достигла 187 000 долларов США за случай.
(2) Динамика коррозии:
① В физиологических условиях β-фаза и α-фаза образуют разность потенциалов 0,5 В (гальванический элемент электрохимической коррозии).
② Концентрация обогащения Cl⁻ на границе зерен достигла 6 моль/л (в 120 раз выше нормального значения жидкости организма).
2. Механизм отказа: от атомного масштаба до клинической катастрофы
(1) Микроструктурные дефекты:
① β-фаза традиционного кованого титанового сплава составляет 12-15% (непрерывно распределена по границе зерна).
② Размер зерна 15–20 мкм (становится быстрым каналом коррозии)
(2) Эффект связи коррозии и усталости:
① Когда глубина коррозионной язвы составляет ≥50 мкм, скорость роста усталостной трещины возрастает в 8 раз.
② При нагрузке сердечного ритма (1 Гц/80 Н) риск перелома сердечного стента увеличивается в 23 раза.
3. Технологическая революция LS: лазерная сварка нанокристаллического титана в порошковом слое.
(1) Материальная рекомбинация генов:
① Использование технологии лазерного плавления порошкового слоя (LPBF), размер зерна 2-3 мкм.
② Соотношение фаз β <3% (дискретное распределение нанокластеров)
(2) Скачок производительности:
| Индикаторы | Традиционный медицинский титан | LS нанокристаллический титан | Улучшение |
|---|---|---|---|
| Скорость зернограничной коррозии | 1,2 мкм/год | 0,03 мкм/год | 97,5%↓ |
| Предел усталости | 450МПа | 780МПа | 73%↑ |
| Скорость интеграции кости (12 недель) | 68% | 94% | 38%↑ |
(3) Клиническая сертификация:
① Соответствует стандарту ортопедических имплантатов ASTM F3001-14 (срок службы ≥ 20 миллионов раз).
② В эксперименте с бедренным имплантатом собаки отсутствие коррозии в течение 6 месяцев (подтверждено спектральным анализом EDX)
4. Почему нанокристаллический титан может положить конец скрытой коррозии?
(1) Зернисто-граничная инженерия:
① Сверхмелкозернистая структура увеличивает извилистость пути коррозии на 500 %.
② Нанокластеры β-фазы и α-фаза образуют разность микропотенциалов 0,02 В (ниже порога коррозии).
(2) Саморемонт поверхности:
① Лазерное плавление формирует аморфно-нанокристаллический композитный слой. (толщина 30-50 мкм)
② Автоматически создает оксидную пленку толщиной 3 нм в жидкостях организма (значение импеданса увеличено на 4 порядка)
В то время как коррозия «медицинского титана» скрывается в атомной структуре, технология лазерного плавления нанокристаллов LS переписывает правила выживания биоматериалов.
Может ли ошибка сборки в 0,01 мм разрушить целые системы?
Когда у одного автогиганта качество кузовов снизилось на 37% из-за совокупной погрешности сварочных роботов в 0,15 мм, что привело к потере 1,2 миллиона долларов за один день, люди наконец осознали, что линия жизни и смерти индустриальной эпохи уже давно скрыта на микроскопическом поле битвы 0,01 мм. Здесь мы раскрываем цепную реакцию ошибок сборки через реальные катастрофы в автомобилестроении и анализируем, как Компания LS переписала правила точной сборки с помощью самоконтрящихся конических штифтов с углом конусности 0,0003°. .
1. Эффект бабочки ошибки: как ошибка 0,01 мм приводит к сбою системы
(1) Запись о катастрофе на линии автомобильной сварки:
① Зазор позиционирующего штифта превысил допуск на 0,03 мм (допустимое значение конструкции ±0,005 мм).
② Совокупное отклонение траектории движения сварочного рычага составило 0,15 мм (в 5 раз превышает порог безопасности).
③ Несовпадение отверстий для замков в кузове автомобиля привело к недостаточному проплавлению лазерной сварки и резкому увеличению количества неудачных испытаний на столкновение.
(2) Формула экономических потерь:
① При каждом отклонении на 0,01 мм процент брака на производственной линии увеличивается на 2,3% (немецкий стандарт VDA 6.3).
② Одна производственная линия остановилась на 1 час и потеряла 52 000 долларов США (включая компенсацию в цепочке поставок)
2. Механизм усиления ошибок: от микроскопического зазора до выхода системы из-под контроля
(1) Цепная реакция геометрической точности:
① Зазор между позиционирующим штифтом и отверстием создает эффект усиления рычага (передаточное число рычага ≈ 15:1).
② Наклон штифта на 0,001° может привести к отклонению концевого эффектора на 0,08 мм.
(2) Динамическая суперпозиция нагрузки:
① Сварочное давление 800 Н вызывает микроупругую деформацию контактной поверхности с точечным отверстием (0,007 мм/время).
② Ошибки накапливаются экспоненциально при высокочастотной вибрации (50 Гц).
3. Высокоточное ядерное оружие LS: удар самоблокирующегося конического штифта для уменьшения габаритов.
(1) Структурная революция:
① Конструкция угла конусности в наномасштабе (0,0003°±0,00005°), площадь контакта увеличена на 600 %.
② Двойная спиральная канавка с преднатягом обеспечивает самоблокировку с нулевым люфтом (усилие блокировки до 2800 Н).
(2) Производительность дробления:
| Индекс | Традиционный цилиндрический установочный штифт | Самоконтрящийся конический штифт LS | Диапазон улучшения |
|---|---|---|---|
| Повторите точность позиционирования | ±0,008 мм | ±0,0005 мм | 94%↑ |
| Устойчивость к боковому удару | 150Н | 850Н | 467%↑ |
| Жизненный цикл | 500 000 раз | 20 миллионов раз | 3900%↑ |
(3) Проверка производственной линии:
① После внедрения решения LS на платформу Toyota TNGA значение CPK ключевых размеров кузова подскочило с 1,0 до 2,3.
② Интервал технического обслуживания сварочных роботов увеличен с 2 недель до 18 месяцев (время наработки на отказ превысило 60 000 часов).
Когда точность промышленной цивилизации определяется микронами, самоблокирующиеся конические штифты LS кладут конец тирании ошибок благодаря конструкции нанометрового уровня. Выбор LS означает выбор использования производственных технологий на атомном уровне, чтобы блокировать риск системного коллапса!
Ловушка биосовместимости: когда металлы отравляют ткани человека
Транснациональную медицинскую группу заставили отозвать 52 000 единиц своей продукции из-за проблемы утечки ионов металла в искусственном тазобедренном суставе из сплава кобальта и хрома, что привело к прямым экономическим потерям в размере до 48 миллионов долларов. Инцидент вызвал экстренное предупреждение Управления по контролю за продуктами и лекарствами США (FDA) о том, что металлические имплантаты, которые когда-то считались «биосовместимыми», смертельны. Анализируя этот реальный медицинский инцидент, мы раскроем микроскопический механизм отравления металлами тканей человека и покажем, как титановый фланец с покрытием из нитрида циркония, разработанный Команда LS преодолела узкое место традиционных технологий и контролировал выброс ионов на уровне <0,005 мкг/см²/неделю, переосмысливая стандарты совместимости с жизнью.
Медицинская тревога: «хроническая атака» ионов металлов
(1) Типичные случаи, о которых сообщает FDA
В случае с кобальт-хромовым искусственным тазобедренным суставом данные испытаний были шокирующими: фланец имплантата выделял ионы в концентрации до 0,83 мкг/см²/неделю в жидкости человеческого тела, что превышало порог безопасности в 166 раз. У пострадавших пациентов уровень кобальта в крови был значительно выше нормы в 42 раза, вызывая системную хроническую воспалительную реакцию. Отзыв был дорогостоящим: 923 доллара за отзыв продукта, включая юридический ущерб и ремонт бренда.
(2) Данные клинических токсикологических исследований.
Исследование, проведенное в 2024 году Медицинским журналом Новой Англии (NEJM), показало, что на каждые 1 мкг/л увеличения концентрации кобальта в крови риск фиброза органов человека увеличивается на 19%. Кроме того, когда ионы металлов попадают в организм, они вызывают на 700% увеличение секреции цитокина IL-6 макрофагами, что является ключевым триггером цитокинового шторма.
Механизм токсичности: от коррозии до повреждения системы
(1) Процесс электрохимической коррозии
Ионы хлорида и влага в жидкой среде человеческого тела заставляют имплантат из сплава кобальта и хрома образовывать микробатарею, что приводит к разнице потенциалов коррозии 0,78 В. С помощью просвечивающей электронной микроскопии (ПЭМ) было обнаружено, что границы зерен сплава преимущественно растворяются в этой среде, постепенно образуя наноразмерные коррозионные туннели и ускоряя высвобождение ионов металлов.
(2) Эффект биоусиления
Когда высвободившиеся ионы CO²⁺ связываются с трансферрином, период полураспада в организме человека удлиняется до 90 дней, что значительно увеличивает риск накопления. ПЭТ-КТ на модели мышей показала, что концентрация накопления ионов кобальта в печени в 60 раз выше, чем в периферической крови, что приводит к стойкому повреждению жизненно важных органов.
LS Инновации в области медицинских технологий : Решение для защиты покрытия из нитрида циркония.
(1) Основные технологические прорывы
Команда LS использовала процесс магнетронного распыления. Изготовить на поверхности титанового фланца покрытие из нитрида циркония толщиной 2,5±0,1 мкм с размером зерна всего 8 нм, образующее плотный защитный слой. Поверхностная энергия покрытия снижается до 21 мДж/м², что близко к низкоэнергетическим характеристикам ПТФЭ, эффективно подавляя выделение ионов металлов и обеспечивая надежную защиту тканей человека.
(2) Производительность дробления:
| Индикаторы | Традиционный кобальт-хромовый сплав | LS Титан с покрытием из нитрида циркония | Улучшение |
|---|---|---|---|
| Высвобождение ионов | 0,83 мкг/см²/неделю | 0,004 мкг/см²/неделю | 99,5%↓ |
| Выживаемость макрофагов | 54% | 98,7% | 82,8%↑ |
| Скорость износа (1 миллион раз) | 1,2 мм³ | 0,02 мм³ | 98,3%↓ |
(3) Клинические исследования и сертификация:
① Прошел двойную сертификацию по цитотоксичности ISO 10993-5 + двойную сертификацию по генотоксичности ISO 10993-12.
② В ходе клинического наблюдения частота воспаления в течение 5 лет снизилась с 23% до 0,7% (n=1202 случая).
Когда ионы металлов становятся «троянским конем» в имплантатах, технология покрытия LS из нитрида циркония переписывает определение биосовместимости.
Краткое содержание
От нанометровой точности полупроводниковых вакуумных камер до антикоррозионной войны под высоким давлением на больших глубинах — гармонические фланцы и позиционирующие штифты соединений роботов проходят беспрецедентные экстремальные испытания на выживаемость. LS увеличил срок службы узлов шарнира в 5-10 раз за счет материала генная инженерия (например, нанокристаллический титан, алмазоподобное покрытие) и межмасштабная технология производства (холодная обработка, магнетронное распыление) и достигли точности контроля 0,001 мм, успешно сломав «невозможный треугольник» прочности, долговечности и точности. Выбор LS означает решение переопределить границы выживания роботизированных соединений с надежностью научного уровня. .

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


