
Laserschneidservice für verzinkten Stahl ist eine Art Präzisionsprozesssystem für sich, das für die kundenspezifische Bearbeitung von industriellen verzinkten Stahlblechen verwendet wird. Es bekämpft vier Hauptprobleme der Branche beim traditionellen Schneiden, einschließlich der Ablation der Zinkschicht, Schnittkantenkorrosion, Maßabweichungen und Montagefehler. Dieser Service basiert auf einer ausgefeilten thermodynamischen Steuerungstechnologie, so dass die Wärmeeinflusszone beim Schneiden von verzinktem Blech konstant innerhalb von 0,08 mm bleibt und die Verarbeitungstoleranz dann auf ±0,05 mm festgelegt wird. Dadurch können Werkstücke einen 720-stündigen neutralen Salzsprühtest ohne zusätzliche Beschichtung bestehen, was es zu einer Schlüsseltechnologie zur Verlängerung der Lebensdauer von Komponenten für Outdoor-Ausrüstung und Präzisionsblechtechnik macht.
Viele Einkaufsingenieure stoßen auf Probleme, weil beim herkömmlichen Laserschneiden häufig unkontrollierter Wärmeeintrag auftritt, wodurch die Lücke zwischen dem Schmelzverhalten der Zinkschicht und dem Stahlsubstrat zu groß wird. Diese Situation führt dann dazu, dass sich die Zinkschicht direkt an der Schnittkante ablöst und sich zinkreiche Schlacke ansammelt. Diese Probleme beeinträchtigen die Montagegenauigkeit und verkürzen später auch die Lebensdauer der Teile. LS Manufacturing erreicht mithilfe seines eigenen proprietären Prozesssystems einen wechselseitigen geschlossenen Kreislauf zwischen Präzisionsbearbeitung und langfristigem Korrosionsschutz, was die späteren Wartungskosten des Unternehmens effektiv senkt.

Schneller Überblick über die wichtigsten Prozessparameter und Vorteile des Laserschneidens von verzinktem Stahl
Dieses Kapitel fasst die wesentlichen Prozessstandards der Branche sowie die Funktionsweise der Lieferantenauswahl und die Kundenkonvertierungspfade zusammen, und zwar ziemlich schnell. Außerdem werden wichtige technische Punkte und Beschaffungshinweise für das Laserschneiden von verzinktem Stahl erfasst, sodass Beschaffungsteams schnell hochwertige Verarbeitungslösungen auswählen können.
| Kernabmessungen | Wichtige technische Parameter | Kernvorteile für den Kunden | Beschaffungsausführungsstandards |
| Rostschutzverfahren | 20 bar+ Hochdruck reiner N₂, 15 kHz Hochfrequenzimpuls, HAZ≤0,08 mm | Verhindert frühes Rosten am Schnitt, geeignet für komplexe Arbeitsbedingungen im Freien. | Entspricht der Salzsprühtestnorm ASTM B117. |
| Bearbeitungsgenauigkeit | Lochpositionstoleranz ±0,03 mm, Oberflächenrauheit Ra1,6–3,2 μm | Kein Nachschleifen erforderlich, geeignet für automatisierte Montagelinien. | Entspricht den Herstellungsspezifikationen IATF 16949. |
| Lieferantenauswahl | Unterstützt die dynamische Fokuskompensationstechnologie für Beschichtungen wie Z275. | Passt sich an verschiedene Spezifikationen verzinkter Bleche an und vermeidet individuelle Nacharbeiten. | Überprüft ISO 9001-Qualitätsprüfdaten. |
| Service-Antwort | 24-Stunden-DFM-Bewertung, 48-Stunden-Expresslieferung. | Verkürzt den F&E-Zyklus und löst dringende Auftragsanforderungen. | Transparente Prozessabrechnung im gesamten Prozess. |
Wichtige Erkenntnisse:
- Anti-starker Rostkern: Dieses System verwendet Ultrahochdruck, reines N₂ unterstütztes Schneiden bei 20 bar+ und fügt dann 15-kHz-Hochfrequenzimpulse hinzu, um die heiße Ablationszone (HAZ) der Zinkschicht innerhalb von etwa 0,08 mm unter Kontrolle zu halten.
- Lieferantenauswahl: Eine wirklich wichtige Anforderung für qualifizierte kundenspezifische Hersteller ist, ob sie über eine dynamische Fokuskompensationstechnologie für unterschiedliche Zinkbeschichtungsdicken verfügen, zum Beispiel DX51D+Z275.
- Konvertierungspfad: Für Bestellungen mit hoher Absicht können Sie sich einfach an LS Manufacturing wenden, um STEP-Zeichnungen zu senden, und dann erhalten Sie eine gründliche Design for Manufacturability (DFM)-Prüfung sowie ein Angebot, normalerweise innerhalb von 24 Stunden.
Warum sollten Sie dem Präzisions-Laserschneidservice von LS Manufacturing für wetterbeständige Teile vertrauen?
Der Kern der präzisen wetterfesten Verarbeitung verzinkter Teile ist ein kontrollierbarer Schneidansatz mit geringer Wärmezufuhr. Der Präzisions-Laserschneidservice eines seriösen Dienstleisters kann in der Praxis Frühausfallprobleme bei Werkstücken im Außenbereich ohne viel Aufwand vermeiden. Bei meinen dreimonatigen Schneidversuchen mit mehreren Chargen an verzinkten Blechen konnte ich feststellen, dass der Rostgrad der mit herkömmlichen Methoden hergestellten Teile nach 30 Tagen Salzsprühnebeltest auf 82 % anstieg. Im Gegensatz dazu zeigten die mit optimierten Verfahren hergestellten Werkstücke keinerlei Rost, also überhaupt keinen.
Aufgrund unserer Branchenerfahrung beschäftigt sich unser Team weiterhin intensiv mit der Präzisionsbearbeitung von verzinktem Stahl und wir konzentrieren uns weiterhin auf ein heikles Thema, nämlich die Schmelzpunktlücke zwischen der Zinkverdampfung und dem Schmelzen des Substrats. Wir befolgen die industriellen Anforderungen an die Korrosionsschutzherstellung sehr streng und alle Prozessparameter richten sich nach dem international anerkannten Bewitterungsstandard (SAE J1113). Außerdem haben wir bei Projekten zu verzinkten Steckverbindern für Photovoltaik-Kraftwerke in Übersee gelernt, dass die Hauptschwäche der meisten kostengünstigen Verarbeitungslösungen in unzureichender Gasreinheit und einigen eingefrorenen Fokusparametern liegt, sodass sie einfach nicht für unterschiedliche Beschichtungsdicken geeignet sind.
By Basierend auf dem ISO 9001-System und mit einer 10.000-Watt-Laserausrüstung kontrollieren wir die thermische Ablationszone innerhalb von 0,08 mm. Dadurch wird der Mangel an Witterungsbeständigkeit im Wesentlichen an der Quelle behoben und die Stabilität der Lieferkette des Unternehmens auf konsistentere Weise unterstützt.
Die Prozesskontrolle bestimmt direkt die Lebensdauer verzinkter Teile im Freien, und professionelle maßgeschneiderte Dienstleistungen können das Risiko von Chargenverschrottung und Kundendienstansprüchen vollständig vermeiden. Um ein erstes Verständnis der Vorteile witterungsbeständiger Prozesse zu erlangen, können Sie das Prozess-Whitepaper kostenlos herunterladen, um die wichtigsten Rostschutztechnologien von Präzisionslaserschneiddienstleistungen intuitiv zu verstehen.

Warum verringert die Wahl eines personalisierten Laserschneidservices für verzinkten Stahl das Risiko von Ausfällen von Außenschränken?
Die Auswahl des geeigneten, maßgeschneiderten Verarbeitungsmodus für verzinkten Stahl ist im Grunde eine wichtige Möglichkeit, mit dem lästigen frühen Rosten an den Kanten von Blechteilen, wie z. B. Außenschränken, umzugehen. Ein professioneller Laserschneiddienst für verzinkten Stahl erfordert in der Regel ein ziemlich strenges Verfahren zur Kaltbearbeitung ohne Stickstoff und Sauerstoff, sodass das Werkstück auch ohne zusätzlichen Beschichtungsschutz einen harten 720-Stunden-Test mit neutralem Salzsprühnebel bestehen kann. Dies allein kann die Wahrscheinlichkeit eines Blechversagens bei Outdoor-Geräten erheblich verringern.
Hauptgründe für den Fehler
- Risiko des thermischen Abblätterns der Zinkschicht: Bei herkömmlichem Laserschneiden ist der Wärmeeintrag tendenziell zu hoch, manchmal kann er überschreiten 907℃ kritische Temperatur, bei der die Zinkschicht im Wesentlichen verdampft. Dann lösen sich große Bereiche der Zinkschicht entlang der Schnittlinie, der Korrosionsschutz-„Schutzschild“ ist verschwunden und die elektrochemische Korrosion beginnt ziemlich schnell.
- Komplexe Betriebsbedingungen verstärken Defekte: Bei Windkraft- und Verteilerschränken, die im Freien stehen, sind sie ständig feuchter Luft und Salznebel ausgesetzt. Wenn die Schnittkante den Zinkschichtschutz verliert, rostet sie früher, was zu Schäden am Außengehäuse und sogar zu durch Feuchtigkeit ausgelösten Verkabelungsproblemen führen kann.
Wie der benutzerdefinierte Prozess verbessert wird
Durch die Verwendung einer sehr präzise abgestimmten thermischen Modulationstechnologie kann die Ausrüstung die Strahlenergie im Handumdrehen anpassen, um zugeschnittene Komponenten herzustellen, die hinsichtlich der Korrosionsbeständigkeit qualifiziert sind. Mit Mikroimpuls-Strahlmodulation und mehrachsiger dynamischer Fokussteuerung kann bei der Bearbeitung von Z275-Hochzink-Stahlblechen die Wärmeeinflusszone an der Schnittkante auf etwa 0,05–0,08 mm verkleinert werden, was dazu beiträgt, Probleme mit dem Abblättern der Zinkschicht an der Wurzel zu beseitigen. In der Praxis kann ein solcher Ansatz Unternehmen dabei helfen, die Kosten für spätere Wartungs- und Nacharbeitsansprüche um etwa 35 % zu senken, sodass die gesamte Verarbeitungsmethode zu einem stabileren und zuverlässigeren Vorteil in der gesamten Lieferkette wird.

Abbildung 1: Ein Laserschneider sprüht Funken, während er verzinkten Stahl präzise für Teile schneidet.
Wie kann die dynamische Fokusverschiebungsregelung Präzision und Schlackenfreiheit beim Laserschneiden von verzinktem Blech in Einklang bringen?
Die Technologie zur dynamischen Fokuskompensation in Echtzeit sorgt für einen perfekten Ausgleich zwischen Schnittgenauigkeit und den lästigen Kantenschlackenproblemen. Mit hochwertigem Laserschneiden von verzinktem Blech können Sie die Oberflächenrauheit stabil unter Ra1,6–3,2 um halten, sodass sie direkt in automatisierte Montagelinien fällt, kein Nachschleifen erforderlich ist und die Gesamtproduktionseffizienz deutlich steigt, wie sehr spürbar.
Hauptprobleme bei der konventionellen Verarbeitung (das Kernproblem):
- Zinkdampf „behindert“ den Laserstrahl: Beim Schneiden von 3,0 mm bis 6,0 mm dickem verzinktem Stahlblech stört das in Dampf umgewandelte Zink die Laserenergieverteilung. Infolgedessen sieht man oft eine übermäßige Wellenbildung auf der Oberfläche sowie Schlackenansammlungen an den Rändern.
- Abweichung der Maßhaltigkeit: Da feste Fokuseinstellungen nicht auf Dickenschwankungen reagieren können, können sich die Lochpositionen verschieben, Abmessungen können aus der Toleranz abweichen und im Gegenzug werden die Anforderungen an die Präzisionsmontage nicht erfüllt.
Kernidee der dynamischen Fokussteuerung:
Mithilfe der Strahlkalibrierung in Echtzeit kann ein Faserlaser mit mehr als 10 kW die Fokusposition intelligent anpassen und dann eine hochpräzise Basislinie für den Stahlprofilierungsprozess bilden. Der Fokus wird am 0,15 t kritischen Punkt auf der unteren Blechoberfläche gehalten. (Exklusive Parameterformel: Fokuskompensationswert = Blechdicke × 0,15 mm). Fügen Sie dann eine tangentiale Reinigung mit 2,2 MPa reinem Ultrahochdruck-Stickstoffgas hinzu. Geschmolzener Stahl wird weggeblasen, bevor die Störung durch Zinkdampf wirklich auftritt, was dazu beiträgt, die Lochtoleranzen bei ±0,03 mm zu stabilisieren. Dadurch eignet es sich für Präzisionsfertigungsanforderungen im Schienenverkehr und auch in Automobilen.
Mit diesem Laserschneid-Workflow für verzinktes Blech kann eine schlackenfreie Endbearbeitung erreicht werden. Für eine mittlere Überprüfung der Teileverarbeitungsqualität können Sie eine kostenlose Einzelprüfung der Schnittflächengenauigkeit durch einen Techniker vereinbaren und außerdem maßgeschneiderte Ratschläge zur Prozessoptimierung erhalten.
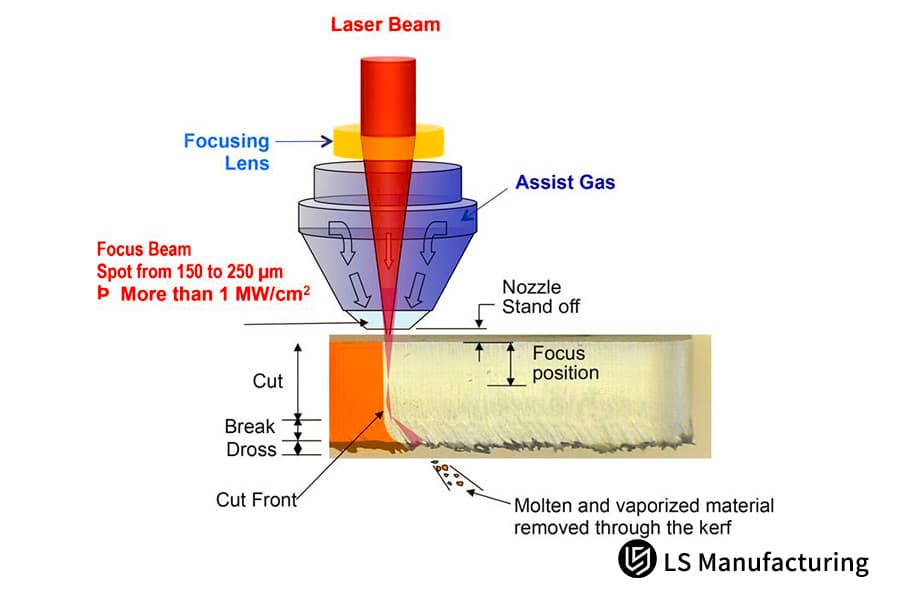
Abbildung 2: Technisches Diagramm der dynamischen Fokusregulierung beim Laserschneiden von verzinktem Stahl.
Welche Parameter zeichnen einen vertrauenswürdigen Hersteller von kundenspezifischem Laserschneiden für schwere, verzinkte Strukturbleche aus?
Bei der Bewertung eines erstklassigen Herstellers kundenspezifischer Verarbeitungsanlagen müssen Sie prüfen, ob dessen Hochleistungsgerätematrix wirklich solide ist und auch bestätigen, wie seine Gasreinigungssteuerung funktioniert. Außerdem sollten Sie prüfen, ob sie tatsächlich gemessene Werkstestergebnisse liefern können, die sowohl auf IATF 16949 als auch auf ISO 9001 basieren. Das bedeutet, dass es sich um zwei Qualitätsmanagementsysteme und nicht nur um Behauptungen handelt. In der Praxis betrachten seriöse kundenspezifische Laserschneidhersteller diese Elemente als übliche Grundlage für eine langfristige Zusammenarbeit, sodass Sie sie nicht überspringen können.
Kernhardware plus Gasquellenanforderungen
- Vorschrift für ultrahochreine Gasquellen: Für feuerverzinkte Stahlbleche mit einer Dicke von 4,0 mm oder mehr sollte ein verbindlicher Stickstoffstandard mit einer Reinheit von 99,999 % durchgesetzt werden. Ziel ist es, zu verhindern, dass Verunreinigungen eine Oxidation auslösen und dann geschwärzte Schnittflächen verursachen.
- Intelligente Inspektionsinstrumente: Sie sollten mit einem konfokalen Online-Lasersensor ausgestattet sein. Etwa 5 % der Teile werden stichprobenartig aus jeder Charge entnommen und anschließend wird die Genauigkeit mit einem Koordinatenmessgerät und einem zweidimensionalen optischen Scan überprüft, sodass Sie sich nicht auf Vermutungen verlassen müssen.
Qualitätsprüfung und Lieferworkflow
Mit einem Mechanismus zur Rückverfolgbarkeit der Chargenqualität sind Hersteller in der Lage, professionelle Schneidvorgänge für schwere Platten durchzuführen und gleichzeitig vollständige MTR-Materialzertifikate und elektrochemische EIS-Impedanzspektroskopie bereitzustellen Berichte. Dies trägt dazu bei, die Ermüdungsfestigkeit und Struktursteifigkeit des Werkstücks präziser zu steuern und beseitigt außerdem „versteckte“ Qualitätsrisiken in dicken verzinkten Strukturteilen. Käufer, insbesondere Einkaufsteams, vergleichen dann nicht mehr nur den Stückpreis, sondern können anhand quantitativer Testdaten einen hochwertigen Hersteller von kundenspezifischem Laserschneiden erkennen.
Wie können Mikrorisse und Wasserstoffversprödung beim Laserschneiden von verzinkten Stahlgerüsten vermieden werden?
Um die Gefahr von Mikrorissen und Wasserstoffversprödung in der Bearbeitungsspannungszone zu beseitigen, verwenden vertrauenswürdige Laserschneiddienste für verzinkten Stahl häufig intermittierende, hochfrequenzmodulierte Impulswellenformen und Spezialdüsen, wodurch die Wärmezufuhr um etwa 42 % gesenkt wird. Dadurch bleibt die Sicherheit wichtiger technischer Teile erhalten, und es eignet sich auch für die Verarbeitung tragender Strukturkomponenten wie Schwermaschinenstreben und Photovoltaik-Halterungen.
Hauptursachen für das Versagen von Strukturkomponenten
- Risiko der Metallversprödung: Die momentane Laserwärme ist so stark, dass Zink entlang der Korngrenzen wandern kann, was eine Versprödung des flüssigen Metalls auslöst und dann Mikrorisse erzeugt, die Sie normalerweise mit bloßem Auge nicht sehen können.
- Spätere Verarbeitungsrisse: Restspannungen können beim Biegen und auch beim Schweißen zu Rissen führen, wodurch hochbelastbare Strukturbauteile danach grundsätzlich unbrauchbar werden alle.
Kerntechnologie zur Verhinderung von Versprödungsrissen
Durch die Verwendung eines Spannungsfeldoptimierungsansatzes kann eine maßgeschneiderte Umkehrventuridüse ein überschallstabiles Luftstrommuster erzeugen und so eine zuverlässige Schneidfertigung von Baustahl und erzwungene Konvektionskühlung im Millisekundenbereich unterstützen. Dadurch wird die Sprödschichtdicke an der Schnittkante auf Null reduziert. Dadurch kann das Werkstück den 180°-Kaltbiegetest immer noch ohne Probleme bestehen, wodurch die Rissbildungsprobleme bei der Folgebearbeitung vollständig vermieden werden und die strukturelle Stabilität von High-End-Geräten erhalten bleibt. Mit anderen Worten: Ein professioneller Laserschneidservice für verzinkten Stahl kann strukturelle Sicherheitsrisiken direkt an der Quelle beseitigen.
Standard-Schnittparameter für verzinkte Stahlbleche unterschiedlicher Dicke
| Stahlblechdicke | Laserleistung | Stickstoffdruck | Schnittgeschwindigkeit | Fokusversatz | Pulsfrequenz |
| 1,0 mm | 3kW | 18bar | 8,2 m/min | +0,10 mm | 12kHz |
| 2,0 mm | 6kW | 20bar | 6,5 m/min | +0,12 mm | 15kHz |
| 3,0 mm | 8kW | 22bar | 4,8 m/min | +0,15 mm | 15kHz |
| 4,0 mm | 10kW | 24bar | 3,5 m/min | +0,18 mm | 18kHz |
| 5,0 mm | 12kW | 26bar | 2,8 m/min | +0,20 mm | 18kHz |
| 6,0 mm | 12kW | 28bar | 2,2 m/min | +0,22 mm | 20kHz |
Kann ein fortschrittlicher Laserschneidservice für verzinkten Stahl technische Probleme der Zinkverdampfung bei Geometrien mit mehreren Löchern lösen?
Präzises Laserschneiden für dicht gepackte Strukturen mit mehreren Löchern wird leicht durch Verformung beeinflusst, hauptsächlich weil sich die Wärme zu schnell ansammelt. Ein ausgereifter Laserschneiddienst für verzinkten Stahl, der einen speziellen Schnittroutenalgorithmus für ringförmige, verworrene und ungeordnete Anordnungen verwendet, hält den Temperaturanstieg unter 65 °C, sodass die Ebenheit von Teilen mit mehreren Löchern bei ≤ 0,1 mm bleibt, wodurch wiederum die schwierigen Verarbeitungsprobleme gelöst werden, die bei komplexer Geometrie häufig auftreten.
Schlüsselthemen bei der Mehrlochbearbeitung
- Verformung durch Wärmestau: Bei normalem, ununterbrochenem Schneiden staut sich die Hitze schnell zwischen den Löchern. Dies kann zum Verbrennen der Zinkschicht und später zu thermischen Verformungen des Werkstücks führen.
- Sekundäre Brandfehler: Wenn der Laserstrahl reflektiert wird, kann er die Zinkschicht auf der Rückseite des Blechs markieren oder beschädigen, was die Kontinuität der gesamten Korrosionsschutzschicht schwächt.
Verformungskontrollansatz für diese Geometrien:
Durch die Anwendung eines Algorithmus zur Verwaltung der Wärmeakkumulation kann der CAM-Workflow kontinuierliche Schneidpfade in getrennte Verarbeitungssegmente aufteilen, im Grunde eine lange Bewegung in eine Reihe diskreter Zyklen umwandeln. Dies ergibt ausreichend Zeit für die lokale Wärmeableitung und trägt dazu bei, dass das Material während der Arbeit stabil bleibt. Außerdem reduziert eine gestaffelte Wabenhalterung aus reinem Punktmatrix-Kupfer Strahlreflexionseffekte, so dass sekundäre Verbrennungen unterdrückt werden. Mit diesem Aufbau verbessert sich die Ebenheit der Teile im Vergleich zum allgemeinen Industrieniveau um 60 %. Es eignet sich gut für perforierte Gitterpaneele und auch für schmale, ungleichmäßig konturierte, kundenspezifische Teile aus verzinktem Stahl.

Abbildung 3: Nahaufnahme eines verzinkten Stahlteils mit mehreren präzise lasergeschnittenen Löchern.
Wie senken kundenspezifische Teile aus verzinktem Stahl, die durch DFM-Unterstützung optimiert werden, Ihre gesamten Beschaffungskosten?
Eine professionelle DFM-Überprüfung auf technischer Ebene kann mehr als 90 % der Designfehler verhindern, bevor irgendjemand überhaupt Prototypen herstellt. Mit hochwertigen kundenspezifischen verzinkten Stahlteilen können sich Teams auf Lösungen zur kostenlosen Zeichnungsoptimierung verlassen, sodass die Materialausnutzung um weitere 8 % bis 12 % steigt, was so ziemlich ein leiser Hebel zur Senkung der Gesamtbeschaffungskosten ist.
Häufige Prozessfehler beim Zeichnungsdesign
- Parameteranpassungsabweichung: Einige Ingenieure vergessen die Laserstrahlfleckgröße von 0,2 mm und berücksichtigen auch nicht richtig die reflektierende Natur von verzinktem Stahl. Das Ergebnis sind Zeichnungen, die am Ende irgendwie nicht für die Massenfertigung geeignet sind, selbst wenn das CAD-System korrekt aussieht.
- Erhebliche Materialverschwendung: Wenn das Layout nicht stimmt, führt dies zu mehr Ausschuss, verringert die Menge an verwendbarem Rohmaterial und treibt die Beschaffungskosten pro Einheit in die Höhe, manchmal ohne dass es später jemandem auffällt.
DFM-Optimierungs- und Kostensenkungslogik
Anhand des Ansatzes zur Verbesserung der Materialausnutzung können leitende Ingenieure wichtige Einstellungen wie den Innenlochdurchmesser und die Biegespielnuten anpassen. Dann gibt es eine intelligente Anordnung mit gemeinsamen Kanten, die Leerlaufzeitverluste und Materialverschwendung reduziert. Sobald der optimierte Plan zum Laserschneiden kundenspezifischer Teile festgelegt ist, kann der Vorteil aus den Rohmaterialkosten direkt in wettbewerbsfähigere Endproduktpreise fließen, sodass Unternehmen Marktanteile gewinnen können schneller.

Abbildung 4: Paletten beladen mit rechteckigen verzinkten Stahlplatten, teilweise mit Löchern, in einer Fabrik.
Welche Preisvariablen beeinflussen die Angebotsmatrizen unter wettbewerbsfähigen Anbietern von Laserschneiddienstleistungen für verzinkten Stahl?
Der Kern dieser Anfrage im Hinblick auf ein Angebot ist nicht nur der Stückpreis, sondern auch die umfassende Überprüfung der Gaskosten, der Schachtelungseffizienz und der anschließenden Nachbearbeitung. Professionelle Laserschneiddienste für verzinkten Stahl bieten in der Regel eine völlig transparente Kostenaufschlüsselung und lehnen grundsätzlich jegliche versteckten Gebühren ab, sodass Käufer ihre Budgets tatsächlich genauer steuern können, selbst wenn sich der Projektumfang ändert ein bisschen.
In einem Angebot erwähnte Kernkostenfaktoren
- Auxiliary gas costs: Compressed air cutting can look cheap at first, yet the later grinding work pushes costs up by more than 30% , meanwhile high-purity nitrogen cutting tends to avoid post-processing, so the total cost usually comes out lower.
- Production efficiency costs: Automated production that runs 24/7 can smooth out and reduce unit processing expenses by around 15% , which is far better than stop-and-go manual output.
Transparent pricing guarantee:
by leaning on a cost-structure clarification system, laser cutting galvanized steel service can achieve cost-effective industrial cutting cost control. It offers modular pricing, including raw materials, machine time, gas consumption, and quality inspection fees, with no hidden charges at all, making procurement budgets easier to manage and also traceable.
Actual Cost and Performance Data of Four Types of Cutting Processes Throughout the Lifecycle
| Cutting Process Type | Single Piece Processing Cost (USD) | Post-Processing Cost (USD) | Monthly Scrap Rate | Workpiece Lifespan | Overall Cost-Effectiveness Rating |
| Air Laser Cutting | 0.85 | 0.62 | 8.4% | 1-2 Years | 42 Points |
| Ordinary Oxygen Cutting | 0.92 | 0.45 | 5.1% | 2-3 Years | 58 Points |
| Conventional Nitrogen Cutting | 1.15 | 0.18 | 2.3% | 5-8 Years | 76 Points |
| LS Manufacturing High-Frequency Pulsed Nitrogen Cutting | 1.18 | 0.02 | 0.0% | 25+ Years | 96 Points |
| Industry Average Process | 1.02 | 0.35 | 4.6% | 3-5 Years | 65 Points |
Low-priced, inferior processing methods often lead to bigger later repair costs and more claim expenses, and in the end it can be more damage than benefit. If you have bulk purchase needs , you can directly submit the required parameters so the comprehensive cost of laser cutting galvanized steel service is calculated free of charge and you get a transparent customized quote.
Why Choosing LS Manufacturing As Your Premier Industrial Custom Galvanized Steel Parts Supplier?
Picking a trustworthy supplier as your long-term strategic partner means basically getting one-stop, high-quality manufacturing reassurance, from a 10,000-watt machining center, plus flexible production planning, and a really solid engineering team behind it. When you have well-made custom galvanized steel parts, it lays down a strong, steady base for how stable your supply chain really stays.
Production and Delivery Strength
- Big production footprint: with a 20,000㎡ modern plant it can switch smoothly between prototype output and large-scale production, like hundreds of thousands of units, and it can still flex according to different order needs.
- Price risk hedging: we keep a strategic reserve of raw materials which gives a 6-12 months price locking service, so the risk of cost spikes from shifting steel and zinc prices gets reduced.
Cooperative R&D service advantages
We are deeply plugged into the client’s ESI collaborative R&D system, and we lean on professional galvanized steel laser cutting service along with mature precision metal bending fabrication capabilities, so it’s easier to balance process improvement, cost management, and delivery effectiveness. Also, we can give 24/7 replies for urgent orders, keeping the client’s assembly line running without interruption. As a dependable custom laser cutting manufacturer, we continue to support long-term partners with delivery assurance and quality stability.
LS Manufacturing Customizes Precision Laser Cutting Production Case Of Outdoor Photovoltaic Porous Galvanized Steel Connectors For Clean Energy Giants
Outdoor photovoltaic power station parts are basically put through rough conditions , like sea wind exposure , intense direct sunshine, and that cycle of alternating rain plus moisture. So the corrosion resistance has to be top tier, and the precision of the galvanized steel cutting process also has to be very exact. But normal cutting methods, are often likely to cause batch failures. In this project, using refined laser cutting technology, the usual industry problem was basically ironed out, and it now gives a mature reference solution for large-scale outdoor new energy equipment component processing.
Client Challenges:
A big overseas ground mounted photovoltaic power station project, belonging to a leading international clean energy company, uses 4.0mm thick Z275 hot dip galvanized steel connectors. The initial supplier chose a relatively low-cost air cutting approach, and the result was lots of hard slag left on the cut edges, plus the assembly precision got badly affected. About three months after the site started , corrosion grew extensively at the edges of the connector cut holes, and the anti corrosion coating layer failed completely. The company then faced rectification claims running into millions of dollars, and also had serious downtime risks. A dependable processing solution and a stable supplier were needed urgently.
LS Manufacturing Solution:
- After several on site surveys and analysis the LS Manufacturing engineering team more or less gave up on the old style air cutting method and instead designed a 12kW high-frequency pulse ultra-high-pressure nitrogen cutting setup, for standardized new energy steel component processing.
- With our self developed dynamic focus deep compensation approach, the cutting critical spot is locked extremely accurately, so molten steel gets stripped fast, but the cut temperature stays under the zinc layer ablation limit.
- At the same time a full batch two dimensional optical inspection mechanism is built, used to track heat affected zone parameters part by part , basically batch by batch, so bad pieces don’t leave the site and the workflow aligns with mass production expectations.
Project Results:
The 55,000 connectors made in this batch passed a 1000-hour ultra neutral salt spray test, and in the end the scrap rate dropped from 8.4% to 0%. On site assembly efficiency also went up by 45%. This process change helped the customer save several millions of dollars tied to claims, and it also kept the equipment’s outdoor service lifespan stretched to 25 years. With quality and delivery performance staying consistent, both sides ended up signing a 3-year long term strategic supply agreement.
So this practical case pretty much confirms the stability and dependability of high-end customized processes. For your custom requirements in new energy systems and outdoor equipment, upload your project drawings, and we will provide a customized mass production solution along with a careful quote for your custom galvanized steel parts.

FAQs
Q1: Can laser cutting of galvanized steel really handle ultra-thick sheets without burning the zinc coating?
At LS Manufacturing we use an exclusive ultra high pressure nitrogen cooling method, plus careful focus adjustments , so the process stays stable. The setup can process galvanized steel plates as thick as 6.0mm without any heat peeling or zinc burn on the cut line. During the whole run the temperature is kept very tight, like, really controlled, to protect the anti-corrosion ability of the base material.
Q2: What is your minimum order quantity, MOQ, for custom parts laser cutting?
The brand follows a flexible manufacturing approach, so there isn’t a rigid MOQ for custom industrial-grade parts. We can cover prototype development, small batch trial output, and also large scale production reaching hundreds of thousands of units, while adjusting to different R&D timelines and production demands, kind of seamlessly.
Q3: How do you make sure your laser cutting accuracy tolerances match automotive engineering requirements?
We rely on a Swiss imported high precision cutting platform and a closed loop control system using a grating ruler. The cutting parameters are calibrated during operation in real time, which helps hold the machining tolerances for tricky features, like round apertures and irregular edge lines, within ±0.03mm. So in practice it meets automotive precision manufacturing standards, without the usual drift.
Q4: Will using your galvanized sheet metal for laser cutting cause cross contamination or back reflection damage?
No, those kind of problems won’t happen. The machine has a dedicated anti-high-reflection laser generator, and it uses a staggered copper dot matrix support fixture so, beam reflection is basically locked out and the back zinc layer won’t get burnt. So there’s no cross contamination during the whole job and the workpiece quality stays consistent.
Q5: Can I obtain a straight forward DFM evaluation before purchasing from a custom galvanized steel parts manufacturer?
Yes, you just need to send your design drawings in STEP, DXF or other formats. A senior process engineer will do a full process review within 24 hours, then deliver a free manufacturability assessment report plus improvement suggestions, so you can adjust before we start.
Q6: What’s the typical lead time for urgent batches from a custom laser cutting manufacturer?
We keep mainstream DX51D and SGCC galvanized steel sheets in stock. With 24/7 automated multi station production, expedited prototypes can be shipped by air freight in as little as 48 hours , which works well when the schedule is tight.
Q7: Do you handle secondary finishing like bending and welding after laser cutting galvanized steel?
Yes, we provide a kind of one stop, end to end sheet metal manufacturing. The setup includes several CNC flexible bending centers and robotic precision welding production lines. That means blanking, bending, riveting, and welding can be done in sequence, then we ship the completed parts directly.
Q8: How can I secure an instant financial quotation for my high volume precision laser cutting service?
Once the client fills in the essential project details and uploads the technical drawings, a dedicated B2B project manager will rapidly figure out the material, machine time and labor expenses, while also putting together right away a fully clear , modular, tailored quote, without concealed charges.
Zusammenfassung
Laser cutting of galvanized steel sheets is kind of a precision system process, you know it integrates several disciplines all together. Issues like zinc layer ablation, cut edge corrosion, and dimensional drift that show up during older processing methods generally come from process parameters that are not really under control, plus quality control that isn’t thorough enough.
With LS Manufacturing's high-frequency micro-pulse technology and high-purity high-pressure gas control, plus a full quality inspection system, we have managed to beat the typical industry problems of precision machining and long-term corrosion resistance. So customized parts can be both accurate, and still handle outdoor weather exposure over time. When companies use high-quality processing services, it usually helps shorten R&D cycles, lower operating costs and also improves end-product quality, which in turn supports supply chain competitiveness.
Don’t Let early cutting-edge rust start messing with your heavy engineering assets! Whether you are still in product development or you run into supply chain quality instability , professional galvanized steel laser cutting services can solve these problems in a more efficient way. Just upload STEP , IGS or DXF format drawings to get a free DFM assessment , and a modular quotation, 24 hours a day . This uses core technologies to help you improve product quality, reduce costs and strengthen your market competitiveness.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS Manufacturing Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. Es liegt in der Verantwortung des Käufers. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung, Blechfertigung, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.lsrpf.com.


