Corte a laser de precisão para aço de mola: fabricação de molas planas personalizadas
Escrito por
Gloria
Publicado
May 29 2026
Corte a laser
Siga-nos
O serviço de corte a laser de precisão para aço para molas é um processo de corte com temperatura controlada em nível de mícron, principalmente para molas planas. Elimina totalmente os problemas da indústria que surgem do processamento tradicional, como danos por calor, microfissuras e falhas de elasticidade. É capaz de limitar estritamente a zona afetada pelo calor a 20 μm, alcançando assim uma tolerância dimensional de 0,01 mm e, ao mesmo tempo, preserva ao máximo as propriedades mecânicas do aço da mola. Na fabricação de precisão global, as molas planas personalizadas são fornecidas com um rebote muito preciso e boa resistência à fadiga. Ao mesmo tempo, muitos compradores enfrentam escassez de peças e paralisações de equipamentos devido a processos de corte abaixo do padrão.
O aço para molas é um metal extremamente sensível à temperatura. O corte a laser tradicional em alta temperatura pode causar alterações na estrutura metalográfica do material. A LS Manufacturing por meio de um sistema proprietário de processos gerencia o problema, garantindo que as molas permanecerão estáveis durante o uso cíclico de alta frequência.
Visão geral rápida dos principais processos para serviços de corte a laser de precisão para molas
Este capítulo resume os principais padrões e recursos de processo para corte a laser de aço para molas, facilitando ao pessoal de compras identificar rapidamente os principais requisitos de processamento e evitando problemas comuns de qualidade de processamento.
Dimensões do Processo
Padrões Técnicos Básicos
Consequências adversas
Principais benefícios para o cliente
Controle de zona afetada pelo calor (HAZ)
≤20μm
Descarbonetação de material, fratura por fadiga
Ciclo de vida estendido da primavera
Especificações do gás auxiliar
Pureza do nitrogênio ≥99,999%, pressão 1,6-2,0MPa
Oxidação de ponta, incapacidade de passar por galvanoplastia subsequente.
Elimina o processo de decapagem secundária e reduz o tempo de entrega.
Processo de alívio do estresse
Têmpera a 250°C-350°C por 30-60min
Concentração de tensão residual, iniciação de microfissuras.
Restaura a resistência original à fadiga da mola.
Rugosidade da superfície
Ra 0,4μm - Ra 0,8μm
Acúmulo de escória nas bordas, fratura por concentração de tensão.
Não há necessidade de retificação secundária, sem danos secundários.
Tolerância Dimensional
Estável ±0,01mm
Desvio de montagem, erro de elasticidade excessivo.
Adapta-se aos padrões de montagem de equipamentos de alta precisão.
Principais vantagens:
O gerenciamento de calor é um fator crucial: Para evitar falhas localizadas na descarbonetação das bordas de aço da mola, a zona afetada pelo calor (ZTA) deve ser controlada para 20μm usando laser pulsado.
Seleção principal de gás: o gás nitrogênio de alta pressão com pureza de 99,999% é a única opção que pode ser usada para evitar a oxidação do corte ao cortar aço para molas de aço inoxidável 17-7PH ou 301.
Alívio de tensão é obrigatório: A tensão residual induzida durante o corte a laser deve ser removida por têmpera de alívio de tensão a 250°C - 350°C para que a vida útil da mola plana possa ser restaurada.
Critérios de tomada de decisão: Procure fornecedores que sejam capazes de otimizar projetos de desenhos DFM, tenham monitoramento dimensional SPC on-line e forneçam relatórios de teste de dureza rastreáveis.
Por que confiar no serviço de corte a laser de precisão e na experiência em fabricação de aço para molas da LS Manufacturing?
Nossa equipe tem uma vasta experiência em processos de usinagem de molas e pode resolver com precisão diferentes problemas de corte de aço para molas.Podemos produzir molas que atendam aos requisitos padrão da principal fabricação industrial através de nossa experiência. Testes indiretos de corte de aço para molas em diversas marcas revelaram que o motivo de mais de 90% das falhas de molas é a falta de parâmetros de processo adequadamente controlados, e não os problemas com as matérias-primas.
Aplicamos o sistema existente de controle de qualidade de produção em massa IATF 16949, que nos permite ter a rastreabilidade total dos parâmetros do processo. Os fabricantes normais que estão preocupados apenas com a conformidade dimensional ficariam cegos para mudanças reais na estrutura metalográfica, muitas vezes significando fadiga. Nosso método de regulação de temperatura em escala muito pequena pode realmente dobrar a resistência das molas. O serviço de corte a laser de precisão de alta qualidade é a base para garantir a estabilidade do produto.
Nosso trabalho está em conformidade com o padrão ASTM A689-25 para processamento de aço para molas. Usando nossas ferramentas desenvolvidas internamente e sistema de parâmetros exclusivo, ajudamos a indústria a eliminar problemas como distorção de placas finas e aderência de escória em materiais espessos, além de sermos capazes de lidar com precisão, durabilidade e economia. Ideal para aplicações médicas e aeroespaciais exigentes, nosso serviço especializado de corte a laser de aço para molas é capaz de atender aos requisitos de produção de molas feitas de uma ampla variedade de matérias-primas.
Deseja verificar rapidamente a viabilidade de sua solução de processamento de molas? Envie seus desenhos a qualquer momento para receber uma análise de otimização de DFM gratuita e personalizada, evitando com precisão riscos de processamento e encurtando o ciclo de P&D.
Por que o calor afeta seu serviço de corte a laser de precisão para componentes de aço para molas?
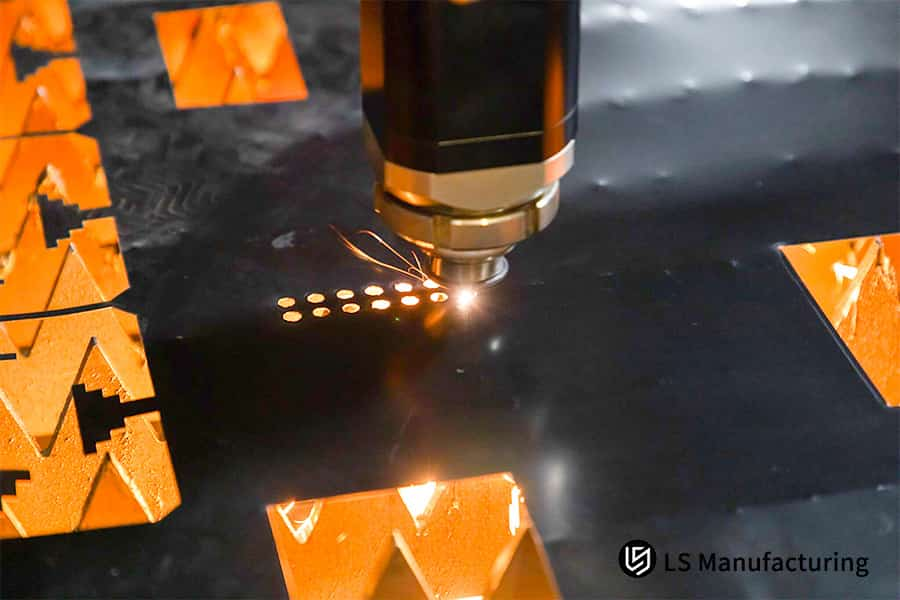
O principal problema ao cortar aço para molas a laser é o endurecimento da borda ou a descarbonetação localizada, que é essencialmente o efeito da aplicação de muito calor. A LS Manufacturing emprega lasers de fibra de pulso muito curto que não apenas minimizam a zona afetada pelo calor (HAZ) para alguns mícrons, mas também evitam perfeitamente qualquer deterioração das propriedades mecânicas do material. Isso garante que as molas manterão sua estabilidade de recuperação mesmo com uso prolongado e de alta frequência. Esta é a tecnologia essencial para corte a laser de aço para molas de alta qualidade.
Alterações metalográficas de materiais induzidas por alta temperatura
A operação prolongada de molas de alta frequência aumenta a manifestação de defeitos de material. O controle térmico do corte a laser é a base para evitar danos ao material. No momento em que a temperatura do feixe de laser atinge seu pico, a temperatura na borda do aço da mola pode atingir a temperatura de austenitização. Neste caso, a estrutura de martensita que é muito dura e quebradiça será formada após o resfriamento.
Além disso, o calor que a viga produz é capaz de causar perda de carbono, o que por sua vez leva à formação de zonas descarbonetadas que reduzem o limite de fadiga da mola plana e assim esta peça irá fraturar mais rapidamente quando submetida a tensões cíclicas.
Por causa disso, uma mola cortada por um laser normal pode parecer perfeitamente fina em termos de dimensão, mas a estrutura interna fica comprometida e a mola não será capaz de operar de forma estável por um longo período de tempo.
Solução de otimização de parâmetros de corte em baixa temperatura
Desenvolvemos um conjunto completamente novo de parâmetros para corte a frio para solucionar danos térmicos. Otimização de grãos de corte a laser pode ser usada para aprimorar a microestrutura da aresta de corte. Os padrões de controle específicos são:
A faixa de frequência de pulso é bloqueada e controlada de forma estável entre 2.000 Hz e 3.500 Hz, o que reduz bastante a quantidade de energia térmica por pulso de laser.
Usar um modo de entrada de energia de linha ultrabaixa evitará que a granulação da borda fique muito grande.
A purga instantânea do fluxo de ar é coordenada para eliminar o calor residual da borda cortada de forma muito eficiente.
Em comparação com o processamento a laser contínuo tradicional, esta técnica é capaz de preservar ao máximo as propriedades mecânicas da matéria-prima, o que garante fisicamente e estruturalmente a resistência à fadiga da mola e, ao mesmo tempo, elimina totalmente os defeitos de danos térmicos inerentes ao aço tradicional para molas cortado a laser.
Figura 1: close-up de uma mola de aço cortada a laser, mostrando faíscas e geração de calor.
Como o serviço personalizado de laser de mola plana pode evitar microfissuras no material e falhas por fadiga?
A prevenção de microfissuras e falhas por fadiga depende principalmente de uma revisão completa do design do ponto inicial do corte a laser e do emparelhamento da velocidade de corte da borda. Ao ajustar com precisão o equilíbrio dinâmico entre a forma de onda do feixe e a poça fundida do laser, garantimos bordas de corte suaves sem rasgos microscópicos, prolongando assim a vida útil do produto. Este é o principal padrão de processo para serviço personalizado de laser de mola plana de alta qualidade.
Processo de corte otimizado para evitar o início de rachaduras
Diretamente, o alinhamento preciso do corte com mola influencia a qualidade do corte. Um aspecto fundamental da usinagem de molas de precisão é evitar rachaduras durante o corte a laser. É sabido que os métodos de perfuração vertical causam maior tensão térmica no local, resultando em iniciações permanentes de microfissuras. Por causa disso,um método de corte progressivo em forma de arco é o que usamos em todas as etapas, e em combinação com a tecnologia de pulso modulado em frequência, para dispersar o acúmulo localizado de calor e evitar a formação de rachaduras em sua origem.
Padrões precisos de controle de velocidade de corte
Um dos principais motivos para o acúmulo de escória e rachaduras é o desequilíbrio na velocidade de corte. A calibração da velocidade de corte a laser protege as condições do processo e também define normas rígidas de velocidade para molas de diversas espessuras. Os principais pontos de controle são:
Mola de amortecimento com espessura de 0,5mm: Fixada dentro de uma faixa de velocidade de corte constante de 4,5m/min-5,2m/min.
Operar em uma velocidade excessivamente alta resulta em um acúmulo térmico gradual, levando ao amolecimento do material durante o recozimento.
A velocidade fora do comum provoca o acúmulo de escória na borda inferior, a concentração de tensão leva à fratura.
Aderindo firmemente ao parâmetro, podemos manter a rugosidade da superfície de corte consistentemente em Ra 0,4μm - Ra 0,8μm, um corte livre de defeitos microscópicos. Portanto, cumpre integralmente os padrões de qualidade do corte a laser de mola de alta precisão.
Se você quiser ser muito específico na seleção dos parâmetros de corte que correspondem a uma determinada espessura de mola, você pode sempre pedir aos nossos especialistas uma estimativa gratuita dos custos do processo de usinagem, ou seja, um bom equilíbrio entre qualidade suprema e relação custo-benefício razoável.
Quais parâmetros garantem corte a laser de mola de alta precisão para materiais de calibre fino?
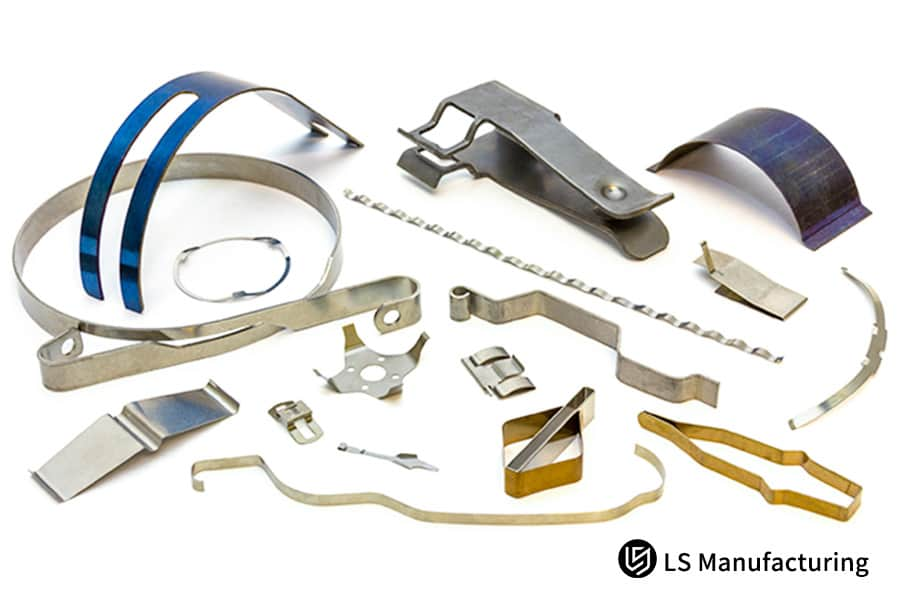
O corte a laser de chapa de aço com mola extremamente fina com nível de precisão ultra-alto (0,1 mm - 1,0 mm) depende do uso de pontos de laser focalizados extremamente pequenos e critérios de fixação muito rígidosa. A LS Manufacturing emprega um ponto focal de feixe ultrafino de 20 μm e uma plataforma de adsorção a vácuo combinada para eliminar qualquer deformação de peças de chapa fina, produzindo facilmente uma precisão dimensional ultra-alta de 0,01 mm, o que é um exemplo perfeito de padrões de processo de corte a laser com mola de alta precisão.
Configuração dos parâmetros do feixe laser central
O foco do laser em chapas finas é a chave para a precisão da usinagem de chapas finas. Para a usinagem de aços para molas ultrafinos, por ex. Molas de diafragma de alta precisão de 0,2 mm, recorremos a parâmetros de feixe exclusivos: fator de qualidade do feixe M1.1, combinado com uma distância focal de lente de foco de 50mm, produzindo um ponto de laser muito fino enquanto os danos térmicos do material são minimizados.
Ferramentas antideformação e sistema de controle de circuito fechado
Chapas metálicas finas são muito suscetíveis a vibrações e deformações, o que é, na verdade, um grande problema da indústria. A estabilização plana do corte a laser pode resolver esse problema completamente. Fazemos isso por meio de uma abordagem dupla:
Após um autodesenvolvimento, um dispositivo de adsorção por desvio a vácuo de alta precisão é usado para garantir o nivelamento absoluto da chapa metálica durante todo o ciclo de trabalho.
Facilite com um sistema de controle de malha fechada de régua de grade que possibilita a compensação de desvios dimensionais em tempo real.
É possível obter processamento de contornos complexos, como curvas evolventes e malhas porosas, com uma tolerância estável de 0,01 mm.
Todo este sistema satisfaz completamente as especificações de personalização muito rigorosas dos sensores médicos e aeroespaciais, representando assim o último suporte técnico do serviço de corte de mola plana de precisão de alta qualidade.
Figura 2: uma variedade de componentes de aço para molas de precisão cortados a laser com formas e furos complexos.
Por que a seleção do gás auxiliar é crítica para a otimização do aço para molas cortadas a laser?
É a pureza e a pressão do gás auxiliar que, em primeiro lugar, definem a capacidade antioxidação e a subsequente soldabilidade/galvanização do corte de mola. Nós, por isso, estamos firmes em sempre usar nitrogênio de alta pressão com pureza de 99,999% como gás auxiliar. Isso removerá totalmente qualquer camada de óxido na borda de corte, economizará o custo dos inconvenientes processos de decapagem secundária e, ao mesmo tempo, aumentará a qualidade do produto acabado de aço para mola cortado a laser de forma muito eficaz.
Mudanças na qualidade do trabalho resultantes de diferentes gases auxiliares
A antioxidação da mola de aço inoxidável depende inteiramente da proteção do gás auxiliar. A purificação do gás de corte a laserdeterminará diretamente a pureza do corte. Ao cortar molas de aço inoxidável como 301 e 17-7PH, o uso de ar ou nitrogênio de baixa pureza pode causar a formação de uma camada dura e quebradiça de óxido de cromo preto de 5μm-10μm, que causará corrosão e descamação da superfície com bastante facilidade.
Benefícios do uso de nitrogênio com alta pureza para corte
Empregamos nitrogênio de alta pressão e alta pureza de 1,6 MPa a 2,0 MPa para fusão e corte. A técnica de limpeza por fusão por corte a laser pode remover metal fundido de forma eficaz e rápida. As vantagens mais significativas são duplas:
O rápido fluxo de ar limpa facilmente o metal fundido, resultando em uma bela e brilhante superfície de corte prateada.
Além disso, a camada de passivação original do material está totalmente intacta, permitindo que a peça vá diretamente para processamento posterior sem a necessidade de tratamento secundário.
Além disso, esta técnica dispensa totalmente os trabalhos de decapagem ácida e polimento do produto acabado, encurtando enormemente o tempo de entrega da cadeia de suprimentos, o que reduz os custos gerais de processamento e, ao mesmo tempo, enfatiza as vantagens distintivas do serviço especializado de corte a laser de precisão.
Material de aço da mola
Gás auxiliar compatível
Padrão de pureza de gás
Pressão de trabalho
Efeito de corte
Aço inoxidável 301
Nitrogênio de alta pureza
≥99,999%
1,6-1,8MPa
Cor prateada brilhante, sem oxidação, sem camada descarbonetada.
Aço inoxidável 17-7PH
Nitrogênio de alta pureza
≥99,999%
1,8-2,0MPa
Sem escala de óxido de cromo, pode ser galvanizado diretamente.
Aço de alto carbono 1074/1095
Nitrogênio de alta pureza
≥99,995%
1,5-1,7MPa
Evita a queima do elemento carbono e mantém a dureza.
Liga de aço 5160
Nitrogênio de alta pureza
≥99,995%
1,7-1,9MPa
Estrutura metalográfica estável, sem fragilização.
Figura 3: Diagrama técnico do processo de corte a laser assistido por gás para aço para molas.
Como um fornecedor premium de serviços de corte a laser em aço para molas pode reduzir o acúmulo de escória?
Remover totalmente a escória da borda inferior de uma mola é uma grande parte que separa uma fábrica de corte a laser de precisão de outra ao avaliar suas capacidades técnicas. A LS Manufacturing produz zero escória na parte inferior do corte, ajustando minuciosamente a operação que alinha a proporção áurea da posição do foco e da altura do bico, ajudando assim os clientes a economizar 100% na rebarbação dos custos de mão de obra. Na verdade, isso pode ser considerado um fator principal para um serviço de corte a laser de aço para molas de alto nível.
A ideia básica de babar
A baba se resume ao resíduo derretido da borda cortante que fica preso. A redução da escória de corte a laser é uma operação crucial para melhorar a qualidade da usinagem. Quando o processo de corte a laser gera metal fundido, se não for removido rapidamente, o metal irá aderir à borda inferior do corte depois de solidificar, resultando em uma rebarba teimosa. Esta etapa posterior de retificação irá afinar a mola e estragar sua superfície.
Ajustes de parâmetros específicos de zero escória
Criamos uma fórmula de deslocamento de foco que só nós usamos: Deslocamento de foco = Espessura da placa × 0.3.O ajuste do foco de corte a laser é capaz de corrigir o modo de corte de foco negativo com controle de parâmetros preciso e padronizado:
Para produzir um fluxo de ar supersônico concentrado, a distância do bico à placa foi controlada com precisão em 0,5 mm a 0,7 mm.
O efeito de agitação do bico no metal fundido é aprimorado pelo uso de um bico cônico de alta velocidade.
O acúmulo de resíduos metálicos é totalmente evitado por um ângulo de fluxo de ar que foi otimizado.
Este sistema de parâmetros permite que o serviço de corte de mola plana de precisão obtenha formação livre de pós-processamento, melhorando significativamente a eficiência de entrega e garantindo a aparência e a integridade estrutural dos componentes de mola cortados a laser. Para soluções personalizadas de processamento sem escória para seus produtos, envie seus desenhos diretamente para obter rapidamente um orçamento preciso e um plano de processo personalizado.
Figura 4: uma coleção de molas planas personalizadas com bordas suaves e limpas, mostrando redução de escória.
Quais operações secundárias os fornecedores confiáveis de serviços personalizados de laser de mola plana implementam?
Além de obter um excelente corte a laser, técnicas de pós-processamento, como alívio de tensão por meio de têmpera e shot peening, são fundamentais para determinar a vida útil de molas planas. A LS Manufacturing controla a temperatura de alívio de tensão em todas as peças após o corte a laser para ativar o alto limite elástico do aço da mola, permitindo assim o controle de qualidade total do serviço personalizado de laser de mola plana.
Processo de têmpera para alívio de tensões residuais
O alívio do estresse processado a laser é fundamental para prolongar a vida útil da primavera. A eliminação do estresse de corte a laser pode erradicar o estresse residual do processamento. The instantaneous high temperature of the laser can generate trace amounts of residual tensile stress, accelerating crack propagation. We have established a standardized process: within 15 minutes after cutting, the spring is placed in a tempering furnace and held at 280°C-320°C for 30-60 minutes to convert harmful tensile stress into stable compressive stress.
High-End Shot Peening Strengthening Process for Prolonged Lifespan
Laser cutting surface strengthening offers a great way to increase the durability of custom parts that require high lifespan. Our shot peening process is a very powerful and effective technique for enhancing the fatigue life of components, and it meets what comes next standards:
The surface is bombarded with 0.1 mm high precision steel shot.
The formation of a dense residual compressive stress layer on the spring surface.
Increase the spring cycle life by more than 200%.
Such thorough post-processing will fully smooth the risk of fatigue fracture, prevent after-sales quality issues, and ultimately enhance the service life and stability of high precision spring laser cutting products.
Post-Processing Steps
Process Temperature
Holding Time
Suitable Plate Thickness
Core Benefit Effect
Standard stress-relief tempering
250°C-280°C
30min
0.1mm-0.3mm
Eliminates micro-stress in thin plates, prevents deformation.
Strengthening stress-relief tempering
280°C-320°C
45min
0.3mm-1.0mm
Significantly improves fatigue resistance.
High-temperature stable tempering
320°C-350°C
60min
1.0mm-6.0mm
Thoroughly removes deep residual stress.
Precision shot peening
Room temperature
20min
For full-thickness precision custom parts
Cycle life increased by 200%+.
How To Evaluate The Manufacturing Capacity And Quotation Profile Of Your Precision Flat Spring Cutting Service?
When choosing suppliers who specialize in flat spring cutting, it is better not to focus solely on the unit price of cutting per hour. Rather, it is worth thoroughly considering their drawing DFM calculation, prototyping speed, and SPC control capabilities that are supportive to long-term mass production. LS Manufacturing offers 24-hour rapid quoting and free DFM optimization, so they can not only reduce your new project development cycle by up to 40% but also provide a complete upgrade of your precision flat spring cutting service delivery experience.
Core Evaluation Dimensions for Professional Suppliers
When auditing custom spring manufacturing, the focus should be on quality control from start to finish. One of the decisive factors when it comes to choosing excellent suppliers is their laser cutting capacity. Good manufacturers, apart from providing you with cutting services, also change the product structure so that it can be used in mass production. The influence of the kerf and the springback coefficient on the stiffness of the spring must be precisely determined when STEP/DXF drawings are obtained.
Mass Production Quality Control and Delivery Assurance System
We rely on a dual certification system to ensure quality, and laser cutting batch consistency ensures stable mass production quality and full-process traceability. The core guarantees are as follows:
Conforming to ISO 9001 and IATF 16949 twin quality management systems.
Ability to smoothly switch capacity from one-piece prototype to mass production of even hundreds of thousands units.
Issuing a full range of reports with every shipment including material certificates, hardness tests, and dimensional inspections.
This extensive quality control system is designed to assure that laser cut spring components meet the strict acceptance standards of high-end overseas procurement and that our spring steel laser cutting process continually complies with the industry standards, thereby ensuring stable mass production quality.
LS Manufacturing Case Study:Medical Industry Custom Flat 301 Stainless Steel Diaphragm Spring Laser Manufacturing
Compared with ordinary industrial standards, high-end medical equipment relies on precision springs that not only need to last much longer but also require very high precision, even small defects during processing can cause the equipment to malfunction. This article features a case study of using a proprietary cold-working process to eliminate fatigue fracture in ultra-thin stainless steel diaphragm springs, which perfectly illustrates the key benefits of precision machining and the implementation of a high precision spring laser cutting solution.
Customer's Main Problems
One of the leading manufacturers of high-end medical equipment in North America is looking for custom 0.15mm thick 301 stainless steel diaphragm springs. They have very strict laser cutting medical compliance requirements that need to be met per industry standards. These components make a difference in microfluidic pumps. So, the cycle life is more than 10 million cycles and the springback error is 2%. Parts made at two local suppliers failed after only 1.5 million fatigue cycles due to excessive heat-affected zone (HAZ), which led to project development stoppage and R&D losses.
LS Manufacturing Plan
Through finite element analysis, we change the cutting path to prevent heat buildup in one spot. For cold processing, we use a 50W high beam quality pulsed laser with a 15ns ultra short pulse width.
We use closed-loop vacuum adsorption fixtures and cut with 99.999% high-purity nitrogen at 1.8MPa. As a result, the HAZ is only 8μm, which is more than twice stricter than the industry standard of 20μm.
With very accurate temperature control, residual stress is fully removed by 260C tempering for 45 min, a rare and very detailed temperature control measure in the industry.
Project Results
The final product successfully completed 10 million full-load fatigue cycles without cracks or burrs on the cut surface, and the elastic accuracy met the standards. We did rapid prototyping in just 5 days, and using our proprietary nesting optimization algorithm, we helped the client reduce raw material procurement costs by 18%, translating to annual material cost savings of over $23,000. Eventually, the client agreed to a 3-year exclusive mass production cooperation contract and named us as their core supplier in Greater China.
This example clearly illustrates the effectiveness of refined processes. Contact us if you want to meet medical-grade high-end processing standards and view more cases of high-end custom-made products to create your custom flat spring laser service and precision laser cutting service solutions.
Perguntas frequentes
Q1: What is the maximum thickness of spring steel that can be handled by your high-precision spring laser cutting service?
We are capable of processing spring steel of any specification from 0.05 mm to 6.0 mm very uniformly, even materials like 1095 and 5160 which are the two most popular ones. The perpendicularity of the processed parts' edges is 0.5, which is adequate for the load requirements of various industrial precision springs.
Q2: Is spring steel going to be affected for hardness or mechanical properties during the laser cutting operation?
The hardness reduction of the material subjected to the laser beam is due to the high cooling rate, and we believe why is the decarburization annealing. We make use of ultra-short pulse laser with high-pressure cold nitrogen to drossing removal rapidly, the edge area of annealing left is almost nil, so the mechanical properties of the material is well preserved.
Q3: What measures does LS Manufacturing take to maintain the dimensional tolerances of laser cut spring parts?
Our laser cutting machines are equipped with 0.005mm grade precision linear motors and closed-loop feedback systems using grating rulers. The mass production spring dimensional tolerances can be kept stably in the range of 0.01mm to 0.03mm.
Q4: Can you make DFM (Design for Manufacturing) suggestions on my custom flat spring designs to reduce production costs?
Of course, simply send us your drawings and our skilled spring engineering team will do a DFM feasibility check within 24 hours, and at the same time, they can optimize hole spacing, corner radius, and layout structure to improve material usage, eliminate stress concentration defects, and lower the costs of mass production.
Q5: What grade of spring steel materials do you usually keep in stock for quick-turn custom manufacturing?
We keep many spring steels on hand. Our inventory includes 1074, 1095 high-carbon steel, 5160 alloy steel as well as 301, 17-7PH stainless steel. These materials cover a large spectrum of customization options. Stocks are plentiful enabling us to fulfill customer orders quickly, in many cases, the first sample can be delivered within 48 hours.
Q6: Why is nitrogen preferred over oxygen when performing custom flat spring laser service?
Using oxygen as the gas for cutting results in a very thick layer of oxide with a layer of decarburization that makes the spring metal brittle and shortens its service life dramatically. Using high-purity nitrogen generates an inert and protective atmosphere. As a result, the cut remains clean and free from oxidation, and the material's original mechanical properties are preserved.
Q7: Do you have a Minimum Order Quantity (MOQ) requirement for high-precision spring laser cutting orders?
There isn't a minimum order quantity. Regardless of whether it's a single sample for R&D testing or a high-volume production order of hundreds of thousands of pieces you will benefit from the same top-quality precision machining and standardized quality control services.
Q8: What inspection reports will I receive with my batch of laser-cut spring steel components?
Our products come in batches, and each batch is supplied with a complete set of traceability documents. You will receive raw material composition reports, Vickers hardness test records, two-dimensional precision dimensional reports, and tempering process certificates. These documents will prove that the quality of the purchased items meets the standards and is traceable.
Resumo
Laser cutting spring steel to exact specifications is more than just figuring out the dimensions to be cut, it also means carefully managing the metal's structure, thermal stress, and the quality of the cut edges through engineering.
Professional high-quality precision laser cutting services, with their thorough material understanding, well-established process parameters, and quality control systems, can stop spring fatigue failure right as the feature is developed. Expert service providers who are specialists in processing spring steel are crucial to the performance of high-end equipment and good product quality.
Don't let rough edge finishing and frequent breakage damage the brand reputation of your high-end equipment. LS Manufacturing is ready to provide you with the industry's most professional precision laser cutting solutions for custom flat springs, covering everything from prototyping to global mass production in compliance with regulations. We promise to respond to your inquiries within 24 hours and provide a comprehensive cost-benefit analysis service from our senior R&D engineers, including material matching, cost accounting, and manufacturability (DFM) analysis.
Please click the "Get Quote" button to upload your DXF/STEP format design drawings or directly schedule a one-on-one in-depth technical exchange with our online engineering experts.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.