
Service de découpe laser de précision pour l'acier à ressorts est un processus de découpe à température contrôlée au niveau du micron, principalement pour les ressorts plats. Il élimine totalement les problèmes de l'industrie qui découlent du traitement traditionnel tels que les dommages causés par la chaleur, les microfissures et la perte d'élasticité. Il est capable de limiter strictement la zone affectée par la chaleur à 20 μm, obtenant ainsi une tolérance dimensionnelle de 0,01 mm, et en même temps, il préserve au maximum les propriétés mécaniques de l'acier à ressort. Dans la fabrication de précision mondiale, les ressorts plats personnalisés sont dotés d'un rebond très précis et d'une bonne durée de vie en fatigue. Dans le même temps, de nombreux acheteurs sont confrontés à une pénurie de pièces et à des temps d'arrêt des équipements en raison de processus de découpe de qualité inférieure.
L'acier à ressort est un métal extrêmement sensible à la température. La découpe laser à haute température traditionnelle peut provoquer des modifications dans la structure métallographique du matériau. LS Manufacturing, grâce à un système de processus exclusif, gère le problème, en garantissant que les ressorts seront stables lors d'une utilisation cyclique à haute fréquence.

Aperçu rapide des processus de base pour le service de découpe laser de précision pour ressorts
Ce chapitre résume les principales normes et caractéristiques des processus de découpe laser de l'acier à ressort, permettant ainsi au personnel des achats d'identifier rapidement les principales exigences de traitement et d'éviter les problèmes courants de qualité de traitement.
| Dimensions du processus | Normes techniques de base | Conséquences indésirables | Principaux avantages pour le client |
| Contrôle des zones affectées par la chaleur (ZAT) | ≤20μm | Décarburation du matériau, rupture par fatigue | Durée de vie prolongée du cycle de ressort |
| Spécifications du gaz auxiliaire | Pureté de l'azote ≥99,999 %, pression 1,6-2,0MPa | Oxydation de pointe, impossibilité de subir une galvanoplastie ultérieure. | Élimine le processus de décapage secondaire et raccourcit le délai de livraison. |
| Processus de soulagement du stress | Revenu à 250°C-350°C pendant 30-60min | Concentration de contraintes résiduelles, initiation de microfissures. | Rétablit la résistance à la fatigue d'origine du ressort. |
| Rugosité de surface | Ra 0,4μm - Ra 0,8μm | Accumulation de scories en bordure, fracture par concentration de contrainte. | Pas besoin de meulage secondaire, aucun dommage secondaire. |
| Tolérance dimensionnelle | Stable ±0,01 mm | Écart d'assemblage, erreur d'élasticité excessive. | S'adapte aux normes d'assemblage d'équipements de haute précision. |
Principaux points à retenir :
- La gestion de la chaleur est un facteur crucial : Pour éviter une défaillance localisée de la décarburation des bords en acier à ressort, la zone affectée par la chaleur (HAZ) doit être contrôlée à 20 μm à l'aide d'un laser pulsé.
- Principales sélections de gaz : L'azote gazeux à haute pression avec une pureté de 99,999 % est la seule option qui peut être utilisée pour éviter l'oxydation de la coupe lors de la coupe de l'acier à ressort en acier inoxydable 17-7PH ou 301.
- Le soulagement des contraintes est indispensable : La contrainte résiduelle induite lors de la découpe laser doit être éliminée par une trempe de détente à 250 ℃ - 350 ℃ afin que la durée de vie en fatigue du ressort plat puisse être restaurée.
- Critères de prise de décision : Recherchez des fournisseurs qui sont capables d'optimiser la conception des dessins DFM, disposent d'une surveillance dimensionnelle SPC en ligne et fournissent des rapports d'essais de dureté traçables.
Pourquoi faire confiance au service de découpe laser de précision et à l'expertise en fabrication d'acier à ressort de LS Manufacturing ?
Notre équipe possède une vaste expérience dans l'usinage de ressorts et peut résoudre avec précision différents problèmes de coupe de l'acier à ressort. Nous pouvons produire des ressorts qui répondent aux exigences standard de la meilleure fabrication industrielle grâce à notre expertise. Des tests indirects de coupe d'acier à ressort sur plusieurs marques ont révélé que la cause de plus de 90 % de défaillances de ressorts est due au manque de paramètres de processus correctement contrôlés plutôt qu'aux problèmes liés aux matières premières.
Nous appliquons le système existant de contrôle qualité de la production de masse IATF 16949 qui nous permet d'avoir la traçabilité complète des paramètres du processus. Les fabricants normaux qui se préoccupent uniquement de la conformité dimensionnelle seraient aveugles aux changements dans la structure métallographique qui entraînent souvent de la fatigue. Notre méthode de régulation de température à très petite échelle peut réellement doubler l'endurance des ressorts. Un service de découpe laser de précision de haute qualité est la base pour garantir la stabilité du produit.
Notre travail est conforme à la norme ASTM A689-25 pour le traitement de l'acier à ressort. Grâce à nos outils développés en interne et à notre système de paramètres exclusif, nous aidons l'industrie à éliminer les problèmes tels que la distorsion des plaques minces et l'adhérence des scories sur les matériaux épais, tout en étant également en mesure d'aborder la précision, la durabilité et la rentabilité. Idéal pour les applications médicales et aérospatiales exigeantes, notre service expert de découpe laser de l'acier à ressort est capable de répondre aux exigences de production de ressorts fabriqués à partir d'une grande variété de matières premières.
Vous souhaitez vérifier rapidement la faisabilité de votre solution de traitement des ressorts ? Envoyez vos dessins à tout moment pour recevoir une analyse d'optimisation DFM gratuite et personnalisée, évitant ainsi avec précision les risques de traitement et raccourcissant le cycle de R&D.

Pourquoi la chaleur affecte-t-elle votre service de découpe laser de précision pour les composants en acier à ressort ?
Le principal problème lors de la découpe laser de l'acier à ressort est le durcissement des bords ou la décarburation localisée, qui est essentiellement l'effet d'une trop grande chaleur appliquée. LS Manufacturing utilise des lasers à fibre à impulsions très courtes qui non seulement minimisent la zone affectée thermiquement (ZAT) à quelques microns mais empêchent également parfaitement toute détérioration des propriétés mécaniques du matériau. Cela garantit que les ressorts conserveront leur stabilité de rebond même en cas d'utilisation à long terme et à haute fréquence. Il s'agit de la technologie essentielle pour une découpe laser d'acier à ressort de haute qualité.
Changements métallographiques des matériaux induits par la haute température
Le fonctionnement à long terme des ressorts à haute fréquence augmente la manifestation de défauts de matériaux. Le Le contrôle thermique de la découpe laser est la base pour éviter d'endommager le matériau. Au moment où la température du faisceau laser atteint son maximum, la température au bord de l'acier à ressort peut atteindre la température d'austénitisation. Dans ce cas, la structure martensite très dure et cassante se formera après refroidissement.
En outre, la chaleur produite par la poutre est capable de provoquer une perte de carbone, ce qui conduit à la formation de zones décarburées qui réduisent la limite de fatigue du ressort plat et ainsi cette pièce se fracturera plus rapidement lorsqu'elle sera soumise à une contrainte cyclique.
Pour cette raison, un ressort découpé par un laser ordinaire peut sembler parfaitement fin en termes de dimensions, mais la structure interne est compromise et le ressort ne pourra pas fonctionner de manière stable pendant une période prolongée.
Solution d'optimisation des paramètres de coupe à basse température
Nous avons développé un tout nouvel ensemble de paramètres pour la découpe à froid afin de résoudre les dommages thermiques. L'optimisation du grain de découpe laser peut être utilisée pour améliorer la microstructure du bord coupé. Les normes de contrôle spécifiques sont :
- La plage de fréquences d'impulsion est verrouillée et est contrôlée de manière stable entre 2 000 Hz et 3 500 Hz, ce qui réduit considérablement la quantité d'énergie thermique par impulsion laser.
- L'utilisation d'un mode d'entrée d'énergie de ligne ultra-faible empêchera le grain des bords de devenir trop grand.
- La purge instantanée du flux d'air est coordonnée pour éliminer très efficacement la chaleur résiduelle du bord coupé.
En comparaison avec le traitement laser continu traditionnel, cette technique est capable de préserver les propriétés mécaniques de la matière première dans la plus grande mesure possible, ce qui assure physiquement structurellement la résistance à la fatigue du ressort, et en même temps, elle élimine entièrement les défauts de dommages thermiques inhérents à l'acier à ressort traditionnel découpé au laser.
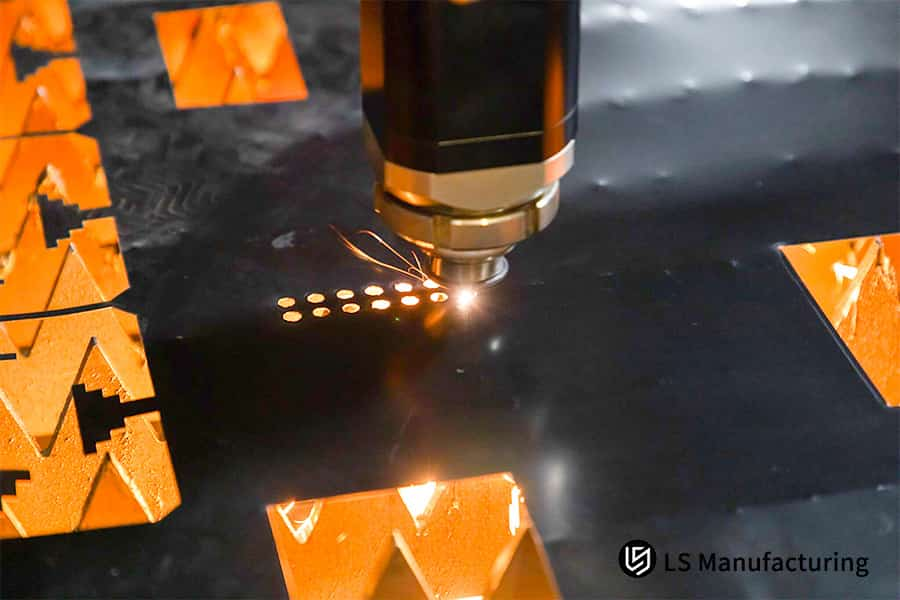
Figure 1 : Gros plan d'un acier à ressort découpé au laser, montrant les étincelles et la génération de chaleur.
Comment un service laser à ressort plat personnalisé peut-il empêcher les microfissures et les défaillances par fatigue des matériaux ?
La prévention des microfissures et des ruptures par fatigue dépend principalement d'une refonte approfondie de la conception du point de départ de la découpe laser et de l'association de la vitesse de coupe des bords. En ajustant avec précision l'équilibre dynamique entre la forme d'onde du faisceau et le bain de fusion du laser, nous garantissons des bords de coupe lisses sans déchirures microscopiques, prolongeant ainsi la durée de vie du produit. Il s'agit de la norme de processus de base pour un service laser à ressort plat personnalisé de haute qualité.
Processus de découpe optimisé pour éviter l'apparition de fissures
Directement, l'l'alignement précis de la coupe à ressort influence la qualité de la coupe. Un élément clé de l'usinage de précision des ressorts est d'éviter les fissures lors de la découpe laser. Il est connu que les méthodes de perforation verticale provoquent des contraintes thermiques plus élevées à cet endroit, entraînant des initiations permanentes de microfissures. Pour cette raison,une méthode de coupe progressive en forme d'arc est ce que nous utilisons à chaque étape, et en combinaison avec une technologie d'impulsions modulées en fréquence, pour disperser l'accumulation de chaleur localisée et empêcher la formation de fissures à sa source.
Normes de contrôle précis de la vitesse de coupe
Une raison majeure de l'accumulation et de la fissuration des scories, réduisant le déséquilibre de vitesse. L'étalonnage de la vitesse de découpe laser garantit les conditions du processus et définit également des normes de vitesse rigides pour les ressorts de différentes épaisseurs. Les principaux points de contrôle sont :
- Ressort d'amortissement d'une épaisseur de 0,5 mm : Fixé dans une plage de vitesse de coupe constante de 4,5 m/min à 5,2 m/min.
- Le fonctionnement à une vitesse excessivement élevée entraîne une accumulation thermique progressive, conduisant à un ramollissement du matériau pendant le recuit.
- Une vitesse hors du commun entraîne une accumulation de scories sur le bord inférieur, la concentration des contraintes conduit à la fracture.
En respectant strictement le paramètre, nous pouvons maintenir la rugosité de la surface de coupe de manière constante à Ra 0,4 μm - Ra 0,8 μm, une coupe exempte de défauts microscopiques. Il répond donc pleinement aux normes de qualité de la découpe laser à ressort de haute précision.
Si vous souhaitez être très précis dans la sélection des paramètres de coupe qui correspondent à une certaine épaisseur de ressort, vous pouvez toujours demander à nos experts une estimation gratuite des coûts du processus d'usinage, c'est-à-dire un bel équilibre entre qualité suprême et rentabilité raisonnable.
Quels paramètres garantissent une découpe laser à ressort de haute précision pour les matériaux de faible épaisseur ?
La découpe laser de tôles d'acier à ressort extrêmement fines à un niveau de précision ultra-élevé (0,1 mm - 1,0 mm) repose sur l'utilisation de points laser focalisés extrêmement petits et de critères de fixation très strictsa. LS Manufacturing utilise un point focal de faisceau ultra-fin de 20 μm et une plate-forme d'adsorption sous vide combinée pour éliminer toute déformation des pièces en tôle mince, ce qui permet d'obtenir facilement une précision dimensionnelle ultra-élevée de 0,01 mm, ce qui est un exemple parfait de normes de processus de découpe laser à ressort de haute précision.
Configuration des paramètres du faisceau laser principal
La focalisation laser sur les tôles fines est la clé de la précision de l'usinage des tôles fines. Pour l'usinage d'aciers à ressorts ultra fins, par ex. Ressorts de diaphragme de haute précision de 0,2 mm, nous avons recours à des paramètres de faisceau exclusifs : facteur de qualité du faisceau M1.1, combiné à une distance focale de l'objectif de focalisation de 50 mm, produisant un point laser très fin tout en minimisant les dommages thermiques du matériau.
Outillage anti-déformation et système de contrôle en boucle fermée
Les tôles fines sont très sensibles aux vibrations et à la déformation, ce qui constitue en fait un problème majeur de l'industrie. La La stabilisation à plat par découpe laser peut résoudre complètement ce problème. Nous y parvenons selon une approche à deux volets :
- Après un auto-développement, un dispositif d'adsorption par dérivation sous vide de haute précision est utilisé pour garantir la planéité absolue de la tôle pendant tout le cycle de travail.
- Facilitez-vous grâce à un système de contrôle en boucle fermée d'une règle de réseau qui permet la compensation des écarts dimensionnels en temps réel.
- Un traitement de contour complexe, comme des courbes en développante et des maillages poreux, avec une tolérance stable de 0,01 mm est réalisable.
L'ensemble de ce système satisfait entièrement aux spécifications de personnalisation très strictes des capteurs médicaux et aérospatiaux, représentant ainsi le dernier support technique du service de découpe de ressorts plats de précision haut de gamme.
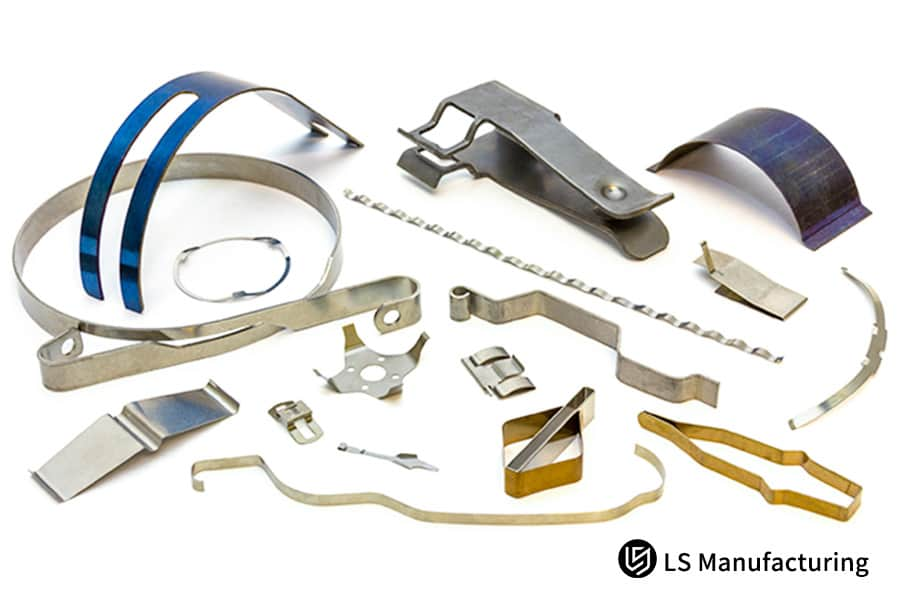
Figure 2 : Une variété de composants en acier à ressort découpés au laser avec précision avec des formes et des trous complexes.
Pourquoi la sélection des gaz d'assistance est-elle essentielle pour l'optimisation de l'acier à ressort découpé au laser ?
C'est la pureté et la pression du gaz d'assistance qui définissent avant tout la capacité anti-oxydante et la soudabilité/électroplacabilité ultérieure de la coupe à ressort. Pour cette raison, nous sommes déterminés à toujours utiliser de l'azote à haute pression d'une pureté de 99,999 % comme gaz d'assistance. Cela éliminera totalement toute couche d'oxyde sur le bord coupé, permettra d'économiser le coût des processus de décapage secondaire très gênants et, en même temps, augmentera la qualité du produit fini de l'acier à ressort découpé au laser de manière très efficace.
Changements dans la qualité du travail résultant de différents gaz d'assistance
L'antioxydation du ressort en acier inoxydable repose entièrement sur la protection par gaz d'assistance. La La purification du gaz de découpe laser déterminera directement la pureté de la coupe. Lors de la coupe de ressorts en acier inoxydable comme le 301 et le 17-7PH, l'utilisation d'air ou d'azote de faible pureté peut provoquer la formation d'une couche dure et cassante d'oxyde de chrome noir de 5 μm à 10 μm, qui va stresser la corrosion et le pelage de la surface assez facilement.
Avantages de l'utilisation d'azote de haute pureté pour la découpe
Nous utilisons de l'azote haute pression et haute pureté de 1,6 MPa à 2,0 MPa pour la fusion et la découpe. La technique de nettoyage par fusion par découpe laser peut éliminer efficacement et rapidement le métal en fusion. Les avantages les plus significatifs sont doubles :
- Le flux d'air rapide élimine facilement le métal en fusion, ce qui donne une belle surface de coupe de couleur argentée brillante.
- De plus, la couche de passivation d'origine du matériau est entièrement intacte, permettant à la pièce de passer directement à un traitement ultérieur sans avoir besoin d'un traitement secondaire.
En outre, cette technique supprime totalement les travaux de décapage à l'acide et de polissage du produit fini, raccourcissant ainsi considérablement le délai de livraison de la chaîne d'approvisionnement ce qui réduit les coûts globaux de traitement et souligne en même temps les avantages distinctifs du service spécialisé de découpe laser de précision.
| Matériau en acier à ressort | Gaz auxiliaire compatible | Norme de pureté du gaz | Pression de travail | Effet de coupe |
| Acier inoxydable 301 | Azote de haute pureté | ≥99,999 % | 1,6-1,8MPa | Couleur argent brillant, pas d'oxydation, pas de couche décarburée. |
| Acier inoxydable 17-7PH | Azote de haute pureté | ≥99,999 % | 1,8-2,0MPa | Aucune calamine d'oxyde de chrome, peut être directement électrolytique. |
| Acier à haute teneur en carbone 1074/1095 | Azote de haute pureté | ≥99,995 % | 1,5-1,7MPa | Empêche la combustion des éléments en carbone, conserve la dureté. |
| Acier allié 5160 | Azote de haute pureté | ≥99,995 % | 1,7-1,9MPa | Structure métallographique stable, pas de fragilisation. |

Figure 3 : Un schéma technique du processus de découpe laser assisté par gaz pour l'acier à ressort.
Comment un fournisseur de services de découpe laser d'acier à ressort haut de gamme peut-il réduire l'accumulation de scories ?
L'élimination totale des scories du bord inférieur d'un ressort est un élément important qui sépare une usine de découpe laser de précision d'une autre lorsqu'on juge de ses capacités techniques. LS Manufacturing ne produit aucune scories au bas de la coupe en ajustant minutieusement l'opération qui aligne le nombre d'or de la position de mise au point et de la hauteur de la buse, aidant ainsi les clients à économiser 100 % sur les coûts de main-d'œuvre d'ébavurage. En fait, cela peut être considéré comme un facteur principal pour un service de découpe laser d'acier à ressort de premier ordre.
L'idée de base de Drooling
La bave se résume au fait que les résidus fondus du tranchant restent coincés. La réduction des scories de découpe laser est une opération cruciale pour améliorer la qualité d’usinage. Lorsquelorsque le processus de découpe au laser génère du métal en fusion, s'il n'est pas rapidement retiré, le métal collera au bord inférieur de la coupe après sa solidification, ce qui entraînera une bavure tenace. Cette étape de meulage ultérieure affaiblira le ressort et abîmera sa surface.
Ajustements des paramètres spécifiques sans laitier
Nous avons mis au point une formule de décalage de mise au point que nous seuls utilisons : Décalage de mise au point = Épaisseur de la plaque × 0,3. Le réglage de la mise au point de la découpe laser est capable de corriger le mode de découpe à mise au point négative avec un contrôle précis et standardisé des paramètres :
- Pour produire un flux d'air concentré supersonique, la distance buse-plaque a été finement contrôlée entre 0,5 mm et 0,7 mm.
- L'effet d'agitation de la buse sur le métal en fusion est amélioré grâce à l'utilisation d'une buse conique à grande vitesse.
- L'accumulation de résidus métalliques est totalement évitée grâce à un angle de flux d'air optimisé.
| Mode de traitement | Hauteur des scories | Exigences de post-traitement | Risque de dommages secondaires |
| Découpe laser traditionnelle | ≈0,15 mm | Nécessite un meulage et un polissage manuels. | Extrêmement haut, provoquant facilement une épaisseur inégale. |
| Processus de fabrication optimisé LS | ≤0,01 mm | Aucun traitement secondaire requis. | Aucun dommage secondaire. |
Ce système de paramètres permet au service de découpe de ressorts plats de précision d'obtenir un formage sans post-traitement, améliorant considérablement l'efficacité de la livraison et garantissant l'apparence et l'intégrité structurelle des composants de ressorts découpés au laser. Pour des solutions de traitement personnalisées sans laitier pour vos produits, veuillez soumettre vos dessins directement pour obtenir rapidement un devis précis et un plan de processus personnalisé.
Figure 4 : Une collection de ressorts plats personnalisés avec des bords lisses et nets, montrant une réduction des scories.
Quelles opérations secondaires les fournisseurs fiables de services laser à ressort plat personnalisés mettent-ils en œuvre ?
En plus d'obtenir une excellente découpe laser, les techniques de post-traitement, telles que la réduction des contraintes par trempe et grenaillage, sont essentielles pour déterminer la durée de vie des ressorts plats. LS Manufacturing contrôle la température de détente de toutes les pièces après la découpe laser pour activer la limite élastique élevée de l'acier à ressort, permettant ainsi un contrôle complet de la qualité du service laser à ressorts plats personnalisé.
Processus de trempe avec soulagement des contraintes résiduelles
Le soulagement du stress traité au laser est essentiel pour prolonger la durée de vie du ressort. L'élimination des contraintes de découpe au laser peut éliminer les contraintes résiduelles du traitement. The instantaneous high temperature of the laser can generate trace amounts of residual tensile stress, accelerating crack propagation. We have established a standardized process: within 15 minutes after cutting, the spring is placed in a tempering furnace and held at 280°C-320°C for 30-60 minutes to convert harmful tensile stress into stable compressive stress.
High-End Shot Peening Strengthening Process for Prolonged Lifespan
Laser cutting surface strengthening offers a great way to increase the durability of custom parts that require high lifespan. Our shot peening process is a very powerful and effective technique for enhancing the fatigue life of components, and it meets what comes next standards:
- The surface is bombarded with 0.1 mm high precision steel shot.
- The formation of a dense residual compressive stress layer on the spring surface.
- Increase the spring cycle life by more than 200%.
Such thorough post-processing will fully smooth the risk of fatigue fracture, prevent after-sales quality issues, and ultimately enhance the service life and stability of high precision spring laser cutting products.
| Post-Processing Steps | Process Temperature | Holding Time | Suitable Plate Thickness | Core Benefit Effect |
| Standard stress-relief tempering | 250°C-280°C | 30min | 0.1mm-0.3mm | Eliminates micro-stress in thin plates, prevents deformation. |
| Strengthening stress-relief tempering | 280°C-320°C | 45min | 0.3mm-1.0mm | Significantly improves fatigue resistance. |
| High-temperature stable tempering | 320°C-350°C | 60min | 1.0mm-6.0mm | Thoroughly removes deep residual stress. |
| Precision shot peening | Room temperature | 20min | For full-thickness precision custom parts | Cycle life increased by 200%+. |
How To Evaluate The Manufacturing Capacity And Quotation Profile Of Your Precision Flat Spring Cutting Service?
When choosing suppliers who specialize in flat spring cutting, it is better not to focus solely on the unit price of cutting per hour. Rather, it is worth thoroughly considering their drawing DFM calculation, prototyping speed, and SPC control capabilities that are supportive to long-term mass production. LS Manufacturing offers 24-hour rapid quoting and free DFM optimization, so they can not only reduce your new project development cycle by up to 40% but also provide a complete upgrade of your precision flat spring cutting service delivery experience.
Core Evaluation Dimensions for Professional Suppliers
When auditing custom spring manufacturing, the focus should be on quality control from start to finish. One of the decisive factors when it comes to choosing excellent suppliers is their laser cutting capacity. Good manufacturers, apart from providing you with cutting services, also change the product structure so that it can be used in mass production. The influence of the kerf and the springback coefficient on the stiffness of the spring must be precisely determined when STEP/DXF drawings are obtained.
Mass Production Quality Control and Delivery Assurance System
We rely on a dual certification system to ensure quality, and laser cutting batch consistency ensures stable mass production quality and full-process traceability. The core guarantees are as follows:
- Conforming to ISO 9001 and IATF 16949 twin quality management systems.
- Ability to smoothly switch capacity from one-piece prototype to mass production of even hundreds of thousands units.
- Issuing a full range of reports with every shipment including material certificates, hardness tests, and dimensional inspections.
This extensive quality control system is designed to assure that laser cut spring components meet the strict acceptance standards of high-end overseas procurement and that our spring steel laser cutting process continually complies with the industry standards, thereby ensuring stable mass production quality.
LS Manufacturing Case Study:Medical Industry Custom Flat 301 Stainless Steel Diaphragm Spring Laser Manufacturing
Compared with ordinary industrial standards, high-end medical equipment relies on precision springs that not only need to last much longer but also require very high precision, even small defects during processing can cause the equipment to malfunction. This article features a case study of using a proprietary cold-working process to eliminate fatigue fracture in ultra-thin stainless steel diaphragm springs, which perfectly illustrates the key benefits of precision machining and the implementation of a high precision spring laser cutting solution.
Customer's Main Problems
One of the leading manufacturers of high-end medical equipment in North America is looking for custom 0.15mm thick 301 stainless steel diaphragm springs. They have very strict laser cutting medical compliance requirements that need to be met per industry standards. These components make a difference in microfluidic pumps. So, the cycle life is more than 10 million cycles and the springback error is 2%. Parts made at two local suppliers failed after only 1.5 million fatigue cycles due to excessive heat-affected zone (HAZ), which led to project development stoppage and R&D losses.
LS Manufacturing Plan
- Through finite element analysis, we change the cutting path to prevent heat buildup in one spot. For cold processing, we use a 50W high beam quality pulsed laser with a 15ns ultra short pulse width.
- We use closed-loop vacuum adsorption fixtures and cut with 99.999% high-purity nitrogen at 1.8MPa. As a result, the HAZ is only 8μm, which is more than twice stricter than the industry standard of 20μm.
- With very accurate temperature control, residual stress is fully removed by 260C tempering for 45 min, a rare and very detailed temperature control measure in the industry.
Project Results
The final product successfully completed 10 million full-load fatigue cycles without cracks or burrs on the cut surface, and the elastic accuracy met the standards. We did rapid prototyping in just 5 days, and using our proprietary nesting optimization algorithm, we helped the client reduce raw material procurement costs by 18%, translating to annual material cost savings of over $23,000. Eventually, the client agreed to a 3-year exclusive mass production cooperation contract and named us as their core supplier in Greater China.
This example clearly illustrates the effectiveness of refined processes. Contact us if you want to meet medical-grade high-end processing standards and view more cases of high-end custom-made products to create your custom flat spring laser service and precision laser cutting service solutions.

FAQ
Q1: What is the maximum thickness of spring steel that can be handled by your high-precision spring laser cutting service?
We are capable of processing spring steel of any specification from 0.05 mm to 6.0 mm very uniformly, even materials like 1095 and 5160 which are the two most popular ones. The perpendicularity of the processed parts' edges is 0.5, which is adequate for the load requirements of various industrial precision springs.
Q2: Is spring steel going to be affected for hardness or mechanical properties during the laser cutting operation?
The hardness reduction of the material subjected to the laser beam is due to the high cooling rate, and we believe why is the decarburization annealing. We make use of ultra-short pulse laser with high-pressure cold nitrogen to drossing removal rapidly, the edge area of annealing left is almost nil, so the mechanical properties of the material is well preserved.
Q3: What measures does LS Manufacturing take to maintain the dimensional tolerances of laser cut spring parts?
Our laser cutting machines are equipped with 0.005mm grade precision linear motors and closed-loop feedback systems using grating rulers. The mass production spring dimensional tolerances can be kept stably in the range of 0.01mm to 0.03mm.
Q4: Can you make DFM (Design for Manufacturing) suggestions on my custom flat spring designs to reduce production costs?
Of course, simply send us your drawings and our skilled spring engineering team will do a DFM feasibility check within 24 hours, and at the same time, they can optimize hole spacing, corner radius, and layout structure to improve material usage, eliminate stress concentration defects, and lower the costs of mass production.
Q5: What grade of spring steel materials do you usually keep in stock for quick-turn custom manufacturing?
We keep many spring steels on hand. Our inventory includes 1074, 1095 high-carbon steel, 5160 alloy steel as well as 301, 17-7PH stainless steel. These materials cover a large spectrum of customization options. Stocks are plentiful enabling us to fulfill customer orders quickly, in many cases, the first sample can be delivered within 48 hours.
Q6: Why is nitrogen preferred over oxygen when performing custom flat spring laser service?
Using oxygen as the gas for cutting results in a very thick layer of oxide with a layer of decarburization that makes the spring metal brittle and shortens its service life dramatically. Using high-purity nitrogen generates an inert and protective atmosphere. As a result, the cut remains clean and free from oxidation, and the material's original mechanical properties are preserved.
Q7: Do you have a Minimum Order Quantity (MOQ) requirement for high-precision spring laser cutting orders?
There isn't a minimum order quantity. Regardless of whether it's a single sample for R&D testing or a high-volume production order of hundreds of thousands of pieces you will benefit from the same top-quality precision machining and standardized quality control services.
Q8: What inspection reports will I receive with my batch of laser-cut spring steel components?
Our products come in batches, and each batch is supplied with a complete set of traceability documents. You will receive raw material composition reports, Vickers hardness test records, two-dimensional precision dimensional reports, and tempering process certificates. These documents will prove that the quality of the purchased items meets the standards and is traceable.
Résumé
Laser cutting spring steel to exact specifications is more than just figuring out the dimensions to be cut, it also means carefully managing the metal's structure, thermal stress, and the quality of the cut edges through engineering.
Professional high-quality precision laser cutting services, with their thorough material understanding, well-established process parameters, and quality control systems, can stop spring fatigue failure right as the feature is developed. Expert service providers who are specialists in processing spring steel are crucial to the performance of high-end equipment and good product quality.
Don't let rough edge finishing and frequent breakage damage the brand reputation of your high-end equipment. LS Manufacturing is ready to provide you with the industry's most professional precision laser cutting solutions for custom flat springs, covering everything from prototyping to global mass production in compliance with regulations. We promise to respond to your inquiries within 24 hours and provide a comprehensive cost-benefit analysis service from our senior R&D engineers, including material matching, cost accounting, and manufacturability (DFM) analysis.
Please click the "Get Quote" button to upload your DXF/STEP format design drawings or directly schedule a one-on-one in-depth technical exchange with our online engineering experts.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


