
Präzisions-Laserschneidservice für Federstahl ist ein temperaturgesteuerter Schneidprozess im Mikrometerbereich, hauptsächlich für Flachfedern. Es eliminiert vollständig die Probleme der Branche, die sich aus der herkömmlichen Verarbeitung ergeben, wie z. B. Hitzeschäden, Mikrorisse und Elastizitätsversagen. Es ist in der Lage, die Wärmeeinflusszone strikt auf 20 μm zu begrenzen und so eine Maßtoleranz von 0,01 mm zu erreichen. Gleichzeitig bleiben die mechanischen Eigenschaften des Federstahls in vollem Umfang erhalten. In der globalen Präzisionsfertigung werden kundenspezifische Flachfedern mit sehr präzisem Rückprall und guter Ermüdungslebensdauer bereitgestellt. Gleichzeitig leiden viele Käufer unter einem Mangel an Teilen und Ausfallzeiten der Ausrüstung aufgrund mangelhafter Schneidprozesse.
Federstahl ist ein Metall, das äußerst temperaturempfindlich ist. Herkömmliches Hochtemperatur-Laserschneiden kann zu Veränderungen in der metallografischen Struktur des Materials führen. LS Manufacturing bewältigt das Problem durch ein proprietäres Prozesssystem und stellt sicher, dass die Federn bei zyklischer Hochfrequenznutzung stabil bleiben.

Schneller Überblick über Kernprozesse für den Präzisions-Laserschneidservice für Federn
In diesem Kapitel werden die wichtigsten Prozessstandards und -funktionen für das Laserschneiden von Federstahl zusammengefasst. Dies erleichtert dem Einkaufspersonal die schnelle Identifizierung der wichtigsten Verarbeitungsanforderungen und beugt ihnen vor häufigen Verarbeitungsqualitätsproblemen vor.
| Prozessdimensionen | Kerntechnische Standards | Unerwünschte Folgen | Kernvorteile für Kunden |
| Wärmeeinflusszone (HAZ)-Steuerung | ≤20μm | Materialentkohlung, Ermüdungsbruch | Verlängerte Lebensdauer des Federzyklus |
| Zusätzliche Gasspezifikationen | Stickstoffreinheit ≥99,999 %, Druck 1,6–2,0 MPa | Oxidation der Schneide, keine anschließende Galvanisierung möglich. | Entfällt der sekundäre Beizprozess, verkürzt die Lieferzeit. |
| Prozess zum Stressabbau | Tempern bei 250°C-350°C für 30-60 Minuten | Eigenspannungskonzentration, Entstehung von Mikrorissen. | Stellt die ursprüngliche Ermüdungsfestigkeit der Feder wieder her. |
| Oberflächenrauheit | Ra 0,4μm – Ra 0,8μm | Kantenschlackenbildung, Spannungskonzentrationsbruch. | Kein Nachschleifen erforderlich, kein Sekundärschaden. |
| Abmessungstoleranz | Stabil ±0,01 mm | Montageabweichung, übermäßiger Elastizitätsfehler. | Anpassung an hochpräzise Gerätemontagestandards. |
Wichtige Erkenntnisse:
- Wärmemanagement ist ein entscheidender Faktor: Um lokale Entkohlungsfehler von Federstahlkanten zu vermeiden, sollte die Wärmeeinflusszone (HAZ) mithilfe eines gepulsten Lasers auf 20 μm kontrolliert werden.
- Hauptgasauswahl: Hochdruck-Stickstoffgas mit einer Reinheit von 99,999 % ist die einzige Option, die verwendet werden kann, um eine Oxidation des Schnitts beim Schneiden von Federstahl aus Edelstahl 17-7PH oder 301 zu vermeiden.
- Stressabbau ist ein Muss: Die beim Laserschneiden entstehende Restspannung sollte durch Entspannungsanlassen bei 250 - 350 °C entfernt werden, damit die Ermüdungslebensdauer der Flachfeder wiederhergestellt werden kann.
- Entscheidungskriterien: Suchen Sie nach Lieferanten, die zur DFM-Zeichnungsdesignoptimierung fähig sind, über eine Online-SPC-Abmessungsüberwachung verfügen und rückverfolgbare Härteprüfberichte bereitstellen.
Warum sollten Sie dem Präzisions-Laserschneidservice und der Kompetenz in der Herstellung von Federstahl von LS Manufacturing vertrauen?
Unser Team verfügt über umfangreiche Erfahrung in der Bearbeitung von Federn und kann verschiedene Probleme beim Schneiden von Federstahl genau lösen. Durch unser Fachwissen können wir Federn herstellen, die die Standardanforderungen der höchsten industriellen Fertigung erfüllen. Indirekte Tests zum Schneiden von Federstahl verschiedener Marken ergaben, dass mehr als 90 % der Federausfälle eher auf das Fehlen ordnungsgemäß kontrollierter Prozessparameter als auf Probleme mit den Rohmaterialien zurückzuführen sind.
Wir wenden das bestehende IATF 16949-Qualitätskontrollsystem für die Massenproduktion an, das eine vollständige Rückverfolgbarkeit der Prozessparameter ermöglicht. Normale Hersteller, die sich nur um die Maßhaltigkeit kümmern, wären blind dafür, dass Veränderungen in der metallografischen Struktur oft Ermüdung bedeuten. Unsere Temperaturregulierungsmethode im sehr kleinen Maßstab kann die Lebensdauer von Federn wirklich verdoppeln. Ein hochwertiger Präzisions-Laserschneidservice ist die Grundlage für die Gewährleistung der Produktstabilität.
Unsere Arbeit entspricht dem ASTM A689-25-Standard für die Verarbeitung von Federstahl. Mit unseren selbst entwickelten Werkzeugen und unserem exklusiven Parametersystem helfen wir der Industrie dabei, Probleme wie Verformung dünner Bleche und Schlackenanhaftungen auf dicken Materialien zu beseitigen und gleichzeitig auf Präzision, Haltbarkeit und Kosteneffizienz zu achten. Unser fachmännischer Laserschneidservice für Federstahl eignet sich ideal für anspruchsvolle Anwendungen in der Medizin sowie in der Luft- und Raumfahrt und ist in der Lage, die Produktionsanforderungen von Federn aus einer Vielzahl von Rohmaterialien zu erfüllen.
Möchten Sie schnell die Machbarkeit Ihrer Federverarbeitungslösung überprüfen? Senden Sie Ihre Zeichnungen jederzeit, um eine kostenlose, maßgeschneiderte DFM-Optimierungsanalyse zu erhalten, die Verarbeitungsrisiken präzise vermeidet und den F&E-Zyklus verkürzt.

Warum beeinträchtigt Hitze Ihren Präzisions-Laserschneidservice für Federstahlkomponenten?
Das Hauptproblem beim Laserschneiden von Federstahl ist die Kantenhärtung oder lokale Entkohlung, was im Wesentlichen die Folge zu hoher Hitzeeinwirkung ist. LS Manufacturing verwendet sehr kurzpulsige Faserlaser, die nicht nur die Wärmeeinflusszone (HAZ) auf wenige Mikrometer minimieren, sondern auch eine Verschlechterung der mechanischen Eigenschaften des Materials perfekt verhindern. Dadurch ist gewährleistet, dass die Federn auch bei längerem, hochfrequentem Einsatz ihre Rückprallstabilität behalten. Dies ist die wesentliche Technologie für hochwertiges Laserschneiden von Federstahl.
Materialmetallografische Veränderungen durch hohe Temperaturen
Langfristiger Betrieb von Hochfrequenzfedern erhöht das Auftreten von Materialfehlern. Wärmekontrolle beim Laserschneiden ist die Grundlage für die Vermeidung von Materialschäden. In dem Moment, in dem die Temperatur des Laserstrahls ihren Höhepunkt erreicht, kann die Temperatur an der Kante des Federstahls die Austenitisierungstemperatur erreichen. In diesem Fall bildet sich nach dem Abkühlen das Martensitgefüge, das sehr hart und spröde ist.
Darüber hinaus kann die vom Strahl erzeugte Wärme zu Kohlenstoffverlusten führen, was wiederum zur Bildung von entkohlten Zonen führt, die die Ermüdungsgrenze der Flachfeder verringern, sodass dieser Teil bei zyklischer Beanspruchung schneller bricht.
Aus diesem Grund mag eine mit einem normalen Laser geschnittene Feder hinsichtlich der Abmessungen vollkommen in Ordnung erscheinen, aber die innere Struktur ist beeinträchtigt und die Feder kann nicht über einen längeren Zeitraum stabil funktionieren.
Lösung zur Optimierung der Schneidparameter bei niedrigen Temperaturen
Wir haben einen völlig neuen Parametersatz für das Kaltschneiden entwickelt, um thermische Schäden zu beheben. Laserschneidkornoptimierung kann verwendet werden, um die Mikrostruktur der Schnittkante zu verbessern. Die spezifischen Kontrollstandards sind:
- Der Pulsfrequenzbereich ist gesperrt und wird stabil zwischen 2000 Hz und 3500 Hz gesteuert, wodurch die Menge an Wärmeenergie pro Laserpuls erheblich reduziert wird.
- Die Verwendung eines Eingabemodus mit extrem niedriger Linienenergie verhindert, dass die Kantenkörnung zu groß wird.
- Die sofortige Luftstromspülung ist so koordiniert, dass Restwärme sehr effizient von der Schnittkante abgeleitet wird.
Im Vergleich zur herkömmlichen kontinuierlichen Laserbearbeitung ist diese Technik in der Lage, die mechanischen Eigenschaften des Rohmaterials weitestgehend zu erhalten, was physikalisch strukturell die Ermüdungsfestigkeit der Feder gewährleistet und gleichzeitig die thermischen Schäden, die herkömmlichem lasergeschnittenem Federstahl innewohnen, vollständig eliminiert.
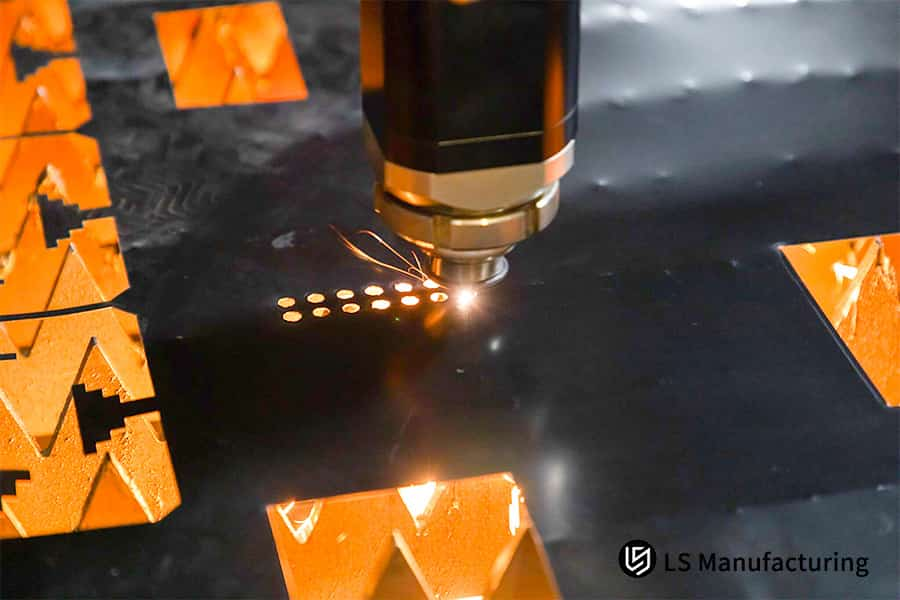
Abbildung 1: Eine Nahaufnahme des Laserschneidens von Federstahl, die Funken und Wärmeentwicklung zeigt.
Wie kann ein kundenspezifischer Flachfeder-Laserservice Mikrorisse und Ermüdungsversagen im Material verhindern?
Die Vermeidung von Mikrorissen und Ermüdungsversagen hängt hauptsächlich von einer gründlichen Überarbeitung des Designs des Laserschneid-Startpunkts und der Paarung der Kantenschneidgeschwindigkeit ab. Durch die präzise Anpassung des dynamischen Gleichgewichts zwischen der Strahlwellenform und dem Laserschmelzbad sorgen wir für glatte Schnittkanten ohne mikroskopische Risse und verlängern so die Produktlebensdauer. Dies ist der Kernprozessstandard für hochwertige individueller Flachfeder-Laserservice.
Optimierter Schneidprozess zur Vermeidung von Rissbildung
Direkt beeinflusst präzise Federschnittausrichtung die Qualität des Schnitts. Ein wesentlicher Aspekt der Präzisionsbearbeitung von Federn ist die Vermeidung von Rissen beim Laserschneiden. Es ist bekannt, dass vertikale Perforationsmethoden eine höhere thermische Belastung an der Stelle verursachen, was zu dauerhaften Mikrorissbildungen führt. Aus diesem Grund verwenden wir in jeder Phase ein funktionierendes progressives bogenförmiges Schneidverfahren und in Kombination mit der frequenzmodulierten Pulstechnologie, um lokalisierte Wärmeansammlungen zu zerstreuen und Rissbildung an der Quelle zu verhindern.
Präzise Standards zur Schnittgeschwindigkeitskontrolle
Ein Hauptgrund für Schlackenbildung und Rissbildung sowie ein Ungleichgewicht bei der Schnittgeschwindigkeit. Die Kalibrierung der Laserschneidgeschwindigkeit sichert die Prozessbedingungen und legt außerdem strenge Geschwindigkeitsnormen für Federn unterschiedlicher Dicke fest. Hauptkontrollpunkte sind:
- Dämpfungsfeder mit einer Dicke von 0,5 mm: Festgelegt in einem konstanten Schnittgeschwindigkeitsbereich von 4,5 m/min bis 5,2 m/min.
- Das Laufen mit einer übermäßig hohen Geschwindigkeit führt zu einem allmählichen Wärmestau, der zu einer Materialerweichung während des Glühens führt.
- Außergewöhnliche Geschwindigkeit führt zu Schlackenbildung am unteren Rand, Spannungskonzentration führt zum Bruch.
Durch die strikte Einhaltung des Parameters können wir die Rauheit der Schnittoberfläche konstant bei Ra 0,4 μm – Ra 0,8 μm halten, einen Schnitt, der frei von mikroskopischen Fehlern ist. Somit entspricht es vollständig den Qualitätsstandards des hochpräzisen Laserschneidens von Federn.
Wenn Sie bei der Auswahl der Schnittparameter, die einer bestimmten Federstärke entsprechen, ganz genau vorgehen möchten, können Sie jederzeit unsere Experten um eine kostenlose Kostenschätzung für den Bearbeitungsprozess bitten, d. h. eine gute Balance zwischen höchster Qualität und angemessenem Preis-Leistungs-Verhältnis.
Welche Parameter gewährleisten ein hochpräzises Federlaserschneiden für dünnwandige Materialien?
Das Laserschneiden extrem dünner Federstahlbleche mit ultrahoher Genauigkeit (0,1 mm - 1,0 mm) erfordert die Verwendung äußerst kleiner fokussierter Laserpunkte und sehr strenger Vorrichtungskriteriena. LS Manufacturing verwendet einen ultrafeinen Strahlbrennfleck von 20 μm und eine Vakuumadsorptionsplattform, um jegliche Verformung dünner Blechwerkstücke zu verhindern. Dadurch wird problemlos eine ultrahohe Maßgenauigkeit von 0,01 mm erreicht, was ein perfektes Beispiel für hoch ist Präzisionsfederlaserschneiden Prozessstandards.
Kernlaserstrahlparameterkonfiguration
Die Laserfokussierung auf dünne Bleche ist der Schlüssel zur Genauigkeit der Dünnblechbearbeitung. Für die Bearbeitung von ultradünnem Federstahl, z.B. Mit 0,2 mm hochpräzisen Membranfedern greifen wir auf exklusive Strahlparameter zurück: Strahlqualitätsfaktor M1,1, kombiniert mit einer Fokussierlinsenbrennweite von 50 mm, wodurch ein sehr feiner Laserpunkt erzeugt wird, während thermische Materialschäden minimiert werden.
Anti-Deformations-Werkzeug und Regelsystem
Dünnes Blech ist sehr anfällig für Vibrationen und Verformungen, was in der Tat ein großes Problem der Branche darstellt. Laserschneidflachstabilisierung kann dieses Problem vollständig lösen. Wir erreichen dies durch einen zweigleisigen Ansatz:
- Nach einer Eigenentwicklung wird eine hochpräzise Vakuumumlenkungs-Adsorptionsvorrichtung verwendet, um die absolute Ebenheit des Blechs während des gesamten Arbeitszyklus sicherzustellen.
- Erleichtern Sie mit einem Gitterlineal-Regelsystem, das den Ausgleich von Maßabweichungen in Echtzeit ermöglicht.
- Komplexe Konturbearbeitung, wie Evolventenkurven und poröse Netze, mit einer Toleranz von 0,01 mm stabil sind möglich.
Dieses gesamte System erfüllt vollständig die sehr strengen Anpassungsspezifikationen der Medizin- und Luft- und Raumfahrtsensoren und stellt somit die letzte technische Unterstützung für den High-End-Präzisions-Flachfederschneideservice dar.
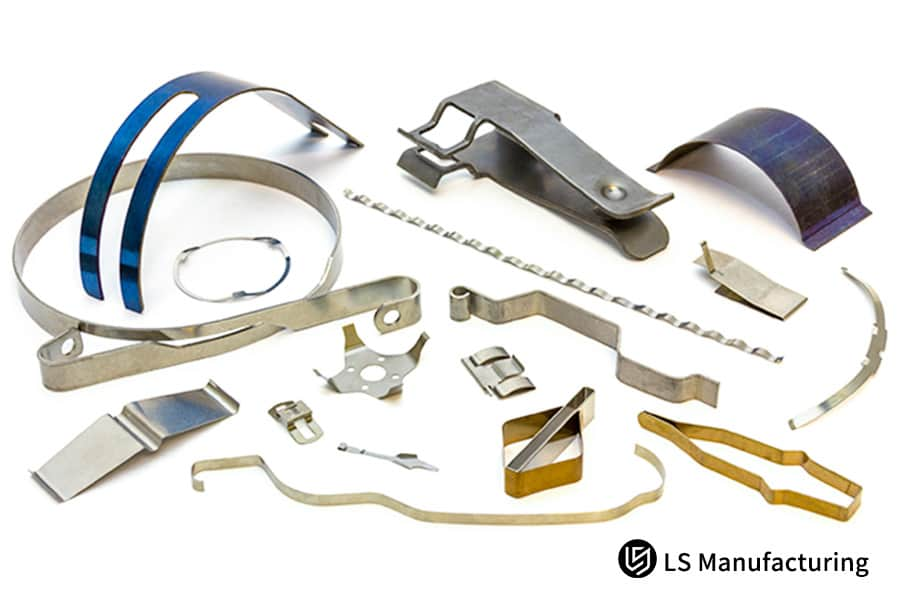
Abbildung 2: Eine Vielzahl präzise lasergeschnittener Federstahlkomponenten mit komplizierten Formen und Löchern.
Warum ist die Auswahl des Hilfsgases für die Optimierung von lasergeschnittenem Federstahl von entscheidender Bedeutung?
Die Reinheit und der Druck des Hilfsgases bestimmen in erster Linie die Antioxidationsfähigkeit und die anschließende Schweißbarkeit/Galvanisierbarkeit des Federschnitts. Aus diesem Grund sind wir fest davon überzeugt, stets Hochdruckstickstoff mit einer Reinheit von 99,999 % als Hilfsgas zu verwenden. Dadurch wird jegliche Oxidschicht an der Schnittkante vollständig entfernt, die Kosten für die sehr umständlichen sekundären Beizprozesse eingespart und gleichzeitig die Endproduktqualität von lasergeschnittenem Federstahl sehr effektiv erhöht.
Änderungen in der Arbeitsqualität aufgrund unterschiedlicher Hilfsgase
Der Oxidationsschutz der rostfreien Feder beruht ausschließlich auf dem Unterstützungsgasschutz. Laserschneidgasreinigung bestimmt direkt die Reinheit des Schnitts. Beim Schneiden von Edelstahlfedern wie 301 und 17-7PH kann die Verwendung von Luft oder Stickstoff geringer Reinheit zur Bildungeiner 5 μm–10 μm dicken, harten und spröden Schicht aus schwarzem Chromoxid führen, die leicht zu Korrosion und Abblättern der Oberfläche führt.
Vorteile der Verwendung von hochreinem Stickstoff zum Schneiden
Wir verwenden hochreinen Hochdruckstickstoff von 1,6 MPa bis 2,0 MPa zum Schmelzen und Schneiden. Mit der Laserschneid-Schmelzreinigungstechnik kann geschmolzenes Metall effektiv und schnell entfernt werden. Die wichtigsten Vorteile sind zweierlei:
- Der schnelle Luftstrom entfernt geschmolzenes Metall mühelos, was zu einer hellen, schönen silberfarbenen Schnittfläche führt.
- Darüber hinaus ist die ursprüngliche Passivierungsschicht des Materials vollständig intakt, sodass das Werkstück ohne die Notwendigkeit einer Nachbehandlung direkt der Weiterverarbeitung zugeführt werden kann.
Darüber hinaus entfällt bei dieser Technik die Arbeit des Säurebeizens und Polierens des fertigen Produkts vollständig, wodurch die Lieferzeit in der Lieferkette erheblich verkürzt wird, was die gesamten Verarbeitungskosten senkt und gleichzeitig die besonderen Vorteile eines spezialisierten Präzisionslaserschneiddienstes hervorhebt.
| Federstahlmaterial | Kompatibles Hilfsgas | Gasreinheitsstandard | Arbeitsdruck | Schneideffekt |
| Edelstahl 301 | Hochreiner Stickstoff | ≥99,999 % | 1,6-1,8 MPa | Helle Silberfarbe, keine Oxidation, keine entkohlte Schicht. |
| 17-7PH Edelstahl | Hochreiner Stickstoff | ≥99,999 % | 1,8-2,0 MPa | Keine Chromoxidschicht, kann direkt galvanisiert werden. |
| 1074/1095 Hartstahl | Hochreiner Stickstoff | ≥99,995 % | 1,5-1,7 MPa | Verhindert das Verbrennen von Kohlenstoffelementen und behält die Härte. |
| 5160 legierter Stahl | Hochreiner Stickstoff | ≥99,995 % | 1,7-1,9 MPa | Stabile metallografische Struktur, keine Versprödung. |

Abbildung 3: Ein technisches Diagramm des gasunterstützten Laserschneidprozesses für Federstahl.
Wie kann ein Anbieter von Premium-Laserschneiddienstleistungen für Federstahl die Schlackenansammlung reduzieren?
Das vollständige Entfernen von Schlacke von der Unterkante einer Feder ist ein großer Teil, der eine Präzisionslaserschneidefabrik von einer anderen unterscheidet, wenn man ihre technischen Fähigkeiten beurteilt. LS Manufacturing erzeugt am unteren Ende des Schnitts keinerlei Schlacke, indem es den Vorgang, der den goldenen Schnitt von Fokusposition und Düsenhöhe anpasst, sorgfältig abstimmt und so den Kunden dabei hilft, 100 % der Arbeitskosten für das Entgraten einzusparen. Tatsächlich kann dies als ein Hauptfaktor für erstklassigen Laserschneidservice für Federstahl angesehen werden.
Die Grundidee von Drooling
Das Sabbern entsteht dadurch, dass die geschmolzenen Rückstände von der Schneidkante stecken bleiben. Die Reduzierung der Laserschneidschlacke ist ein entscheidender Vorgang zur Verbesserung der Bearbeitungsqualität. Wenn beim Laserschneiden geschmolzenes Metall entsteht und dieses nicht schnell entfernt wird, klebt das Metall nach dem Erstarren an der Unterkante des Schnitts, was zu einem hartnäckigen Grat führt. Durch diesen späteren Schleifschritt wird die Feder dünner und ihre Oberfläche beschädigt.
Zero-Slag-spezifische Parameteranpassungen
Wir haben eine Formel für den Fokusversatz entwickelt, die nur wir verwenden: Fokusversatz = Plattendicke × 0,3. Fokusabstimmung beim Laserschneiden ist in der Lage, den negativen Fokusschneidmodus mit präziser, standardisierter Parametersteuerung zu korrigieren:
- Um einen konzentrierten Überschallluftstrom zu erzeugen, wurde der Abstand zwischen Düse und Platte fein auf 0,5 mm bis 0,7 mm eingestellt
- Der Rühreffekt der Düse auf das geschmolzene Metall wird durch den Einsatz einer konischen Hochgeschwindigkeitsdüse verstärkt.
- Die Bildung von Metallrückständen wird durch einen optimierten Luftströmungswinkel vollständig vermieden.
| Verarbeitungsmodus | Schlackenhöhe | Nachbearbeitungsanforderungen | Sekundärschadenrisiko |
| Traditionelles Laserschneiden | ≈0,15 mm | Erfordert manuelles Schleifen und Polieren. | Extrem hoch, was leicht zu ungleichmäßiger Dicke führt. |
| Optimierter LS-Herstellungsprozess | ≤0,01 mm | Keine sekundäre Verarbeitung erforderlich. | Kein Sekundärschaden. |
Dieses Parametersystem ermöglicht einen Präzisionsschneidservice für flache Federn, um eine nachbearbeitungsfreie Formung zu erreichen, was die Liefereffizienz erheblich verbessert und das Aussehen und die strukturelle Integrität von lasergeschnittenen Federkomponenten gewährleistet. Für maßgeschneiderte schlackenfreie Verarbeitungslösungen für Ihre Produkte reichen Sie Ihre Zeichnungen bitte direkt ein, um schnell ein genaues Angebot und einen maßgeschneiderten Prozessplan zu erhalten.
Abbildung 4: Eine Sammlung kundenspezifischer Flachfedern mit glatten, sauberen Kanten, die die Krätze reduzieren.
Welche sekundären Vorgänge implementieren zuverlässige kundenspezifische Flachfederlaser-Serviceanbieter?
Neben einem hervorragenden Laserschneiden sind Nachbearbeitungstechniken wie Spannungsabbau durch Anlassen und Kugelstrahlen von entscheidender Bedeutung für die Lebensdauer von Flachfedern. LS Manufacturing kontrolliert die Spannungsabbautemperierung aller Teile nach dem Laserschneiden, um die hohe Elastizitätsgrenze des Federstahls zu aktivieren und so eine vollständige Qualitätskontrolle des kundenspezifischen Laserservice für Flachfedern zu ermöglichen.
Restspannungsabbau-Temperierungsprozess
Laserbearbeitete Spannungsentlastung ist der Schlüssel zur Verlängerung der Federlebensdauer. Laserschneidspannungsbeseitigung kann Restspannungen aus der Bearbeitung beseitigen. The instantaneous high temperature of the laser can generate trace amounts of residual tensile stress, accelerating crack propagation. We have established a standardized process: within 15 minutes after cutting, the spring is placed in a tempering furnace and held at 280°C-320°C for 30-60 minutes to convert harmful tensile stress into stable compressive stress.
High-End Shot Peening Strengthening Process for Prolonged Lifespan
Laser cutting surface strengthening offers a great way to increase the durability of custom parts that require high lifespan. Our shot peening process is a very powerful and effective technique for enhancing the fatigue life of components, and it meets what comes next standards:
- The surface is bombarded with 0.1 mm high precision steel shot.
- The formation of a dense residual compressive stress layer on the spring surface.
- Increase the spring cycle life by more than 200%.
Such thorough post-processing will fully smooth the risk of fatigue fracture, prevent after-sales quality issues, and ultimately enhance the service life and stability of high precision spring laser cutting products.
| Post-Processing Steps | Process Temperature | Holding Time | Suitable Plate Thickness | Core Benefit Effect |
| Standard stress-relief tempering | 250°C-280°C | 30min | 0.1mm-0.3mm | Eliminates micro-stress in thin plates, prevents deformation. |
| Strengthening stress-relief tempering | 280°C-320°C | 45min | 0.3mm-1.0mm | Significantly improves fatigue resistance. |
| High-temperature stable tempering | 320°C-350°C | 60min | 1.0mm-6.0mm | Thoroughly removes deep residual stress. |
| Precision shot peening | Room temperature | 20min | For full-thickness precision custom parts | Cycle life increased by 200%+. |
How To Evaluate The Manufacturing Capacity And Quotation Profile Of Your Precision Flat Spring Cutting Service?
When choosing suppliers who specialize in flat spring cutting, it is better not to focus solely on the unit price of cutting per hour. Rather, it is worth thoroughly considering their drawing DFM calculation, prototyping speed, and SPC control capabilities that are supportive to long-term mass production. LS Manufacturing offers 24-hour rapid quoting and free DFM optimization, so they can not only reduce your new project development cycle by up to 40% but also provide a complete upgrade of your precision flat spring cutting service delivery experience.
Core Evaluation Dimensions for Professional Suppliers
When auditing custom spring manufacturing, the focus should be on quality control from start to finish. One of the decisive factors when it comes to choosing excellent suppliers is their laser cutting capacity. Good manufacturers, apart from providing you with cutting services, also change the product structure so that it can be used in mass production. The influence of the kerf and the springback coefficient on the stiffness of the spring must be precisely determined when STEP/DXF drawings are obtained.
Mass Production Quality Control and Delivery Assurance System
We rely on a dual certification system to ensure quality, and laser cutting batch consistency ensures stable mass production quality and full-process traceability. The core guarantees are as follows:
- Conforming to ISO 9001 and IATF 16949 twin quality management systems.
- Ability to smoothly switch capacity from one-piece prototype to mass production of even hundreds of thousands units.
- Issuing a full range of reports with every shipment including material certificates, hardness tests, and dimensional inspections.
This extensive quality control system is designed to assure that laser cut spring components meet the strict acceptance standards of high-end overseas procurement and that our spring steel laser cutting process continually complies with the industry standards, thereby ensuring stable mass production quality.
LS Manufacturing Case Study:Medical Industry Custom Flat 301 Stainless Steel Diaphragm Spring Laser Manufacturing
Compared with ordinary industrial standards, high-end medical equipment relies on precision springs that not only need to last much longer but also require very high precision, even small defects during processing can cause the equipment to malfunction. This article features a case study of using a proprietary cold-working process to eliminate fatigue fracture in ultra-thin stainless steel diaphragm springs, which perfectly illustrates the key benefits of precision machining and the implementation of a high precision spring laser cutting solution.
Customer's Main Problems
One of the leading manufacturers of high-end medical equipment in North America is looking for custom 0.15mm thick 301 stainless steel diaphragm springs. They have very strict laser cutting medical compliance requirements that need to be met per industry standards. These components make a difference in microfluidic pumps. So, the cycle life is more than 10 million cycles and the springback error is 2%. Parts made at two local suppliers failed after only 1.5 million fatigue cycles due to excessive heat-affected zone (HAZ), which led to project development stoppage and R&D losses.
LS Manufacturing Plan
- Through finite element analysis, we change the cutting path to prevent heat buildup in one spot. For cold processing, we use a 50W high beam quality pulsed laser with a 15ns ultra short pulse width.
- We use closed-loop vacuum adsorption fixtures and cut with 99.999% high-purity nitrogen at 1.8MPa. As a result, the HAZ is only 8μm, which is more than twice stricter than the industry standard of 20μm.
- With very accurate temperature control, residual stress is fully removed by 260C tempering for 45 min, a rare and very detailed temperature control measure in the industry.
Project Results
The final product successfully completed 10 million full-load fatigue cycles without cracks or burrs on the cut surface, and the elastic accuracy met the standards. We did rapid prototyping in just 5 days, and using our proprietary nesting optimization algorithm, we helped the client reduce raw material procurement costs by 18%, translating to annual material cost savings of over $23,000. Eventually, the client agreed to a 3-year exclusive mass production cooperation contract and named us as their core supplier in Greater China.
This example clearly illustrates the effectiveness of refined processes. Contact us if you want to meet medical-grade high-end processing standards and view more cases of high-end custom-made products to create your custom flat spring laser service and precision laser cutting service solutions.

FAQs
Q1: What is the maximum thickness of spring steel that can be handled by your high-precision spring laser cutting service?
We are capable of processing spring steel of any specification from 0.05 mm to 6.0 mm very uniformly, even materials like 1095 and 5160 which are the two most popular ones. The perpendicularity of the processed parts' edges is 0.5, which is adequate for the load requirements of various industrial precision springs.
Q2: Is spring steel going to be affected for hardness or mechanical properties during the laser cutting operation?
The hardness reduction of the material subjected to the laser beam is due to the high cooling rate, and we believe why is the decarburization annealing. We make use of ultra-short pulse laser with high-pressure cold nitrogen to drossing removal rapidly, the edge area of annealing left is almost nil, so the mechanical properties of the material is well preserved.
Q3: What measures does LS Manufacturing take to maintain the dimensional tolerances of laser cut spring parts?
Our laser cutting machines are equipped with 0.005mm grade precision linear motors and closed-loop feedback systems using grating rulers. The mass production spring dimensional tolerances can be kept stably in the range of 0.01mm to 0.03mm.
Q4: Can you make DFM (Design for Manufacturing) suggestions on my custom flat spring designs to reduce production costs?
Of course, simply send us your drawings and our skilled spring engineering team will do a DFM feasibility check within 24 hours, and at the same time, they can optimize hole spacing, corner radius, and layout structure to improve material usage, eliminate stress concentration defects, and lower the costs of mass production.
Q5: What grade of spring steel materials do you usually keep in stock for quick-turn custom manufacturing?
We keep many spring steels on hand. Our inventory includes 1074, 1095 high-carbon steel, 5160 alloy steel as well as 301, 17-7PH stainless steel. These materials cover a large spectrum of customization options. Stocks are plentiful enabling us to fulfill customer orders quickly, in many cases, the first sample can be delivered within 48 hours.
Q6: Why is nitrogen preferred over oxygen when performing custom flat spring laser service?
Using oxygen as the gas for cutting results in a very thick layer of oxide with a layer of decarburization that makes the spring metal brittle and shortens its service life dramatically. Using high-purity nitrogen generates an inert and protective atmosphere. As a result, the cut remains clean and free from oxidation, and the material's original mechanical properties are preserved.
Q7: Do you have a Minimum Order Quantity (MOQ) requirement for high-precision spring laser cutting orders?
There isn't a minimum order quantity. Regardless of whether it's a single sample for R&D testing or a high-volume production order of hundreds of thousands of pieces you will benefit from the same top-quality precision machining and standardized quality control services.
Q8: What inspection reports will I receive with my batch of laser-cut spring steel components?
Our products come in batches, and each batch is supplied with a complete set of traceability documents. You will receive raw material composition reports, Vickers hardness test records, two-dimensional precision dimensional reports, and tempering process certificates. These documents will prove that the quality of the purchased items meets the standards and is traceable.
Zusammenfassung
Laser cutting spring steel to exact specifications is more than just figuring out the dimensions to be cut, it also means carefully managing the metal's structure, thermal stress, and the quality of the cut edges through engineering.
Professional high-quality precision laser cutting services, with their thorough material understanding, well-established process parameters, and quality control systems, can stop spring fatigue failure right as the feature is developed. Expert service providers who are specialists in processing spring steel are crucial to the performance of high-end equipment and good product quality.
Don't let rough edge finishing and frequent breakage damage the brand reputation of your high-end equipment. LS Manufacturing is ready to provide you with the industry's most professional precision laser cutting solutions for custom flat springs, covering everything from prototyping to global mass production in compliance with regulations. We promise to respond to your inquiries within 24 hours and provide a comprehensive cost-benefit analysis service from our senior R&D engineers, including material matching, cost accounting, and manufacturability (DFM) analysis.
Please click the "Get Quote" button to upload your DXF/STEP format design drawings or directly schedule a one-on-one in-depth technical exchange with our online engineering experts.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


