
알루미늄 압출 서비스는 의료 장비, 로봇 공학, 신에너지 차량과 같은 분야에서 정밀 부품의 소량 생산을 위해 특별히 설계되었습니다. 이러한 서비스는 50~500개 소량의 높은 금형 개방 비용, 공차 한계 초과, 복잡한 단면 형성의 어려움과 같은 주요 문제를 해결하는 데 도움이 됩니다. 전통적인 대규모 제조업체의 생산 라인은 톤 수준의 대량 주문을 처리할 수 있을 만큼 규모가 크지만, 저렴한 비용과 0.05mm의 정밀 공차의 균형을 맞추는 데 어려움을 겪고 있습니다. 이 기사는 강력한 프로세스 매개변수를 사용하여 각 R&D 단계에서 맞춤형 제조 요구 사항을 밀접하게 맞출 수 있는 능력에 초점을 맞춘 세계 상위 8개 서비스 제공업체에 대한 비교 검토입니다. 이를 통해 중소 규모 배치 정밀 알루미늄을 위한 비용 효율적인 성형 솔루션을 제공합니다. 부품.
구매 및 설계 담당자는 높은 금형 개봉 비용 문제, 공차 한계 초과, 중공 단면 성형 실패와 같은 문제에 직면하고 있으며, 소량 알루미늄 압출을 맞춤화하는 요점은 주로 다음과 같은 문제에 기인합니다. 실제로 전통적인 압출 공정 및 금형 구성은 대규모 대량 생산에 맞춰져 있기 때문에 소규모 배치 정밀 생산 요구 사항을 충족할 수 없습니다. 이 글에서는 프로세스, 비용, 배송 시간에 대한 주류 서비스 제공업체에 대한 다차원적인 비교 검토를 제공하며, 이는 사용자가 비용 효율적이고 정확도가 높은 파트너를 찾는 데 도움이 될 것입니다.

세계 최고의 알루미늄 압출 서비스 제공업체의 주요 매개변수에 대한 간략한 개요
이 장에서는 소량 알루미늄 압출 프로젝트의 요구 사항을 정확하게 충족하고 조달 결정을 위한 직관적이고 전문적인 데이터 참조를 제공하는 8개 주요 서비스 제공업체의 핵심 강점을 요약합니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">주요 사항
- 시나리오 일치: 자산이 매우 낮은 개념 프로토타입 1~10개에 대해서는 Protolabs 또는 Fictiv가 최상의 배송 시간을 위해 선호되는 제품이며, 50~500개의 엔지니어링 검증 단계에서는 물리적 금형 작업장 제조업체가 더 높은 총 ROI를 제공합니다.
- 핵심 기술: 알루미늄 압출의 치수 정밀도를 제어하는 비결은 금형 예열 및 최소 HRC 52의 질화 처리 경도를 확보하고 510~530℃의 다이 출구 온도를 조화롭게 모니터링하는 것입니다.
소량 생산에 LS제조의 알루미늄 압출 서비스를 신뢰하는 이유는 무엇인가요?
알루미늄 압출을 소량 생산할 때 가장 큰 문제는 불안정한 정밀도와 비용 관리입니다. 중소형 배치 정밀 생산 요구사항에 대응하여 물리적 작업장과 잘 확립된 프로세스를 사용하여 LS Manufacturing은 ISO 9001:2015 품질 시스템 표준을 제공하고 준수할 수 있습니다. 물리적 테스트를 통해 우리 생산 라인이 부품 비틀림을 0.5mm/미터까지 안정적으로 제어
할 수 있는 반면, 디지털 플랫폼에서 소규모 배치 주문의 경우 공차 값이 벗어날 가능성이 더 높다는 것이 입증되었습니다.소량 배치 생산에서는 오류 허용 범위가 훨씬 낮을 수 있으므로 일반적인 프로세스 매개변수는 유연한 생산 시나리오에 적합하지 않을 수 있습니다. 표준을 충족하는 프로파일의 기계적 특성을 일관되게 달성하기 위해 우리는 ASTM B221-12 재료 표준을 준수할 뿐만 아니라 50~500개 배치에 대해서도 최대 99.2%에 이르는 제품 인증 비율은 업계 평균 수치인 85%보다 훨씬 높습니다.
우리는 자체 금형 작업장을 보유하는 것 외에도 지속적인 상호 작용을 통해 금형 재료 및 온도 제어 매개변수를 크게 최적화할 수 있다는 점에서 하도급 전용 플랫폼과 다릅니다. 중간 마크업을 제거한 후 공정 최적화에 정확하게 R&D 자금을 투자하는 동시에 반복적인 금형 수리 및 재작업으로 인한 추가 손실을 절약할 수 있습니다.
<인용문>실제 공장의 표준화된 프로세스와 품질 관리 시스템은 소량 알루미늄 압출 시 재작업 문제를 효과적으로 방지하여 하청 플랫폼보다 장기적인 소규모 배치 R&D에 더 적합합니다. 핵심 공정 포인트를 숙지하고 프로전문 알루미늄 압출 서비스의 장점을 이해하려면 독점 공정 백서를 무료로 다운로드하세요.

설계 엔지니어가 표준 기성 프로파일보다 맞춤형 알루미늄 압출 서비스에 투자해야 하는 이유는 무엇입니까?
맞춤형 알루미늄 압출 서비스는 슬롯, 나사산 구멍, 방열 핀과 같은 다양한 기능을 하나의 프로파일에 동시에 결합할 수 있습니다. 이는 2차 CNC 가공이 필요 없을 뿐만 아니라 전체 작업의 조립 공차를 0.03mm 이내로 유지하여 정밀기기 개발에 활용 또한 맞춤형 알루미늄 압출의 총 비용 효율성과 정확성은 표준 프로파일을 수정하는 것보다 훨씬 높기 때문에 경량 정밀 기기 생산에서 가장 선호되는 방법입니다.
표준 프로필 수정의 주요 단점
기존 방법을 사용한 프로파일 수정은 여전히 개발의 주요 선택입니다. 그러나 여러 CNC 가공 단계가 필요하므로 프로세스가 매우 힘들고 오류 허용 오차는 거의 무시할 수 있습니다. 일반 알루미늄 압출 서비스로 처리된 표준 프로파일은 정밀 장비의 맞춤형 구조 사양을 거의 충족하지 못하므로 결과적으로 불량률이 15%에 달해 개발에 소요되는 비용과 시간이 크게 증가합니다.
또한 여러 가공 작업으로 인해 프로파일의 입자 구조가 파괴될 뿐만 아니라 강도도 감소할 수 있습니다. 잘 설계된 알루미늄 압출 구조 개념은 이러한 결함을 피하는 데 크게 도움이 될 수 있습니다.
맞춤형 압출의 기본적인 기술적 이점
최고 품질의 입자 균일성은 금속 유동 경로를 분석하고 최적화하는 맞춤형 압출과 DFM 핫 러너 시뮬레이션 기술의 주요 장점입니다. 맞춤형 알루미늄 압출 서비스 제조업체는 이러한 공정 매개변수를 정확하게 조정하여 표준 프로필 수정의 결함을 소스에서 수정할 수 있습니다.
<올>맞춤형 알루미늄 압출은 다양한 치수에서 일반적인 프로파일 수정의 단점을 해결합니다. 단일 부품 성형 공정은 정밀 툴링의 발전과도 잘 조화되어 R&D 손실과 부품 낭비율을 크게 줄여줍니다.
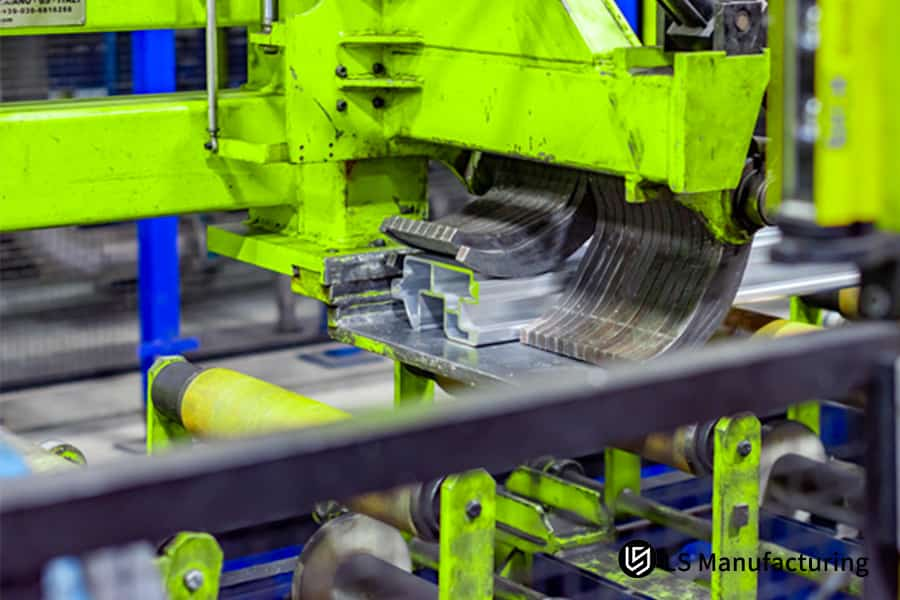
그림 1: 공장에서 맞춤형 알루미늄 프로파일을 적극적으로 형성하는 알루미늄 압출 기계
Protolabs, RapidDirect, LS Manufacturing과 같은 주요 공급업체는 소량 생산에 대한 신속한 공구 상환 방식에서 어떻게 다른가요?
200개 미만의 알루미늄 압출 주문으로 작업하는 경우 신속 공구 알루미늄 압출의 금형 상각 원칙은 다양한 공급업체 간에 큰 차이가 있으며 결과적으로 단위 조달 비용도 큰 영향을 받습니다. 디지털 플랫폼과 실제 공장은 선택에 있어 반대일 뿐만 아니라 금형 재료뿐만 아니라 금형을 뒤집는 방식도 있으므로 두 가지가 서로 다른 R&D 단계에 적합할 수 있습니다. 프로젝트 비용을 최대한 활용하려면 올바른 접근 방식을 선택해야 합니다.
서비스 제공업체의 금형 상환 모델 차이
모듈형 다이 전환은 실제로 디지털 플랫폼을 운영하는 핵심 개념입니다. Protolabs, Fictiv 등은 매우 빠른 전환을 위해 단일 종류의 금형 프레임에 의존하고 있으며 3일 만에 샘플을 배송할 수 있으므로 초고속 프로토타입 제작에 적합하지만 단위 상각 비용이 더 높습니다. 최고의 알루미늄 압출 서비스를 제공하는 많은 플랫폼이 이러한 유형의 비즈니스를 수용하므로 효율적인 알루미늄 압출 다이 변경으로 인해 프로토타입 제작 주기가 더욱 짧아질 수 있습니다.
소량 주문 시 비용 절감 방법
금형 재료 변경은 비용 절감을 위한 물리적 공장의 주요 무기입니다. LS제조는 일반 금형강 대신 프리하든 P20 금형강을 사용하기로 결정해 금형 제작 비용을 30%45% 절감했다. 소량의 쾌속공구 알루미늄 압출 프로젝트를 진행함에 있어 비용 절감과 효율성 증대를 가져오는 가장 큰 이유입니다. 알루미늄 압출 비용을 정확하게 추정하는 것이 프로젝트 예산을 정밀하게 관리하는 데 핵심입니다.
<올>다양한 서비스 제공업체의 금형 상환 모델은 다양한 R&D 단계에 적합합니다. 실제 공장은 중소 규모의 배치 고속 툴링 알루미늄 압출 프로젝트에서 상당한 비용 이점을 제공합니다. 정확한 비용 계산을 위해 프로젝트 요구 사항을 제출하여 정확한 견적을 받아보세요.

그림 2: 내부 채널이 있는 복잡한 알루미늄 부품으로 프로토타입 제작 및 소규모 배치 제조에 이상적입니다.
정밀 알루미늄 압출 서비스에서 높은 치수 정확도를 규제하는 기술 매개변수 제어는 무엇입니까?
알루미늄 압출 서비스의 전반적인 품질을 수정하고 개선하는 방법은 일반적으로 프로파일 왜곡을 항공우주 등급 표준 수준인 0.5mm/미터로 제한하는 510~530℃ 항온 압출과 완전 자동화된 신장 및 교정 공정에 의해 결정됩니다. 다이 경도, 온도 제어, 통계적 품질 제어 등 세 가지 중요한 요소가 공급업체의 정밀 제조 역량과 직접적으로 연관되어 있습니다.
핵심 공정 정밀 제어 매개변수
다이 경도 교정은 정밀 제어의 기초입니다. 고품질 생산 회사는 압출 변형 편차를 방지하기 위해 다이얼 질화 경도를 HRC 52+로 정확하게 안정화합니다. 또한, 항상 고정밀 부품을 제공하는 것이 전문 알루미늄 압출 서비스의 주요 전제 조건이며, 엄격하게 제어되는 알루미늄 압출 정밀도는 한 배치의 부품에서 다른 배치로 높은 수준의 치수 일관성을 가져옵니다.
정밀 안정성 테스트 표준
프로세스가 얼마나 좋은지 파악하는 것이 품질 관리의 핵심입니다. 훌륭한 생산 라인에서는 SPC 통계 제어를 사용하여 CPK1.33을 사용하여 배치 공차를 안정화합니다. 이 품질 관리 시스템은 최고의 알루미늄 압출 서비스 제공업체에서 매우 일반적으로 사용되는 시스템입니다. 완벽한 프로파일 품질을 위한 고압 냉각 기술과 안정적인 알루미늄 압출 열 관리가 결합되어 정확한 온도 제어가 보장됩니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">정밀 알루미늄 압출 서비스의 치수 안정성은 여러 핵심 매개변수에 의해 제어되며, 공정 차이가 완제품의 정밀도와 배치 생산 합격률
을 직접적으로 결정합니다.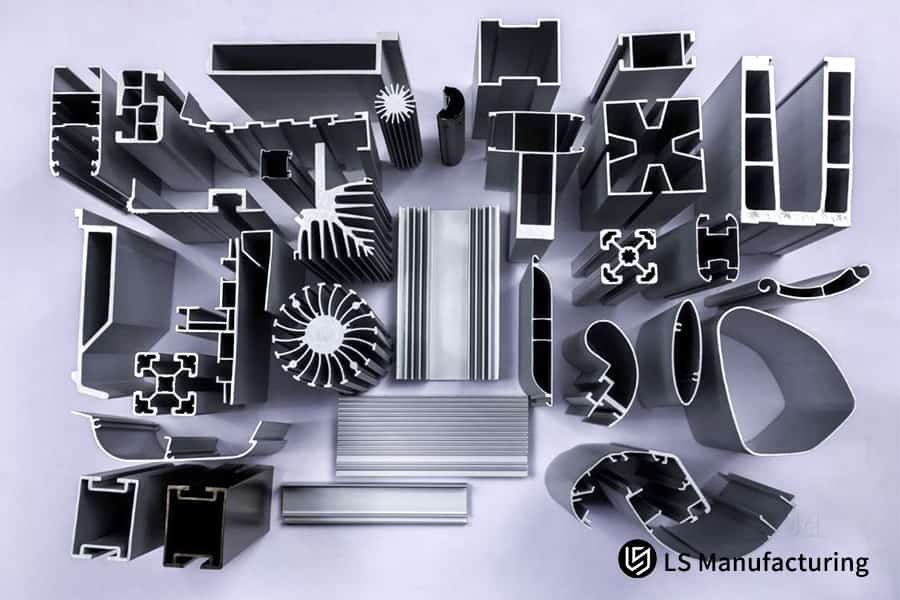
그림 3: 다양한 단면 디자인과 모양을 보여주는 다양한 맞춤형 알루미늄 압출 프로파일
프로토타입 제작용 알루미늄 압출은 로봇 공학 및 자동차 프로젝트의 엔지니어링 검증 테스트 단계를 어떻게 가속화합니까?
프로토타입 제작을 위한 알루미늄 압출용 고속 소프트 몰드 기술을 사용하면 영업일 기준 7~10일 이내에 대량 생산 수준 품질의 샘플을 얻을 수 있으므로 로봇 및 자동차 구조 부품의 테스트 주기가 크게 단축됩니다. 이 방법은 전달 속도와 표준 기계적 특성 유지 사이에서 적절한 절충안을 제공하므로 신에너지 및 로봇 공학 프로젝트의 빠른 반복 변화에 적합합니다.
프로토타입 압출 프로파일 성능 표준
표준 기계적 성능은 프로토타입 테스트의 주요 기준입니다. 테스트된 6061-T6 프로파일의 기계적 매개변수는 ASTM B221 산업 표준과 완전히 일치합니다. 프로토타입 제작을 위한 고품질 알루미늄 압출은 표준화된 성능 제어를 통해 보장될 수 있으며, 이는 프로토타입 테스트 데이터의 신뢰성과 타당성을 보장하는 이유입니다. 게다가 표준화된 알루미늄 압출 프로토타입 검증을 통해 테스트 데이터 편견을 제거할 수 있습니다.
프로토타입 개발 위험 완화 솔루션
재료 파손 위험을 예측하는 것은 프로세스 최적화의 기초입니다. FEA(유한 요소 분석) 시뮬레이션을 사용하면 구조적 결함을 사전에 식별할 수 있으며 이를 통해 열간 균열 문제를 방지할 수 있습니다. 고급 시뮬레이션 기술은 알루미늄 압출 신속 제조의 완제품 수율을 크게 높일 뿐만 아니라 정밀한 알루미늄 압출 결함 수정을 통해 다양한 성형 결함을 완전히 제거할 수 있습니다.
<올>시제품 제작을 위한 알루미늄 압출은 정밀 장비의 엔지니어링 검증 주기를 크게 단축하고 납품 효율성과 표준화된 기계적 특성의 균형을 맞출 수 있습니다. 유사한 R&D 구현 경험을 참고하시려면 업계 전반의 고품질 구현 사례를 무료로 보실 수 있습니다.
소량 요구사항에 대한 최고의 알루미늄 압출 서비스 비교 매트릭스를 주도하는 공급업체는 어디입니까?
최고의 알루미늄 압출 서비스를 위한 절대적으로 최적의 솔루션은 없습니다. 다양한 솔루션 제공업체는 MOQ 허용 오차 리드 타임 및 가격 측면에서 다양한 강점을 가지고 있습니다. 주문량과 R&D 단계에 따라 선택해야 하며, 정확한 핏을 얻으면 조달 비용 효율성이 극대화됩니다.
서비스 제공업체 핵심 포지셔닝 분석
공급망 포지셔닝이 선택 이유입니다. Jabil은 톤급 대량 생산 주문에 매우 적합한 반면, Protocolabs는 신속한 프로토타이핑에 더 적합합니다. 다양한 서비스 제공업체가 함께 최고의 알루미늄 압출 서비스를 위한 완전한 시장 시스템을 형성합니다. 잘 개발된 알루미늄 압출 배치 생산은 다양한 주문량에도 호환 가능합니다.
소량 주문에 가장 적합한 선택 방법
소량 매칭 기술은 조달 의사결정에 큰 도움이 될 수 있습니다. 50~500개 테스트 주문에서 LS Manufacturing은 더 높은 정밀도, 저렴한 가격, 더 짧은 배송 시간으로 인해 하청 플랫폼보다 앞서 있습니다. 이는 또한 세계 최고의 알루미늄 압출 서비스 제공업체 중 하나로 자리매김한 가장 큰 이유이기도 합니다. 타겟 알루미늄 압출 공차 조정은 높은 정밀도가 필요한 프로젝트에 매우 적합합니다.
최고의 알루미늄 압출 서비스 제공업체는 각자의 강점을 가지고 있습니다. 주문량과 R&D 단계를 모두 사용하여 선택하면 최고의 조달 비용 효율성과 프로젝트 구현 효율성을 얻을 수 있습니다.

그림 4: 배열된 알루미늄 프로파일, 브래킷 및 패스너로 소규모 배치 압출 서비스 키트를 보여줍니다.
사례 연구: LS Manufacturing이 고속 수술용 로봇 암 프로젝트를 위해 맞춤형 6061-T6 알루미늄 압출 서비스 부품을 개발한 방법
OEM 고객을 위한 이 의료용 맞춤형 알루미늄 압출 서비스는 수술용 로봇 캔틸레버 부품을 맞춤 제작했습니다. 영업일 기준 14일 이내에 0.03mm의 안정적인 공차로 미세 균열 가능성을 제거한 다중 캐비티 부품 200세트가 배송되었습니다. 소량 정밀 의료 부품 제조의 벤치마크 사례입니다.
고객의 핵심 과제
클라이언트는 이전에 로봇 캔틸레버를 비대칭 이중 중공 캐비티 디자인으로 맞춤 설정했습니다. 첫 번째 샘플 배치가 생산된 후 파티션 정렬 불량과 표면 흐름 흔적이 발견되었습니다. 의료 목적의 비파괴 테스트 결과 실패로 인해 프로젝트의 R&D 검증 일정이 직접적으로 지연되었습니다.
LS제조솔루션
<올>Project Results
The final part cavity tolerance is stable at 0.03mm. The professional testing reveals that its mechanical properties outperform industry standards. Customers can get merge verification cycle 40% less and unit cost 38% less with this solution, which is also a way of addressing typical problems in the forming of complex thin-walled parts at the source of the process and so achieving triple optimization of precision, cost, and cycle time.
<인용문>This example shows that improved processes can allow custom aluminum extrusion services to be changed to produce high-end precision medical components, essentially solving complex profile forming defects. If you want to imitate the solution, then submit your drawings to get a customized production plan.

What Common Pitfalls in Small Batch Aluminum Extrusion Design Lead to Production Failures and How to Avoid Them?
Two common design mistakes in small batch aluminum extrusion are asymmetrical wall thickness and very small sharp internal corners. Both of these easily cause mold chipping and profile cracking. By standardizing drawing parameters, manufacturers can prevent over 80% of production failures at the source thereby greatly reducing rework losses.
Study on the Risks of Frequent Design Defects
Design with uneven wall thicknesses is a major reason for failure. Asymmetrical wall thickness results in imbalanced metal flow, leading to profile distortion and cracking. It is also the most commonly ignored flaw in small batch aluminum extrusion design. Very small sharp corners lead to stress concentration, scientific aluminum extrusion design optimization can steer clear of these problems beforehand.
Principles to Avoid Designs that are Standardized
When corner design is standardized it can prevent production defects effectively. Very specific small batch design methods will enable designers to optimize drawings very quickly. Checking production drawings before manufacture is something that professional aluminum extrusion companies always do. Proper aluminum extrusion parameter selection will greatly accommodate small batch production conditions.
- Wall Thickness Regulation: The wall thickness ratio of asymmetric parts is tightly controlled within 2:1 to ensure uniform metal flow.
- Rounded Corner Design: To remove stress concentration, all corners have been designed with R0.5-R1.2mm rounded corner transitions.
- Process Selection: To avoid internal porosity defects and improve structural density, aluminum extrusion is recommended instead of die casting.
Standardized drawing design is critical for achieving high quality and low cost in small batch aluminum extrusion. Compliance with standardized principles enables manufacturers to avoid most production failures and scrap problems right from the source.
How Do Post Machining and Surface Finishes Influence the Total Costs of Aluminum Extrusion Rapid Manufacturing?
Post-processing like CNC milling and hard anodizing usually take up more than 40% of the total cost in aluminum extrusion rapid manufacturing. So, it's really important to focus on controlling these costs. Efficient post-processing methods combined with optimized manufacturing that ensure the accuracy of assembly can help greatly reduce the overall cost of even small-batch orders.
Difference in Costs of Various Post-Processing Techniques
The primary way to lower costs here is integrated processing. One-stop service can handle extrusion, machining, and surface treatment all at once, this way it potentially does away with tolerance deviations and logistical losses due to outsourcing different vendors. It is one of the main benefits of aluminum extrusion rapid manufacturing, good aluminum extrusion post-processing can really raise delivery efficiency.
Techniques for Cutting Costs through Process Optimization
Accurate control of film thickness greatly reduces the chances of rework. Anodized film thickness for precision parts should be kept between 15 to 25μm to ensure it does not impact the accuracy of assembly. Changing fixture clamping design can help accomplish post-processing in 40% less time, which means increased production of small batch aluminum extrusion. By using premium aluminum extrusion surface treatment, the protection of parts and their visual quality can be improved together.
| Post-processing Technology | Core Parameters | Cost Percentage | 적용 가능한 시나리오 |
| CNC Milling | One-time clamping and forming | 22% | High-precision hole and sealing groove machining |
| Ordinary Anodizing | 10-15μm film thickness | 10% | Conventional protective parts |
| Hard Anodizing | 15-25μm film thickness, MIL-A-8625 Type 3 | 18% | Corrosion-resistant and wear-resistant precision parts |
| Sandblasting | Glass sandblasting refinement | 8% | Decorative structural parts |
Post-processing technology significantly impacts the overall cost of aluminum extrusion rapid manufacturing. A one-stop processing model effectively controls costs and improves quality. For precise control of the overall order cost, we offer a free calculation of the overall project procurement cost.
FAQ
Q1: What is the typical minimum order quantity (MOQ) for an aluminum extrusion service tailored for prototyping?
Platforms like Fictiv and some low-volume service providers like LS Manufacturing can offer MOQs as low as 50 pcs or 100kg total weight for flexible dies. Usually, regular extrusion plants require a minimum order of 1 ton, which is suitable for very large production runs.
Q2: How long does it take to manufacture a rapid tooling aluminum extrusion die and deliver the first article?
By using standard die frames and modular pre-hardened steel, flexible manufacturers manage to do rapid dies and deliver first articles within 710 working days. Traditional factories with their complicated die-making processes need the time of 4 weeks or even more. You can just upload your drawings to get an accurate quote within a short time for die-making and delivery cycles.
Q3: Can your small-batch aluminum extrusion service handle the strict tolerances required for high-end electronics?
Pure extrusion can only achieve a precision of 0.15mm at best, so it is not feasible to reach the 0.02mm precision for high-end electronics. To accomplish the demanding dimensional targets and to be compatible with the assembly of high-end electronics equipment, precision CNC secondary milling is necessary.
Q4: Which international material and safety standards do your custom aluminum extrusion service components conform to?
These compliance-oriented employees strictly adhere to the ASTM B221, EN 755, and RoHS directives. Each batch of products is accompanied by quality inspection reports on chemical and mechanical composition, which be evidences of the product compliance.
Q5: Why do independent factories offer different pricing for low volumes compared to online brokers?
Online subcontracting platforms take advantage of a worldwide network to offer quick turnaround on prototype orders, generally 10 pieces or less. Physical factories however do not involve intermediaries, resulting in a greater cost-effectiveness factor and production control transparency most of all for the 100-500 pcs range.
Q6: What surface treatments boost corrosion resistance for aluminum extrusion rapid manufacturing parts?
Possible treatments include glass sandblasting, simple anodizing, and MIL-A-8625 Type III hard anodizing which is characterized by the ability to resist salt spray for over 500 hours. Besides the three treatments mentioned above, other techniques can be employed to simultaneously improve the corrosion resistance and wear resistance of parts.
Q7: How do you guarantee IP protection of custom designs during the rapid tooling stage?
A confidentiality agreement legally binding both parties is signed before the start of cooperation. All design documents are kept on an encrypted server that is ISO 27001 certified, which totally gets rid of the risk of drawing leakage or misuse while at the same time it gives a thorough protection of the client's intellectual property.
Q8: Can I request factory video inspection or third-party testing reports for small batch orders?
A qualified manufacturer offers support for real-time video remote monitoring and can also provide geometric tolerance and mechanical property testing reports that have been issued by internationally recognized authorities like SGS, TUV, and Insbeck, thereby enabling product quality traceability.
요약
There is no universal service provider for small batch aluminum extrusion manufacturing, only by selecting products that fit the project stage can the optimal cost-effectiveness be achieved. Low-priced platforms or well-known manufacturers cannot fulfill all requirements. Prototyping should be done by the fastest digital platforms. Then again, for the final confirmation stage after the design freeze, the process control functions of a physical factory can be very effective in producing the minimum of projects risks and ensuring the progress of a project.
Accurate process control, one-stop processing, and clear cost systems are what a small batch aluminium extrusion projects can be implemented successfully.If you are able to select the right production partner, you can make the R&D cycle of precision aluminum parts not only faster but also more affordable.
In search of a data-backed, professional-grade solution to your low-volume running needs? You don't need to waste your time trying and comparing over and over again. LS Manufacturing, with its well-developed aluminum extrusion service and abundantly experienced front-line projects, can ensure that your precision parts are successful.
Share your 3D CAD drawings in STEP, IGES, or X_T formats with us, and within 24 hours, you will get a professional DFM feasibility analysis and a clear low-volume mold-opening quote. We invest our time and efforts in equipping our clients with technology and traceable test data for their speedy product launch!
📞전화: +86 185 6675 9667
📧이메일: info@lsrpf.com
🌐웹사이트: https://lsrpf.com/
면책조항
이 페이지의 내용은 정보 제공 목적으로만 제공됩니다. LS Manufacturing services 정보의 정확성, 완전성 또는 유효성에 대해 명시적이든 묵시적이든 어떠한 진술이나 보증도 하지 않습니다. 제3자 공급업체나 제조업체가 LS Manufacturing 네트워크를 통해 성능 매개변수, 기하학적 공차, 특정 설계 특성, 재료 품질 및 유형 또는 제작 기술을 제공할 것이라고 추론해서는 안 됩니다. 구매자의 책임입니다. 부품 필요 견적 이 섹션에 대한 구체적인 요구 사항을 확인하세요.자세한 내용은 문의해 주세요.
LS 제조팀
LS Manufacturing은 업계를 선도하는 기업입니다. 맞춤형 제조 솔루션에 중점을 둡니다. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. 금속 스탬핑 및 기타 원스톱 제조 서비스.
저희 공장에는 ISO 9001:2015 인증을 받은 100개 이상의 최첨단 5축 머시닝 센터가 갖춰져 있습니다. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. LS제조를 선택하세요. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


