Corte por láser de precisión para acero para resortes: fabricación de resortes planos personalizados
Escrito por
Gloria
Publicado
May 29 2026
Corte por láser
Síguenos
Servicio de corte por láser de precisión para acero para resortes es un proceso de corte con temperatura controlada a nivel de micras principalmente para resortes planos. Elimina totalmente los problemas de la industria que surgen del procesamiento tradicional, como daños por calor, microfisuras y fallas de elasticidad. Es capaz de limitar estrictamente la zona afectada por el calor a 20 μm, logrando así una tolerancia dimensional de 0,01 mm y, al mismo tiempo, preserva las propiedades mecánicas del acero para resortes al máximo. En la fabricación de precisión global, los resortes planos personalizados cuentan con un rebote muy preciso y una buena vida útil a la fatiga. Al mismo tiempo, muchos compradores enfrentan escasez de piezas y tiempos de inactividad de los equipos debido a procesos de corte deficientes.
El acero para resortes es un metal extremadamente sensible a la temperatura. El corte por láser a alta temperatura tradicional puede provocar cambios en la estructura metalográfica del material. LS Manufacturing mediante un sistema de procesos patentado gestiona el problema, asegurándose de que los resortes sean estables durante el uso cíclico de alta frecuencia.
Resumen rápido de los procesos principales para el servicio de corte por láser de precisión para resortes
Este capítulo resume los principales estándares y características del proceso para el corte por láser de acero para resortes, lo que facilita al personal de compras identificar rápidamente los principales requisitos de procesamiento y les previene de problemas comunes de calidad del procesamiento.
Dimensiones del proceso
Estándares técnicos básicos
Consecuencias adversas
Beneficios principales para el cliente
Control de zona afectada por el calor (HAZ)
≤20μm
Descarburación del material, fractura por fatiga
Ciclo de vida extendido del resorte
Especificaciones de gas auxiliar
Pureza del nitrógeno ≥99,999%, presión 1,6-2,0MPa
Oxidación del filo, incapacidad para someterse a una galvanoplastia posterior.
Elimina el proceso de decapado secundario, acorta el tiempo de entrega.
Proceso de alivio del estrés
Templado a 250°C-350°C durante 30-60min
Concentración de tensiones residuales, iniciación de microfisuras.
Restaura la resistencia a la fatiga original del resorte.
rugosidad de la superficie
Ra 0,4 μm - Ra 0,8 μm
Acumulación de escoria en el borde, fractura por concentración de tensión.
No es necesario realizar un pulido secundario, sin daños secundarios.
Tolerancia dimensional
Estable ±0,01 mm
Desviación de ensamblaje, error de elasticidad excesiva.
Se adapta a los estándares de ensamblaje de equipos de alta precisión.
Conclusiones clave:
La gestión del calor es un factor crucial: para evitar fallos localizados por descarburación de los bordes de acero para resortes, la zona afectada por el calor (HAZ) debe controlarse a 20 μm mediante el uso de un láser pulsado.
Selección de gas principal: gas nitrógeno a alta presión con una pureza del 99,999 % es la única opción que se puede utilizar para evitar la oxidación del corte al cortar acero para resortes de acero inoxidable 17-7PH o 301.
El alivio de tensión es imprescindible: La tensión residual inducida durante el corte por láser debe eliminarse mediante un templado para aliviar la tensión a 250 ℃ - 350 ℃ para que se pueda restaurar la vida útil a la fatiga del resorte plano.
Criterios para la toma de decisiones: busque proveedores que sean capaces de optimizar el diseño de dibujos DFM, tengan monitoreo dimensional SPC en línea y proporcionen informes de pruebas de dureza rastreables.
¿Por qué confiar en el servicio de corte por láser de precisión y la experiencia en fabricación de acero para resortes de LS Manufacturing?
Nuestro equipo tiene una vasta experiencia en el mecanizado de resortes de proceso y puede resolver con precisión diferentes problemas de corte de acero para resortes.Podemos producir resortes que cumplen con los requisitos estándar de la fabricación industrial superior a través de nuestra experiencia. Las pruebas indirectas del corte de acero para resortes en múltiples marcas revelaron que la razón de más del 90 % de las fallas de los resortes es la falta de parámetros de proceso controlados adecuadamente y no los problemas con las materias primas.
Aplicamos el sistema existente de control de calidad de producción en masa IATF 16949 que nos permite tener la trazabilidad completa de los parámetros del proceso. Los fabricantes normales que sólo se preocupan por el cumplimiento dimensional estarían ciegos ante los cambios en la estructura metalográfica que a menudo significan fatiga. Nuestro método de regulación de temperatura a muy pequeña escala realmente puede duplicar la resistencia de los resortes. El servicio de corte por láser de precisión de alta calidad es la base para garantizar la estabilidad del producto.
Nuestro trabajo cumple con la norma ASTM A689-25 para el procesamiento de acero para resortes. Utilizando nuestras herramientas desarrolladas internamente y nuestro exclusivo sistema de parámetros, ayudamos a la industria a eliminar problemas como la distorsión de placas delgadas y la acumulación de escoria en materiales gruesos, al tiempo que podemos abordar la precisión, la durabilidad y la rentabilidad. Ideal para aplicaciones médicas y aeroespaciales exigentes, nuestro experto servicio de corte por láser de acero para resortes es capaz de satisfacer los requisitos de producción de resortes fabricados con una amplia variedad de materias primas.
¿Quiere verificar rápidamente la viabilidad de su solución de procesamiento de resortes? Envíe sus dibujos en cualquier momento para recibir un análisis de optimización DFM personalizado y gratuito, que evite con precisión los riesgos de procesamiento y acorte el ciclo de I+D.
¿Por qué el calor afecta su servicio de corte por láser de precisión para componentes de acero para resortes?
El problema principal al cortar acero para resortes con láser es el endurecimiento del borde o la descarburación localizada, que es esencialmente el efecto de la aplicación de demasiado calor. LS Manufacturing emplea láseres de fibra de pulso muy corto que no sólo minimizan la zona afectada por el calor (HAZ) a unas pocas micras sino que también previenen perfectamente cualquier deterioro de las propiedades mecánicas del material. Esto garantiza que los resortes conservarán su estabilidad de rebote incluso con un uso prolongado y de alta frecuencia. Esta es la tecnología esencial para el corte por láser de acero para resortes de alta calidad.
Cambios metalográficos del material inducidos por altas temperaturas
El funcionamiento prolongado de resortes de alta frecuencia aumenta la manifestación de defectos materiales. El control térmico del corte por láser es la base para prevenir daños al material. En el momento en que la temperatura del rayo láser alcanza su punto máximo, la temperatura en el borde del acero para resortes puede alcanzar la temperatura de austenitización. En este caso, se formará una estructura de martensita que es muy dura y quebradiza después del enfriamiento.
Además, el calor que produce la viga es capaz de provocar pérdida de carbono, lo que a su vez conduce a la formación de zonas descarburadas que reducen el límite de fatiga del resorte plano y por lo esta pieza se fracturará más rápidamente al ser sometida a esfuerzos cíclicos.
Debido a esto, un resorte cortado con un láser normal puede parecer perfectamente fino en cuanto a dimensiones, pero la estructura interna está comprometida y el resorte no podrá funcionar de manera estable durante un tiempo prolongado.
Solución de optimización de parámetros de corte a baja temperatura
Hemos desarrollado un conjunto de parámetros completamente nuevo para corte en frío para resolver el daño térmico. La optimización del grano de corte por láser se puede utilizar para mejorar la microestructura del borde cortado. Las normas de control específicas son:
El rango de frecuencia del pulso está bloqueado y se controla de manera estable entre 2000 Hz y 3500 Hz, lo que reduce en gran medida la cantidad de energía térmica por pulso láser.
Usar un modo de entrada de energía de línea ultrabaja evitará que la veta del borde se vuelva demasiado grande.
La purga instantánea del flujo de aire se coordina para eliminar el calor residual del borde cortado de manera muy eficiente.
En comparación con el procesamiento láser continuo tradicional, esta técnica es capaz de preservar las propiedades mecánicas de la materia prima en la mayor medida posible, lo que asegura físicamente estructuralmente la resistencia a la fatiga del resorte y, al mismo tiempo, elimina por completo los defectos de daño térmico inherentes al acero para resortes tradicional cortado con láser.
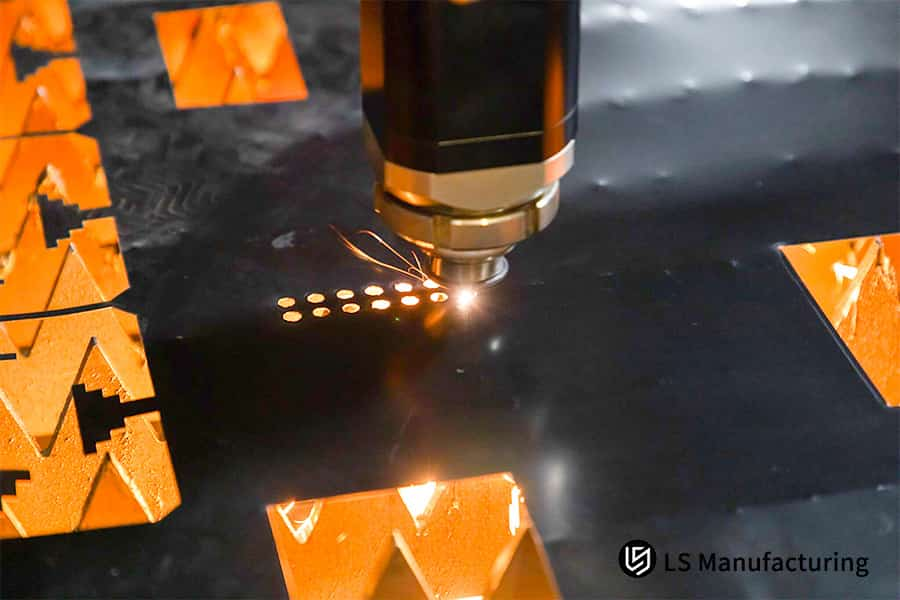
Figura 1: Primer plano de acero para resortes cortado con láser, que muestra chispas y generación de calor.
¿Cómo puede el servicio láser de resorte plano personalizado prevenir las microfisuras y fallas por fatiga del material?
La prevención de microgrietas y fallas por fatiga depende principalmente de una revisión exhaustiva del diseño del punto de inicio del corte por láser y del emparejamiento de la velocidad de corte del borde. Al ajustar con precisión el equilibrio dinámico entre la forma de onda del haz y el baño fundido del láser, garantizamos bordes de corte suaves sin desgarros microscópicos, extendiendo así la vida útil del producto. Este es el estándar de proceso central para un servicio personalizado de láser de resorte plano.
Proceso de corte optimizado para evitar la aparición de grietas
Directamente, la alineación de precisión del corte con resorte influye en la calidad del corte. Un aspecto clave del mecanizado de resortes de precisión es evitar grietas durante el corte por láser. Es un hecho conocido que los métodos de perforación vertical causan una mayor tensión térmica en el lugar, lo que resulta en el inicio de microfisuras permanentes. Debido a esto, utilizamos un método de corte progresivo en forma de arco en cada etapa, y en combinación con tecnología de pulso de frecuencia modulada, para dispersar la acumulación de calor localizada y prevenir la formación de grietas en su origen.
Estándares de control preciso de la velocidad de corte
Una de las principales razones de la acumulación de escoria y el agrietamiento es el desequilibrio de la velocidad de corte. La calibración de la velocidad de corte por láser asegura las condiciones del proceso y también establece normas de velocidad rígidas para resortes de diversos espesores. Los principales puntos de control son:
Resorte amortiguador con un espesor de 0,5 mm: Fijado dentro de un rango de velocidad de corte constante de 4,5 m/min-5,2 m/min.
Funcionar a una velocidad excesivamente alta produce una acumulación térmica gradual, lo que lleva al ablandamiento del material durante el recocido.
La velocidad fuera de lo común provoca la acumulación de escoria en el borde inferior, la concentración de tensión conduce a la fractura.
Si cumplimos estrictamente el parámetro, podemos mantener la rugosidad de la superficie de corte de manera constante en Ra 0,4 μm - Ra 0,8 μm, un corte libre de defectos microscópicos. Por lo tanto, cumple plenamente con los estándares de calidad del corte por láser de resortes de alta precisión.
Si desea ser muy específico en la selección de los parámetros de corte que corresponden a un determinado espesor de resorte, siempre puede solicitar a nuestros expertos una estimación gratuita de los costos del proceso de mecanizado, es decir, un buen equilibrio entre calidad suprema y rentabilidad razonable.
¿Qué parámetros garantizan un corte por láser con resorte de alta precisión para materiales de calibre fino?
El corte por láser de láminas de acero para resortes extremadamente delgadas con un nivel de precisión ultraalto (0,1 mm - 1,0 mm) se basa en el uso de puntos láser enfocados extremadamente pequeños y criterios de fijación muy estrictosa. LS Manufacturing emplea un punto focal de haz ultrafino de 20 μm y una plataforma de adsorción al vacío combinada para eliminar cualquier deformación de piezas de trabajo de láminas delgadas, lo que produce fácilmente una precisión dimensional ultraalta de 0,01 mm, lo cual es un ejemplo perfecto de corte por láser de resorte de alta precisión estándares de proceso.
Configuración de los parámetros del haz láser central
El enfoque láser en láminas delgadas es la clave para la precisión del mecanizado de láminas delgadas. Para el mecanizado de acero para muelles ultrafino, p. ej. Resortes de diafragma de alta precisión de 0,2 mm, recurrimos a parámetros de haz exclusivos: factor de calidad del haz M1.1, combinado con una distancia focal de lente de enfoque de 50 mm, produciendo un punto láser muy fino mientras se minimiza el daño térmico del material.
Herramientas antideformación y sistema de control de circuito cerrado
La chapa delgada es muy susceptible a la vibración y la deformación, lo que de hecho es un importante problema de la industria. La La estabilización plana del corte por láser puede resolver este problema por completo. Lo hacemos mediante un enfoque doble:
Después de un desarrollo propio, se utiliza un dispositivo de adsorción por desviación al vacío de alta precisión para garantizar una planitud absoluta de la chapa durante todo el ciclo de trabajo.
Facilite con un sistema de control de bucle cerrado de regla de rejilla que hace posible la compensación de desviaciones dimensionales en tiempo real.
Se pueden lograr procesamientos de contornos complejos, como curvas envolventes y mallas porosas, con una tolerancia estable de 0,01 mm.
Todo este sistema satisface completamente las muy estrictas especificaciones de personalización de los sensores médicos y aeroespaciales, representando de esta manera el último soporte técnico del servicio de corte de resorte plano de precisión de alta gama.
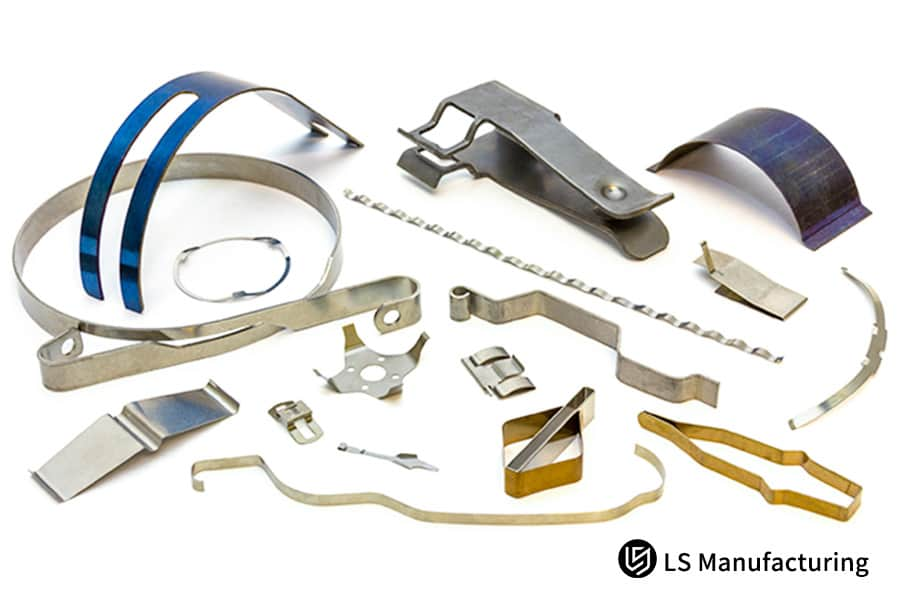
Figura 2: Una variedad de componentes de acero para resortes cortados con láser de precisión con formas y agujeros intrincados.
¿Por qué es fundamental la selección del gas de asistencia para la optimización del acero para resortes cortado con láser?
La pureza y la presión del gas auxiliar definen ante todo la capacidad antioxidante y la posterior soldabilidad/galvanoplastia del corte por resorte. Por esta razón, somos firmes en el punto de utilizar siempre nitrógeno a alta presión con una pureza del 99,999% como gas auxiliar. Esto eliminará por completo cualquier capa de óxido en el borde cortado, ahorrará el costo de los muy inconvenientes procesos de decapado secundario y, al mismo tiempo, aumentará la calidad del producto terminado del acero para resortes cortado con láser de manera muy efectiva.
Cambios en la calidad del trabajo como resultado de diferentes gases auxiliares
La oxidación del resorte de acero inoxidable depende completamente de la protección del gas de asistencia. La La purificación del gas de corte por láserdeterminará directamente la pureza del corte. Al cortar resortes de acero inoxidable como 301 y 17-7PH, el uso de aire o nitrógeno de baja pureza puede provocar la formación de una capa dura y quebradiza de óxido de cromo negro de 5 μm a 10 μm, que provocará corrosión y descamación de la superficie con bastante facilidad.
Beneficios del uso de nitrógeno de alta pureza para cortar
Empleamos nitrógeno de alta pureza y alta presión de 1,6 MPa-2,0 MPa para fundir y cortar. La técnica de limpieza por corte por láser puede eliminar de forma eficaz y rápida el metal fundido. Las ventajas más importantes son dobles:
El rápido flujo de aire limpia fácilmente el metal fundido, lo que da como resultado una superficie de corte brillante y hermosa de color plateado.
Además, la capa de pasivación original del material está completamente intacta, lo que permite que la pieza de trabajo pase directamente a su procesamiento posterior sin necesidad de un tratamiento secundario.
Además, esta técnica prescinde totalmente de los trabajos de decapado con ácido y pulido del producto terminado, lo que acorta en gran medida el tiempo de entrega de la cadena de suministro lo que reduce los costos generales de procesamiento y enfatiza las ventajas distintivas del servicio especializado de corte por láser de precisión al mismo tiempo.
Material de acero para resortes
Gas auxiliar compatible
Estándar de pureza del gas
Presión de trabajo
Efecto de corte
Acero inoxidable 301
Nitrógeno de alta pureza
≥99,999%
1,6-1,8MPa
Color plateado brillante, sin oxidación, sin capa descarburada.
Acero inoxidable 17-7PH
Nitrógeno de alta pureza
≥99,999%
1,8-2,0MPa
Sin incrustaciones de óxido de cromo, se puede galvanizar directamente.
Acero con alto contenido de carbono 1074/1095
Nitrógeno de alta pureza
≥99,995%
1,5-1,7MPa
Evita la quema del elemento carbono y conserva la dureza.
Acero de aleación 5160
Nitrógeno de alta pureza
≥99,995%
1,7-1,9MPa
Estructura metalográfica estable, sin fragilización.
Figura 3: Diagrama técnico del proceso de corte por láser asistido por gas para acero para muelles.
¿Cómo puede un proveedor de servicios premium de corte por láser de acero para resortes reducir la acumulación de escoria?
La eliminación total de la escoria del borde inferior de un resorte es una parte importante que separa a una fábrica de corte por láser de precisión de otra a la hora de juzgar sus capacidades técnicas. LS Manufacturing produce cero escoria en la parte inferior del corte al afinar minuciosamente la operación que alinea la proporción áurea de la posición del enfoque y la altura de la boquilla, lo que ayuda a los clientes a ahorrar un 100 % en costos de mano de obra de desbarbado. De hecho, esto puede considerarse un factor principal para un servicio de corte por láser de acero para resortes de primer nivel.
La idea básica de babear
El babeo se debe a que el residuo fundido del filo se atasca. Reducir los restos de corte por láser es una operación crucial para mejorar la calidad del mecanizado. Cuandocuando el proceso de corte por láser genera metal fundido, si no se elimina rápidamente, el metal se pegará al borde inferior del corte después de solidificarse, lo que dará como resultado una rebaba rebelde. Este último paso de pulido adelgazará el resorte y estropeará su superficie.
Ajustes de parámetros específicos de escoria cero
Hemos creado una fórmula de desplazamiento de enfoque que solo usamos nosotros: Desplazamiento de enfoque = Grosor de la placa × 0.3.El ajuste del enfoque de corte por láser puede corregir el modo de corte de enfoque negativo con un control de parámetros estandarizado y preciso:
Para producir un flujo de aire concentrado supersónico, la distancia entre la boquilla y la placa se ha controlado con precisión entre 0,5 mm y 0,7 mm.
El efecto de agitación de la boquilla sobre el metal fundido se mejora mediante el uso de una boquilla cónica de alta velocidad.
La acumulación de residuos metálicos se evita totalmente gracias a un ángulo de flujo de aire optimizado.
Modo de procesamiento
Altura de la escoria
Requisitos de posprocesamiento
Riesgo de daños secundarios
Corte por láser tradicional
≈0,15 mm
Requiere esmerilado y pulido manual.
Extremadamente alto, lo que provoca fácilmente un espesor desigual.
Proceso optimizado de fabricación de LS
≤0,01 mm
No se requiere procesamiento secundario.
Sin daños secundarios.
Este sistema de parámetros permite que el servicio de corte de resortes planos de precisión logre un conformado sin posprocesamiento, mejorando significativamente la eficiencia de entrega y garantizando la apariencia y la integridad estructural de los componentes de resortes cortados con láser. Para obtener soluciones personalizadas de procesamiento sin escoria para sus productos, envíe sus dibujos directamente para obtener rápidamente una cotización precisa y un plan de proceso personalizado.
Figura 4: una colección de resortes planos personalizados con bordes lisos y limpios, que muestran una reducción de escoria.
¿Qué operaciones secundarias implementan los proveedores confiables de servicios láser de resorte plano personalizados?
Además de obtener un excelente corte por láser, las técnicas de posprocesamiento, como el alivio de tensión mediante el templado y el granallado, son claves para determinar la vida útil de los resortes planos. LS Manufacturing controla la temperatura y el templado para aliviar la tensión en todas las piezas después del corte con láser para activar el alto límite elástico del acero para resortes, lo que permite un control de calidad total del servicio láser personalizado de resortes planos.
Proceso de templado para aliviar tensiones residuales
El alivio del estrés procesado con láser es clave para prolongar la vida útil de la primavera. La eliminación del estrés del corte por láser puede erradicar el estrés residual del procesamiento. La alta temperatura instantánea del láser puede generar trazas de tensión de tracción residual, acelerando la propagación de grietas. We have established a standardized process: within 15 minutes after cutting, the spring is placed in a tempering furnace and held at 280°C-320°C for 30-60 minutes to convert harmful tensile stress into stable compressive stress.
High-End Shot Peening Strengthening Process for Prolonged Lifespan
Laser cutting surface strengthening offers a great way to increase the durability of custom parts that require high lifespan. Our shot peening process is a very powerful and effective technique for enhancing the fatigue life of components, and it meets what comes next standards:
The surface is bombarded with 0.1 mm high precision steel shot.
The formation of a dense residual compressive stress layer on the spring surface.
Increase the spring cycle life by more than 200%.
Such thorough post-processing will fully smooth the risk of fatigue fracture, prevent after-sales quality issues, and ultimately enhance the service life and stability of high precision spring laser cutting products.
Post-Processing Steps
Process Temperature
Holding Time
Suitable Plate Thickness
Core Benefit Effect
Standard stress-relief tempering
250°C-280°C
30min
0.1mm-0.3mm
Eliminates micro-stress in thin plates, prevents deformation.
Strengthening stress-relief tempering
280°C-320°C
45min
0.3mm-1.0mm
Significantly improves fatigue resistance.
High-temperature stable tempering
320°C-350°C
60min
1.0mm-6.0mm
Thoroughly removes deep residual stress.
Precision shot peening
Room temperature
20min
For full-thickness precision custom parts
Cycle life increased by 200%+.
How To Evaluate The Manufacturing Capacity And Quotation Profile Of Your Precision Flat Spring Cutting Service?
When choosing suppliers who specialize in flat spring cutting, it is better not to focus solely on the unit price of cutting per hour. Rather, it is worth thoroughly considering their drawing DFM calculation, prototyping speed, and SPC control capabilities that are supportive to long-term mass production. LS Manufacturing offers 24-hour rapid quoting and free DFM optimization, so they can not only reduce your new project development cycle by up to 40% but also provide a complete upgrade of your precision flat spring cutting service delivery experience.
Core Evaluation Dimensions for Professional Suppliers
When auditing custom spring manufacturing, the focus should be on quality control from start to finish. One of the decisive factors when it comes to choosing excellent suppliers is their laser cutting capacity. Good manufacturers, apart from providing you with cutting services, also change the product structure so that it can be used in mass production. The influence of the kerf and the springback coefficient on the stiffness of the spring must be precisely determined when STEP/DXF drawings are obtained.
Mass Production Quality Control and Delivery Assurance System
We rely on a dual certification system to ensure quality, and laser cutting batch consistency ensures stable mass production quality and full-process traceability. The core guarantees are as follows:
Conforming to ISO 9001 and IATF 16949 twin quality management systems.
Ability to smoothly switch capacity from one-piece prototype to mass production of even hundreds of thousands units.
Issuing a full range of reports with every shipment including material certificates, hardness tests, and dimensional inspections.
This extensive quality control system is designed to assure that laser cut spring components meet the strict acceptance standards of high-end overseas procurement and that our spring steel laser cutting process continually complies with the industry standards, thereby ensuring stable mass production quality.
LS Manufacturing Case Study:Medical Industry Custom Flat 301 Stainless Steel Diaphragm Spring Laser Manufacturing
Compared with ordinary industrial standards, high-end medical equipment relies on precision springs that not only need to last much longer but also require very high precision, even small defects during processing can cause the equipment to malfunction. This article features a case study of using a proprietary cold-working process to eliminate fatigue fracture in ultra-thin stainless steel diaphragm springs, which perfectly illustrates the key benefits of precision machining and the implementation of a high precision spring laser cutting solution.
Customer's Main Problems
One of the leading manufacturers of high-end medical equipment in North America is looking for custom 0.15mm thick 301 stainless steel diaphragm springs. They have very strict laser cutting medical compliance requirements that need to be met per industry standards. These components make a difference in microfluidic pumps. So, the cycle life is more than 10 million cycles and the springback error is 2%. Parts made at two local suppliers failed after only 1.5 million fatigue cycles due to excessive heat-affected zone (HAZ), which led to project development stoppage and R&D losses.
LS Manufacturing Plan
Through finite element analysis, we change the cutting path to prevent heat buildup in one spot. For cold processing, we use a 50W high beam quality pulsed laser with a 15ns ultra short pulse width.
We use closed-loop vacuum adsorption fixtures and cut with 99.999% high-purity nitrogen at 1.8MPa. As a result, the HAZ is only 8μm, which is more than twice stricter than the industry standard of 20μm.
With very accurate temperature control, residual stress is fully removed by 260C tempering for 45 min, a rare and very detailed temperature control measure in the industry.
Project Results
The final product successfully completed 10 million full-load fatigue cycles without cracks or burrs on the cut surface, and the elastic accuracy met the standards. We did rapid prototyping in just 5 days, and using our proprietary nesting optimization algorithm, we helped the client reduce raw material procurement costs by 18%, translating to annual material cost savings of over $23,000. Eventually, the client agreed to a 3-year exclusive mass production cooperation contract and named us as their core supplier in Greater China.
This example clearly illustrates the effectiveness of refined processes. Contact us if you want to meet medical-grade high-end processing standards and view more cases of high-end custom-made products to create your custom flat spring laser service and precision laser cutting service solutions.
Preguntas frecuentes
Q1: What is the maximum thickness of spring steel that can be handled by your high-precision spring laser cutting service?
We are capable of processing spring steel of any specification from 0.05 mm to 6.0 mm very uniformly, even materials like 1095 and 5160 which are the two most popular ones. The perpendicularity of the processed parts' edges is 0.5, which is adequate for the load requirements of various industrial precision springs.
Q2: Is spring steel going to be affected for hardness or mechanical properties during the laser cutting operation?
The hardness reduction of the material subjected to the laser beam is due to the high cooling rate, and we believe why is the decarburization annealing. We make use of ultra-short pulse laser with high-pressure cold nitrogen to drossing removal rapidly, the edge area of annealing left is almost nil, so the mechanical properties of the material is well preserved.
Q3: What measures does LS Manufacturing take to maintain the dimensional tolerances of laser cut spring parts?
Our laser cutting machines are equipped with 0.005mm grade precision linear motors and closed-loop feedback systems using grating rulers. The mass production spring dimensional tolerances can be kept stably in the range of 0.01mm to 0.03mm.
Q4: Can you make DFM (Design for Manufacturing) suggestions on my custom flat spring designs to reduce production costs?
Of course, simply send us your drawings and our skilled spring engineering team will do a DFM feasibility check within 24 hours, and at the same time, they can optimize hole spacing, corner radius, and layout structure to improve material usage, eliminate stress concentration defects, and lower the costs of mass production.
Q5: What grade of spring steel materials do you usually keep in stock for quick-turn custom manufacturing?
We keep many spring steels on hand. Our inventory includes 1074, 1095 high-carbon steel, 5160 alloy steel as well as 301, 17-7PH stainless steel. These materials cover a large spectrum of customization options. Stocks are plentiful enabling us to fulfill customer orders quickly, in many cases, the first sample can be delivered within 48 hours.
Q6: Why is nitrogen preferred over oxygen when performing custom flat spring laser service?
Using oxygen as the gas for cutting results in a very thick layer of oxide with a layer of decarburization that makes the spring metal brittle and shortens its service life dramatically. Using high-purity nitrogen generates an inert and protective atmosphere. As a result, the cut remains clean and free from oxidation, and the material's original mechanical properties are preserved.
Q7: Do you have a Minimum Order Quantity (MOQ) requirement for high-precision spring laser cutting orders?
There isn't a minimum order quantity. Regardless of whether it's a single sample for R&D testing or a high-volume production order of hundreds of thousands of pieces you will benefit from the same top-quality precision machining and standardized quality control services.
Q8: What inspection reports will I receive with my batch of laser-cut spring steel components?
Our products come in batches, and each batch is supplied with a complete set of traceability documents. You will receive raw material composition reports, Vickers hardness test records, two-dimensional precision dimensional reports, and tempering process certificates. These documents will prove that the quality of the purchased items meets the standards and is traceable.
Resumen
Laser cutting spring steel to exact specifications is more than just figuring out the dimensions to be cut, it also means carefully managing the metal's structure, thermal stress, and the quality of the cut edges through engineering.
Professional high-quality precision laser cutting services, with their thorough material understanding, well-established process parameters, and quality control systems, can stop spring fatigue failure right as the feature is developed. Expert service providers who are specialists in processing spring steel are crucial to the performance of high-end equipment and good product quality.
Don't let rough edge finishing and frequent breakage damage the brand reputation of your high-end equipment. LS Manufacturing is ready to provide you with the industry's most professional precision laser cutting solutions for custom flat springs, covering everything from prototyping to global mass production in compliance with regulations. We promise to respond to your inquiries within 24 hours and provide a comprehensive cost-benefit analysis service from our senior R&D engineers, including material matching, cost accounting, and manufacturability (DFM) analysis.
Please click the "Get Quote" button to upload your DXF/STEP format design drawings or directly schedule a one-on-one in-depth technical exchange with our online engineering experts.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.