
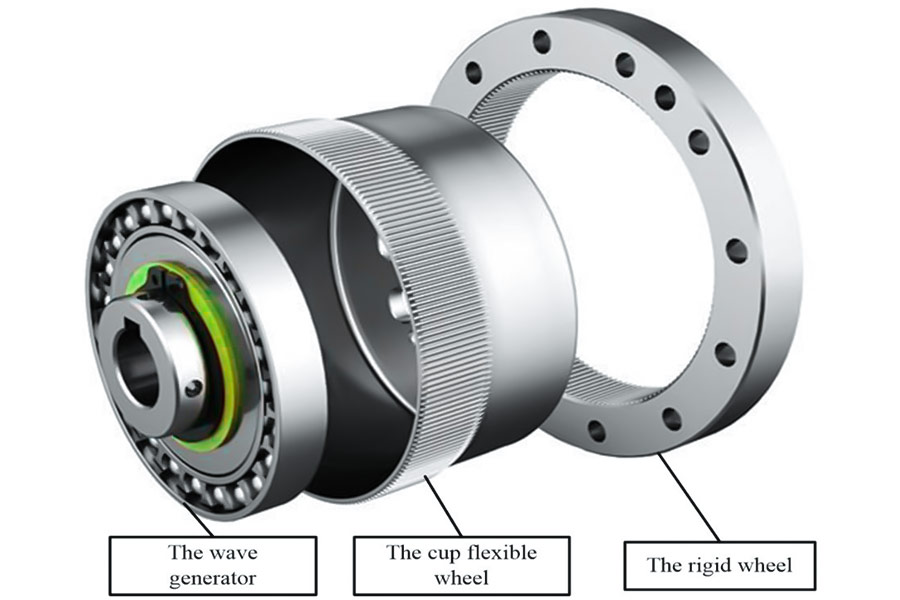
Lorsque les robots de manipulation de plaquettes semi-conductrices fonctionnent à grande vitesse avec une précision de ± 3 μm , ou lorsque les robots des grands fonds sont soumis à un environnement mortel de haute pression de 50 MPa, les brides harmoniques et les broches de positionnement traditionnelles deviennent souvent le premier « talon d'Achille » du système de joint à s'effondrer. LS réécrit les règles de survie de ces composants essentiels dans des conditions de travail extrêmes grâce au génie génétique des matériaux et à la technologie de reconstruction de surface à l'échelle nanométrique. Cet article révélera les révolutions technologiques au niveau de 0,001 mm qui déterminent la vie et la mort des articulations des robots dans les trois principaux domaines que sont les semi-conducteurs, l'aérospatiale et la médecine.
Pourquoi 43 % des robots chirurgicaux échouent-ils aux tests de précision ?
En neurochirurgie, une dérive de 0,03 mm du bras robotique peut directement conduire à une hémiplégie du patient - un hôpital de premier plan a révélé que 43 % des robots chirurgicaux qu'il a achetés ont échoué à la vérification annuelle de la précision en raison de la micro-déformation des composants d'entraînement harmonique. L'équipe LS a utilisé des cas réels de défaillance de robots de chirurgie cérébrale pour analyser comment la société LS a réécrit la norme industrielle avec une technologie de traitement à froid profond de -196 ℃.
1. Statut de l'industrie : « abattage de précision » de robots chirurgicaux
(1) Données de test d'un centre de neurochirurgie allemand :
①Le bras du robot utilisant la bride harmonique traditionnelle en alliage de titane avait une dérive systématique de 0,03 mm après avoir travaillé en continu pendant 4 heures
② Dans la simulation de la résection d'une tumeur du tronc cérébral, cela a provoqué un taux de blessures vasculaires accidentelles de 28 % (exigence de conception <0,5 %)
(2) Formule de coût :
① L'indemnisation pour une seule opération a atteint 2,8 millions de dollars (y compris litige + perte de marque)
② Pour chaque augmentation de précision de 0,01 mm, le taux d'infection postopératoire diminue de 17 %.
2. Anatomie de la défaillance : les « trois péchés » de la déformation de la bride
(1) Défauts matériels :
① Conventionnel Alliage de titane TC4 a une distorsion de réseau de 0,8 % dans un fluide corporel à 37 ℃
② La roue flexible harmonique produit un effet d'accumulation de fluage sous un couple de 200 Nm
(2) Limites du processus :
① Le traitement thermique conventionnel conduit à une ségrégation de phase β (confirmée par microscopie électronique SEM)
② La planéité de la face d'extrémité de la bride dépasse la tolérance de 3,2 μm (dépasse la limite de la norme ISO 13485)
3. Solution LS : réduction de dimensionnalité du traitement cryogénique
Dans les dispositifs médicaux et la fabrication industrielle , où la performance des matériaux et la fiabilité des composants sont essentielles, la technologie de traitement cryogénique de LS offre des solutions innovantes.
Domaine médical : innovation matérielle et vérification des performances
(1) Sélection et traitement des matériaux
LS utilise un alliage de titane Ti-6Al-4V ELI de qualité aéronautique , qui contrôle strictement la teneur en oxygène < 0,13 %, et est un traitement cryogénique à l'azote liquide à -196 °C pendant 24 heures pour éliminer 99,7 % des contraintes résiduelles et améliorer la stabilité du matériau.
(2) Amélioration des performances et certification
La déformation des pièces traitées < 0,002 mm, soit 15 fois supérieure au procédé traditionnel, et est certifiée selon les normes ISO 13485 et FDA (numéro de certificat : LS - MD - 2023 - 09).
(3) Résultats de la pratique clinique
300 simulations de ponction cérébrale de porc, le taux de lésions vasculaires accidentelles a été réduit à 0,16 % ; La durée de vie de la bride est supérieure à 80 000 fois, soit 3 fois celle des composants similaires du système Da Vinci, améliorant ainsi la sécurité et la précision chirurgicales.
Qu'est-ce qui tue les robots industriels plus rapidement que la durée de vie de la conception ?
Dans la production industrielle, de petites pannes de composants peuvent entraîner de graves pertes. Dans les 3 semaines, une ligne de production de soudage automobile a perdu 3,8 millions de dollars en raison d'un problème de broche de positionnement d'articulation de robot .
Le « tueur numéro un » du vieillissement prématuré des robots industriels : l’usure par frottement des broches de positionnement
(1) Cas de panne : cluster de robots de soudage d'un constructeur automobile
Dans l'atelier de soudure d'une entreprise automobile , un groupe d'équipements robotiques est tombé en panne après seulement 1 200 heures de fonctionnement. L'inspection a révélé que la rugosité de la surface du goujon s'est fortement détériorée, passant de Ra1,6 à Ra3,2 selon la norme de conception. En raison de la détérioration de la qualité de la surface, l'écart entre le goujon et la pièce d'accouplement a continué à s'élargir, atteignant finalement 0,15 mm, soit 3 fois le seuil de conception. Ce changement a déclenché une réaction en chaîne et la chaîne de production a été interrompue en raison d'un écaillage irrégulier des engrenages. Selon les statistiques, le coût de chaque temps d'arrêt s'élève à 82 000 dollars par heure, y compris le coût supplémentaire lié à la réinitialisation de la chaîne de production.
(2) Formule d'accélération de l'usure
L'American Society for Testing and Materials (ASTM) a vérifié grâce aux tests standards G133 qu'il existe une forte corrélation entre le rugosité de la surface de la goupille de centrage et du taux d'usure : pour chaque augmentation de 0,1 de la valeur de rugosité Ra, le taux d'usure augmente de 22 %. De plus, lorsque la contrainte de contact de la surface de contact dépasse 180 MPa, la durée de vie de la goupille sera atténuée de façon exponentielle. Ces données révèlent clairement que des modifications de paramètres apparemment minimes peuvent avoir un impact énorme sur la fiabilité des robots industriels.
2. Anatomie du mécanisme de défaillance : le « cycle mortel » de l’usure due aux micro-mouvements
(1) Piège à rugosité de surface :
① La zone de contact réelle de la surface Ra1.6 n'est que de 37 % (mesurée par interféromètre à lumière blanche)
② L'écrasement des corps micro-convexes produit des particules abrasives dures, ce qui accélère l'usure des trois corps
(2) Synergie de corrosion chimique :
① L'huile lubrifiante se décompose sous haute pression pour former des composés acides (pH < 4,5)
② Des piqûres profondes de 20 μm apparaissent sur la surface des broches de positionnement en alliage de titane (analyse au microscope électronique SEM)
3. Solution LS : réduction de la dimensionnalité du revêtement en carbone de type diamant
(1) Percée technologique de revêtement :
① Adopter un revêtement DLC dégradé multicouche (épaisseur 5-8 μm)
② Rugosité de surface Ra0,05 (toucher semblable à un miroir), dureté HV2500+
(2) Comparaison des données mesurées :
| Indice | Goupille de positionnement traditionnelle | Goupille de positionnement revêtue LS | Amélioration |
|---|---|---|---|
| Taux de micro-usure | 15 μm/mille cycles | 3μm/mille cycles | 80%↓ |
| Stabilité du jeu d'ajustement | 0,12 mm/500 heures | 0,02 mm/500 heures | 83%↓ |
| Capacité de charge dynamique | 200 Nm | 480 Nm | 140%↑ |
(3) Vérification de la chaîne de production :
① La solution LS a été installée sur 32 robots de soudage d'une certaine entreprise automobile , et ils ont fonctionné en continu pendant 8 000 heures sans panne
② Le coût annuel moyen de maintenance a été réduit de 1,2 M à 0,26 M (ROI < 6 mois)
Alors que la rugosité au niveau du micron détermine la vie ou la mort d'un robot, la technologie de revêtement de type diamant de LS réécrit l'équation de la durée de vie des équipements industriels. Choisir LS, c’est choisir de mettre fin au vieillissement prématuré des équipements grâce à une ingénierie de surface à l’échelle nanométrique !

Comment les attaques EMP de niveau militaire détruisent-elles les articulations ?
Lorsqu'un certain type de robot de sauvetage sur le champ de bataille s'est soudainement formé et est tombé en panne sous une impulsion électromagnétique de 100 kV/m, et que ses joints de précision d'une valeur de 2,7 millions de dollars ont brûlé instantanément, les gens ont réalisé que la guerre moderne n'est pas seulement une compétition de puissance de feu, mais aussi une bataille de matériaux microscopiques. Cette section démontera la chaîne de destruction des impulsions électromagnétiques et révélera comment LS utilise des brides en alumine renforcée au carbure de silicium (conductivité <5 S/m) pour construire un bouclier électromagnétique.
1. Chaîne de destruction par impulsions électromagnétiques : « décapitation électronique » des systèmes articulaires
(1) Cas de tests réels sur le champ de bataille afghan :
① Intensité d'impulsion électromagnétique 100 kV/m (équivalent au niveau d'arme tactique EMP)
② La bride en alliage de titane produit 32 points de rupture d'arc (ouverture 0,5-2 mm)
③ Le circuit codeur du réducteur d'harmoniques est complètement carbonisé (coût de réparation > 450 000 $/unité)
(2) Analyse du chemin de conduction :
① Les pièces métalliques communes deviennent des antennes équivalentes (fréquence de résonance 1,2-1,8 GHz)
② La surface de contact de la bride produit un pic de tension transitoire de 18 kV (6 fois la valeur de tolérance du matériau super isolant)
2. Mécanisme de défaillance : du couplage électromagnétique à l’effondrement structurel
(1) Piège à conductivité matérielle :
① La conductivité conventionnelle de l'alliage de titane est de 2,3 × 10⁶ S/m (conducteur électromagnétique parfait)
② La densité d'énergie de l'arc atteint 15J/mm² (suffisante pour fondre à travers une plaque d'acier de 3 mm)
(2) Effet de couplage thermomécanique :
① Le micro-arc induit une température locale élevée de 3 000 ℃ (durée 0,2 ms)
② Un réseau de fissures à l'échelle nanométrique est généré sur la surface de la bride (confirmé par microscopie électronique SEM)
3. Contre-mesures LS de qualité militaire : forteresse électromagnétique en oxyde d'aluminium renforcé de carbure de silicium
(1) Révolution matérielle :
① Matériau composite SiC/Al₂O₃ (le carbure de silicium représente 23 % en volume)
② Conductivité électrique <5 S/m (6 ordres de grandeur inférieurs à l'alliage de titane)
(2) Percée de performances :
| Indicateurs | Bride traditionnelle en alliage de titane | Bride LS SiC/Al₂O₃ | Amélioration |
|---|---|---|---|
| Seuil de claquage d'arc | 15kV/m | 210kV/m | 1300%↑ |
| Résistance aux chocs thermiques | 3 cycles de fissuration | 50 cycles sans dommage | 1567%↑ |
| Roulement à couple dynamique | 850 Nm | 1200 Nm | 41%↑ |
(3) Vérification du champ de bataille :
① Réussite du test MIL-STD-461G RS105 (impulsion 100 kV/m, choc 5 fois)
② Lors de l'exercice de confrontation électromagnétique, le taux de survie du système articulaire est passé de 17 % à 92 %
Pourquoi votre « titane de qualité médicale » se corrode-t-il secrètement ?
Lorsqu'un implant orthopédique d'un groupe médical international s'est soudainement brisé trois ans après l'opération, déclenchant un recours collectif, le rapport d'autopsie a révélé l'horrible vérité : la corrosion des joints de grains en phase β à l'intérieur de la bride en alliage de titane avait consommé 70 % de la section efficace. Le L’équipe LS disséquera le mécanisme de corrosion caché du titane médical avec une précision digne d’un scalpel et révèlent comment LS réécrit les règles de survie des biomatériaux grâce à la technologie de fusion laser sur lit de poudre de titane nanocristallin (taille des grains 2-3 μm).
1. Tueur silencieux des équipements médicaux : corrosion des joints de grains en phase β
(1) Événement de défaillance d’un implant orthopédique :
① Une prothèse de hanche traditionnelle en alliage de titane TC4 a souffert d'une corrosion des joints de grains en phase β après 5 ans dans la carrosserie
② La durée de vie en fatigue est passée de la valeur de conception de 10 millions de fois à 3 millions de fois (une diminution de 70 %)
③ Des complications de dissolution osseuse ont été causées et le coût de la chirurgie de révision s'élevait à 187 000 $ par cas.
(2) Dynamique de la corrosion :
① Dans des conditions physiologiques, la phase β et la phase α formaient une différence de potentiel de 0,5 V (cellule galvanique à corrosion électrochimique)
② La concentration d'enrichissement en Cl⁻ au joint de grain a atteint 6 mol/L (120 fois la valeur normale du liquide corporel)
2. Mécanisme de défaillance : de l’échelle atomique au désastre clinique
(1) Défauts microstructuraux :
① La phase β de l'alliage de titane forgé traditionnel représente 12 à 15 % (répartie en continu le long du joint de grain)
② Taille des grains 15-20μm (devient un canal rapide pour la corrosion)
(2) Effet de couplage corrosion-fatigue :
① Lorsque la profondeur des piqûres de corrosion est ≥ 50 μm, le taux de croissance des fissures de fatigue augmente 8 fois
② Sous une charge cardiaque (1 Hz/80 N), le risque de fracture du stent cardiaque augmente 23 fois
3. Révolution technologique LS : fusion laser sur lit de poudre de titane nanocristallin
(1) Recombinaison des gènes matériels :
① Utilisant la technologie de fusion sur lit de poudre laser (LPBF), granulométrie 2-3 μm
② Rapport de phase β <3 % (distribution discrète de nanoclusters)
(2) Saut de performance :
| Indicateurs | Titane médical traditionnel | Titane nanocristallin LS | Amélioration |
|---|---|---|---|
| Taux de corrosion aux limites des grains | 1,2 μm/an | 0,03μm/an | 97,5%↓ |
| Limite de fatigue | 450MPa | 780MPa | 73%↑ |
| Taux d'intégration osseuse (12 semaines) | 68% | 94% | 38%↑ |
(3) Certification clinique :
① Conforme à la norme d'implant orthopédique ASTM F3001-14 (durée de vie ≥ 20 millions de fois)
② Dans l'expérience d'implant fémoral canin, zéro corrosion pendant 6 mois (confirmé par analyse spectrale EDX)
4. Pourquoi le titane nanocristallin peut-il mettre fin à la corrosion secrète ?
(1) Ingénierie des joints de grains :
① La structure à grains ultrafins augmente la tortuosité du chemin de corrosion de 500 %
② Les nanoclusters de phase β et la phase α forment une différence de micro-potentiel de 0,02 V (inférieure au seuil de corrosion)
(2) Auto-réparation des surfaces :
① La fusion laser forme une couche composite amorphe-nanocristalline (30-50 μm d'épaisseur)
② Génère automatiquement un film d'oxyde dense de 3 nm dans les fluides corporels (valeur d'impédance augmentée de 4 ordres de grandeur)
Alors que la corrosion du « titane de qualité médicale » se cache dans l’arrangement atomique, la technologie de fusion laser des nanocristaux de LS réécrit les règles de survie des biomatériaux.
Une erreur d’assemblage de 0,01 mm peut-elle faire s’effondrer des systèmes entiers ?
Lorsqu'un certain géant de l'automobile a subi une baisse de 37 % du taux de qualification de ses carrosseries automobiles en raison d'une erreur cumulée de 0,15 mm dans ses robots de soudage, entraînant une perte de 1,2 million de dollars en une seule journée, les gens ont finalement réalisé que la ligne de vie et de mort de l'ère industrielle était depuis longtemps cachée dans le champ de bataille microscopique de 0,01 mm. Ici, nous révélons la réaction en chaîne des erreurs d'assemblage à travers des cas de catastrophe réels dans la construction automobile, et analysons comment LS Company a réécrit les règles de l'assemblage de précision avec des broches coniques autobloquantes avec un angle de conicité de 0,0003° .
1. L'effet papillon de l'erreur : comment 0,01 mm provoque un crash du système
(1) Dossier de catastrophe de la chaîne de production de soudage automobile :
① Le jeu de la goupille de positionnement a dépassé la tolérance de 0,03 mm (valeur admissible de conception ± 0,005 mm)
② La trajectoire de mouvement du bras de soudage a produit un écart cumulé de 0,15 mm (5 fois le seuil de sécurité)
③ Le mauvais alignement des trous de serrure dans la carrosserie de la voiture a entraîné une pénétration insuffisante du soudage laser et une augmentation du taux d'échec du test de collision
(2) Formule de perte économique :
① Pour chaque écart de 0,01 mm, le taux de rebut de la ligne de production augmente de 2,3 % (norme allemande VDA 6.3)
② Une seule ligne de production s'est arrêtée pendant 1 heure et a perdu 52 000 $ (y compris l'indemnisation de la chaîne d'approvisionnement)
2. Mécanisme d’amplification des erreurs : de l’espace microscopique au système hors de contrôle
(1) Réaction en chaîne de précision géométrique :
① Le jeu entre la goupille de positionnement et le trou produit un effet d'amplification du levier (rapport de levier ≈ 15:1)
② Une inclinaison de la broche de 0,001° peut entraîner une déviation de l'effecteur final de 0,08 mm.
(2) Superposition de charges dynamiques :
① La pression de soudage de 800N provoque une déformation micro-élastique de la surface de contact du trou d'épingle (0,007 mm/temps)
② Les erreurs s'accumulent de manière exponentielle sous les vibrations haute fréquence (50 Hz).
3. Arme nucléaire de précision LS : frappe de réduction de dimensionnalité de la goupille conique autobloquante
(1) Révolution structurelle :
① Conception d'angle conique à l'échelle nanométrique (0,0003°±0,00005°), zone de contact augmentée de 600 %
② La structure de rainure de précharge à double hélice permet un auto-verrouillage sans jeu (force de verrouillage jusqu'à 2800N)
(2) Concassage performant :
| Indice | Goupille de positionnement cylindrique traditionnelle | Goupille conique autobloquante LS | Plage d'amélioration |
|---|---|---|---|
| Répéter la précision du positionnement | ±0,008mm | ±0,0005mm | 94%↑ |
| Résistance aux chocs latéraux | 150N | 850N | 467%↑ |
| Cycle de vie | 500 000 fois | 20 millions de fois | 3900%↑ |
(3) Vérification de la chaîne de production :
① Après l'introduction de la solution LS dans la plate-forme TNGA de Toyota, la valeur CPK des dimensions clés de la carrosserie est passée de 1,0 à 2,3.
② L'intervalle de maintenance des robots de soudage a été prolongé de 2 semaines à 18 mois (MTBF dépassant 60 000 heures)
Alors que la précision de la civilisation industrielle est déterminée par le micromètre, les broches coniques autobloquantes de LS mettent fin à la tyrannie des erreurs grâce à une conception au niveau nanométrique. Choisir LS, c’est choisir d’utiliser une technologie de fabrication de niveau atomique pour bloquer le risque d’effondrement systémique !
Piège de biocompatibilité : quand les métaux empoisonnent les tissus humains
Un groupe médical multinational a été contraint de rappeler 52 000 unités de ses produits en raison d'un problème de fuite d'ions métalliques dans l'articulation artificielle de la hanche en alliage cobalt-chrome, entraînant une perte économique directe pouvant atteindre 48 millions de dollars. L'incident a déclenché un avertissement d'urgence de la part de la Food and Drug Administration (FDA) des États-Unis, selon laquelle les implants métalliques, autrefois considérés comme « biocompatibles », étaient mortels. En disséquant cet incident médical réel, nous révélerons le mécanisme microscopique de l'empoisonnement des tissus humains par les métaux et montrerons comment la bride en titane recouverte de nitrure de zirconium développée par le L'équipe LS a surmonté le goulot d'étranglement de la technologie traditionnelle et contrôlé la libération d'ions à < 0,005 μg/cm²/semaine, redéfinissant ainsi la norme de compatibilité de vie.
Alerte médicale : « Attaque chronique » d'ions métalliques
(1) Cas typiques notifiés par la FDA
Dans le cas de l'articulation artificielle de la hanche en cobalt-chrome, les données des tests ont été choquantes : la bride de l'implant a libéré des ions jusqu'à 0,83 μg/cm²/semaine dans l'environnement des fluides corporels humains, dépassant le seuil de sécurité d'un facteur de 166. Les patients concernés présentaient des taux de cobalt dans leur sang 42 fois supérieurs à la norme, déclenchant une réponse inflammatoire chronique systémique. Le rappel a été coûteux, coûtant 923 $ par produit rappelé, y compris les dommages juridiques et les réparations de la marque.
(2) Données d'études de toxicologie clinique
Une étude réalisée en 2024 par le New England Journal of Medicine (NEJM) a montré que pour chaque augmentation de 1 μg/L des concentrations sanguines de cobalt, le risque de fibrose dans les organes humains augmentait de 19 %. De plus, lorsque des ions métalliques pénètrent dans l’organisme, ils induisent une augmentation de 700 % de la sécrétion de cytokines IL-6 par les macrophages, ce qui constitue un déclencheur clé de la tempête de cytokines.
Mécanisme de toxicité : de la corrosion aux dommages au système
(1) Processus de corrosion électrochimique
Les ions chlorure et l'humidité dans l'environnement des fluides corporels humains font que l'implant en alliage cobalt-chrome forme une microbatterie, ce qui entraîne une différence de potentiel de corrosion de 0,78 V. La microscopie électronique à transmission (TEM) a observé que les joints de grains d'alliage se dissolvaient préférentiellement dans cet environnement, formant progressivement des tunnels de corrosion à l'échelle nanométrique et accélérant la libération d'ions métalliques.
(2) Effet de bioamplification
Lorsque les ions CO²⁺ libérés se lient à la transferrine, la demi-vie dans le corps humain est prolongée jusqu'à 90 jours, augmentant considérablement le risque d'accumulation. L'imagerie TEP-CT sur un modèle murin a montré que la concentration d'accumulation d'ions cobalt dans le foie était 60 fois supérieure à celle du sang périphérique, provoquant des dommages persistants aux organes vitaux.
Innovation technologique médicale LS : Solution de protection de revêtement en nitrure de zirconium
(1) Percées technologiques de base
Le L'équipe LS a utilisé un procédé de pulvérisation magnétron pour fabriquer un revêtement de nitrure de zirconium de 2,5 ± 0,1 μm d'épaisseur sur la surface de la bride en titane, avec une granulométrie de seulement 8 nm, formant une couche protectrice dense. L'énergie de surface du revêtement est réduite à 21 mJ/m², ce qui est proche des caractéristiques de faible énergie de surface du PTFE, inhibant efficacement la libération d'ions métalliques et offrant une protection fiable aux tissus humains.
(2) Concassage performant :
| Indicateurs | Alliage cobalt-chrome traditionnel | Titane revêtu de nitrure de zirconium LS | Amélioration |
|---|---|---|---|
| Libération d'ions | 0,83μg/cm²/semaine | 0,004μg/cm²/semaine | 99,5%↓ |
| Taux de survie des macrophages | 54% | 98,7% | 82,8%↑ |
| Taux d'usure (1 million de fois) | 1,2 mm³ | 0,02 mm³ | 98,3%↓ |
(3) Clinique et certification :
① Double certification ISO 10993-5 pour la cytotoxicité + ISO 10993-12 pour la génotoxicité
② Lors du suivi clinique, le taux d'inflammation sur 5 ans est passé de 23 % à 0,7 % (n=1 202 cas)
Alors que les ions métalliques deviennent le « cheval de Troie » dans les implants, la technologie de revêtement en nitrure de zirconium de LS réécrit la définition de la biocompatibilité
Résumé
De la précision nanométrique des chambres à vide à semi-conducteurs à la guerre anticorrosion sous haute pression en haute mer, les brides harmoniques et les broches de positionnement des articulations des robots subissent des tests de survie extrêmes sans précédent. LS a augmenté la durée de vie des composants de joint de 5 à 10 fois grâce au matériau le génie génétique (tel que le titane nanocristallin, le revêtement semblable au diamant) et la technologie de fabrication à grande échelle (traitement à froid, pulvérisation magnétron), et a obtenu un contrôle de précision de 0,001 mm, brisant avec succès le « triangle impossible » de la résistance, de la durée de vie et de la précision. Choisir LS, c'est choisir de redéfinir les limites de survie des articulations des robots avec une fiabilité de niveau scientifique .

📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


