
Le service de découpe laser de l'acier galvanisé est en quelque sorte un système de processus de précision en soi, utilisé pour le traitement personnalisé des tôles d'acier galvanisées industrielles. Il s'attaque à quatre principaux désagréments industriels liés à la découpe traditionnelle, y compris l'ablation de la couche de zinc, la corrosion des bords de coupe, les écarts dimensionnels et les échecs d'assemblage. Ce service s'appuie sur une technologie de contrôle thermodynamique raffinée, de sorte que la zone affectée par la chaleur lors de la découpe de tôle galvanisée reste stable à moins de 0,08 mm, puis la tolérance de traitement est verrouillée à ± 0,05 mm. En conséquence, les pièces peuvent passer un test au brouillard salin neutre de 720 heures sans revêtement supplémentaire, ce qui devient une technologie clé pour prolonger la durée de vie des composants utilisés dans les équipements d'extérieur et dans l'ingénierie de précision de la tôlerie.
De nombreux ingénieurs d'achats rencontrent des problèmes car la découpe laser traditionnelle a souvent un apport de chaleur incontrôlé, ce qui rend l'écart entre le comportement de fusion de la couche de zinc et celui du substrat en acier trop grand. Cette situation déclenche alors un pelage de la couche de zinc juste au niveau du bord coupé, ainsi qu'une accumulation de scories riches en zinc, et ces problèmes affectent la précision de l'assemblage, et plus tard, ils raccourcissent également la durée de vie des pièces. LS Manufacturing, en utilisant son propre système de processus exclusif, réalise une boucle fermée bidirectionnelle entre l'usinage de précision et la protection contre la corrosion à long terme, ce qui réduit efficacement les dépenses de maintenance ultérieures de l'entreprise.

Aperçu rapide des paramètres de processus de base et des avantages de la découpe laser de l'acier galvanisé
Ce chapitre résume en quelque sorte les normes essentielles des processus de l'industrie, ainsi que le fonctionnement de la sélection des fournisseurs et les chemins de conversion des clients, assez rapidement en fait. Il présente également les points techniques importants et les conseils d'approvisionnement pour la découpe au laser de l'acier galvanisé, de manière à permettre aux équipes d'approvisionnement de sélectionner plus facilement et rapidement des solutions de traitement de haute qualité.
| Dimensions principales | Paramètres techniques clés | Principaux avantages pour le client | Normes d'exécution des achats |
| Processus antirouille | 20bar+ N₂ pur haute pression, impulsion haute fréquence 15kHz, HAZ≤0,08mm | Empêche la rouille précoce au niveau de la coupe, adapté aux conditions de travail extérieures complexes. | Conforme à la norme d'essai au brouillard salin ASTM B117. |
| Précision d'usinage | Tolérance de position du trou ±0,03 mm, rugosité de surface Ra1,6-3,2 μm | Aucun meulage secondaire requis, adapté aux chaînes d'assemblage automatisées. | Conforme aux spécifications de fabrication IATF 16949. |
| Sélection des fournisseurs | Prend en charge la technologie de compensation de mise au point dynamique pour les revêtements tels que le Z275. | S'adapte à plusieurs spécifications de tôles galvanisées, évitant les retouches personnalisées. | Vérifie les données d'inspection qualité ISO 9001. |
| Réponse du service | Évaluation DFM en 24 heures, Livraison accélérée en 48 heures. | Raccourcit le cycle de R&D, résout les besoins de commandes urgents. | Comptabilité transparente des processus tout au long du processus. |
Principaux points à retenir :
- Noyau antirouille sévère : Ce système utilise une coupe ultra haute pression, assistée par du N₂ pur à 20 bar+, puis ajoute des impulsions haute fréquence de 15 kHz pour maintenir la zone d'ablation chaude (HAZ) de la couche de zinc sous contrôle, à environ 0,08 mm.
- Sélection des fournisseurs : Une exigence très importante pour les fabricants personnalisés qualifiés est de disposer d'une technologie de compensation de mise au point dynamique pour différentes épaisseurs de zingage, par exemple DX51D+Z275.
- Chemin de conversion : Pour les commandes à forte intention, vous pouvez simplement contacter LS Manufacturing pour envoyer des dessins STEP, puis vous recevrez un examen approfondi de la conception pour la fabricabilité (DFM), ainsi qu'un devis, généralement dans les 24 heures.
Pourquoi faire confiance au service de découpe laser de précision de LS Manufacturing pour les pièces résistantes aux intempéries ?
Le cœur du traitement précis et résistant aux intempéries des pièces galvanisées est en réalité une approche de découpe contrôlable à faible apport de chaleur. Le service de découpe laser de précision d'un fournisseur de services réputé peut, en pratique, éviter les problèmes de défaillance précoces pour les pièces extérieures sans trop de problèmes. Au cours de mes essais de découpe en plusieurs lots de trois mois sur des tôles galvanisées, j'ai constaté que le niveau de rouille des pièces fabriquées par des méthodes traditionnelles grimpait à 82 % après 30 jours d'essais au brouillard salin. En revanche, les pièces fabriquées avec des méthodes optimisées ne présentaient aucune rouille, voire aucune.
Grâce à son expérience dans l'industrie, notre équipe est restée profondément engagée dans l'usinage de précision de l'acier galvanisé, et nous continuons à nous concentrer sur un problème délicat, à savoir l'écart de point de fusion entre la vaporisation du zinc et la fusion du substrat. Nous suivons très strictement les exigences industrielles de fabrication anticorrosion et tous les paramètres de processus sont alignés sur la norme de vieillissement internationalement reconnue (SAE J1113). De plus, d'après ce que nous avons appris grâce à des projets de connecteurs galvanisés dans des centrales photovoltaïques à l'étranger, la principale faiblesse de la plupart des solutions de traitement à faible coût se résume à une pureté de gaz insuffisante et à certains paramètres focaux gelés, de sorte qu'elles ne s'adaptent tout simplement pas à différentes épaisseurs de revêtement.
Ben nous appuyant sur le système ISO 9001 et en utilisant un équipement laser de 10 000 watts, nous contrôlons la zone d'ablation thermique à moins de 0,08 mm. Cela s'attaque essentiellement au problème de résistance aux intempéries à la source et soutient la stabilité de la chaîne d'approvisionnement de l'entreprise de manière plus cohérente.
La contrôlabilité du processus détermine directement la durée de vie extérieure des pièces galvanisées, et les services professionnels personnalisés peuvent éviter complètement les risques de mise au rebut des lots et de réclamations après-vente. Pour acquérir une compréhension préliminaire des avantages des processus résistants aux intempéries, vous pouvez télécharger gratuitement le livre blanc sur les processus afin de comprendre intuitivement les technologies antirouille de base des services de découpe laser de précision.

Pourquoi choisir un service personnalisé de découpe laser de l'acier galvanisé réduit les risques de défaillance des armoires extérieures ?
Choisir le mode de traitement de l'acier galvanisé personnalisé approprié est fondamentalement un moyen clé de gérer la rouille précoce et gênante sur les bords des pièces en tôle, comme les armoires extérieures. Un service professionnel de découpe laser de l'acier galvanisé dépend généralement d'une procédure de traitement à froid sans azote et oxygène assez stricte, de sorte que la pièce peut subir un test rigoureux au brouillard salin neutre de 720 heures, même sans aucune protection supplémentaire du revêtement, et cela à lui seul peut réduire considérablement les risques de défaillance de la tôle dans les équipements extérieurs.
Principales raisons pour lesquelles l'échec commence
- Risque de pelage thermique de la couche de zinc : Avec la découpe laser traditionnelle, l'apport de chaleur a tendance à être trop élevé, il peut parfois dépasser la Température critique de 907 ℃ à laquelle la couche de zinc se vaporise essentiellement. Ensuite, de grandes zones de couche de zinc se détachent le long de la ligne de coupe, le « bouclier » anticorrosion disparaît et la corrosion électrochimique démarre assez rapidement.
- Des conditions de fonctionnement complexes amplifient les défauts : Pour les armoires d'énergie éolienne et de distribution situées à l'extérieur, elles sont constamment exposées à l'air humide et au brouillard salin. Si le bord coupé perd la protection de la couche de zinc, il rouillera plus tôt, ce qui peut endommager le boîtier extérieur et même entraîner des problèmes de câblage provoqués par l'humidité.
Comment le processus personnalisé est amélioré
En utilisant une technologie de modulation thermique réglée très précisément, l'équipement peut ajuster l'énergie du faisceau à la volée pour fabriquer des composants découpés qualifiés en matière de résistance à la corrosion. Grâce à la modulation du faisceau par micro-impulsions et au contrôle de mise au point dynamique multi-axes, lors du traitement des tôles d'acier à haute teneur en zinc Z275, la zone affectée par la chaleur au niveau du bord coupé peut être resserrée à environ 0,05-0,08 mm, ce qui aide à éliminer les problèmes de pelage de la couche de zinc à la racine. En pratique, ce type d'approche peut aider les entreprises à réduire d'environ 35 % les coûts ultérieurs de maintenance et de reprise des sinistres, de sorte que l'ensemble de la méthode de traitement se transforme en un avantage plus solide et plus fiable tout au long de la chaîne d'approvisionnement.

Figure 1 : Une découpeuse laser produit des étincelles lorsqu'elle coupe avec précision l'acier galvanisé pour les pièces.
Comment la régulation dynamique du décalage focal peut-elle équilibrer la précision et l'absence de scories lors de la découpe laser de tôle galvanisée ?
La technologie de compensation de mise au point dynamique en temps réel équilibre parfaitement la précision de coupe et les problèmes ennuyeux de scories de bord. Avec une découpe laser de tôle galvanisée de haute qualité, vous pouvez maintenir la rugosité de la surface de manière stable sous Ra1,6-3,2um, de sorte qu'elle passe directement dans les chaînes d'assemblage automatisées, sans meulage secondaire, et l'efficacité globale de la production augmente considérablement, comme très visiblement.
Principaux problèmes du traitement conventionnel (l'ensemble des problèmes principaux) :
- La vapeur de zinc « gêne » le faisceau laser : Lors de la découpe de tôles d'acier galvanisées de 3,0 mm à 6,0 mm d'épaisseur, le zinc qui se transforme en vapeur perturbe la distribution de l'énergie laser. En conséquence, vous constatez souvent une ondulation excessive de la surface, ainsi qu'une accumulation de scories près des bords.
- Inadéquation de la précision dimensionnelle : Étant donné que les paramètres de mise au point fixes ne peuvent pas répondre aux fluctuations d'épaisseur, les positions des trous peuvent changer, les dimensions peuvent sortir des tolérances et, par conséquent, elles ne répondent pas aux besoins d'assemblage de précision.
Idée de base du contrôle de mise au point dynamique :
Grâce à l'étalonnage du faisceau en temps réel, un laser à fibre de plus de 10 kW peut ajuster intelligemment la position de mise au point, puis former une ligne de base pour le processus de profilage de l'acier de haute précision. La mise au point est maintenue au point critique de 0,15 t sur la surface inférieure de la feuille. (Formule de paramètre exclusive : valeur de compensation de mise au point = épaisseur de la feuille × 0,15 mm). Ajoutez ensuite un récurage tangentiel avec de l'azote pur à ultra haute pression de 2,2 Mpa. L'acier fondu est soufflé avant que l'interférence de la vapeur de zinc ne prenne réellement le dessus, ce qui aide à stabiliser les tolérances des trous à ±0,03 mm. Cela le rend également adapté aux exigences de fabrication de précision dans le transport ferroviaire et l'automobile.
Ce flux de travail de découpe laser de tôle galvanisée permet d'obtenir une finition sans scories. Pour une vérification de niveau intermédiaire de la qualité du traitement des pièces, vous pouvez organiser une inspection individuelle gratuite de la précision de la surface de coupe et également recevoir des conseils personnalisés d'optimisation du processus.
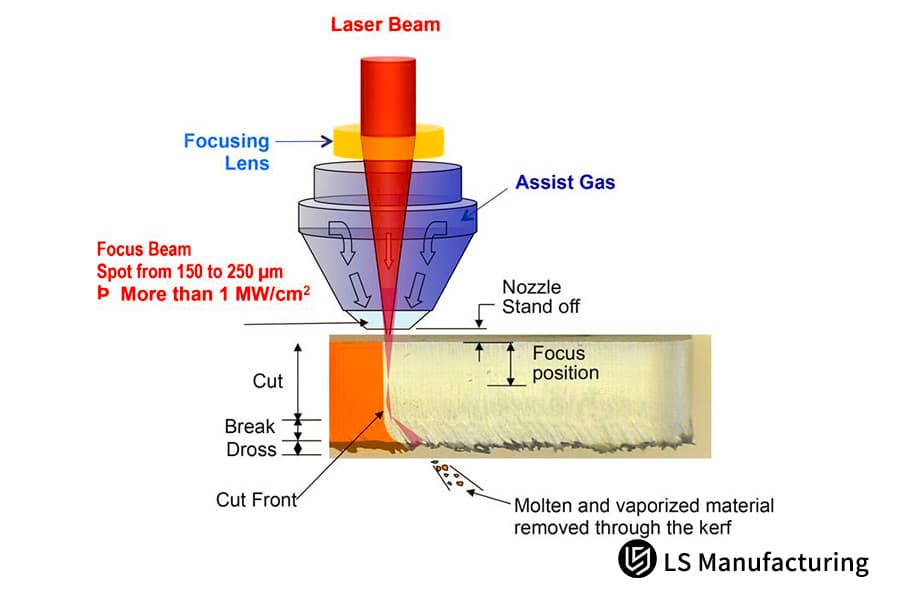
Figure 2 : Schéma technique de la régulation de la focalisation dynamique dans l'acier galvanisé découpé au laser.
Quels paramètres définissent un fabricant de découpe laser personnalisé digne de confiance pour les tôles structurelles revêtues de zinc de gros calibre ?
Lorsque vous évaluez un fabricant de traitement personnalisé de premier plan, vous devez en quelque sorte vérifier si sa matrice d'équipement haute puissance est vraiment solide, et également confirmer comment fonctionne son contrôle de la pureté du gazy. De plus, vous devriez vérifier s'ils peuvent réellement fournir des résultats de tests mesurés en usine provenant à la fois de l'IATF 16949 et de l'ISO 9001, ce qui signifie un double système de gestion de la qualité, pas seulement des allégations. Dans la pratique, les fabricants de découpe laser personnalisés sérieux traitent ces éléments comme la base habituelle d'une coopération à long terme, ce n'est donc pas quelque chose que vous pouvez ignorer.
Matériel de base et exigences en matière de source de gaz
- Règlementation des sources de gaz ultra haute pureté : Pour les tôles d'acier galvanisées à chaud de 4,0 mm d'épaisseur ou plus, elles doivent appliquer une norme obligatoire d'azote de pureté de 99,999 %, le but est d'empêcher les impuretés de déclencher l'oxydation, puis de provoquer le noircissement des surfaces de coupe.
- Instruments d'inspection intelligents : Ils doivent être équipés d'un capteur confocal laser en ligne. Environ 5 % des pièces sont échantillonnées au hasard dans chaque lot, puis la précision est vérifiée à l'aide d'une machine à mesurer tridimensionnelle et d'un balayage optique bidimensionnel, vous ne vous fiez donc pas à des suppositions.
Contrôle qualité et workflow de livraison
Grâce à un mécanisme de traçabilité de la qualité des lots, les fabricants sont en mesure de réaliser des opérations de découpe de plaques lourdes professionnelles tout en fournissant également des certificats de matériaux MTR complets et une spectroscopie d'impédance électrochimique EIS. rapports. Cela permet de gérer plus précisément la résistance à la fatigue des pièces et la rigidité structurelle, et élimine également les risques de qualité « cachés » dans les pièces structurelles galvanisées épaisses. Les acheteurs, en particulier les équipes d'achat, ne se contentent plus de comparer les prix unitaires, ils peuvent repérer un fabricant de découpe laser personnalisé de haute qualité en utilisant des données de tests quantitatifs.
Comment éliminer les microfissures et la fragilisation par l'hydrogène lors du service de découpe laser des charpentes en acier galvanisé ?
Pour éliminer le risque de microfissures et de fragilisation par l'hydrogène dans la zone de contrainte de traitement, le service de découpe laser de confiance pour l'acier galvanisé utilise souvent des formes d'onde d'impulsions modulées à haute fréquence intermittentes, ainsi que des buses spécialisées, de manière à réduire l'apport de chaleur de 42 % ou donc. Cela permet de maintenir la sécurité des pièces d'ingénierie sérieuses et convient également au traitement des composants structurels porteurs tels que les supports de machines lourdes et les supports de support photovoltaïques.
Principales causes de défaillance des composants structurels
- Risque de fragilisation du métal : La chaleur momentanée du laser est si intense que le zinc peut migrer le long des joints de grains, déclenchant la fragilisation du métal liquide et produisant ensuite des microfissures que vous ne pouvez généralement pas voir à l'œil nu.
- Fissuration ultérieure du traitement : Les contraintes résiduelles peuvent provoquer des fissures lors du pliage, ainsi que du soudage, ce qui rend les composants structurels très résistants essentiellement. inutilisable après tout.
Technologie de base pour prévenir les fissures de fragilisation
En utilisant une approche d'optimisation du champ de contrainte, une buse venturi inversée sur mesure peut former un modèle de flux d'air supersonique stable, prenant en charge une fabrication de découpe d'acier structurel fiable et un refroidissement par convection forcée en millisecondes. Ce processus ramène à zéro l’épaisseur de la couche fragile au niveau du bord coupé. En conséquence, la pièce peut toujours passer le test de pliage à froid à 180° sans problème, de sorte que les problèmes de fissuration ultérieurs du traitement sont complètement évités et la stabilité structurelle des équipements haut de gamme reste verrouillée. En d'autres termes, un service professionnel de découpe laser pour l'acier galvanisé peut éliminer les risques de sécurité structurelle directement à la source.
Paramètres de coupe standard pour les tôles d'acier galvanisées de différentes épaisseurs
| Épaisseur de la tôle d'acier | Puissance du laser | Pression d'azote | Vitesse de coupe | Décalage de mise au point | Fréquence d'impulsion |
| 1,0 mm | 3kW | 18bar | 8,2 m/min | +0,10 mm | 12 kHz |
| 2,0 mm | 6kW | 20 bars | 6,5 m/min | +0,12 mm | 15 kHz |
| 3,0 mm | 8kW | 22 bars | 4,8 m/min | +0,15 mm | 15 kHz |
| 4,0 mm | 10kW | 24 bars | 3,5 m/min | +0,18 mm | 18 kHz |
| 5,0 mm | 12kW | 26 bars | 2,8 m/min | +0,20 mm | 18 kHz |
| 6,0 mm | 12kW | 28 bars | 2,2 m/min | +0,22 mm | 20 kHz |
Un service avancé de découpe laser de l'acier galvanisé peut-il résoudre les problèmes techniques de vaporisation du zinc pour les géométries multi-trous ?
La découpe laser de précision pour les structures à trous multiples et densément emballées est assez facilement influencée par la déformation, principalement parce que la chaleur s'accumule trop rapidement. Un service de découpe laser d'acier galvanisé mature, utilisant un algorithme spécial de coupe en forme d'anneau, enchevêtré et désordonné, maintient la montée de température en dessous de 65°C, de sorte que la planéité des pièces multi-trous reste à ≤ 0,1 mm, ce qui à son tour résout les problèmes de traitement difficiles courants avec une géométrie complexe.
Problèmes clés de l'usinage multi-trous
- Déformation par accumulation de chaleur : Une coupe normale et ininterrompue a tendance à accumuler rapidement la chaleur entre les trous. Cela peut brûler le revêtement de zinc, et conduire plus tard à une déformation thermique de la pièce.
- Défauts de brûlure secondaires : Lorsque le faisceau laser se reflète, il peut marquer ou endommager la couche de zinc au dos de la tôle, ce qui affaiblit toute la continuité de la couche anticorrosion.
Approche de contrôle des déformations pour ces géométries :
En appliquant un algorithme de gestion de l'accumulation thermique, le flux de travail de FAO peut diviser les chemins de découpe continus en segments de traitement séparés, transformant essentiellement un long mouvement en un ensemble de cycles discrets. Cela donne suffisamment temps de dissipation thermique local et aide à maintenir la stabilité du matériau pendant le travail. De plus, un luminaire en nid d'abeilles décalé en cuivre pur à matrice de points réduit les effets de rebond du faisceau, de sorte que les brûlures secondaires sont supprimées. Avec cette configuration, la planéité des pièces s'améliore de 60 % par rapport au niveau général de l'industrie. Il s'adapte bien aux panneaux en treillis perforés, ainsi qu'aux pièces en acier galvanisé personnalisées à fente étroite et aux contours inégaux.

Figure 3 : Gros plan d'une pièce en acier galvanisé avec plusieurs trous découpés au laser avec précision.
Comment les pièces en acier galvanisé personnalisées optimisées grâce au support DFM réduisent-elles vos dépenses totales d'approvisionnement ?
Un examen DFM de niveau ingénierie professionnel peut prévenir plus de 90 % des défauts de conception avant même que quiconque réalise des prototypes. Avec des pièces en acier galvanisé personnalisées de haute qualité, les équipes peuvent s'appuyer sur des solutions d'optimisation de dessin gratuites, de sorte que l'utilisation des matériaux augmente encore de 8 à 12 %, ce qui constitue un levier discret pour réduire les coûts totaux d'approvisionnement.
Défauts de processus courants dans la conception de dessins
- Écart d'adaptation des paramètres : Certains ingénieurs oublient la taille du spot du faisceau laser de 0,2 mm et ne tiennent pas non plus correctement compte de la nature réfléchissante de l'acier galvanisé. Le résultat est des dessins qui finissent par être peu adaptés à une fabrication en série, même si la CAO semble correcte.
- Gros gaspillage de matériaux : Lorsque la configuration est désactivée, cela entraîne une augmentation des rebuts, réduit les matières premières utilisables et fait augmenter les coûts d'approvisionnement unitaires, parfois sans que personne ne s'en aperçoive jusqu'à plus tard.
Logique d'optimisation DFM et de réduction des coûts
Grâce à l'approche d'amélioration de l'utilisation des matériaux, les ingénieurs seniors peuvent ajuster les paramètres critiques, comme le diamètre du trou intérieur et les rainures de dégagement de flexion. Ensuite, il existe un agencement intelligent utilisant des bords partagés, qui réduit les pertes de temps d'inactivité ainsi que le gaspillage de matériaux. Une fois le plan optimisé de découpe laser de pièces personnalisées est verrouillé, l'avantage du coût des matières premières peut se transformer directement en prix du produit final plus compétitifs, afin que les entreprises puissent capturer part de marché plus rapidement.

Figure 4 : Palettes chargées de plaques d'acier galvanisées rectangulaires, certaines percées de trous, dans une usine.
Quelles variables de prix influencent les matrices de devis parmi les fournisseurs concurrents de services de découpe laser de l'acier galvanisé ?
Le cœur de cette enquête, en termes de cotation, n'est pas seulement le prix unitaire , mais aussi l'examen complet des coûts du gaz, de l'efficacité de l'imbrication et du post-traitement ultérieur qui s'ensuit. Les services professionnels de découpe laser de l'acier galvanisé fournissent généralement une ventilation des coûts totalement transparente, et ils refusent fondamentalement tout frais déguisé, afin que les acheteurs puissent réellement piloter leur budget avec plus de précision, même lorsque le projet la portée change un peu.
Facteurs de coûts principaux mentionnés dans un devis
- Auxiliary gas costs: Compressed air cutting can look cheap at first, yet the later grinding work pushes costs up by more than 30% , meanwhile high-purity nitrogen cutting tends to avoid post-processing, so the total cost usually comes out lower.
- Production efficiency costs: Automated production that runs 24/7 can smooth out and reduce unit processing expenses by around 15% , which is far better than stop-and-go manual output.
Transparent pricing guarantee:
by leaning on a cost-structure clarification system, laser cutting galvanized steel service can achieve cost-effective industrial cutting cost control. It offers modular pricing, including raw materials, machine time, gas consumption, and quality inspection fees, with no hidden charges at all, making procurement budgets easier to manage and also traceable.
Actual Cost and Performance Data of Four Types of Cutting Processes Throughout the Lifecycle
| Cutting Process Type | Single Piece Processing Cost (USD) | Post-Processing Cost (USD) | Monthly Scrap Rate | Workpiece Lifespan | Overall Cost-Effectiveness Rating |
| Air Laser Cutting | 0.85 | 0.62 | 8.4% | 1-2 Years | 42 Points |
| Ordinary Oxygen Cutting | 0.92 | 0.45 | 5.1% | 2-3 Years | 58 Points |
| Conventional Nitrogen Cutting | 1.15 | 0.18 | 2.3% | 5-8 Years | 76 Points |
| LS Manufacturing High-Frequency Pulsed Nitrogen Cutting | 1.18 | 0.02 | 0.0% | 25+ Years | 96 Points |
| Industry Average Process | 1.02 | 0.35 | 4.6% | 3-5 Years | 65 Points |
Low-priced, inferior processing methods often lead to bigger later repair costs and more claim expenses, and in the end it can be more damage than benefit. If you have bulk purchase needs , you can directly submit the required parameters so the comprehensive cost of laser cutting galvanized steel service is calculated free of charge and you get a transparent customized quote.
Why Choosing LS Manufacturing As Your Premier Industrial Custom Galvanized Steel Parts Supplier?
Picking a trustworthy supplier as your long-term strategic partner means basically getting one-stop, high-quality manufacturing reassurance, from a 10,000-watt machining center, plus flexible production planning, and a really solid engineering team behind it. When you have well-made custom galvanized steel parts, it lays down a strong, steady base for how stable your supply chain really stays.
Production and Delivery Strength
- Big production footprint: with a 20,000㎡ modern plant it can switch smoothly between prototype output and large-scale production, like hundreds of thousands of units, and it can still flex according to different order needs.
- Price risk hedging: we keep a strategic reserve of raw materials which gives a 6-12 months price locking service, so the risk of cost spikes from shifting steel and zinc prices gets reduced.
Cooperative R&D service advantages
We are deeply plugged into the client’s ESI collaborative R&D system, and we lean on professional galvanized steel laser cutting service along with mature precision metal bending fabrication capabilities, so it’s easier to balance process improvement, cost management, and delivery effectiveness. Also, we can give 24/7 replies for urgent orders, keeping the client’s assembly line running without interruption. As a dependable custom laser cutting manufacturer, we continue to support long-term partners with delivery assurance and quality stability.
LS Manufacturing Customizes Precision Laser Cutting Production Case Of Outdoor Photovoltaic Porous Galvanized Steel Connectors For Clean Energy Giants
Outdoor photovoltaic power station parts are basically put through rough conditions , like sea wind exposure , intense direct sunshine, and that cycle of alternating rain plus moisture. So the corrosion resistance has to be top tier, and the precision of the galvanized steel cutting process also has to be very exact. But normal cutting methods, are often likely to cause batch failures. In this project, using refined laser cutting technology, the usual industry problem was basically ironed out, and it now gives a mature reference solution for large-scale outdoor new energy equipment component processing.
Client Challenges:
A big overseas ground mounted photovoltaic power station project, belonging to a leading international clean energy company, uses 4.0mm thick Z275 hot dip galvanized steel connectors. The initial supplier chose a relatively low-cost air cutting approach, and the result was lots of hard slag left on the cut edges, plus the assembly precision got badly affected. About three months after the site started , corrosion grew extensively at the edges of the connector cut holes, and the anti corrosion coating layer failed completely. The company then faced rectification claims running into millions of dollars, and also had serious downtime risks. A dependable processing solution and a stable supplier were needed urgently.
LS Manufacturing Solution:
- After several on site surveys and analysis the LS Manufacturing engineering team more or less gave up on the old style air cutting method and instead designed a 12kW high-frequency pulse ultra-high-pressure nitrogen cutting setup, for standardized new energy steel component processing.
- With our self developed dynamic focus deep compensation approach, the cutting critical spot is locked extremely accurately, so molten steel gets stripped fast, but the cut temperature stays under the zinc layer ablation limit.
- At the same time a full batch two dimensional optical inspection mechanism is built, used to track heat affected zone parameters part by part , basically batch by batch, so bad pieces don’t leave the site and the workflow aligns with mass production expectations.
Project Results:
The 55,000 connectors made in this batch passed a 1000-hour ultra neutral salt spray test, and in the end the scrap rate dropped from 8.4% to 0%. On site assembly efficiency also went up by 45%. This process change helped the customer save several millions of dollars tied to claims, and it also kept the equipment’s outdoor service lifespan stretched to 25 years. With quality and delivery performance staying consistent, both sides ended up signing a 3-year long term strategic supply agreement.
So this practical case pretty much confirms the stability and dependability of high-end customized processes. For your custom requirements in new energy systems and outdoor equipment, upload your project drawings, and we will provide a customized mass production solution along with a careful quote for your custom galvanized steel parts.

FAQ
Q1: Can laser cutting of galvanized steel really handle ultra-thick sheets without burning the zinc coating?
At LS Manufacturing we use an exclusive ultra high pressure nitrogen cooling method, plus careful focus adjustments , so the process stays stable. The setup can process galvanized steel plates as thick as 6.0mm without any heat peeling or zinc burn on the cut line. During the whole run the temperature is kept very tight, like, really controlled, to protect the anti-corrosion ability of the base material.
Q2: What is your minimum order quantity, MOQ, for custom parts laser cutting?
The brand follows a flexible manufacturing approach, so there isn’t a rigid MOQ for custom industrial-grade parts. We can cover prototype development, small batch trial output, and also large scale production reaching hundreds of thousands of units, while adjusting to different R&D timelines and production demands, kind of seamlessly.
Q3: How do you make sure your laser cutting accuracy tolerances match automotive engineering requirements?
We rely on a Swiss imported high precision cutting platform and a closed loop control system using a grating ruler. The cutting parameters are calibrated during operation in real time, which helps hold the machining tolerances for tricky features, like round apertures and irregular edge lines, within ±0.03mm. So in practice it meets automotive precision manufacturing standards, without the usual drift.
Q4: Will using your galvanized sheet metal for laser cutting cause cross contamination or back reflection damage?
No, those kind of problems won’t happen. The machine has a dedicated anti-high-reflection laser generator, and it uses a staggered copper dot matrix support fixture so, beam reflection is basically locked out and the back zinc layer won’t get burnt. So there’s no cross contamination during the whole job and the workpiece quality stays consistent.
Q5: Can I obtain a straight forward DFM evaluation before purchasing from a custom galvanized steel parts manufacturer?
Yes, you just need to send your design drawings in STEP, DXF or other formats. A senior process engineer will do a full process review within 24 hours, then deliver a free manufacturability assessment report plus improvement suggestions, so you can adjust before we start.
Q6: What’s the typical lead time for urgent batches from a custom laser cutting manufacturer?
We keep mainstream DX51D and SGCC galvanized steel sheets in stock. With 24/7 automated multi station production, expedited prototypes can be shipped by air freight in as little as 48 hours , which works well when the schedule is tight.
Q7: Do you handle secondary finishing like bending and welding after laser cutting galvanized steel?
Yes, we provide a kind of one stop, end to end sheet metal manufacturing. The setup includes several CNC flexible bending centers and robotic precision welding production lines. That means blanking, bending, riveting, and welding can be done in sequence, then we ship the completed parts directly.
Q8: How can I secure an instant financial quotation for my high volume precision laser cutting service?
Once the client fills in the essential project details and uploads the technical drawings, a dedicated B2B project manager will rapidly figure out the material, machine time and labor expenses, while also putting together right away a fully clear , modular, tailored quote, without concealed charges.
Résumé
Laser cutting of galvanized steel sheets is kind of a precision system process, you know it integrates several disciplines all together. Issues like zinc layer ablation, cut edge corrosion, and dimensional drift that show up during older processing methods generally come from process parameters that are not really under control, plus quality control that isn’t thorough enough.
With LS Manufacturing's high-frequency micro-pulse technology and high-purity high-pressure gas control, plus a full quality inspection system, we have managed to beat the typical industry problems of precision machining and long-term corrosion resistance. So customized parts can be both accurate, and still handle outdoor weather exposure over time. When companies use high-quality processing services, it usually helps shorten R&D cycles, lower operating costs and also improves end-product quality, which in turn supports supply chain competitiveness.
Don’t Let early cutting-edge rust start messing with your heavy engineering assets! Whether you are still in product development or you run into supply chain quality instability , professional galvanized steel laser cutting services can solve these problems in a more efficient way. Just upload STEP , IGS or DXF format drawings to get a free DFM assessment , and a modular quotation, 24 hours a day . This uses core technologies to help you improve product quality, reduce costs and strengthen your market competitiveness.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


