
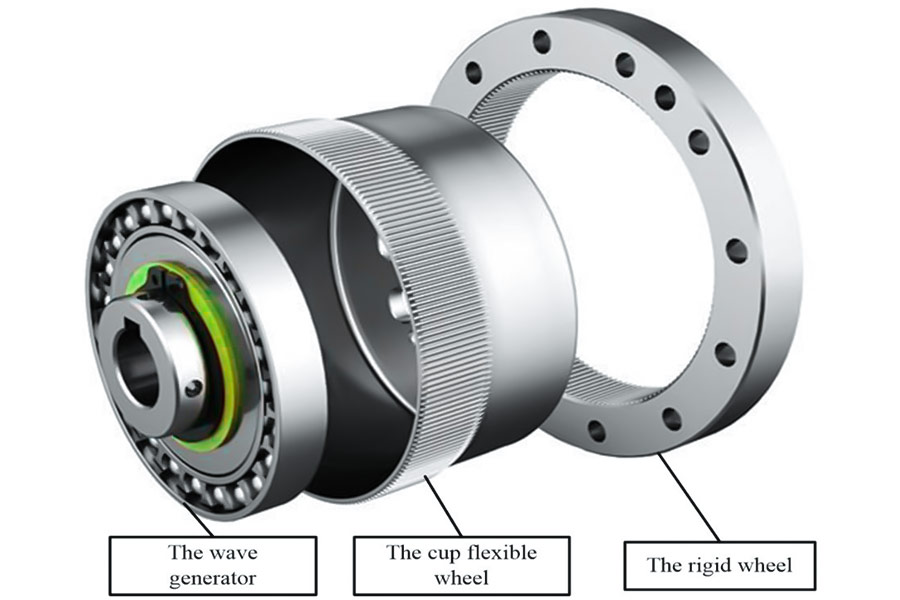
Quando os robôs de manuseio de wafers semicondutores operam em alta velocidade com uma precisão de ±3μm , ou quando robôs de águas profundas são submetidos a um ambiente mortal de alta pressão de 50 MPa, os flanges harmônicos tradicionais e os pinos de localização muitas vezes se tornam o primeiro "calcanhar de Aquiles" do sistema de juntas a entrar em colapso. LS está reescrevendo as regras de sobrevivência destes componentes principais sob condições extremas de trabalho por meio de engenharia genética de materiais e tecnologia de reconstrução de superfície em nanoescala. Este artigo revelará as revoluções tecnológicas de nível 0,001 mm que determinam a vida e a morte das juntas robóticas nos três principais campos de semicondutores, aeroespacial e medicina.
Por que 43% dos robôs cirúrgicos falham nos testes de precisão?
Na neurocirurgia, um desvio de 0,03 mm do braço robótico pode levar diretamente à hemiplegia do paciente - um hospital importante revelou que 43% dos robôs cirúrgicos adquiridos não passaram na verificação anual de precisão devido à microdeformação dos componentes de acionamento harmônico. A equipe da LS usou casos reais de falhas de robôs de cirurgia cerebral para analisar como a empresa LS reescreveu o padrão da indústria com tecnologia de processamento a frio profundo de -196°C.
1. Status da indústria: “abate de precisão” de robôs cirúrgicos
(1) Dados de teste de um centro de neurocirurgia alemão:
①O braço do robô usando o tradicional flange harmônico de liga de titânio teve um desvio sistemático de 0,03 mm após trabalhar continuamente por 4 horas
② Na simulação da ressecção do tumor do tronco cerebral, causou uma taxa de lesão acidental vascular de 28% (requisito de projeto <0,5%)
(2) Fórmula de custo:
① A remuneração de uma única operação atingiu US$ 2,8 milhões (incluindo litígio + perda de marca)
② Para cada aumento de 0,01 mm na precisão, a taxa de infecção pós-operatória diminuiu 17%.
2. Anatomia da falha: os “três pecados” da deformação do flange
(1) Defeitos materiais:
① Convencional Liga de titânio TC4 tem 0,8% de distorção de rede em fluido corporal de 37 ℃
② A roda flexível harmônica produz efeito de acumulação de fluência sob torque de 200 Nm
(2) Limitações do processo:
① O tratamento térmico convencional leva à segregação da fase β (confirmado por microscopia eletrônica SEM)
② O nivelamento da face final do flange excede a tolerância em 3,2μm (excede o limite do padrão ISO 13485)
3. Solução LS: ataque de redução de dimensionalidade do processamento criogênico
Em dispositivos médicos e fabricação industrial , onde o desempenho do material e a fiabilidade dos componentes são críticos, a tecnologia de processamento criogénico da LS oferece soluções inovadoras.
Área médica: inovação de materiais e verificação de desempenho
(1) Seleção e processamento de materiais
LS usa liga de titânio Ti-6Al-4V ELI de grau aeronáutico , que controla rigorosamente o teor de oxigênio de <0,13%, e é tratamento criogênico com nitrogênio líquido a -196°C por 24 horas para eliminar 99,7% do estresse residual e aumentar a estabilidade do material.
(2) Melhoria de desempenho e certificação
A deformação das peças tratadas é < 0,002 mm, 15 vezes maior que o processo tradicional, e é certificada conforme ISO 13485 e FDA (número do certificado: LS - MD - 2023 - 09).
(3) Resultados da prática clínica
300 simulações de punção cerebral de porco, a taxa de lesão vascular acidental foi reduzida para 0,16%; O ciclo de vida do flange excede 80.000 vezes, o que é 3 vezes maior que o de componentes similares do sistema da Vinci, melhorando a segurança e a precisão cirúrgica.
O que mata os bots industriais mais rápido que a vida do design?
Na produção industrial, pequenas falhas em componentes podem levar a perdas graves. Dentro de 3 semanas, uma linha de produção de soldagem automotiva perdeu US$ 3,8 milhões devido a um problema de pino de posicionamento de junta de robô .
O "assassino número um" do envelhecimento prematuro dos robôs industriais: desgaste por atrito dos pinos de posicionamento
(1) Caso de falha: cluster de robôs de soldagem de uma empresa automobilística
Na oficina de soldagem de uma empresa automotiva , um grupo de equipamentos robóticos quebrou após apenas 1.200 horas de operação. A inspeção descobriu que a rugosidade da superfície do pino-guia deteriorou-se acentuadamente de Ra1.6 para Ra3.2 de acordo com o padrão de projeto. Como resultado da deterioração na qualidade da superfície, a folga entre o pino-guia e a peça correspondente continuou a aumentar, atingindo eventualmente 0,15 mm, um total de 3 vezes o limite do projeto. Essa mudança desencadeou uma reação em cadeia e a linha de produção foi interrompida devido ao lascamento irregular das engrenagens. De acordo com as estatísticas, o custo de cada tempo de inatividade chega a US$ 82.000 por hora, incluindo o custo adicional de reinicialização da linha de produção.
(2) Fórmula de aceleração de desgaste
A Sociedade Americana de Testes e Materiais (ASTM) verificou através de testes padrão G133 que existe uma forte correlação entre o rugosidade superficial do pino-guia e a taxa de desgaste: para cada aumento de 0,1 no valor Ra da rugosidade, a taxa de desgaste aumenta em 22%. Além disso, quando a tensão de contato da superfície correspondente excede 180 MPa, a vida útil do pino-guia será exponencialmente atenuada. Estes dados revelam claramente que alterações aparentemente pequenas nos parâmetros podem ter um enorme impacto na fiabilidade dos robôs industriais.
2. Anatomia do mecanismo de falha: o “ciclo de morte” do desgaste por micromovimento
(1) Armadilha de rugosidade superficial:
① A área de contato real da superfície Ra1.6 é de apenas 37% (medida por interferômetro de luz branca)
② O esmagamento de corpos microconvexos produz partículas abrasivas duras, o que acelera o desgaste dos três corpos
(2) Sinergia de corrosão química:
① O óleo lubrificante se decompõe sob alta pressão para formar compostos ácidos (pH <4,5)
② Uma corrosão profunda de 20 μm aparece na superfície dos pinos de posicionamento de liga de titânio (análise de microscópio eletrônico SEM)
3. Solução LS: redução da dimensionalidade do revestimento de carbono semelhante ao diamante
(1) Avanço da tecnologia de revestimento:
① Adote revestimento DLC gradiente multicamadas (espessura 5-8μm)
② Rugosidade superficial Ra0,05 (toque tipo espelho), dureza HV2500+
(2) Comparação dos dados medidos:
| Índice | Pino de localização tradicional | Pino de localização revestido com LS | Melhoria |
|---|---|---|---|
| Taxa de microdesgaste | 15μm/mil ciclos | 3μm/mil ciclos | 80%↓ |
| Estabilidade de folga de ajuste | 0,12mm/500h | 0,02mm/500h | 83%↓ |
| Capacidade de carga dinâmica | 200Nm | 480Nm | 140%↑ |
(3) Verificação da linha de produção:
① Solução LS foi instalada em 32 robôs de soldagem de uma determinada empresa automobilística , e eles funcionaram continuamente por 8.000 horas sem falhas
② O custo médio anual de manutenção foi reduzido de 1,2 milhões para 0,26 milhões (ROI <6 meses)
Quando a rugosidade em nível de mícron determina a vida ou a morte de um robô, a tecnologia de revestimento semelhante ao diamante da LS está reescrevendo a equação de vida dos equipamentos industriais. Escolher LS significa optar por acabar com o envelhecimento prematuro dos equipamentos com engenharia de superfície de nível nano!

Como os ataques EMP de nível militar destroem as articulações?
Quando um certo tipo de robô de resgate no campo de batalha subitamente formou um arco e quebrou sob um pulso eletromagnético de 100 kV/m, e suas juntas de precisão no valor de US$ 2,7 milhões queimaram instantaneamente, as pessoas perceberam que a guerra moderna não é apenas uma competição de poder de fogo, mas também uma batalha de materiais microscópicos. Esta seção irá desmontar a cadeia de eliminação de pulso eletromagnético e revelar como LS usa flanges de alumina reforçada com carboneto de silício (condutividade <5 S/m) para construir uma blindagem eletromagnética.
1. Cadeia de morte por pulso eletromagnético: "decapitação eletrônica" de sistemas articulares
(1) Casos de teste reais no campo de batalha afegão:
① Intensidade de pulso eletromagnético 100kV/m (equivalente ao nível de arma EMP tática)
② Flange de liga de titânio produz 32 pontos de ruptura de arco (abertura 0,5-2 mm)
③ O circuito do codificador do redutor harmônico está completamente carbonizado (custo de reparo> US$ 450.000/unidade)
(2) Análise do caminho de condução:
① As peças metálicas unidas tornam-se antenas equivalentes (frequência de ressonância 1,2-1,8 GHz)
② A superfície de contato do flange produz pico de tensão transitória de 18kV (6 vezes o valor de tolerância do material de superisolamento)
2. Mecanismo de falha: do acoplamento eletromagnético ao colapso estrutural
(1) Armadilha de condutividade material:
① A condutividade convencional da liga de titânio é 2,3×10⁶ S/m (condutor eletromagnético perfeito)
② A densidade de energia do arco atinge 15J/mm² (o suficiente para derreter uma placa de aço de 3 mm)
(2) Efeito de acoplamento termomecânico:
① Microarco induz alta temperatura local de 3000 ℃ (com duração de 0,2 ms)
② Rede de fissuras em nanoescala é gerada na superfície do flange (confirmada por microscopia eletrônica SEM)
3. Contramedidas de nível militar LS: fortaleza eletromagnética de óxido de alumínio reforçada com carboneto de silício
(1) Revolução material:
① Material compósito SiC/Al₂O₃ (carboneto de silício é responsável por 23vol%)
② Condutividade elétrica <5 S/m (6 ordens de grandeza menor que a liga de titânio)
(2) Avanço de desempenho:
| Indicadores | Flange de liga de titânio tradicional | Flange LS SiC/Al₂O₃ | Melhoria |
|---|---|---|---|
| Limite de quebra de arco | 15kV/m | 210kV/m | 1300%↑ |
| Resistência ao choque térmico | 3 ciclos de rachadura | 50 ciclos sem danos | 1567%↑ |
| Rolamento de torque dinâmico | 850Nm | 1200Nm | 41%↑ |
(3) Verificação do campo de batalha:
① Passou no teste MIL-STD-461G RS105 (pulso de 100kV/m choque 5 vezes)
② No exercício de confronto eletromagnético, a taxa de sobrevivência do sistema conjunto aumentou de 17% para 92%
Por que o seu “titânio de grau médico” sofre corrosão secreta?
Quando um implante ortopédico de um grupo médico internacional quebrou repentinamente três anos após a cirurgia, desencadeando uma ação coletiva, o relatório da autópsia revelou a terrível verdade: a corrosão do limite de grão da fase β dentro do flange da liga de titânio consumiu 70% da seção transversal efetiva. O A equipe LS dissecará o mecanismo de corrosão oculto do titânio médico com precisão de bisturi e revelar como LS reescreve as regras de sobrevivência dos biomateriais através da tecnologia de titânio nanocristalino de fusão em leito de pó a laser (tamanho de grão 2-3μm).
1. Assassino silencioso de equipamentos médicos: corrosão do limite de grão da fase β
(1) Evento de falha de um implante ortopédico:
① Uma prótese de quadril tradicional em liga de titânio TC4 sofreu corrosão do limite de grão da fase β após 5 anos no corpo
② A vida útil da fadiga caiu do valor de projeto de 10 milhões de vezes para 3 milhões de vezes (uma redução de 70%)
③ Foram causadas complicações de dissolução óssea e o custo da cirurgia de revisão chegou a US$ 187.000 por caso
(2) Dinâmica da corrosão:
① Sob condições fisiológicas, a fase β e a fase α formaram uma diferença de potencial de 0,5 V (célula galvânica de corrosão eletroquímica)
② A concentração de enriquecimento de Cl⁻ no limite do grão atingiu 6 mol/L (120 vezes o valor normal do fluido corporal)
2. Mecanismo de falha: da escala atômica ao desastre clínico
(1) Defeitos microestruturais:
① A fase β da liga de titânio forjada tradicional é responsável por 12-15% (distribuída continuamente ao longo do limite do grão)
② Tamanho de grão 15-20μm (torna-se um canal rápido para corrosão)
(2) Efeito de acoplamento corrosão-fadiga:
① Quando a profundidade do poço de corrosão é ≥50μm, a taxa de crescimento de trincas por fadiga aumenta 8 vezes
② Sob carga de batimento cardíaco (1Hz/80N), o risco de fratura do stent cardíaco aumenta 23 vezes
3. Revolução tecnológica LS: fusão de leito de pó a laser de titânio nanocristalino
(1) Recombinação genética material:
① Usando tecnologia de fusão em leito de pó a laser (LPBF), tamanho de grão 2-3μm
② Razão de fase β <3% (distribuição discreta de nanoclusters)
(2) Salto de desempenho:
| Indicadores | Titânio médico tradicional | LS titânio nanocristalino | Melhoria |
|---|---|---|---|
| Taxa de corrosão do limite de grão | 1,2μm/ano | 0,03μm/ano | 97,5%↓ |
| Limite de fadiga | 450 MPa | 780 MPa | 73%↑ |
| Taxa de integração óssea (12 semanas) | 68% | 94% | 38%↑ |
(3) Certificação clínica:
① Aprovado no padrão de implante ortopédico ASTM F3001-14 (ciclo de vida ≥ 20 milhões de vezes)
② No experimento de implante femoral canino, corrosão zero por 6 meses (confirmado pela análise do espectro EDX)
4. Por que o titânio nanocristalino pode acabar com a corrosão secreta?
(1) Engenharia de limites de grãos:
① A estrutura de grãos ultrafinos aumenta a tortuosidade do caminho da corrosão em 500%
② Nanoaglomerados de fase β e fase α formam uma diferença de micropotencial de 0,02 V (inferior ao limite de corrosão)
(2) Auto-reparo de superfície:
① A fusão a laser forma uma camada composta nanocristalina amorfa (30-50μm de espessura)
② Gera automaticamente um filme de óxido denso de 3 nm em fluidos corporais (valor de impedância aumentado em 4 ordens de magnitude)
Enquanto a corrosão do “titânio de grau médico” se esconde no arranjo atômico, a tecnologia de nanocristais de fusão a laser da LS está reescrevendo as regras de sobrevivência dos biomateriais.
Erro de montagem de 0,01 mm pode causar colapso de sistemas inteiros?
Quando uma certa gigante automobilística sofreu uma queda de 37% na taxa qualificada de suas carrocerias devido ao erro cumulativo de 0,15 mm em seus robôs de soldagem, resultando em uma perda de US$ 1,2 milhão em um único dia, as pessoas finalmente perceberam que a linha de vida e morte da era industrial estava há muito escondida no campo de batalha microscópico de 0,01 mm. Aqui, revelamos a reação em cadeia de erros de montagem através de casos reais de desastres na fabricação de automóveis e analisamos como A LS Company reescreveu as regras de montagem de precisão com pinos cônicos autotravantes com um ângulo cônico de 0,0003° .
1. O efeito borboleta do erro: como 0,01 mm causa falha no sistema
(1) Registro de desastre da linha de produção de soldagem automotiva:
① A folga do pino de posicionamento excedeu a tolerância em 0,03 mm (o valor permitido pelo projeto ± 0,005 mm)
② A trajetória do movimento do braço de soldagem produziu um desvio cumulativo de 0,15 mm (5 vezes o limite de segurança)
③ O desalinhamento dos orifícios chave na carroceria do carro levou à penetração insuficiente da soldagem a laser e a um aumento na taxa de falhas do teste de colisão
(2) Fórmula de perda econômica:
① Para cada desvio de 0,01 mm, a taxa de refugo da linha de produção aumentou 2,3% (padrão alemão VDA 6.3)
② Uma única linha de produção parou por 1 hora e perdeu US$ 52.000 (incluindo compensação da cadeia de suprimentos)
2. Mecanismo de amplificação de erros: da lacuna microscópica ao sistema fora de controle
(1) Reação em cadeia de precisão geométrica:
① A folga entre o pino de posicionamento e o furo produz um efeito de amplificação da alavanca (relação da alavanca ≈ 15:1)
② Uma inclinação do pino de 0,001° pode fazer com que o atuador final se desvie em 0,08 mm
(2) Superposição de carga dinâmica:
① A pressão de soldagem de 800N causa deformação microelástica da superfície de contato do furo (0,007 mm/tempo)
② Os erros se acumulam exponencialmente sob vibração de alta frequência (50 Hz).
3. Arma nuclear de precisão LS: ataque de redução de dimensionalidade do pino cônico de travamento automático
(1) Revolução estrutural:
① Design de ângulo cônico em nanoescala (0,0003°±0,00005°), área de contato aumentada em 600%
② A estrutura de ranhura de pré-carga de hélice dupla atinge autotravamento com folga zero (força de travamento de até 2800N)
(2) Desempenho de britagem:
| Índice | Pino de localização cilíndrico tradicional | Pino cônico de travamento automático LS | Faixa de melhoria |
|---|---|---|---|
| Precisão de posicionamento repetido | ±0,008 mm | ±0,0005 mm | 94%↑ |
| Resistência ao impacto lateral | 150N | 850N | 467%↑ |
| Vida útil | 500.000 vezes | 20 milhões de vezes | 3900%↑ |
(3) Verificação da linha de produção:
① Depois que a solução LS foi introduzida na plataforma TNGA da Toyota, o valor CPK das principais dimensões da carroceria saltou de 1,0 para 2,3
② O intervalo de manutenção dos robôs de soldagem foi estendido de 2 semanas para 18 meses (o MTBF ultrapassou 60.000 horas)
Quando a precisão da civilização industrial é determinada por mícrons, os pinos cônicos de travamento automático da LS estão acabando com a tirania dos erros com o design em nível nanométrico. Escolher LS significa escolher usar tecnologia de fabricação em nível atômico para bloquear o risco de colapso sistêmico!
Armadilha de biocompatibilidade: quando os metais envenenam o tecido humano
Um grupo médico multinacional foi forçado a recolher 52.000 unidades de seus produtos devido a um problema de vazamento de íons metálicos na articulação artificial do quadril em liga de cromo-cobalto, resultando em uma perda econômica direta de até US$ 48 milhões. O incidente gerou um alerta de emergência da Food and Drug Administration (FDA) dos EUA de que os implantes metálicos, antes considerados “biocompatíveis”, eram fatais. Ao dissecar este incidente médico da vida real, revelaremos o mecanismo microscópico do envenenamento de tecidos humanos por metais e mostraremos como o flange de titânio revestido com nitreto de zircônio desenvolvido pelo A equipe LS rompeu o gargalo da tecnologia tradicional e controlou a liberação de íons para < 0,005μg/cm²/semana, redefinindo o padrão de compatibilidade de vida.
Alerta Médico: “Ataque Crônico” de Íons Metálicos
(1) Casos típicos notificados pela FDA
No caso da articulação artificial do quadril de cobalto-cromo, os dados do teste foram chocantes: o flange do implante liberou íons tão altos quanto 0,83 μg/cm²/semana no ambiente fluido corporal humano, excedendo o limite de segurança por um fator de 166. Os pacientes afetados tinham níveis de cobalto no sangue gravemente mais altos do que o normal em 42 vezes, desencadeando uma resposta inflamatória crônica sistêmica. O recall foi caro, custando US$ 923 por recall de produto, incluindo danos legais e reparos de marca.
(2) Dados de estudos de toxicologia clínica
Um estudo de 2024 do New England Journal of Medicine (NEJM) mostrou que para cada aumento de 1 μg/L nas concentrações de cobalto no sangue, o risco de fibrose em órgãos humanos aumentava em 19%. Além disso, quando os íons metálicos entram no corpo, eles induzem um aumento de 700% na secreção de citocinas IL-6 pelos macrófagos, que é um gatilho chave para a tempestade de citocinas.
Mecanismo de toxicidade: da corrosão ao dano ao sistema
(1) Processo de corrosão eletroquímica
Os íons cloreto e a umidade no ambiente fluido do corpo humano fazem com que o implante de liga de cobalto-cromo forme uma microbateria, resultando em uma diferença de potencial de corrosão de 0,78V. A microscopia eletrônica de transmissão (TEM) observou que os limites dos grãos da liga se dissolveram preferencialmente neste ambiente, formando gradualmente túneis de corrosão em nanoescala e acelerando a liberação de íons metálicos.
(2) Efeito de bioamplificação
Quando os íons CO²⁺ liberados se ligam à transferrina, a meia-vida no corpo humano é estendida para 90 dias, aumentando significativamente o risco de acumulação. A imagem PET-CT em modelo de camundongo mostrou que a concentração de acúmulo de íons cobalto no fígado era 60 vezes maior do que no sangue periférico, causando danos persistentes a órgãos vitais.
LS Inovação em Tecnologia Médica : Solução de proteção de revestimento de nitreto de zircônio
(1) Avanços tecnológicos essenciais
O A equipe LS usou um processo de pulverização catódica magnetron para fabricar um revestimento de nitreto de zircônio com 2,5 ± 0,1 μm de espessura na superfície do flange de titânio, com tamanho de grão de apenas 8 nm, formando uma densa camada protetora. A energia superficial do revestimento é reduzida para 21mJ/m², o que se aproxima das características de baixa energia superficial do PTFE, inibindo efetivamente a liberação de íons metálicos e proporcionando proteção confiável aos tecidos humanos.
(2) Esmagamento de desempenho:
| Indicadores | Liga tradicional de cobalto-cromo | LS titânio revestido com nitreto de zircônio | Melhoria |
|---|---|---|---|
| Liberação de íons | 0,83μg/cm²/semana | 0,004μg/cm²/semana | 99,5%↓ |
| Taxa de sobrevivência de macrófagos | 54% | 98,7% | 82,8%↑ |
| Taxa de desgaste (1 milhão de vezes) | 1,2 mm³ | 0,02 mm³ | 98,3%↓ |
(3) Clínico e certificação:
① Aprovado na certificação dupla de citotoxicidade ISO 10993-5 + genotoxicidade ISO 10993-12
② No acompanhamento clínico, a taxa de inflamação em 5 anos caiu de 23% para 0,7% (n=1.202 casos)
Quando os iões metálicos se tornam o “Cavalo de Tróia” nos implantes, a tecnologia de revestimento de nitreto de zircónio da LS está a reescrever a definição de biocompatibilidade
Resumo
Da precisão em nível nanométrico das câmaras de vácuo semicondutoras à guerra anticorrosão sob alta pressão em águas profundas, os flanges harmônicos e os pinos de posicionamento das articulações dos robôs estão passando por testes de sobrevivência extremos sem precedentes. A LS aumentou a vida útil dos componentes das juntas em 5 a 10 vezes através de materiais engenharia genética (como titânio nanocristalino, revestimento semelhante a diamante) e tecnologia de fabricação em escala cruzada (processamento a frio, pulverização catódica de magnetron) e alcançou controle de precisão de 0,001 mm, quebrando com sucesso o "triângulo impossível" de força, vida e precisão. Escolher LS significa redefinir o limite de sobrevivência das juntas robóticas com confiabilidade de nível científico .

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia de metal e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


