Los 8 mejores servicios de extrusión de aluminio para producción de bajo volumen y herramientas rápidas
Escrito por
Gloria
Publicado
Jun 03 2026
Extrusión de aluminio
Síguenos
El
servicio de extrusión de aluminio está especialmente diseñado para la producción en pequeños lotes de piezas de precisión en campos como equipos médicos, robótica y vehículos de nueva energía. Estos servicios ayudan a resolver problemas importantes como el alto coste de apertura de moldes, la superación de los límites de tolerancia y las dificultades para formar secciones transversales complejas para pequeñas cantidades de 50 a 500 piezas. Las líneas de producción de los fabricantes tradicionales a gran escala son lo suficientemente grandes para pedidos grandes de toneladas, pero tienen dificultades para equilibrar los bajos costos y las tolerancias de precisión de 0,05 mm. Este artículo es una revisión comparativa de los 8 principales proveedores de servicios del mundo que se centra en su capacidad para adaptarse estrechamente a las necesidades de fabricación personalizadas en cada etapa de I+D con sólidos parámetros de proceso, proporcionando de esta manera una solución de conformado rentable para lotes pequeños y medianos piezas de aluminio de precisión.
El personal de compras y diseño enfrenta problemas como problemas de altos costos de apertura del molde, exceso de límite de tolerancia y fallas en la formación de secciones transversales huecas mientras que el objetivo de personalizar extrusiones de aluminio de bajo volumen se debe en gran medida a En realidad, los procesos de extrusión tradicionales y las configuraciones de moldes están orientados a la producción en masa a gran escala y debido a esto no pueden cumplir con los requisitos de la producción de precisión en lotes pequeños. Este artículo presenta una revisión comparativa multidimensional de los proveedores de servicios principales sobre procesos, costos y tiempos de entrega, que será útil para que los usuarios encuentren socios rentables y de alta precisión.
Resumen rápido de los parámetros clave de los mejores proveedores de servicios de extrusión de aluminio del mundo
Este capítulo resume las fortalezas principales de ocho proveedores de servicios líderes, satisfaciendo con precisión las necesidades de proyectos de extrusión de aluminio de bajo volumen y proporcionando referencias de datos intuitivas y profesionales para las decisiones de adquisición.
Proveedor de servicios
Cantidad mínima de pedido (piezas)
Límite de tolerancia (mm)
Ciclo de apertura del molde (días)
Escenarios principales aplicables
Rango de costo unitario (USD)
Fabricación LS
50
±0.03
7-10
Verificación de ingeniería de precisión de bajo volumen
12-18
Protolabs
1
±0,10
3-5
Creación rápida de prototipos de conceptos
20-28
RapidDirect
30
±0.06
8-12
Producción en masa regular en lotes pequeños
14-22
Ficción
1
±0,12
3-6
Pruebas de iteración de prototipos a corto plazo
22-30
Centradores
20
±0,08
6-10
Pedidos de lotes pequeños de precisión general
16-24
Waykernm
40
±0.07
9-13
Producción en masa de piezas estructurales industriales
13-20
Xometría
5
±0,09
4-7
Entrega rápida de prototipos de múltiples categorías
18-26
Jabil
200
±0.04
12-15
Producción en masa estandarizada de gran volumen
10-15
Conclusiones clave
Coincidencia de escenarios: para solo de uno a diez prototipos conceptuales de activos muy bajos, Protolabs o Fictiv son los preferidos para obtener mejores tiempos de entrega; para etapas de verificación de ingeniería de 50 a 500 piezas, los fabricantes de talleres de moldes físicos ofrecen un retorno de la inversión total más alto.
Tecnología central: El secreto para tener bajo control la precisión dimensional de la extrusión de aluminio es obtener una dureza de precalentamiento del molde y tratamiento de nitruración de al menos HRC 52, siendo monitoreado de manera coordinada la temperatura de salida del troquel a 510-530℃.
¿Por qué confiar en el servicio de extrusión de aluminio de LS Manufacturing para producción de bajo volumen?
Los mayores problemas con la producción en pequeñas cantidades de extrusión de aluminio son la precisión inestable y el control de costos. En respuesta a los requisitos de producción de precisión de lotes pequeños y medianos, utilizando talleres físicos y procesos bien establecidos, LS Manufacturing puede cumplir y cumplir con los estándares de sistemas de calidad ISO 9001:2015. Las pruebas físicas demuestran que es más probable que los valores de tolerancia se desvíen para pedidos de lotes pequeños en plataformas digitales, mientras que nuestra línea de producción puede controlar de manera estable la torsión de las piezas a 0,5 mm/metro.
En la producción de lotes pequeños, la tolerancia a errores puede ser mucho menor y, por lo tanto, los parámetros habituales del proceso pueden no ser adecuados para escenarios de producción flexibles. Para lograr consistentemente propiedades mecánicas de perfiles que cumplan con los estándares, no solo nos comprometemos a cumplir con el estándar de materiales ASTM B221-12 sino que también para lotes de 50 a 500 piezas, la tasa de calificación del producto que llega al 99,2% está muy por encima de la cifra promedio de la industria del 85%.
Nos diferenciamos de las plataformas de subcontratación exclusiva porque, además de tener nuestro propio taller de moldes, también podemos optimizar en gran medida los materiales del molde y los parámetros de control de temperatura a través de una interacción continua. Después de eliminar los márgenes intermedios, invertir precisamente fondos de I+D en la optimización de procesos es exactamente lo que se logra y, al mismo tiempo, se ahorran las pérdidas adicionales que resultan de repetidas reparaciones y retrabajos de moldes.
Los procesos estandarizados y el sistema de control de calidad de nuestra fábrica física evitan eficazmente problemas de retrabajo en la extrusión de aluminio de bajo volumen, lo que la hace más adecuada para la I+D de lotes pequeños a largo plazo que las plataformas de subcontratación. Para dominar los puntos centrales del proceso y comprender las ventajas de los servicios profesionales de extrusión de aluminio, puede descargar nuestro documento técnico exclusivo sobre el proceso de forma gratuita.
¿Por qué los ingenieros de diseño deberían invertir en servicios de extrusión de aluminio personalizados en lugar de perfiles estándar disponibles?
El
servicio de extrusión de aluminio personalizado puede combinar diferentes características como ranuras, orificios roscados y aletas de disipación de calor en un perfil al mismo tiempo, lo que no solo elimina la necesidad de mecanizado CNC secundario sino que también mantiene la tolerancia de ensamblaje de toda la operación dentro de 0,03 mm lo que permite su uso en el desarrollo de instrumentos de precisión. Además, la rentabilidad total y la precisión de la extrusión de aluminio personalizada superan con creces las de la modificación de perfiles estándar, por lo que es el método preferido en la producción de instrumentos de precisión livianos.
Principales desventajas de la modificación de perfil estándar
La modificación del perfil mediante métodos convencionales sigue siendo una opción importante para el desarrollo. Sin embargo, los múltiples pasos de mecanizado CNC necesarios hacen que el proceso sea muy laborioso y la tolerancia al error es casi insignificante. Los perfiles estándar procesados con el servicio regular de extrusión de aluminio apenas cumplen con los requisitos especificaciones estructurales personalizadas de equipos de precisión que dan como resultado una tasa de desperdicio del 15%, lo que a su vez provoca un aumento significativo en el costo y el tiempo requerido para el desarrollo.
Además, las múltiples operaciones de mecanizado no solo alterarán la estructura de grano del perfil sino que también causarán una reducción en la resistencia; una concepción estructural de extrusión de aluminio bien diseñada puede ayudar en gran medida a evitar tales fallas.
Beneficios técnicos fundamentales de la extrusión personalizada
La uniformidad del grano de alta calidad es la principal ventaja de la extrusión personalizada más la tecnología de simulación de canal caliente DFM para analizar y optimizar la ruta del flujo de metal. Los fabricantes de servicios de extrusión de aluminio personalizados pueden ajustar con precisión estos parámetros de proceso para corregir los defectos de la modificación del perfil estándar desde la fuente.
Mejora estructural: permite formar la pieza completa con un espesor de pared ultradelgado de hasta 0,8 mm, superando así el límite mínimo de espesor de pared del perfil estándar de 1,5 mm y satisfaciendo la necesidad de equipos livianos.
Prevención de defectos: Una disposición de microgranos uniforme en todo el volumen resuelve completamente los problemas de distorsión y deformación resultantes del enfriamiento asimétrico del espesor de la pared.
Económico: el conformado directo de una sola pieza elimina la necesidad de procesamiento secundario, lo que lleva a una reducción de más del 30 % en el tiempo y el costo del posprocesamiento.
La extrusión de aluminio personalizada abordará las desventajas de la modificación típica de perfiles en varias dimensiones. El proceso de moldeado de una sola pieza también se combina bien con el avance de las herramientas de precisión, reduciendo en gran medida las pérdidas de I+D y las tasas de desperdicio de piezas.
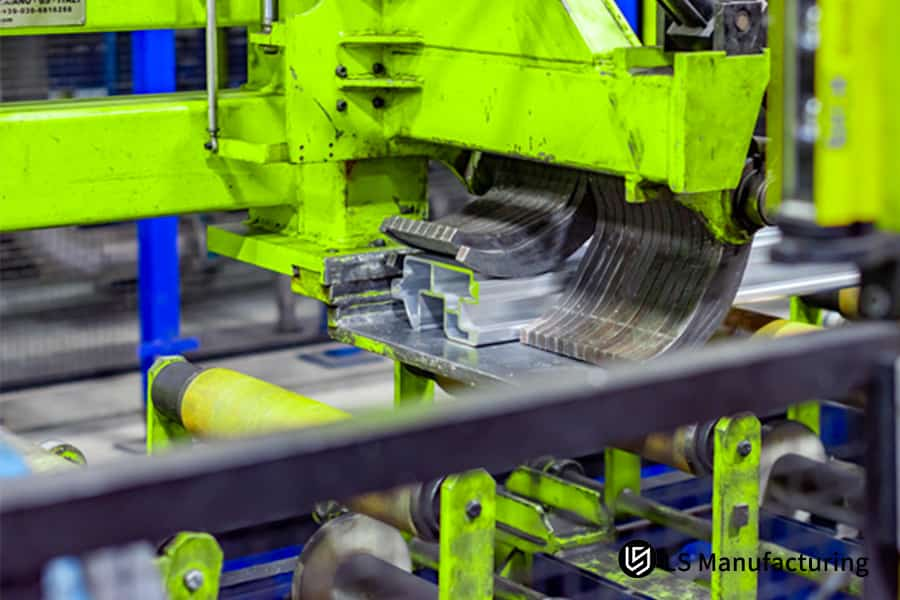
Figura 1: Una máquina de extrusión de aluminio en una fábrica, formando activamente un perfil de aluminio personalizado.
¿En qué se diferencian los principales proveedores como Protolabs, RapidDirect y LS Manufacturing en la amortización rápida de herramientas para volúmenes bajos?
Al trabajar con pedidos de extrusión de aluminio de menos de 200 piezas, el principio de amortización del molde para la extrusión de aluminio con herramientas rápidas tiene una gran diferencia entre varios proveedores y, como resultado, el costo unitario de adquisición también se ve muy afectado. Las plataformas digitales y las fábricas físicas no solo son opuestas en la elección de los materiales para los moldes, pero también la forma en que se voltean los moldes, de modo que ambos puedan ser adecuados para diferentes etapas de I+D. Para aprovechar al máximo los costes del proyecto, se debe optar por el enfoque correcto.
Diferencias de los proveedores de servicios en los modelos de amortización de moldes
El cambio de matriz modular es el concepto central de operar plataformas digitales. Protolabs, Fictiv y similares realmente dependen de un solo tipo de marcos de molde para un cambio muy rápido y logran entregar muestras en tres días, lo que los hace adecuados para la creación de prototipos ultrarrápidos pero con mayores costos de amortización unitaria. Muchas plataformas que cuentan con los mejores servicios de extrusión de aluminio adoptan este tipo de negocio; los cambios eficientes en troqueles de extrusión de aluminio a veces pueden acortar aún más el ciclo de creación de prototipos.
Métodos de ahorro de costes para pedidos de pequeñas cantidades
La alteración del material del troquel es el arma principal en el arsenal de las fábricas físicas para reducir costos. LS Manufacturing ha decidido optar por acero para moldes P20 pretemplado en lugar del acero habitual, lo que ha dado lugar a una reducción de los costes de fabricación de moldes entre un 30% y un 45%. Es la razón principal que provoca una disminución en los costos y un aumento en la eficiencia del tiempo cuando se lleva a cabo un proyecto de extrusión de aluminio de herramientas rápidas de bajo volumen. Realizar una estimación precisa del coste de la extrusión de aluminio es la clave para poder controlar con precisión el presupuesto del proyecto.
Etapa de prototipo (1-10 piezas): Será mejor si prefieres las plataformas digitales, ya que son capaces de aprovechar la flexibilidad de la cadena de suministro para la creación rápida de prototipos.
Etapa de validación (50-500 piezas): Este podría ser el momento en el quele gustaría optar por fabricantes físicos, ya que puede disfrutar de políticas de pedido mínimo sin prima y también obtiene comentarios de ingeniería directos que conducirán a mejores resultados a largo plazo. Retorno de la inversión.
Los modelos de amortización de moldes de diferentes proveedores de servicios son adecuados para diferentes etapas de I+D. Las fábricas físicas ofrecen importantes ventajas de costos en proyectos de extrusión de aluminio de herramientas rápidas de lotes pequeños a medianos. Para un cálculo de costos preciso,envíe los requisitos de su proyecto para recibir una cotización precisa.
Figura 2: Piezas complejas de aluminio con canales internos, ideales para la creación de prototipos y la fabricación de lotes pequeños.
¿Qué controles de parámetros técnicos regulan la alta precisión dimensional en un servicio de extrusión de aluminio de precisión?
La forma de revisar y mejorar la calidad general del servicio de extrusión de aluminio generalmente está determinada por la extrusión a temperatura constante de 510-530 ℃ y un proceso de estiramiento y enderezamiento totalmente automatizado que limita la distorsión del perfil a niveles estándar de grado aeroespacial de 0,5 mm/metro. Tres factores críticos: la dureza del troquel, el control de la temperatura y el control estadístico de la calidad interactúan directamente con las competencias de fabricación de precisión del proveedor.
Parámetros de control de precisión del proceso central
La calibración de la dureza del troquel es la base del control de precisión. Las empresas de producción de alta calidad estabilizan con precisión la dureza de nitruración del troquel a HRC 52+ para evitar desviaciones en la deformación por extrusión. Además, la principal condición previa para los servicios profesionales de extrusión de aluminio es proporcionar siempre piezas de alta precisión; una precisión de extrusión de aluminio estrictamente controlada conduce a un alto nivel de consistencia dimensional de un lote de piezas a otro.
Estándares de pruebas de estabilidad de precisión
Conocer qué tan bueno es el proceso es fundamental para el control de calidad. Las grandes líneas de producción emplean control estadístico SPC para tener CPK1.33, estabilizando así las tolerancias de los lotes. Este sistema de control de calidad es muy común en los principales proveedores de servicios de extrusión de aluminio. Cuando se combina con tecnología de enfriamiento de alta presión para perfeccionar la calidad del perfil y una gestión térmica estable de la extrusión de aluminio para garantizar un control preciso de la temperatura.
Proveedor de servicios
Dureza del molde (HRC)
Temperatura de desmoldeo (°C)
Giro por metro (mm)
Valor CPK
Fabricación LS
≥52
510-530
≤0,5
≥1,33
Centradores
48-51
500-540
≤0,8
≥1,10
Waykernm
47-50
505-535
≤0,7
≥1,15
La estabilidad dimensional del servicio de extrusión de aluminio de precisión está controlada por múltiples parámetros centrales; las diferencias en el proceso determinan directamente la precisión de los productos terminados y la tasa de aprobación de la producción por lotes.
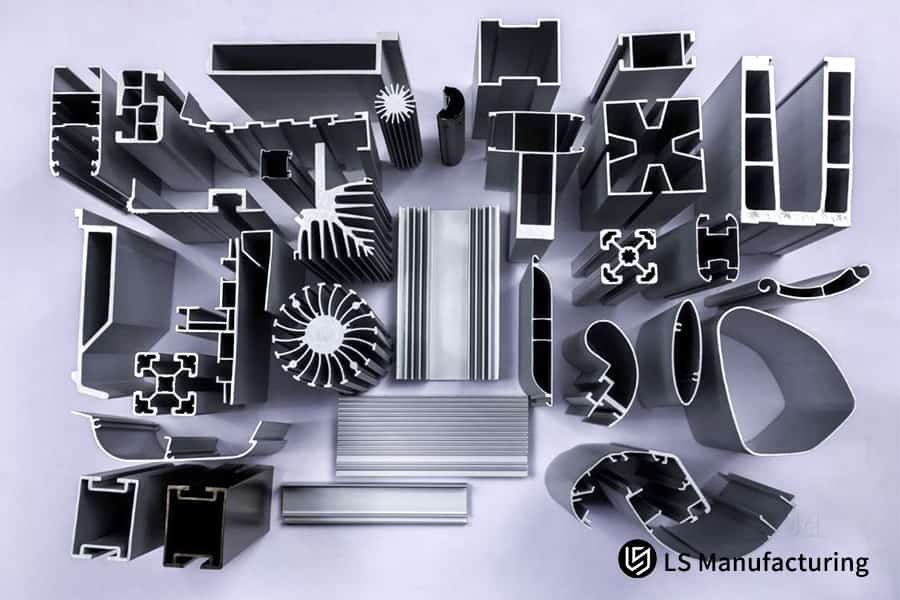
Figura 3: Varios perfiles de extrusión de aluminio personalizados, que muestran una variedad de diseños y formas de secciones transversales.
¿Cómo acelera la extrusión de aluminio para la creación de prototipos la fase de pruebas de verificación de ingeniería en proyectos de robótica y automoción?
Utilizando la tecnología rápida de molde blando para extrusión de aluminio para la creación de prototipos, es posible obtener muestras con calidad de nivel de producción en masa dentro de 7 a 10 días hábiles, reduciendo así en gran medida el ciclo de prueba para componentes estructurales robóticos y automotrices. Este método logra un buen compromiso entre la velocidad de entrega y el mantenimiento de las propiedades mecánicas estándar, que son adecuadas para los cambios iterativos rápidos de nuevos proyectos de energía y robótica.
Estándares de rendimiento de prototipos de perfiles extruidos
El rendimiento mecánico estándar es el criterio principal para las pruebas de prototipos. Los parámetros mecánicos del perfil 6061-T6 probado están completamente en línea con los estándares industriales ASTM B221. La extrusión de aluminio de alta calidad para la creación de prototipos puede garantizarse mediante un control de rendimiento estandarizado, lo que garantiza la autenticidad y validez de los datos de prueba del prototipo. Además, la validación de prototipos de extrusión de aluminio puede eliminar el sesgo en los datos de prueba.
Soluciones de mitigación de riesgos de desarrollo de prototipos
Predecir el riesgo de fractura del material es la base de la optimización del proceso. Mediante la simulación FEA (Análisis de Elementos Finitos),es posible identificar previamente los defectos estructurales, evitando así los problemas de agrietamiento en caliente. La tecnología de simulación avanzada no solo aumenta mucho el rendimiento del producto terminado en la fabricación rápida de extrusión de aluminio, sino que también la corrección precisa de los defectos de extrusión de aluminio puede eliminar completamente varios defectos de moldeado.
Elección del material y la modificación adecuados: Para encontrar la mejor combinación de dureza y rigidez, se deben utilizar perfiles 6061-T6 para componentes estructurales de robots, mientras que los perfiles 6063-T6 son adecuados para automoción ligera piezas.
Simulación y predicción: las áreas débiles se pueden reforzar previamente y optimizar mediante simulación de tensión de elementos finitos antes de que el producto entre en producción en masa.
Iteración rápida: la tecnología de molde blando permite cambios rápidos de molde en producción de lotes pequeños y puede cumplir con múltiples iteraciones de I+D.
La extrusión de aluminio para la creación de prototipos puede acortar significativamente el ciclo de verificación de ingeniería de equipos de precisión, equilibrando la eficiencia de entrega y las propiedades mecánicas estandarizadas. Para consultar experiencias de implementación de I+D similares, puede ver casos de implementación de alta calidad en toda la industria de forma gratuita.
¿Qué proveedor lidera la mejor matriz de comparación de servicios de extrusión de aluminio para requisitos de bajo volumen?
No existe una solución óptima absoluta para los mejores servicios de extrusión de aluminio. Los diferentes proveedores de soluciones tienen diferentes puntos fuertes en cuanto a tolerancias de MOQ, plazos de entrega y precios. La elección debe depender del volumen del pedido y de la etapa de I+D; conseguir un ajuste preciso maximizará la rentabilidad de la adquisición.
Análisis de posicionamiento central del proveedor de servicios
El posicionamiento de la cadena de suministro es el motivo de selección. Jabil es ideal para pedidos de producción en masa a nivel de toneladas, mientras que Protocolabs se dedica más a la creación rápida de prototipos. Los diferentes proveedores de servicios forman juntos un sistema de mercado completo para los mejores servicios de extrusión de aluminio. La producción por lotes de extrusión de aluminio bien desarrollada puede ser compatible con diferentes volúmenes de pedidos.
Mejor método de selección para pedidos de bajo volumen
Las técnicas de comparación de bajo volumen pueden ser de gran ayuda para la toma de decisiones de adquisiciones. En pedidos de prueba de 50 a 500 piezas, LS Manufacturing está por delante de la plataforma de subcontratación debido a su mayor precisión, menor precio y menor tiempo de entrega. Esta es también la razón principal por la que ha estado frecuentemente entre los principales proveedores de servicios de extrusión de aluminio a nivel mundial. El ajuste específico de la tolerancia de extrusión de aluminio se adapta muy bien a los proyectos que requieren alta precisión.
Los mejores proveedores de servicios de extrusión de aluminio tienen puntos fuertes individuales. Utilizar tanto el volumen de pedidos como la etapa de I+D para la selección puede brindarle la mayor rentabilidad en materia de adquisiciones y eficiencia en la implementación de proyectos.
Figura 4: Perfiles, soportes y sujetadores de aluminio dispuestos, mostrando un kit de servicio de extrusión de lotes pequeños.
Estudio de caso: Cómo LS Manufacturing desarrolló componentes de servicio de extrusión de aluminio 6061-T6 personalizados para un proyecto de brazo robótico quirúrgico de alta velocidad
Este servicio médico de extrusión de aluminio personalizado para un cliente OEM personalizó piezas voladizas de robots quirúrgicos. En 14 días laborables se entregaron 200 juegos de piezas multicavidad con tolerancias estables de 0,03 mm, lo que elimina el potencial de microfisuras. Es un caso de referencia para la fabricación de piezas médicas de precisión de bajo volumen.
Desafíos principales del cliente
El cliente había personalizado previamente el voladizo de su robot con un diseño asimétrico de doble cavidad hueca. Después de producir el primer lote de muestras, se encontraron desalineaciones de particiones y marcas de flujo en la superficie. Cuando se probaron de forma no destructiva con fines médicos, fallaron y, como resultado, el cronograma de verificación de I+D del proyecto se retrasó directamente.
Solución de fabricación LS
A partir de nuestra amplia experiencia en la realización de proyectos de personalización de piezas de robots médicos, los principales defectos de los perfiles de sección transversal hueca complejos surgen de un control de temperatura desigual y/o un molde irrazonable diseño.
Hemos rediseñado la estructura de la cámara de soldadura en el molde combinado con división de flujo e iniciado una fórmula única de compensación de control de temperatura: Valor de fluctuación de temperatura = Temperatura medida - Mediana del rango estándar, la compensación del tiempo de enfriamiento es 0,2 s/. Esta técnica elimina casi por completo cualquier problema de deformación estructural en una estructura de extrusión de aluminio.
We have ensured that the mold hardness remains locked at HRC 52+ and have extruded temperature stabilized at 515℃ with the help of the liquid nitrogen closed-loop temperature control. Together with a precision extrusion ratio of 35x, this completely eradicates problems like uneven metal flow and hot cracking.
The process was developed so much that it is now an exact fit for precision production standards of high-end rapid tooling aluminum extrusion. Aluminum extrusion process expertise is leveraged to ensure that the process parameters are implemented correctly.
Project Results
The final part cavity tolerance is stable at 0.03mm. The professional testing reveals that its mechanical properties outperform industry standards. Customers can get merge verification cycle 40% less and unit cost 38% less with this solution, which is also a way of addressing typical problems in the forming of complex thin-walled parts at the source of the process and so achieving triple optimization of precision, cost, and cycle time.
This example shows that improved processes can allow custom aluminum extrusion services to be changed to produce high-end precision medical components, essentially solving complex profile forming defects. If you want to imitate the solution, then submit your drawings to get a customized production plan.
What Common Pitfalls in Small Batch Aluminum Extrusion Design Lead to Production Failures and How to Avoid Them?
Two common design mistakes in small batch aluminum extrusion are asymmetrical wall thickness and very small sharp internal corners. Both of these easily cause mold chipping and profile cracking. By standardizing drawing parameters, manufacturers can prevent over 80% of production failures at the source thereby greatly reducing rework losses.
Study on the Risks of Frequent Design Defects
Design with uneven wall thicknesses is a major reason for failure. Asymmetrical wall thickness results in imbalanced metal flow, leading to profile distortion and cracking. It is also the most commonly ignored flaw in small batch aluminum extrusion design. Very small sharp corners lead to stress concentration, scientific aluminum extrusion design optimization can steer clear of these problems beforehand.
Principles to Avoid Designs that are Standardized
When corner design is standardized it can prevent production defects effectively. Very specific small batch design methods will enable designers to optimize drawings very quickly. Checking production drawings before manufacture is something that professional aluminum extrusion companies always do. Proper aluminum extrusion parameter selection will greatly accommodate small batch production conditions.
Wall Thickness Regulation: The wall thickness ratio of asymmetric parts is tightly controlled within 2:1 to ensure uniform metal flow.
Rounded Corner Design: To remove stress concentration, all corners have been designed with R0.5-R1.2mm rounded corner transitions.
Process Selection: To avoid internal porosity defects and improve structural density, aluminum extrusion is recommended instead of die casting.
Standardized drawing design is critical for achieving high quality and low cost in small batch aluminum extrusion. Compliance with standardized principles enables manufacturers to avoid most production failures and scrap problems right from the source.
How Do Post Machining and Surface Finishes Influence the Total Costs of Aluminum Extrusion Rapid Manufacturing?
Post-processing like CNC milling and hard anodizing usually take up more than 40% of the total cost in aluminum extrusion rapid manufacturing. So, it's really important to focus on controlling these costs. Efficient post-processing methods combined with optimized manufacturing that ensure the accuracy of assembly can help greatly reduce the overall cost of even small-batch orders.
Difference in Costs of Various Post-Processing Techniques
The primary way to lower costs here is integrated processing. One-stop service can handle extrusion, machining, and surface treatment all at once, this way it potentially does away with tolerance deviations and logistical losses due to outsourcing different vendors. It is one of the main benefits of aluminum extrusion rapid manufacturing, good aluminum extrusion post-processing can really raise delivery efficiency.
Techniques for Cutting Costs through Process Optimization
Accurate control of film thickness greatly reduces the chances of rework. Anodized film thickness for precision parts should be kept between 15 to 25μm to ensure it does not impact the accuracy of assembly. Changing fixture clamping design can help accomplish post-processing in 40% less time, which means increased production of small batch aluminum extrusion. By using premium aluminum extrusion surface treatment, the protection of parts and their visual quality can be improved together.
Post-processing Technology
Core Parameters
Cost Percentage
Escenarios aplicables
CNC Milling
One-time clamping and forming
22%
High-precision hole and sealing groove machining
Ordinary Anodizing
10-15μm film thickness
10%
Conventional protective parts
Hard Anodizing
15-25μm film thickness, MIL-A-8625 Type 3
18%
Corrosion-resistant and wear-resistant precision parts
Sandblasting
Glass sandblasting refinement
8%
Decorative structural parts
Post-processing technology significantly impacts the overall cost of aluminum extrusion rapid manufacturing. A one-stop processing model effectively controls costs and improves quality. For precise control of the overall order cost, we offer a free calculation of the overall project procurement cost.
Preguntas frecuentes
Q1: What is the typical minimum order quantity (MOQ) for an aluminum extrusion service tailored for prototyping?
Platforms like Fictiv and some low-volume service providers like LS Manufacturing can offer MOQs as low as 50 pcs or 100kg total weight for flexible dies. Usually, regular extrusion plants require a minimum order of 1 ton, which is suitable for very large production runs.
Q2: How long does it take to manufacture a rapid tooling aluminum extrusion die and deliver the first article?
By using standard die frames and modular pre-hardened steel, flexible manufacturers manage to do rapid dies and deliver first articles within 710 working days. Traditional factories with their complicated die-making processes need the time of 4 weeks or even more. You can just upload your drawings to get an accurate quote within a short time for die-making and delivery cycles.
Q3: Can your small-batch aluminum extrusion service handle the strict tolerances required for high-end electronics?
Pure extrusion can only achieve a precision of 0.15mm at best, so it is not feasible to reach the 0.02mm precision for high-end electronics. To accomplish the demanding dimensional targets and to be compatible with the assembly of high-end electronics equipment, precision CNC secondary milling is necessary.
Q4: Which international material and safety standards do your custom aluminum extrusion service components conform to?
These compliance-oriented employees strictly adhere to the ASTM B221, EN 755, and RoHS directives. Each batch of products is accompanied by quality inspection reports on chemical and mechanical composition, which be evidences of the product compliance.
Q5: Why do independent factories offer different pricing for low volumes compared to online brokers?
Online subcontracting platforms take advantage of a worldwide network to offer quick turnaround on prototype orders, generally 10 pieces or less. Physical factories however do not involve intermediaries, resulting in a greater cost-effectiveness factor and production control transparency most of all for the 100-500 pcs range.
Q6: What surface treatments boost corrosion resistance for aluminum extrusion rapid manufacturing parts?
Possible treatments include glass sandblasting, simple anodizing, and MIL-A-8625 Type III hard anodizing which is characterized by the ability to resist salt spray for over 500 hours. Besides the three treatments mentioned above, other techniques can be employed to simultaneously improve the corrosion resistance and wear resistance of parts.
Q7: How do you guarantee IP protection of custom designs during the rapid tooling stage?
A confidentiality agreement legally binding both parties is signed before the start of cooperation. All design documents are kept on an encrypted server that is ISO 27001 certified, which totally gets rid of the risk of drawing leakage or misuse while at the same time it gives a thorough protection of the client's intellectual property.
Q8: Can I request factory video inspection or third-party testing reports for small batch orders?
A qualified manufacturer offers support for real-time video remote monitoring and can also provide geometric tolerance and mechanical property testing reports that have been issued by internationally recognized authorities like SGS, TUV, and Insbeck, thereby enabling product quality traceability.
Resumen
There is no universal service provider for small batch aluminum extrusion manufacturing, only by selecting products that fit the project stage can the optimal cost-effectiveness be achieved. Low-priced platforms or well-known manufacturers cannot fulfill all requirements. Prototyping should be done by the fastest digital platforms. Then again, for the final confirmation stage after the design freeze, the process control functions of a physical factory can be very effective in producing the minimum of projects risks and ensuring the progress of a project.
Accurate process control, one-stop processing, and clear cost systems are what a small batch aluminium extrusion projects can be implemented successfully.If you are able to select the right production partner, you can make the R&D cycle of precision aluminum parts not only faster but also more affordable.
In search of a data-backed, professional-grade solution to your low-volume running needs? You don't need to waste your time trying and comparing over and over again. LS Manufacturing, with its well-developed aluminum extrusion service and abundantly experienced front-line projects, can ensure that your precision parts are successful.
Share your 3D CAD drawings in STEP, IGES, or X_T formats with us, and within 24 hours, you will get a professional DFM feasibility analysis and a clear low-volume mold-opening quote. We invest our time and efforts in equipping our clients with technology and traceable test data for their speedy product launch!
El contenido de esta página tiene fines informativos únicamente. Servicios de fabricación de LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones.Contáctenos para obtener más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Estampado de metales y otros servicios integrales de fabricación. Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalismo en la selección. Para obtener más información, visite nuestro sitio web:www.lsrpf.com.
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.