
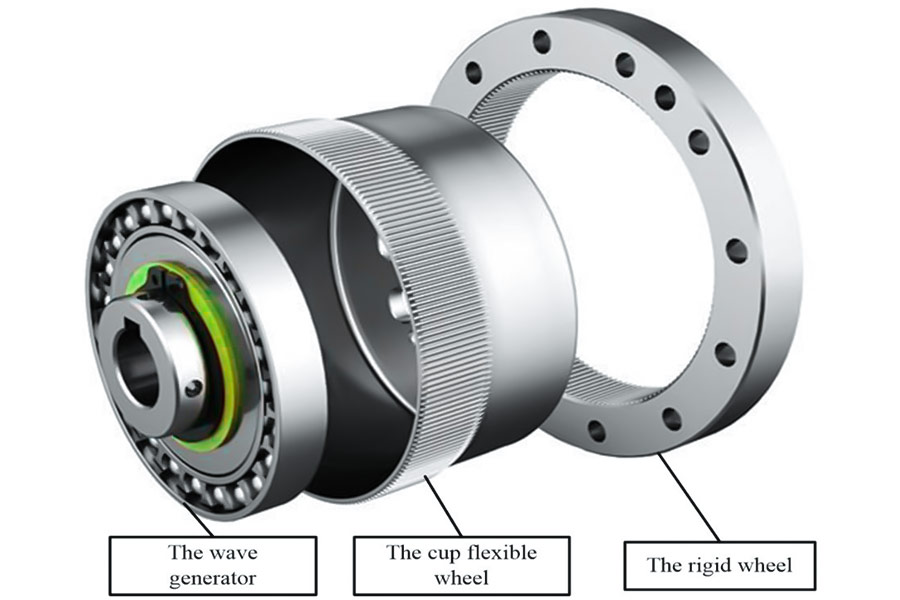
Quando i robot per la movimentazione dei wafer semiconduttori funzionano ad alta velocità con una precisione di ±3μm , o quando i robot di acque profonde sono soggetti a un ambiente mortale di alta pressione di 50 MPa, le tradizionali flange armoniche e i perni di posizionamento spesso diventano il primo "tallone d'Achille" del sistema di giunzione a collassare. LS sta riscrivendo le regole di sopravvivenza di questi componenti fondamentali in condizioni di lavoro estreme attraverso l’ingegneria genetica dei materiali e la tecnologia di ricostruzione della superficie su scala nanometrica. Questo articolo rivelerà le rivoluzioni tecnologiche di livello 0,001 mm che determinano la vita e la morte dei giunti dei robot nei tre principali campi dei semiconduttori, aerospaziale e della medicina.
Perché il 43% dei robot chirurgici non supera i test di precisione?
In neurochirurgia, una deriva di 0,03 mm del braccio robotico può portare direttamente all'emiplegia del paziente - Un importante ospedale ha rivelato che il 43% dei robot chirurgici acquistati non ha superato la verifica annuale della precisione a causa della microdeformazione dei componenti della trasmissione armonica. Il team LS ha utilizzato casi reali di fallimento di robot chirurgici al cervello per analizzare come l'azienda LS abbia riscritto lo standard del settore con la tecnologia di lavorazione a freddo profondo a -196 ℃.
1. Status del settore: "macellazione di precisione" dei robot chirurgici
(1) Dati di test di un centro di neurochirurgia tedesco:
①Il braccio del robot utilizza la tradizionale flangia armonica in lega di titanio ha avuto una deriva sistematica di 0,03 mm dopo aver lavorato ininterrottamente per 4 ore
② Nella simulazione della resezione del tumore del tronco cerebrale, ha causato un tasso di lesioni vascolari accidentali del 28% (requisito di progettazione <0,5%)
(2) Formula del costo:
① Il compenso per una singola operazione ha raggiunto i 2,8 milioni di dollari (compresi contenzioso + perdita del marchio)
② Per ogni aumento di accuratezza di 0,01 mm, il tasso di infezione postoperatoria è diminuito del 17%.
2. Anatomia del cedimento: i “tre peccati” della deformazione della flangia
(1) Difetti materiali:
① Convenzionale Lega di titanio TC4 ha una distorsione reticolare dello 0,8% nel fluido corporeo a 37 ℃
② La ruota flessibile armonica produce un effetto di accumulo di scorrimento con una coppia di 200 Nm
(2) Limitazioni del processo:
① Il trattamento termico convenzionale porta alla segregazione della fase β (confermato mediante microscopia elettronica SEM)
② La planarità della superficie finale della flangia supera la tolleranza di 3,2 μm (supera il limite standard ISO 13485)
3. Soluzione LS: riduzione dimensionale del processo criogenico
Nei dispositivi medici e nella produzione industriale , dove le prestazioni dei materiali e l'affidabilità dei componenti sono fondamentali, la tecnologia di lavorazione criogenica di LS offre soluzioni innovative.
Settore medico: innovazione dei materiali e verifica delle prestazioni
(1) Selezione e lavorazione dei materiali
LS utilizza una lega di titanio Ti-6Al-4V ELI di qualità aeronautica , che controlla rigorosamente il contenuto di ossigeno < 0,13%, ed è un trattamento criogenico con azoto liquido a -196°C per 24 ore per eliminare il 99,7% dello stress residuo e migliorare la stabilità del materiale.
(2) Miglioramento e certificazione delle prestazioni
La deformazione delle parti trattate < 0,002 mm, ovvero 15 volte superiore rispetto al processo tradizionale, ed è certificata sia secondo la norma ISO 13485 che FDA (numero certificato: LS - MD - 2023 - 09).
(3) Risultati della pratica clinica
Dopo 300 simulazioni di puntura del cervello di maiale, il tasso di lesioni vascolari accidentali è stato ridotto allo 0,16%; La durata del ciclo della flangia supera 80.000 volte, ovvero 3 volte quella di componenti simili del sistema da Vinci, migliorando la sicurezza e la precisione chirurgica.
Cosa uccide i robot industriali più velocemente della vita progettuale?
Nella produzione industriale, piccoli guasti ai componenti possono portare a gravi perdite. Entro 3 settimane, una linea di produzione di saldature automobilistiche ha perso 3,8 milioni di dollari a causa di un problema al perno di posizionamento del giunto del robot .
Il "killer numero uno" dei robot industriali invecchia prematuramente: l'usura dei perni di posizionamento
(1) Caso di guasto: cluster di robot di saldatura di un'azienda automobilistica
Nell'officina di saldatura di un'azienda automobilistica , un gruppo di apparecchiature robotiche si è rotto dopo sole 1.200 ore di funzionamento. Dall'ispezione è emerso che la rugosità superficiale della spina di centraggio è peggiorata drasticamente da Ra1,6 a Ra3,2 secondo lo standard di progettazione. Come risultato del deterioramento della qualità della superficie, lo spazio tra la spina di centraggio e la parte di accoppiamento ha continuato ad ampliarsi, raggiungendo infine 0,15 mm, ben 3 volte la soglia di progettazione. Questo cambiamento ha innescato una reazione a catena e la linea di produzione è stata interrotta a causa della scheggiatura irregolare degli ingranaggi. Secondo le statistiche, il costo di ogni fermo macchina ammonta a 82.000 dollari l’ora, compreso il costo aggiuntivo per il ripristino della linea di produzione.
(2) Formula di accelerazione dell'usura
L'American Society for Testing and Materials (ASTM) ha verificato attraverso i test standard G133 che esiste una forte correlazione tra i rugosità superficiale della spina di centraggio e del tasso di usura: per ogni aumento di 0,1 del valore di rugosità Ra, il tasso di usura aumenta del 22%. Inoltre, quando la sollecitazione di contatto della superficie di accoppiamento supera 180 MPa, la durata della spina di centraggio verrà attenuata in modo esponenziale. Questi dati rivelano chiaramente che modifiche apparentemente piccole dei parametri possono avere un enorme impatto sull’affidabilità dei robot industriali.
2. Anatomia del meccanismo di cedimento: il “ciclo mortale” dell'usura da micromovimento
(1) Trappola per la rugosità superficiale:
① L'area di contatto effettiva della superficie Ra1.6 è solo del 37% (misurata mediante interferometro a luce bianca)
② La frantumazione dei corpi micro-convessi produce particelle abrasive dure, che accelerano l'usura dei tre corpi
(2) Sinergia della corrosione chimica:
① L'olio lubrificante si decompone ad alta pressione per formare composti acidi (pH < 4,5)
② Sulla superficie dei perni di posizionamento in lega di titanio compaiono vaiolature profonde 20μm (analisi al microscopio elettronico SEM)
3. Soluzione LS: riduzione dimensionale del rivestimento in carbonio diamantato
(1) Innovazione nella tecnologia di rivestimento:
① Adotta il rivestimento DLC a gradiente multistrato (spessore 5-8μm)
② Rugosità superficiale Ra0,05 (tatto a specchio), durezza HV2500+
(2) Confronto dei dati misurati:
| Indice | Perno di posizionamento tradizionale | Perno di posizionamento rivestito in LS | Miglioramento |
|---|---|---|---|
| Tasso di microusura | 15μm/mille cicli | 3μm/mille cicli | 80%↓ |
| Stabilità del gioco di adattamento | 0,12 mm/500 ore | 0,02 mm/500 ore | 83%↓ |
| Capacità di carico dinamico | 200Nm | 480 Nm | 140%↑ |
(3) Verifica della linea di produzione:
① La soluzione LS è stata installata su 32 robot di saldatura di una certa azienda automobilistica e hanno funzionato ininterrottamente per 8.000 ore senza guasti
② Il costo medio annuo di manutenzione è stato ridotto da 1,2 milioni a 0,26 milioni (ROI < 6 mesi)
Quando la rugosità a livello di micron determina la vita o la morte di un robot, la tecnologia di rivestimento simile al diamante di LS sta riscrivendo l'equazione della vita delle apparecchiature industriali. Scegliere LS significa scegliere di porre fine all'invecchiamento precoce delle apparecchiature con un'ingegneria superficiale a livello nanometrico!

In che modo gli attacchi EMP di livello militare distruggono le articolazioni?
Quando un certo tipo di robot di salvataggio sul campo di battaglia improvvisamente si è formato un arco e si è rotto sotto un impulso elettromagnetico di 100 kV/m, e i suoi giunti di precisione del valore di 2,7 milioni di dollari si sono bruciati all’istante, le persone hanno capito che la guerra moderna non è solo una competizione di potenza di fuoco, ma anche una battaglia di materiali microscopici. Questa sezione smantellerà la catena di morte degli impulsi elettromagnetici e rivelerà come LS utilizza flange in allumina rinforzata con carburo di silicio (conduttività <5 S/m) per costruire uno schermo elettromagnetico.
1. Catena di uccisione degli impulsi elettromagnetici: "decapitazione elettronica" di sistemi articolari
(1) Casi di prova reali sul campo di battaglia afghano:
① Intensità dell'impulso elettromagnetico 100 kV/m (equivalente al livello dell'arma tattica EMP)
② La flangia in lega di titanio produce 32 punti di rottura dell'arco (apertura 0,5-2 mm)
③ Il circuito dell'encoder del riduttore armonico è completamente carbonizzato (costo di riparazione > $ 450.000/unità)
(2) Analisi del percorso di conduzione:
① Le parti metalliche unite diventano antenne equivalenti (frequenza di risonanza 1,2-1,8 GHz)
② La superficie di contatto della flangia produce un picco di tensione transitoria di 18 kV (6 volte il valore di tolleranza del materiale super isolante)
2. Meccanismo di guasto: dall'accoppiamento elettromagnetico al collasso strutturale
(1) Trappola per conduttività del materiale:
① La conduttività convenzionale della lega di titanio è 2,3×10⁶ S/m (conduttore elettromagnetico perfetto)
② La densità di energia dell'arco raggiunge 15J/mm² (sufficiente per fondere una piastra di acciaio da 3 mm)
(2) Effetto di accoppiamento termo-meccanico:
① Il microarco induce un'elevata temperatura locale di 3000 ℃ (durata 0,2 ms)
② Sulla superficie della flangia viene generata una rete di crepe su scala nanometrica (confermato dalla microscopia elettronica SEM)
3. Contromisure di livello militare LS: fortezza elettromagnetica in ossido di alluminio rinforzato con carburo di silicio
(1) Rivoluzione materiale:
① Materiale composito SiC/Al₂O₃ (il carburo di silicio rappresenta il 23% in volume)
② Conduttività elettrica <5 S/m (6 ordini di grandezza inferiore alla lega di titanio)
(2) Innovazione prestazionale:
| Indicatori | Flangia tradizionale in lega di titanio | Flangia LS SiC/Al₂O₃ | Miglioramento |
|---|---|---|---|
| Soglia di rottura dell'arco | 15 kV/m | 210 kV/m | 1300%↑ |
| Resistenza agli shock termici | 3 cicli di cracking | 50 cicli senza danni | 1567%↑ |
| Cuscinetto di coppia dinamica | 850 Nm | 1200 Nm | 41%↑ |
(3) Verifica sul campo di battaglia:
① Superato il test MIL-STD-461G RS105 (impulso 100 kV/m 5 volte shock)
② Nell'esercizio di confronto elettromagnetico, il tasso di sopravvivenza del sistema articolare è aumentato dal 17% al 92%
Perché il tuo “titanio di grado medico” si corrode segretamente?
Quando un impianto ortopedico di un gruppo medico internazionale si ruppe improvvisamente tre anni dopo l’intervento chirurgico, innescando un’azione legale collettiva, il rapporto dell’autopsia rivelò l’orribile verità: la corrosione dei bordi dei grani in fase β all’interno della flangia in lega di titanio aveva consumato il 70% della sezione trasversale effettiva. IL Il team LS analizzerà il meccanismo nascosto di corrosione del titanio medico con una precisione a livello di bisturi e rivelare come LS riscrive le regole di sopravvivenza dei biomateriali attraverso la tecnologia di fusione del letto di polvere laser al titanio nanocristallino (dimensione del grano 2-3μm).
1. Killer silenzioso delle apparecchiature mediche: corrosione dei bordi dei grani in fase β
(1) Evento di guasto di un impianto ortopedico:
① Una protesi d'anca tradizionale in lega di titanio TC4 soffriva di corrosione del bordo grano in fase β dopo 5 anni nella carrozzeria
② La durata a fatica è scesa dal valore di progetto di 10 milioni di volte a 3 milioni di volte (una diminuzione del 70%)
③ Sono state causate complicazioni legate alla dissoluzione ossea e il costo dell'intervento di revisione è stato pari a $ 187.000 per caso
(2) Dinamica della corrosione:
① In condizioni fisiologiche, la fase β e la fase α formavano una differenza di potenziale di 0,5 V (cella galvanica a corrosione elettrochimica)
② La concentrazione di arricchimento Cl⁻ al confine del grano ha raggiunto 6 mol/L (120 volte il valore normale del fluido corporeo)
2. Meccanismo di fallimento: dalla scala atomica al disastro clinico
(1) Difetti microstrutturali:
① La fase β della tradizionale lega di titanio forgiato rappresenta il 12-15% (distribuita continuamente lungo il bordo del grano)
② Granulometria 15-20μm (diventa un canale veloce per la corrosione)
(2) Effetto di accoppiamento corrosione-fatica:
① Quando la profondità del pozzo di corrosione è ≥ 50μm, il tasso di crescita delle cricche da fatica aumenta di 8 volte
② Sotto carico del battito cardiaco (1 Hz/80 N), il rischio di frattura dello stent cardiaco aumenta di 23 volte
3. Rivoluzione tecnologica LS: fusione laser a letto di polvere di titanio nanocristallino
(1) Ricombinazione del gene materiale:
① Utilizzando la tecnologia di fusione laser a letto di polvere (LPBF), granulometria 2-3μm
② Rapporto di fase β <3% (distribuzione discreta dei nanocluster)
(2) Salto di prestazione:
| Indicatori | Titanio medico tradizionale | Titanio nanocristallino LS | Miglioramento |
|---|---|---|---|
| Velocità di corrosione del bordo del grano | 1,2μm/anno | 0,03μm/anno | 97,5%↓ |
| Limite di fatica | 450MPa | 780MPa | 73%↑ |
| Tasso di integrazione ossea (12 settimane) | 68% | 94% | 38%↑ |
(3) Certificazione clinica:
① Standard per impianti ortopedici ASTM F3001-14 superato (durata del ciclo ≥ 20 milioni di volte)
② Nell'esperimento sull'impianto femorale canino, corrosione zero per 6 mesi (confermato dall'analisi dello spettro EDX)
4. Perché il titanio nanocristallino può porre fine alla corrosione segreta?
(1) Ingegneria dei bordi di grano:
① La struttura a grana ultrafine aumenta la tortuosità del percorso di corrosione del 500%
② I nanocluster della fase β e la fase α formano una differenza di micropotenziale di 0,02 V (inferiore alla soglia di corrosione)
(2) Autoriparazione della superficie:
① La fusione laser forma uno strato composito amorfo-nanocristallino (spessore 30-50μm)
② Genera automaticamente una pellicola di ossido denso di 3 nm nei fluidi corporei (valore di impedenza aumentato di 4 ordini di grandezza)
Mentre la corrosione del "titanio di grado medico" si nasconde nella disposizione atomica, la tecnologia dei nanocristalli di fusione laser di LS sta riscrivendo le regole di sopravvivenza dei biomateriali.
Un errore di assemblaggio di 0,01 mm può far crollare interi sistemi?
Quando un certo gigante automobilistico ha subito un calo del 37% nel tasso di qualificazione delle sue carrozzerie a causa dell’errore cumulativo di 0,15 mm nei suoi robot di saldatura, con una conseguente perdita di 1,2 milioni di dollari in un solo giorno, le persone hanno finalmente capito che la linea di vita e di morte dell’era industriale è stata a lungo nascosta nel microscopico campo di battaglia di 0,01 mm. Qui riveliamo la reazione a catena degli errori di assemblaggio attraverso casi di catastrofi reali nella produzione automobilistica e analizziamo come LS Company ha riscritto le regole dell'assemblaggio di precisione con perni conici autobloccanti con angolo di conicità di 0,0003° .
1. L'effetto farfalla dell'errore: come 0,01 mm causano il crash del sistema
(1) Record di disastri della linea di produzione di saldatura di automobili:
① Il gioco del perno di posizionamento supera la tolleranza di 0,03 mm (il valore consentito di progettazione ± 0,005 mm)
② La traiettoria del movimento del braccio di saldatura ha prodotto una deviazione cumulativa di 0,15 mm (5 volte la soglia di sicurezza)
③ Il disallineamento dei fori della serratura nella carrozzeria dell'auto ha comportato un'insufficiente penetrazione della saldatura laser e un aumento del tasso di fallimento del test di collisione
(2) Formula della perdita economica:
① Per ogni deviazione di 0,01 mm, il tasso di scarto della linea di produzione è aumentato del 2,3% (standard tedesco VDA 6.3)
② Una singola linea di produzione si è fermata per 1 ora e ha perso $ 52.000 (inclusa la compensazione della catena di fornitura)
2. Meccanismo di amplificazione dell'errore: da gap microscopico a sistema fuori controllo
(1) Reazione a catena di precisione geometrica:
① La distanza tra il perno di posizionamento e il foro produce un effetto di amplificazione della leva (rapporto di leva ≈ 15:1)
② Un'inclinazione del perno di 0,001° può causare una deviazione dell'effettore finale di 0,08 mm
(2) Sovrapposizione del carico dinamico:
① La pressione di saldatura di 800 N provoca una deformazione microelastica della superficie di contatto del foro stenopeico (0,007 mm/tempo)
② Gli errori si accumulano in modo esponenziale in caso di vibrazioni ad alta frequenza (50 Hz).
3. Arma nucleare di precisione LS: colpo di riduzione dimensionale del perno conico autobloccante
(1) Rivoluzione strutturale:
① Design con angolo conico su scala nanometrica (0,0003°±0,00005°), area di contatto aumentata del 600%
② La struttura della scanalatura di precarico a doppia elica garantisce un autobloccaggio a gioco zero (forza di bloccaggio fino a 2800 N)
(2) Frantumazione delle prestazioni:
| Indice | Perno di posizionamento cilindrico tradizionale | Perno conico autobloccante LS | Gamma di miglioramento |
|---|---|---|---|
| Ripeti la precisione di posizionamento | ±0,008 mm | ±0,0005 mm | 94%↑ |
| Resistenza agli urti laterali | 150N | 850 N | 467%↑ |
| Ciclo vitale | 500.000 volte | 20 milioni di volte | 3900%↑ |
(3) Verifica della linea di produzione:
① Dopo l'introduzione della soluzione LS nella piattaforma TNGA di Toyota, il valore CPK delle principali dimensioni della carrozzeria è passato da 1,0 a 2,3
② L'intervallo di manutenzione dei robot di saldatura è stato esteso da 2 settimane a 18 mesi (l'MTBF ha superato le 60.000 ore)
Quando la precisione della civiltà industriale è determinata dai micron, i perni conici autobloccanti di LS stanno mettendo fine alla tirannia degli errori con una progettazione a livello nanometrico. Scegliere LS significa scegliere di utilizzare la tecnologia di produzione a livello atomico per bloccare il rischio di collasso sistemico!
Trappola della biocompatibilità: quando i metalli avvelenano i tessuti umani
Un gruppo medico multinazionale è stato costretto a richiamare 52.000 unità dei suoi prodotti a causa di un problema di perdita di ioni metallici nell'articolazione dell'anca artificiale in lega di cobalto-cromo, con conseguente perdita economica diretta fino a 48 milioni di dollari. L’incidente ha scatenato un avvertimento di emergenza da parte della Food and Drug Administration (FDA) statunitense secondo cui le protesi metalliche, una volta ritenute “biocompatibili”, erano fatali. Analizzando questo incidente medico reale, riveleremo il meccanismo microscopico dell'avvelenamento da metalli dei tessuti umani e mostreremo come la flangia in titanio rivestita in nitruro di zirconio sviluppata dalla Il team LS ha superato il collo di bottiglia della tecnologia tradizionale e ha controllato il rilascio di ioni a < 0,005μg/cm²/settimana, ridefinendo lo standard di compatibilità vitale.
Avviso medico: "Attacco cronico" di ioni metallici
(1) Casi tipici notificati dalla FDA
Nel caso dell’articolazione dell’anca artificiale in cromo-cobalto, i dati del test sono stati scioccanti: la flangia dell’impianto ha rilasciato ioni fino a 0,83 μg/cm²/settimana nell’ambiente fluido del corpo umano, superando la soglia di sicurezza di un fattore 166. I pazienti affetti presentavano livelli di cobalto nel sangue molto più elevati di 42 volte rispetto alla norma, innescando una risposta infiammatoria cronica sistemica. Il richiamo è stato costoso, costando 923 dollari per prodotto ritirato, compresi danni legali e riparazioni del marchio.
(2) Dati di studi di tossicologia clinica
Uno studio del 2024 del New England Journal of Medicine (NEJM) ha dimostrato che per ogni aumento di 1μg/L delle concentrazioni di cobalto nel sangue, il rischio di fibrosi negli organi umani aumenta del 19%. Inoltre, quando gli ioni metallici entrano nel corpo, inducono un aumento del 700% nella secrezione di citochine IL-6 da parte dei macrofagi, che è un fattore chiave per la tempesta di citochine.
Meccanismi di tossicità: dalla corrosione al danneggiamento del sistema
(1) Processo di corrosione elettrochimica
Gli ioni di cloruro e l'umidità nell'ambiente dei fluidi del corpo umano fanno sì che l'impianto in lega di cobalto-cromo formi una microbatteria, con conseguente differenza di potenziale di corrosione di 0,78 V. La microscopia elettronica a trasmissione (TEM) ha osservato che i bordi dei grani della lega si dissolvono preferenzialmente in questo ambiente, formando gradualmente tunnel di corrosione su scala nanometrica e accelerando il rilascio di ioni metallici.
(2) Effetto di biomagnificazione
Quando gli ioni CO²⁺ rilasciati si legano alla transferrina, l’emivita nel corpo umano viene estesa a 90 giorni, aumentando significativamente il rischio di accumulo. L’imaging PET-CT in un modello murino ha mostrato che la concentrazione di accumulo di ioni cobalto nel fegato era 60 volte superiore a quella nel sangue periferico, causando danni persistenti agli organi vitali.
Innovazione tecnologica medica LS : Soluzione protettiva per rivestimento in nitruro di zirconio
(1) Scoperte tecnologiche fondamentali
IL Il team LS ha utilizzato un processo di sputtering con magnetron per fabbricare un rivestimento di nitruro di zirconio spesso 2,5±0,1μm sulla superficie della flangia in titanio, con una granulometria di soli 8nm, formando un denso strato protettivo. L'energia superficiale del rivestimento è ridotta a 21 mJ/m², un valore prossimo alle caratteristiche di bassa energia superficiale del PTFE, inibendo efficacemente il rilascio di ioni metallici e fornendo una protezione affidabile per i tessuti umani.
(2) Schiacciamento delle prestazioni:
| Indicatori | Lega tradizionale di cobalto-cromo | Titanio rivestito in nitruro di zirconio LS | Miglioramento |
|---|---|---|---|
| Rilascio di ioni | 0,83μg/cm²/settimana | 0,004μg/cm²/settimana | 99,5%↓ |
| Tasso di sopravvivenza dei macrofagi | 54% | 98,7% | 82,8%↑ |
| Tasso di usura (1 milione di volte) | 1,2 mm³ | 0,02 mm³ | 98,3%↓ |
(3) Clinica e certificazione:
① Doppia certificazione ISO 10993-5 per citotossicità + ISO 10993-12 per genotossicità
② Nel follow-up clinico, il tasso di infiammazione a 5 anni è sceso dal 23% allo 0,7% (n=1.202 casi)
Quando gli ioni metallici diventano il "cavallo di Troia" negli impianti, la tecnologia di rivestimento in nitruro di zirconio di LS sta riscrivendo la definizione di biocompatibilità
Riepilogo
Dalla precisione a livello nanometrico delle camere a vuoto dei semiconduttori alla guerra anticorrosione ad alta pressione nelle profondità marine, le flange armoniche e i perni di posizionamento dei giunti dei robot stanno sperimentando test di sopravvivenza estremi senza precedenti. LS ha aumentato la durata dei componenti dei giunti di 5-10 volte attraverso il materiale l'ingegneria genetica (come il titanio nanocristallino, rivestimento simile al diamante) e la tecnologia di produzione su scala trasversale (lavorazione a freddo, sputtering di magnetron) e hanno raggiunto un controllo di precisione di 0,001 mm, rompendo con successo il "triangolo impossibile" di forza, vita e precisione. Scegliere LS significa scegliere di ridefinire il confine di sopravvivenza dei giunti robotici con un’affidabilità di livello scientifico .

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio dei metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


