
خدمة قطع الفولاذ المجلفن بالليزر هي عبارة عن نظام معالجة دقيق في حد ذاته، يُستخدم في المعالجة المخصصة لألواح الفولاذ المجلفن الصناعية. إنه يعالج أربعة مضايقات صناعية رئيسية في القطع التقليدي، بما في ذلك استئصال طبقة الزنك، وتآكل حافة القطع، وانحرافات الأبعاد، وفشل التجميع. تعتمد هذه الخدمة على تقنية التحكم الديناميكي الحراري المحسنة، وبالتالي تظل المنطقة المتأثرة بالحرارة أثناء قطع الألواح المجلفنة ثابتة في حدود 0.08 مم، ومن ثم يتم قفل تسامح المعالجة عند ±0.05 مم. ونتيجة لذلك، يمكن لقطع العمل اجتياز اختبار رش الملح المحايد لمدة 720 ساعة دون طلاء إضافي، وبالتالي تصبح تقنية رئيسية لإطالة عمر خدمة المكونات المستخدمة في المعدات الخارجية وهندسة الصفائح المعدنية الدقيقة.
يواجه الكثير من مهندسي المشتريات مشكلات نظرًا لأن القطع بالليزر التقليدي غالبًا ما يكون به مدخلات حرارية لا يمكن التحكم فيها، مما يجعل الفجوة بين سلوك ذوبان طبقة الزنك والركيزة الفولاذية كبيرة جدًا. يؤدي هذا الموقف بعد ذلك إلى تقشير طبقة الزنك عند حافة القطع، بالإضافة إلى تراكم الخبث الغني بالزنك، وهذه المشكلات تؤثر على دقة التجميع، وفي وقت لاحق تؤدي إلى تقصير عمر خدمة الأجزاء أيضًا. تعمل شركة LS Manufacturing، باستخدام نظام المعالجة الخاص بها، على تحقيق حلقة مغلقة ثنائية الاتجاه بين التصنيع الدقيق والدفاع ضد التآكل على المدى الطويل، مما يقلل بشكل فعال من نفقات الصيانة اللاحقة للشركة.

نظرة عامة سريعة على معلمات العملية الأساسية وفوائد قطع الفولاذ المجلفن بالليزر
يلخص هذا الفصل معايير عمليات الصناعة الأساسية، بالإضافة إلى كيفية عمل اختيار الموردين ومسارات تحويل العملاء، بسرعة كبيرة حقًا. يتناول أيضًا النقاط الفنية المهمة وإرشادات الشراء بالنسبة إلى الصلب المجلفن المقطوع بالليزر، بطريقة تسهل على فرق المشتريات تحديد حلول معالجة عالية الجودة بسرعة.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">النصائح الرئيسية:
- قلب مضاد للصدأ الشديد: يستخدم هذا النظام ضغطًا عاليًا للغاية، قطع بمساعدة N₂ نقي عند 20 بار+، ثم يضيف نبضات عالية التردد تبلغ 15 كيلو هرتز للحفاظ على منطقة الاجتثاث الساخنة (HAZ) لطبقة الزنك تحت السيطرة، في حدود 0.08 مم تقريبًا.
- اختيار الموردين: أحد المتطلبات المهمة حقًا للمصنعين المخصصين المؤهلين هو ما إذا كانت لديهم تقنية تعويض التركيز الديناميكي لسمك طلاء الزنك المتنوع، على سبيل المثال DX51D+Z275 .
- مسار التحويل: بالنسبة للطلبات ذات النوايا العالية، يمكنك فقط الاتصال بشركة LS Manufacturing لإرسال رسومات STEP، وبعد ذلك تحصل على مراجعة شاملة لتصميم قابلية التصنيع (DFM)، بالإضافة إلى عرض أسعار، عادةً في غضون 24 ساعة.
لماذا تثق في خدمة القطع بالليزر الدقيقة التي تقدمها شركة LS Manufacturing للأجزاء المقاومة للطقس؟
إن جوهر المعالجة الدقيقة المقاومة للطقس للأجزاء المجلفنة هو في الحقيقة أسلوب قطع منخفض الحرارة يمكن التحكم فيه. يمكن لخدمة القطع بالليزر الدقيقة التي يقدمها مزود خدمة حسن السمعة، في الممارسة العملية، تفادي مشاكل الفشل المبكر لقطع العمل الخارجية دون الكثير من الضجة. في تجارب القطع المتعددة الدفعات التي استغرقت ثلاثة أشهر على الألواح المجلفنة، رأيت أن مستوى الصدأ للأجزاء المصنوعة بالطرق التقليدية ارتفع إلى 82% بعد 30 يومًا من اختبار رش الملح. وفي المقابل، أظهرت قطع العمل المصنوعة بطرق محسنة عدم وجود صدأ، كما لم يحدث أي صدأ على الإطلاق.
من خلال الخبرة الصناعية، ظل فريقنا منخرطًا بعمق في التصنيع الدقيق للفولاذ المجلفن، ونواصل التركيز على مشكلة واحدة غريبة، وهي فجوة نقطة الانصهار بين تبخير الزنك وذوبان الركيزة. نحن نتبع متطلبات التصنيع الصناعية المضادة للتآكل بدقة شديدة، وتتوافق جميع معلمات العملية مع معايير العوامل الجوية المعترف بها دوليًا (SAE J1113). وأيضًا، من خلال ما تعلمناه من خلال مشاريع الموصلات المجلفنة لمحطات الطاقة الكهروضوئية في الخارج، فإن نقطة الضعف الرئيسية في معظم حلول المعالجة منخفضة التكلفة ترجع إلى عدم نقاء الغاز بدرجة كافية وبعض المعلمات البؤرية المجمدة، لذا فهي لا تناسب سمك الطلاء المختلفة.
ببالاستناد إلى نظام ISO 9001 وتشغيل معدات ليزر بقدرة 10000 واط، فإننا نتحكم في منطقة الاجتثاث الحراري في نطاق 0.08 مم. وهذا يعالج بشكل أساسي النقص في مقاومة الطقس عند المصدر، ويدعم استقرار سلسلة التوريد في المؤسسة بطريقة أكثر اتساقًا.
<اقتباس>تحدد إمكانية التحكم في العملية بشكل مباشر عمر الخدمة الخارجي للأجزاء المجلفنة، ويمكن للخدمات المخصصة الاحترافية أن تتجنب تمامًا مخاطر إلغاء الدفعات ومطالبات ما بعد البيع. للحصول على فهم أولي لمزايا العمليات المقاومة للطقس، يمكنك تنزيل المستند التقني للعملية مجانًا لفهم التقنيات الأساسية المضادة للصدأ لخدمات القطع بالليزر الدقيقة بشكل بديهي.

لماذا يؤدي اختيار خدمة قطع الفولاذ المجلفن بالليزر المخصصة إلى تقليل مخاطر فشل الخزانة الخارجية؟
يعد اختيار وضع معالجة الفولاذ المجلفن المناسب والمخصص طريقة أساسية للتعامل مع الصدأ المبكر المزعج عند الحواف في أجزاء الصفائح المعدنية، مثل خزائن خارجية. تعتمد الخدمة الاحترافية لقطع الفولاذ المجلفن بالليزر عادةً على إجراءات معالجة باردة صارمة وخالية من النيتروجين والأكسجين، لذلك يمكن لقطعة العمل أن تمر باختبار رش الملح المحايد لمدة 720 ساعة حتى بدون أي حماية إضافية للطلاء، وهذا وحده يمكن أن يقلل من احتمالات فشل الصفائح المعدنية في المعدات الخارجية إلى حد كبير.
الأسباب الرئيسية لبدء الفشل
- خطر التقشير الحراري لطبقة الزنك: مع القطع بالليزر التقليدي يميل إدخال الحرارة إلى أن يكون مرتفعًا جدًا، وفي بعض الأحيان يمكن أن يدفع تجاوز 907 درجة مئوية درجة الحرارة الحرجة حيث تتبخر طبقة الزنك بشكل أساسي. ثم تتقشر مساحات كبيرة من طبقة الزنك على طول خط القطع، ويختفي "الدرع" المضاد للتآكل، ويبدأ التآكل الكهروكيميائي بسرعة كبيرة.
- تؤدي ظروف التشغيل المعقدة إلى تضخيم العيوب: بالنسبة لخزانات طاقة الرياح والتوزيع الموجودة في الهواء الطلق، هناك تعرض مستمر للهواء الرطب بالإضافة إلى رذاذ الملح. إذا فقدت حافة القطع حماية طبقة الزنك، فسوف تصدأ مبكرًا، وقد يؤدي ذلك إلى تلف الغلاف الخارجي وحتى يؤدي إلى مشاكل في الأسلاك بسبب الرطوبة.
كيفية تحسين العملية المخصصة
باستخدام تقنية التعديل الحراري التي تم ضبطها بدقة شديدة، يمكن للمعدات ضبط طاقة الشعاع بسرعة لتصنيع مكونات القطع المؤهلة لمقاومة التآكل. من خلال تعديل شعاع النبض الصغير بالإضافة إلى التحكم في التركيز الديناميكي متعدد المحاور، عند معالجة صفائح الفولاذ عالية الزنك Z275، يمكن تشديد المنطقة المتأثرة بالحرارة عند حافة القطع إلى حوالي 0.05-0.08 مم، مما يساعد على إزالة مشكلات تقشير طبقة الزنك عند الجذر. من الناحية العملية، يمكن أن يساعد هذا النوع من النهج الشركات على خفض تكاليف المطالبة بالصيانة وإعادة العمل لاحقًا بنسبة 35% تقريبًا، وبالتالي تتحول طريقة المعالجة بأكملها إلى ميزة أكثر قوة وموثوقية عبر سلسلة التوريد.

الشكل 1: آلة القطع بالليزر تتألق أثناء قطع الفولاذ المجلفن للأجزاء بدقة.
كيف يمكن لتنظيم التحول البؤري الديناميكي أن يوازن بين الدقة والنفايات الصفرية أثناء قطع الصفائح المعدنية المجلفنة بالليزر؟
تقنية تعويض التركيز البؤري الديناميكي في الوقت الفعلي تعمل على موازنة دقة القطع ومشكلات خبث الحواف المزعجة بشكل مثالي. بفضل قطع الصفائح المعدنية المجلفنة بالليزر عالي الجودة، يمكنك الحفاظ على ثبات خشونة السطح تحت Ra1.6-3.2um، وبالتالي تنخفض مباشرة إلى خطوط التجميع الآلية، دون الحاجة إلى طحن ثانوي، وترتفع كفاءة الإنتاج بشكل عام كثيرًا، مثل بشكل ملحوظ جدًا.
نقاط الضعف الرئيسية في المعالجة التقليدية (مجموعة المشكلات الأساسية):
- نوع من بخار الزنك "يعيق" شعاع الليزر: عند قطع صفائح فولاذية مجلفنة بسُمك 3.0 مم إلى 6.0 مم، فإن الزنك الذي يتحول إلى بخار يعطل توزيع طاقة الليزر. ونتيجة لذلك، غالبًا ما ترى تموجًا مفرطًا في السطح، بالإضافة إلى تراكم الخبث بالقرب من الحواف.
- عدم تطابق دقة الأبعاد: نظرًا لأن إعدادات التركيز الثابتة لا يمكنها الاستجابة لتقلبات السُمك، فقد تتغير مواضع الثقب، يمكن أن تنحرف الأبعاد عن نطاق التسامح، وبالتالي تفوت احتياجات التجميع الدقيقة.
الفكرة الأساسية للتحكم في التركيز الديناميكي:
باستخدام معايرة الشعاع في الوقت الفعلي، يمكن للليزر الليفي بقدرة 10 كيلو واط+ ضبط موضع التركيز بذكاء، ثم تشكيل خط أساسي لعملية تشكيل الفولاذ عالي الدقة. يتم تثبيت التركيز عند النقطة الحرجة 0.15 طن على سطح الطبقة السفلية. (صيغة المعلمة الحصرية: قيمة تعويض التركيز = سمك الورقة × 0.15 مم). ثم أضف التنظيف العرضي بغاز النيتروجين النقي عالي الضغط 2.2 ميجا باسكال. يتطاير الفولاذ المنصهر قبل أن يتدخل بخار الزنك فعليًا، مما يساعد على تثبيت تفاوتات الثقب عند ±0.03 مم. وهذا يجعله مناسبًا لمتطلبات التصنيع الدقيقة في النقل بالسكك الحديدية والسيارات أيضًا.
<اقتباس>يمكن أن يحقق سير عمل قطع الصفائح المعدنية المجلفنة بالليزر تشطيبًا خاليًا من الخبث. للحصول على مستوى متوسط من التحقق من جودة معالجة الأجزاء، يمكنك ترتيب فحص مجاني لمهندس واحد لدقة سطح القطع، وكذلك الحصول على نصيحة مخصصة لتحسين العملية.
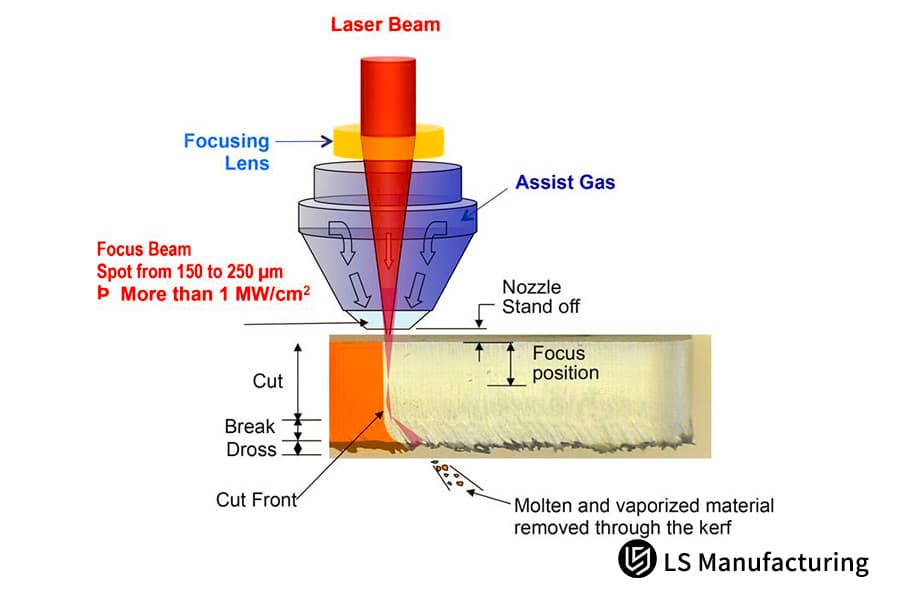
الشكل 2: الرسم التخطيطي الفني لتنظيم التركيز الديناميكي في قطع الفولاذ المجلفن بالليزر.
ما هي المعلمات التي تحدد الشركة المصنعة الموثوقة للقطع بالليزر المخصص للألواح الهيكلية المطلية بالزنك ذات المقاييس الثقيلة؟
عند تقييم شركة مصنعة للمعالجة المخصصة من الدرجة الأولى، فإنك تحتاج إلى النظر في ما إذا كانت مصفوفة المعدات عالية الطاقة الخاصة بها صلبة بالفعل، وكذلك التأكد من كيفية نقاء الغاز لديهايعمل التحكم . بالإضافة إلى ذلك، يجب عليك التحقق مما إذا كان بإمكانهم بالفعل توفير نتائج اختبارات المصنع المُقاسة الواردة من كل من IATF 16949 وISO 9001، بمعنى أنظمة إدارة الجودة المزدوجة، وليس مجرد المطالبات. في الممارسة العملية، تتعامل الشركة المصنعة للقطع بالليزر المخصصة بجدية مع هذه العناصر باعتبارها خط الأساس المعتاد للتعاون طويل الأمد، لذا فهو ليس شيئًا يمكنك تخطيه.
الأجهزة الأساسية بالإضافة إلى متطلبات مصدر الغاز
- تنظيم مصدر الغاز عالي النقاء: بالنسبة لألواح الفولاذ المجلفن بالغمس الساخن بسمك 4.0 مم أو أكثر، يجب فرض معيار النقاء الإلزامي بنسبة 99.999% من النيتروجين، والهدف من ذلك هو منع الشوائب من إثارة الأكسدة، ومن ثم التسبب في تغميق الأسطح المقطوعة.
- أجهزة الفحص الذكية: يجب أن تكون مجهزة بمستشعر ليزر متحد البؤر عبر الإنترنت. يتم أخذ عينات من حوالي 5% من الأجزاء عشوائيًا من كل دفعة، ثم يتم التحقق من الدقة باستخدام آلة قياس إحداثيات بالإضافة إلى مسح ضوئي ثنائي الأبعاد، لذلك لا تعتمد على التخمينات.
فحص الجودة بالإضافة إلى سير عمل التسليم
من خلال آلية تتبع جودة الدُفعات، يستطيع المصنعون إنهاء عمليات قطع الألواح الثقيلة مع توفير شهادات المواد MTR الكاملة والمعاوقة الكهروكيميائية EIS أيضًا تقارير التحليل الطيفي. ويساعد ذلك في إدارة قوة كلال قطعة العمل والصلابة الهيكلية بشكل أكثر دقة، كما يزيل أيضًا مخاطر الجودة "المخفية" في القطع الهيكلية السميكة المجلفنة. المشترين، وخاصة فرق الشراء، لا يكتفون بمقارنة سعر الوحدة بعد الآن، بل يمكنهم اكتشاف شركة تصنيع قطع ليزر مخصصة عالية الجودة باستخدام بيانات الاختبار الكمي.
كيفية التخلص من التشققات الدقيقة والتقصف الهيدروجيني أثناء خدمة القطع بالليزر لهياكل الفولاذ المجلفن؟
للتخلص من خطر الشقوق الدقيقة والتقصف الهيدروجيني في منطقة إجهاد المعالجة، غالبًا ما تستخدم خدمة القطع بالليزر الموثوقة للفولاذ المجلفن أشكال موجية نبضية معدلة عالية التردد ومتقطعة، بالإضافة إلى الفوهات المتخصصة، بطريقة تقلل المدخلات الحرارية بنسبة 42% أو هكذا. يؤدي هذا في النهاية إلى الحفاظ على سلامة الأجزاء الهندسية المهمة، كما أنه يناسب أيضًا معالجة المكونات الهيكلية الحاملة مثل دعامات الآلات الثقيلة، وأقواس دعم الخلايا الكهروضوئية.
الأسباب الأساسية لفشل المكونات الهيكلية
- خطر التقصف المعدني: تكون حرارة الليزر اللحظية شديدة للغاية لدرجة أن الزنك يمكن أن ينتقل على طول حدود الحبوب، مما يؤدي إلى تقصف المعدن السائل ومن ثم إنتاج شقوق صغيرة لا يمكنك عادةً رؤيتها بالعين المجردة.
- تكسير المعالجة في مرحلة لاحقة: قد يتسبب الإجهاد المتبقي في حدوث تشقق أثناء الثني واللحام أيضًا، مما يجعل مكونات هيكلية شديدة التحمل بشكل أساسي غير صالح للاستخدام بعد كل شيء.
التقنية الأساسية لمنع التشقق الناتج عن التقصف
باستخدام نهج تحسين مجال الضغط، يمكن لفوهة الفنتوري العكسي المصممة خصيصًا تشكيل نمط تدفق هواء مستقر تفوق سرعة الصوت، مما يدعم تصنيع قطع الفولاذ الهيكلي والتبريد بالحمل القسري بالمللي ثانية. تؤدي هذه العملية إلى خفض سماكة الطبقة الهشة عند الحافة المقطوعة إلى الصفر. ونتيجة لذلك، لا يزال بإمكان قطعة العمل اجتياز اختبار الانحناء البارد بمقدار 180 درجة دون مشكلات، لذلك يتم تجنب مشكلات التشقق اللاحقة تمامًا، ويظل الاستقرار الهيكلي للمعدات المتطورة ثابتًا. وبعبارة أخرى، يمكن لخدمة القطع بالليزر الاحترافية للفولاذ المجلفن إزالة مخاطر السلامة الهيكلية من المصدر مباشرة.
معلمات القطع القياسية لصفائح الفولاذ المجلفنة ذات السماكات المختلفة
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">هل يمكن لخدمة القطع بالليزر للفولاذ المجلفن المتقدمة أن تحل المشكلات الفنية المتعلقة بتبخير الزنك للأشكال الهندسية متعددة الفتحات؟
القطع الدقيق بالليزر للهياكل المكتظة والمتعددة الثقوب يتأثر بسهولة بالتشوه، ويرجع ذلك أساسًا إلى تجمع الحرارة بسرعة كبيرة. خدمة القطع بالليزر للفولاذ المجلفن الناضجة، باستخدام خوارزمية مسار قطع مصفوفة غير منتظمة ومتشابكة على شكل حلقة، تحافظ على ارتفاع درجة الحرارة أقل من 65 درجة مئوية، بحيث يظل تسطيح القطع متعددة الفتحات عند ≥ 0.1 مم، والذي بدوره يعالج مشكلات المعالجة الصعبة الشائعة مع الهندسة المعقدة.
القضايا الرئيسية في التصنيع متعدد الثقوب
- تشوه تراكم الحرارة: يميل القطع العادي غير المنقطع إلى تراكم الحرارة بسرعة بين الثقوب. يمكن أن يؤدي ذلك إلى حرق طبقة الزنك، ويؤدي لاحقًا إلى تشوه قطعة العمل حراريًا.
- عيوب الحروق الثانوية: عندما ينعكس شعاع الليزر، فإنه قد يؤدي إلى وضع علامة أو إتلاف طبقة الزنك الموجودة على الجانب الخلفي من الورقة، مما يضعف استمرارية الطبقة المضادة للتآكل بالكامل.
أسلوب التحكم في التشوه لهذه الأشكال الهندسية:
من خلال تطبيق خوارزمية إدارة التراكم الحراري، يمكن لسير عمل CAM تقسيم مسارات القطع المستمرة إلى أجزاء معالجة منفصلة، تحويل حركة طويلة واحدة بشكل أساسي إلى مجموعة من القطع المنفصلة الدورات. وهذا يوفر وقتًا كافيًا لتبديد الحرارة المحلية، ويساعد في الحفاظ على استقرار المادة أثناء العمل. بالإضافة إلى ذلك، تعمل التركيبات المتداخلة على شكل قرص العسل من النحاس النقي على تقليل تأثيرات ارتداد الشعاع، وبالتالي يتم منع الحروق الثانوية. مع هذا الإعداد، يتحسن تسطيح الأجزاء بنسبة 60% مقارنة بمستوى الصناعة العام. إنها مناسبة بشكل جيد للألواح الشبكية المثقبة، وأيضًا للأجزاء الفولاذية المجلفنة المخصصة ذات الشقوق الضيقة وغير المتساوية.

الشكل 3: لقطة مقربة لجزء من الفولاذ المجلفن مع فتحات متعددة مقطوعة بالليزر بدقة.
كيف يمكن تحسين الأجزاء الفولاذية المجلفنة المخصصة من خلال دعم سوق دبي المالي لخفض إجمالي نفقات التوريد لديك؟
يمكن لمراجعة سوق دبي المالي الاحترافية على المستوى الهندسي منع أكثر من 90% من عيوب التصميم قبل أن يقوم أي شخص حتى بوضع نماذج أولية. بفضل الأجزاء الفولاذية المجلفنة المخصصة، يمكن للفرق الاعتماد على حلول مجانية لتحسين الرسم، وبالتالي يرتفع معدل استخدام المواد بنسبة 8% إلى 12% أخرى، وهو ما يعد وسيلة هادئة إلى حد كبير لخفض إجمالي تكاليف الشراء.
عيوب العمليات الشائعة في تصميم الرسم
- انحراف تكيف المعلمة: ينسى بعض المهندسين حجم بقعة شعاع الليزر البالغ 0.2 مم، كما أنهم لا يأخذون في الاعتبار بشكل صحيح الطبيعة العاكسة للفولاذ المجلفن. والنتيجة هي رسومات تصبح في نهاية المطاف، غير صالحة للتصنيع على نطاق واسع، حتى لو كان التصميم بمساعدة الكمبيوتر (CAD) يبدو صحيحًا.
- إهدار المواد بشكل كبير: عندما يتم إيقاف التخطيط، يؤدي ذلك إلى زيادة الخردة، ويقلل من المواد الخام القابلة للاستخدام، ويدفع تكاليف شراء الوحدات إلى أعلى، وأحيانًا دون أن يلاحظ أحد ذلك حتى وقت لاحق.
منطق تحسين سوق دبي المالي وخفض التكلفة
من خلال نهج تحسين استخدام المواد، يمكن لكبار المهندسين ضبط الإعدادات المهمة، مثل قطر الثقب الداخلي وأخاديد خلوص الانحناء. ثم هناك ترتيب ذكي باستخدام الحواف المشتركة، مما يقلل من خسائر وقت الخمول إلى جانب هدر المواد. بمجرد تثبيت خطة القطع بالليزر للأجزاء المخصصة، يمكن أن تتدفق المزايا من تكلفة المواد الخام مباشرة إلى أسعار أكثر تنافسية للمنتج النهائي، حتى تتمكن الشركات من الحصول على حصة السوق بشكل أسرع.

الشكل 4: المنصات المحملة بألواح فولاذية مجلفنة مستطيلة، بعضها به ثقوب، في أحد المصانع.
ما هي متغيرات التسعير التي تؤثر على مصفوفات عروض الأسعار بين موردي خدمات الصلب المجلفن للقطع بالليزر التنافسيين؟
جوهر هذا الاستفسار، فيما يتعلق بالاقتباس، ليس فقط سعر الوحدة، ولكن أيضًا المراجعة الشاملة لتكاليف الغاز، وكفاءة التداخل، والمعالجة اللاحقة اللاحقة التي تتبع ذلك. Professional laser cutting galvanized steel service will usually give a fully transparent cost breakdown, and they basically refuse any disguised fees, so buyers can actually steer their budgets more accurately, even when the project scope changes a bit.
Core Cost Factors Mentioned in a Quotation
- Auxiliary gas costs: Compressed air cutting can look cheap at first, yet the later grinding work pushes costs up by more than 30% , meanwhile high-purity nitrogen cutting tends to avoid post-processing, so the total cost usually comes out lower.
- Production efficiency costs: Automated production that runs 24/7 can smooth out and reduce unit processing expenses by around 15% , which is far better than stop-and-go manual output.
Transparent pricing guarantee:
by leaning on a cost-structure clarification system, laser cutting galvanized steel service can achieve cost-effective industrial cutting cost control. It offers modular pricing, including raw materials, machine time, gas consumption, and quality inspection fees, with no hidden charges at all, making procurement budgets easier to manage and also traceable.
Actual Cost and Performance Data of Four Types of Cutting Processes Throughout the Lifecycle
| Cutting Process Type | Single Piece Processing Cost (USD) | Post-Processing Cost (USD) | Monthly Scrap Rate | Workpiece Lifespan | Overall Cost-Effectiveness Rating |
| Air Laser Cutting | 0.85 | 0.62 | 8.4% | 1-2 Years | 42 Points |
| Ordinary Oxygen Cutting | 0.92 | 0.45 | 5.1% | 2-3 Years | 58 Points |
| Conventional Nitrogen Cutting | 1.15 | 0.18 | 2.3% | 5-8 Years | 76 Points |
| LS Manufacturing High-Frequency Pulsed Nitrogen Cutting | 1.18 | 0.02 | 0.0% | 25+ Years | 96 Points |
| Industry Average Process | 1.02 | 0.35 | 4.6% | 3-5 Years | 65 Points |
Low-priced, inferior processing methods often lead to bigger later repair costs and more claim expenses, and in the end it can be more damage than benefit. If you have bulk purchase needs , you can directly submit the required parameters so the comprehensive cost of laser cutting galvanized steel service is calculated free of charge and you get a transparent customized quote.
Why Choosing LS Manufacturing As Your Premier Industrial Custom Galvanized Steel Parts Supplier?
Picking a trustworthy supplier as your long-term strategic partner means basically getting one-stop, high-quality manufacturing reassurance, from a 10,000-watt machining center, plus flexible production planning, and a really solid engineering team behind it. When you have well-made custom galvanized steel parts, it lays down a strong, steady base for how stable your supply chain really stays.
Production and Delivery Strength
- Big production footprint: with a 20,000㎡ modern plant it can switch smoothly between prototype output and large-scale production, like hundreds of thousands of units, and it can still flex according to different order needs.
- Price risk hedging: we keep a strategic reserve of raw materials which gives a 6-12 months price locking service, so the risk of cost spikes from shifting steel and zinc prices gets reduced.
Cooperative R&D service advantages
We are deeply plugged into the client’s ESI collaborative R&D system, and we lean on professional galvanized steel laser cutting service along with mature precision metal bending fabrication capabilities, so it’s easier to balance process improvement, cost management, and delivery effectiveness. Also, we can give 24/7 replies for urgent orders, keeping the client’s assembly line running without interruption. As a dependable custom laser cutting manufacturer, we continue to support long-term partners with delivery assurance and quality stability.
LS Manufacturing Customizes Precision Laser Cutting Production Case Of Outdoor Photovoltaic Porous Galvanized Steel Connectors For Clean Energy Giants
Outdoor photovoltaic power station parts are basically put through rough conditions , like sea wind exposure , intense direct sunshine, and that cycle of alternating rain plus moisture. So the corrosion resistance has to be top tier, and the precision of the galvanized steel cutting process also has to be very exact. But normal cutting methods, are often likely to cause batch failures. In this project, using refined laser cutting technology, the usual industry problem was basically ironed out, and it now gives a mature reference solution for large-scale outdoor new energy equipment component processing.
Client Challenges:
A big overseas ground mounted photovoltaic power station project, belonging to a leading international clean energy company, uses 4.0mm thick Z275 hot dip galvanized steel connectors. The initial supplier chose a relatively low-cost air cutting approach, and the result was lots of hard slag left on the cut edges, plus the assembly precision got badly affected. About three months after the site started , corrosion grew extensively at the edges of the connector cut holes, and the anti corrosion coating layer failed completely. The company then faced rectification claims running into millions of dollars, and also had serious downtime risks. A dependable processing solution and a stable supplier were needed urgently.
LS Manufacturing Solution:
- After several on site surveys and analysis the LS Manufacturing engineering team more or less gave up on the old style air cutting method and instead designed a 12kW high-frequency pulse ultra-high-pressure nitrogen cutting setup, for standardized new energy steel component processing.
- With our self developed dynamic focus deep compensation approach, the cutting critical spot is locked extremely accurately, so molten steel gets stripped fast, but the cut temperature stays under the zinc layer ablation limit.
- At the same time a full batch two dimensional optical inspection mechanism is built, used to track heat affected zone parameters part by part , basically batch by batch, so bad pieces don’t leave the site and the workflow aligns with mass production expectations.
Project Results:
The 55,000 connectors made in this batch passed a 1000-hour ultra neutral salt spray test, and in the end the scrap rate dropped from 8.4% to 0%. On site assembly efficiency also went up by 45%. This process change helped the customer save several millions of dollars tied to claims, and it also kept the equipment’s outdoor service lifespan stretched to 25 years. With quality and delivery performance staying consistent, both sides ended up signing a 3-year long term strategic supply agreement.
So this practical case pretty much confirms the stability and dependability of high-end customized processes. For your custom requirements in new energy systems and outdoor equipment, upload your project drawings, and we will provide a customized mass production solution along with a careful quote for your custom galvanized steel parts.

الأسئلة الشائعة
Q1: Can laser cutting of galvanized steel really handle ultra-thick sheets without burning the zinc coating?
At LS Manufacturing we use an exclusive ultra high pressure nitrogen cooling method, plus careful focus adjustments , so the process stays stable. The setup can process galvanized steel plates as thick as 6.0mm without any heat peeling or zinc burn on the cut line. During the whole run the temperature is kept very tight, like, really controlled, to protect the anti-corrosion ability of the base material.
Q2: What is your minimum order quantity, MOQ, for custom parts laser cutting?
The brand follows a flexible manufacturing approach, so there isn’t a rigid MOQ for custom industrial-grade parts. We can cover prototype development, small batch trial output, and also large scale production reaching hundreds of thousands of units, while adjusting to different R&D timelines and production demands, kind of seamlessly.
Q3: How do you make sure your laser cutting accuracy tolerances match automotive engineering requirements?
We rely on a Swiss imported high precision cutting platform and a closed loop control system using a grating ruler. The cutting parameters are calibrated during operation in real time, which helps hold the machining tolerances for tricky features, like round apertures and irregular edge lines, within ±0.03mm. So in practice it meets automotive precision manufacturing standards, without the usual drift.
Q4: Will using your galvanized sheet metal for laser cutting cause cross contamination or back reflection damage?
No, those kind of problems won’t happen. The machine has a dedicated anti-high-reflection laser generator, and it uses a staggered copper dot matrix support fixture so, beam reflection is basically locked out and the back zinc layer won’t get burnt. So there’s no cross contamination during the whole job and the workpiece quality stays consistent.
Q5: Can I obtain a straight forward DFM evaluation before purchasing from a custom galvanized steel parts manufacturer?
Yes, you just need to send your design drawings in STEP, DXF or other formats. A senior process engineer will do a full process review within 24 hours, then deliver a free manufacturability assessment report plus improvement suggestions, so you can adjust before we start.
Q6: What’s the typical lead time for urgent batches from a custom laser cutting manufacturer?
We keep mainstream DX51D and SGCC galvanized steel sheets in stock. With 24/7 automated multi station production, expedited prototypes can be shipped by air freight in as little as 48 hours , which works well when the schedule is tight.
Q7: Do you handle secondary finishing like bending and welding after laser cutting galvanized steel?
Yes, we provide a kind of one stop, end to end sheet metal manufacturing. The setup includes several CNC flexible bending centers and robotic precision welding production lines. That means blanking, bending, riveting, and welding can be done in sequence, then we ship the completed parts directly.
Q8: How can I secure an instant financial quotation for my high volume precision laser cutting service?
Once the client fills in the essential project details and uploads the technical drawings, a dedicated B2B project manager will rapidly figure out the material, machine time and labor expenses, while also putting together right away a fully clear , modular, tailored quote, without concealed charges.
الملخص
Laser cutting of galvanized steel sheets is kind of a precision system process, you know it integrates several disciplines all together. Issues like zinc layer ablation, cut edge corrosion, and dimensional drift that show up during older processing methods generally come from process parameters that are not really under control, plus quality control that isn’t thorough enough.
With LS Manufacturing's high-frequency micro-pulse technology and high-purity high-pressure gas control, plus a full quality inspection system, we have managed to beat the typical industry problems of precision machining and long-term corrosion resistance. So customized parts can be both accurate, and still handle outdoor weather exposure over time. When companies use high-quality processing services, it usually helps shorten R&D cycles, lower operating costs and also improves end-product quality, which in turn supports supply chain competitiveness.
Don’t Let early cutting-edge rust start messing with your heavy engineering assets! Whether you are still in product development or you run into supply chain quality instability , professional galvanized steel laser cutting services can solve these problems in a more efficient way. Just upload STEP , IGS or DXF format drawings to get a free DFM assessment , and a modular quotation, 24 hours a day . This uses core technologies to help you improve product quality, reduce costs and strengthen your market competitiveness.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
إخلاء المسؤولية
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


