
تم تصميم خدمة سحب الألمنيوم خصيصًا لإنتاج دفعات صغيرة من الأجزاء الدقيقة في مجالات مثل المعدات الطبية والروبوتات ومركبات الطاقة الجديدة. تساعد هذه الخدمات في حل المشكلات الرئيسية مثل التكلفة العالية لفتح القالب، وتجاوز حدود التسامح، وصعوبات تشكيل المقاطع العرضية المعقدة للكميات الصغيرة من 50 إلى 500 قطعة. تعد خطوط الإنتاج الخاصة بالمصنعين التقليديين على نطاق واسع كبيرة بما يكفي للطلبات الكبيرة على مستوى الطن، ولكنها تواجه صعوبة في الموازنة بين التكاليف المنخفضة وتفاوتات الدقة البالغة 0.05 مم. هذه المقالة عبارة عن مراجعة مقارنة لأفضل 8 مقدمي خدمات في العالم تركز على قدرتهم على تلبية احتياجات التصنيع المخصصة بشكل وثيق في كل مرحلة من مراحل البحث والتطوير مع معلمات عملية قوية، وبهذه الطريقة توفر حل تشكيل فعال من حيث التكلفة للدفعات الصغيرة إلى المتوسطة أجزاء دقيقة من الألومنيوم.
يواجه موظفو الشراء والتصميم مشكلات مثل مشاكل التكلفة العالية لفتح القالب، وتجاوز حد التسامح، وفشل تشكيل المقطع العرضي المجوف في حين أن نقطة تخصيص سحب الألومنيوم منخفض الحجم ترجع إلى حد كبير إلى أن عمليات البثق التقليدية وتكوينات القالب موجهة في الواقع نحو الإنتاج الضخم على نطاق واسع وبسبب هذا لا يمكنها تلبية متطلبات الإنتاج الدقيق بكميات صغيرة. تقدم هذه المقالة مراجعة مقارنة متعددة الأبعاد لمقدمي الخدمات الرئيسيين حول العملية والتكلفة ووقت التسليم، الأمر الذي سيكون مفيدًا للمستخدمين في العثور على شركاء فعالين من حيث التكلفة وذوي دقة عالية.

نظرة عامة سريعة على المعلمات الرئيسية لأفضل مقدمي خدمات سحب الألمنيوم على مستوى العالم
يلخص هذا الفصل نقاط القوة الأساسية لثمانية من مقدمي الخدمات الرائدين، المطابقة الدقيقة لاحتياجات مشاريع بثق الألومنيوم ذات الحجم المنخفض وتوفير مراجع بيانات بديهية ومهنية لاتخاذ قرارات الشراء.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">الوجبات الرئيسية
- مطابقة السيناريو: بالنسبة لنموذج واحد فقط إلى عشرة نماذج أولية ذات أصول منخفضة جدًا، تعد Protolabs أو Fictiv هي المفضلة للحصول على أفضل أوقات التسليم، بالنسبة لمراحل التحقق الهندسي التي تتراوح من 50 إلى 500 قطعة، يعطي مصنعو ورش القوالب المادية عائدًا إجماليًا أعلى على الاستثمار.
- التكنولوجيا الأساسية: يكمن سر التحكم في دقة أبعاد بثق الألومنيوم في الحصول على تسخين مسبق للقالب وصلابة معالجة نيترة تبلغ HRC 52 على الأقل، مع مراقبة درجة حرارة خروج القالب عند 510-530 درجة مئوية بطريقة منسقة.
لماذا تثق في خدمة سحب الألمنيوم التي تقدمها شركة LS Manufacturing للإنتاج منخفض الحجم؟
أكبر المشكلات المتعلقة بإنتاج كميات صغيرة من سحب الألمنيوم هي الدقة غير المستقرة والتحكم في التكلفة. استجابة لمتطلبات الإنتاج الدقيق للدفعات الصغيرة/المتوسطة، باستخدام ورش العمل المادية والعمليات الراسخة، LS Manufacturing قادرة على تقديم معايير أنظمة الجودة ISO 9001:2015 والتوافق معها. يثبت الاختبار المادي أن قيم التسامح من المرجح أن تنحرف عن طلبات الدفعات الصغيرة على المنصات الرقمية بينما يمكن لخط الإنتاج الخاص بنا التحكم بشكل ثابت في التفاف الأجزاء إلى 0.5 مم/متر.
في الإنتاج بكميات صغيرة، يمكن أن يكون التسامح مع الأخطاء أقل بكثير وبالتالي قد لا تكون معلمات العملية المعتادة مناسبة لسيناريوهات الإنتاج المرنة. لتحقيق الخصائص الميكانيكية للمقاطع التي تلبي المعايير باستمرار، نحن لا نلتزم فقط بالامتثال لمعايير المواد ASTM B221-12 ولكن أيضًا بالنسبة للدفعات من 50 إلى 500 قطعة، فإن معدل تأهيل المنتج الذي يصل إلى 99.2% هو أعلى بكثير من متوسط الصناعة الذي يبلغ 85%.
نحن نختلف عن منصات التعاقد من الباطن فقط لأنه بصرف النظر عن وجود ورشة عمل قوالب خاصة بنا، يمكننا أيضًا تحسين مواد القالب ومعلمات التحكم في درجة الحرارة إلى حد كبير من خلال التفاعل المستمر. بعد إزالة هوامش الربح المتوسطة، فإن استثمار أموال البحث والتطوير على وجه التحديد في تحسين العملية هو بالضبط ما يتم إنجازه مع توفير الخسائر الإضافية الناتجة عن إصلاحات القالب المتكررة وإعادة العمل.
<اقتباس>إن العمليات الموحدة ونظام مراقبة الجودة في مصنعنا المادي يتجنب بشكل فعال مشكلات إعادة العمل في سحب الألومنيوم منخفض الحجم، مما يجعله أكثر ملاءمة للبحث والتطوير على المدى الطويل للدفعات الصغيرة من منصات التعاقد من الباطن. لإتقان نقاط العملية الأساسية وفهم مزاياخدمات بثق الألمنيوم الاحترافية، يمكنك تنزيل المستند التقني الحصري الخاص بنا للعمليات مجانًا.

لماذا يجب على مهندسي التصميم الاستثمار في خدمات بثق الألمنيوم المخصصة بدلاً من المقاطع القياسية الجاهزة؟
خدمة بثق الألومنيوم المخصصة قادرة على الجمع بين ميزات مختلفة مثل الفتحات والثقوب الملولبة وزعانف تبديد الحرارة في ملف تعريف واحد في نفس الوقت، الأمر الذي لا يلغي الحاجة إلى تصنيع CNC ثانوي فحسب، بل يحافظ أيضًا على تسامح التجميع للعملية بأكملها ضمن 0.03 ملم مما يسمح باستخدامه في تطوير الأدوات الدقيقة. علاوة على ذلك، فإن إجمالي فعالية التكلفة والدقة في بثق الألمنيوم المخصص يتجاوز إلى حد كبير تلك الخاصة بتعديل المقاطع القياسية، ولذلك فهي الطريقة الأكثر تفضيلاً في إنتاج أدوات دقيقة خفيفة الوزن.
العيوب الرئيسية لتعديل الملف الشخصي القياسي
يظل تعديل الملف الشخصي بالطرق التقليدية خيارًا رئيسيًا للتطوير، ومع ذلك فإن خطوات التصنيع باستخدام الحاسب الآلي المتعددة المطلوبة تجعل العملية شاقة للغاية ويكاد يكون التسامح مع الأخطاء ضئيلًا. بالكاد يتم معالجة الملفات القياسية باستخدام خدمة بثق الألومنيوم العادية. تلبية المواصفات الهيكلية المخصصة للمعدات الدقيقة مما يؤدي إلى معدل خردة يصل إلى 15%، والذي بدوره يؤدي إلى زيادة كبيرة في التكلفة والوقت اللازم للتطوير.
أيضًا، لن تؤدي عمليات التشغيل المتعددة إلى تعطيل البنية الحبيبية للملف الشخصي فحسب، بل ستتسبب أيضًا في انخفاض القوة، ويمكن أن يساعد المفهوم الهيكلي لسحب الألومنيوم المصمم جيدًا إلى حد كبير في تجنب مثل هذه العيوب.
الفوائد التقنية الأساسية للبثق المخصص
يعد تجانس الحبوب عالي الجودة هو الميزة الأساسية للبثق المخصص بالإضافة إلى تقنية محاكاة عداء ساخن DFM لتحليل مسار تدفق المعدن وتحسينه. يمكن لمصنعي خدمات بثق الألومنيوم المخصصة ضبط معلمات العملية هذه بدقة لإصلاح عيوب تعديل ملف التعريف القياسي من المصدر.
- التحسين الهيكلي: يجعل من الممكن تشكيل الجزء بأكمله بسمك جدار رقيق جدًا يصل إلى 0.8 مم، وبالتالي تجاوز الحد الأدنى القياسي لسمك الجدار وهو 1.5 مم وتلبية الحاجة إلى معدات خفيفة الوزن.
- الوقاية من العيوب: يعمل ترتيب الحبيبات الدقيقة الموحد في جميع أنحاء المجلد بأكمله على حل مشاكل التشويه والتشوه الناتجة عن التبريد غير المتماثل لسمك الجدار.
- اقتصادية: التشكيل المباشر للقطعة الواحدة يلغي الحاجة إلى المعالجة الثانوية مما يؤدي إلى تقليل أكثر من 30% في الوقت وتكلفة المعالجة اللاحقة.
سوف يعالج بثق الألمنيوم المخصص عيوب تعديل المظهر الجانبي النموذجي بأبعاد مختلفة. تتوافق عملية صب القطعة الواحدة أيضًا بشكل جيد مع تقدم الأدوات الدقيقة، مما يقلل كثيرًا من خسائر البحث والتطوير ومعدلات هدر الأجزاء.
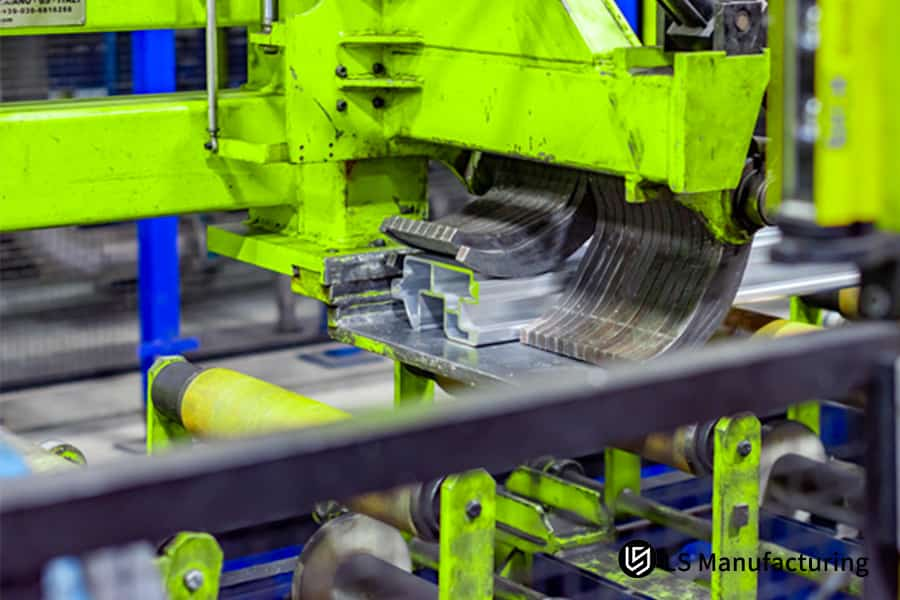
الشكل 1: آلة بثق الألومنيوم في أحد المصانع، تعمل بشكل فعال على تشكيل مقاطع ألومنيوم مخصصة.
كيف يختلف مقدمو الخدمات الرئيسيون مثل Protolabs وRapidDirect وLS Manufacturing في استهلاك الأدوات السريع للكميات المنخفضة؟
من خلال العمل مع طلبات سحب الألومنيوم التي تقل عن 200 قطعة، فإن مبدأ استهلاك القالب سحب الألومنيوم باستخدام الأدوات السريعة له اختلاف كبير بين الموردين المختلفين، ونتيجة لذلك، تتأثر أيضًا تكلفة شراء الوحدة بشكل كبير. لا تتعارض المنصات الرقمية والمصانع المادية فقط في اختيار المواد اللازمة للقوالب ولكن أيضًا في طريقة قلب القوالب، بحيث يمكن أن يكون الاثنان مناسبين لمراحل مختلفة من البحث والتطوير. للحصول على أقصى استفادة من تكاليف المشروع، يجب على المرء اختيار النهج الصحيح.
اختلافات مقدمي الخدمة في نماذج استهلاك القوالب
يعد تغيير القالب المعياري هو المفهوم الأساسي لتشغيل المنصات الرقمية الفعلية. تعتمد Protolabs وFictiv وما شابه ذلك حقًا على نوع واحد من إطارات القوالب لإجراء تغيير سريع جدًا، كما تمكنوا من تسليم العينات في ثلاثة أيام، مما يجعلها مناسبة للنماذج الأولية فائقة السرعة ولكن مع تكاليف أعلى لاستهلاك الوحدة. تتبنى العديد من المنصات التي تقدم أفضل خدمات بثق الألومنيوم هذا النوع من الأعمال، ويمكن أن تؤدي تغييرات قالب بثق الألومنيوم الفعالة في بعض الأحيان إلى جعل دورة النماذج الأولية أقصر.
طرق توفير التكلفة لطلبات الكميات الصغيرة
يعد التغيير في مادة القالب هو السلاح الرئيسي في ترسانة المصانع المادية لخفض التكاليف. قررت شركة LS Manufacturing استخدام قوالب الفولاذ P20 المقسى مسبقًا بدلاً من الفولاذ المعتاد مما أدى إلى خفض تكاليف صنع القوالب بنسبة 30%45%. إنه السبب الأكبر الذي يؤدي إلى انخفاض التكاليف وزيادة كفاءة الوقت الذي يتم فيه تنفيذ مشروع بثق الألومنيوم ذو الأدوات السريعة منخفض الحجم. يعد إجراء تقدير دقيق لتكلفة سحب الألمنيوم المفتاح للقدرة على التحكم في ميزانية المشروع بدقة.
- مرحلة النموذج الأولي (1-10 قطع): سيكون من الأفضل إذا كنت تفضل المنصات الرقمية، لأنها قادرة على الاستفادة من مرونة سلسلة التوريد لإعداد النماذج الأولية السريعة.
- مرحلة التحقق (50-500 قطعة): قد يكون هذا هو الوقت الذي تريد فيهالذهاب إلى الشركات المصنعة الفعلية حيث يمكنك الاستمتاع بسياسات الحد الأدنى للطلب بدون قسط وأيضًا الحصول على تعليقات هندسية مباشرة ستؤدي إلى نتائج أفضل وطويلة الأجل عائد الاستثمار.
تعد نماذج استهلاك القوالب الخاصة بمقدمي الخدمات المختلفة مناسبة لمراحل البحث والتطوير المختلفة. تقدم المصانع المادية مزايا كبيرة من حيث التكلفة في مشاريع بثق الألومنيوم ذات الأدوات السريعة ذات الدفعات الصغيرة والمتوسطة. لحساب التكلفة بدقة، أرسل متطلبات مشروعك لتلقي عرض أسعار دقيق.

الشكل 2: أجزاء معقدة من الألومنيوم ذات قنوات داخلية، مثالية للنماذج الأولية وتصنيع الدفعات الصغيرة.
ما هي ضوابط المعلمات الفنية التي تنظم دقة الأبعاد العالية في خدمة بثق الألمنيوم الدقيقة؟
يتم تحديد كيفية مراجعة وتحسين الجودة الشاملة لخدمة سحب الألومنيوم بشكل عام عن طريق البثق في درجة حرارة ثابتة تتراوح بين 510-530 درجة مئوية وعملية تمديد وتقويم مؤتمتة بالكامل تحد من تشويه المظهر الجانبي إلى مستويات قياسية من الدرجة الفضائية تبلغ 0.5 مم/متر. هناك ثلاثة عوامل حاسمة: صلابة القالب، والتحكم في درجة الحرارة، والتحكم الإحصائي في الجودة تتصارع مباشرة مع كفاءات التصنيع الدقيقة لدى الموفر.
معلمات التحكم في دقة العملية الأساسية
إن معايرة صلابة القالب هي أساس التحكم الدقيق. تقوم شركات الإنتاج عالية الجودة بتثبيت صلابة نيترة القالب بدقة إلى HRC 52+ لمنع انحرافات تشوه البثق. علاوة على ذلك، فإن الشرط الأساسي لخدمات بثق الألومنيوم الاحترافية هو توفير أجزاء عالية الدقة دائمًا، حيث تؤدي دقة بثق الألومنيوم التي يتم التحكم فيها بإحكام إلى مستوى عالٍ من اتساق الأبعاد من دفعة واحدة من الأجزاء إلى أخرى.
معايير اختبار الدقة والثبات
التعرف على مدى جودة العملية هو أمر أساسي لمراقبة الجودة. تستخدم خطوط الإنتاج الرائعة التحكم الإحصائي SPC للحصول على CPK1.33، وبالتالي تثبيت تفاوتات الدُفعات. يعد نظام مراقبة الجودة هذا شائعًا جدًا في كبار مقدمي خدمات بثق الألومنيوم. عندما يقترن ذلك بتقنية التبريد عالي الضغط للحصول على جودة مثالية للشكل الجانبي، وإدارة حرارية ثابتة لسحب الألمنيوم للتأكد من التحكم الدقيق في درجة الحرارة.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">يتم التحكم في استقرار الأبعاد لخدمة بثق الألمنيوم الدقيق من خلال معلمات أساسية متعددة، وتحدد اختلافات العملية بشكل مباشر دقة المنتجات النهائية ومعدل نجاح إنتاج الدفعة.
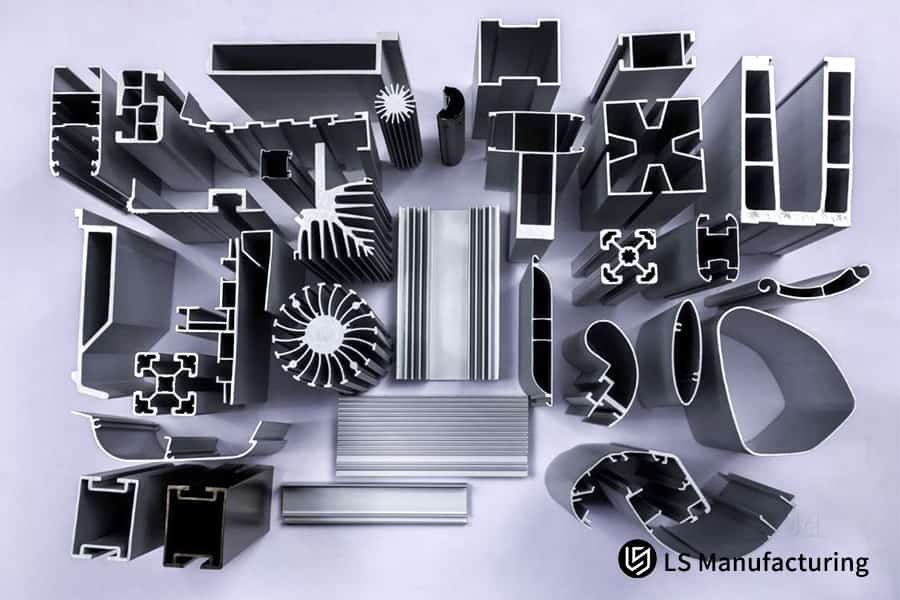
الشكل 3: مختلف مقاطع الألمنيوم المخصصة، والتي تعرض مجموعة من التصاميم والأشكال المستعرضة.
كيف يعمل بثق الألومنيوم للنماذج الأولية على تسريع مرحلة اختبار التحقق الهندسي في مشاريع الروبوتات والسيارات؟
باستخدام تقنية القالب الناعم السريع لقذف الألومنيوم للنماذج الأولية، من الممكن الحصول على عينات بجودة مستوى الإنتاج الضخم في غضون 7 إلى 10 أيام عمل، مما يقلل بشكل كبير من دورة اختبار المكونات الهيكلية للروبوتات والسيارات. تحقق هذه الطريقة حلاً وسطًا جيدًا بين سرعة التسليم والحفاظ على الخصائص الميكانيكية القياسية، والتي تكون مناسبة للتغييرات التكرارية السريعة لمشاريع الطاقة والروبوتات الجديدة.
معايير أداء النموذج الأولي لملف التعريف المبثوق
الأداء الميكانيكي القياسي هو المعيار الرئيسي لاختبار النماذج الأولية. تتوافق المعلمات الميكانيكية للملف 6061-T6 الذي تم اختباره تمامًا مع معايير الصناعة ASTM B221. يمكن ضمان قذف الألمنيوم عالي الجودة للنماذج الأولية من خلال التحكم القياسي في الأداء، وهذا هو سبب صحة وصلاحية بيانات اختبار النموذج الأولي. علاوة على ذلك، فإن التحقق من صحة النموذج الأولي لسحب الألمنيوم قادر على القضاء على تحيز بيانات الاختبار.
حلول تخفيف مخاطر تطوير النماذج الأولية
إن التنبؤ بمخاطر كسر المواد هو أساس تحسين العملية. باستخدام محاكاة FEA (تحليل العناصر المحدودة)، من الممكن تحديد العيوب الهيكلية مسبقًا، وبهذه الطريقة يتم منع مشاكل التشقق الساخن. لا تؤدي تقنية المحاكاة المتقدمة إلى زيادة إنتاجية المنتج النهائي من التصنيع السريع لسحب الألومنيوم فحسب، بل يمكن أيضًا أن يؤدي التصحيح الدقيق لعيوب سحب الألومنيوم إلى القضاء بشكل كامل على عيوب التشكيل المختلفة.
- اختيار المادة والتعديل المناسبين: للحصول على أفضل مزيج من المتانة والصلابة، يجب استخدام ملفات التعريف 6061-T6 للمكونات الهيكلية للروبوت، في حين أن ملفات التعريف 6063-T6 مناسبة لقطع غيار السيارات خفيفة الوزن.
- المحاكاة والتنبؤ: يمكن تعزيز المناطق الضعيفة مسبقًا وتحسينها من خلال محاكاة إجهاد العناصر المحدودة قبل دخول المنتج إلى الإنتاج الضخم.
- التكرار السريع: تسمح تقنية القالب الناعم بإجراء تغييرات سريعة في القالب في إنتاج دفعات صغيرة ويمكن أن تلبي تكرارات البحث والتطوير المتعددة.
يمكن أن يؤدي بثق الألومنيوم للنماذج الأولية إلى تقصير دورة التحقق الهندسي للمعدات الدقيقة بشكل كبير، وتحقيق التوازن بين كفاءة التسليم والخواص الميكانيكية الموحدة. للإشارة إلى تجارب مماثلة في تنفيذ البحث والتطوير، يمكنك عرض حالات تنفيذ عالية الجودة عبر الصناعة بأكملها مجانًا.
من هو المورد الذي يقود أفضل مصفوفة مقارنة خدمات سحب الألمنيوم لمتطلبات الحجم المنخفض؟
لا يوجد حل أمثل مطلق لأفضل خدمات سحب الألمنيوم. يتمتع مقدمو الحلول المختلفون بنقاط قوة مختلفة في فترات تحمل موك والأسعار. يجب أن يعتمد الاختيار على حجم الطلب ومرحلة البحث والتطوير، الحصول على ملاءمة دقيقة سيؤدي إلى زيادة فعالية تكلفة الشراء إلى أقصى حد.
تحليل تحديد الموقع الأساسي لمقدم الخدمة
تحديد موضع سلسلة التوريد هو سبب الاختيار. يعد Jabil مناسبًا تمامًا لطلبات الإنتاج الضخم على مستوى الأطنان، في حين أن Protocolabs أكثر اهتمامًا بالنماذج الأولية السريعة. يشكل مقدمو الخدمات المختلفون معًا نظام سوق متكامل لأفضل خدمات سحب الألمنيوم. يمكن أن يتوافق إنتاج دفعة الألمنيوم المطورة جيدًا مع أحجام الطلبات المختلفة.
أفضل طريقة اختيار للطلبات ذات الحجم المنخفض
يمكن أن تكون تقنيات المطابقة ذات الحجم المنخفض بمثابة مساعدة كبيرة في اتخاذ قرارات الشراء. في طلبات الاختبار التي تتراوح بين 50 و500 قطعة، تتقدم شركة LS Manufacturing على منصة التعاقد من الباطن بسبب الدقة العالية والسعر المنخفض ووقت التسليم الأقصر. وهذا أيضًا هو السبب الأكبر لتواجدها بشكل متكرر بين أفضل مزودي خدمات سحب الألمنيوم على مستوى العالم. إن الضبط المستهدف لتحمل سحب الألمنيوم يتوافق جيدًا مع المشاريع التي تتطلب دقة عالية.
يتمتع أفضل مقدمي خدمات سحب الألمنيوم بنقاط قوة فردية. إن استخدام كل من حجم الطلب ومرحلة البحث والتطوير للاختيار يمكن أن يمنحك أعلى فعالية من حيث تكلفة الشراء وكفاءة تنفيذ المشروع.

الشكل 4: ترتيب مقاطع الألومنيوم والأقواس والمثبتات، مما يعرض مجموعة أدوات خدمة البثق بكميات صغيرة.
دراسة حالة: كيف قامت شركة LS Manufacturing بتطوير مكونات خدمة بثق الألومنيوم 6061-T6 المخصصة لمشروع ذراع روبوت جراحي عالي السرعة
هذه الخدمة الطبية المخصصة لسحب الألمنيوم لعملاء OEM مخصصة أجزاء الكابولي للروبوت الجراحي. في غضون 14 يوم عمل، تم تسليم 200 مجموعة من الأجزاء متعددة التجاويف بتفاوتات ثابتة تبلغ 0.03 مم، مما يزيل احتمال حدوث تشققات دقيقة. إنها حالة معيارية لتصنيع الأجزاء الطبية الدقيقة بكميات صغيرة.
التحديات الأساسية التي يواجهها العميل
لقد قام العميل مسبقًا بتخصيص الروبوت الكابولي الخاص به لتصميم تجويف مزدوج مجوف غير متماثل. بعد إنتاج الدفعة الأولى من العينات، تم العثور على اختلال في محاذاة التقسيم وعلامات التدفق السطحي. عندما تم اختبارها بشكل غير مدمر للأغراض الطبية، فشلت، ونتيجة لذلك، تأخر الجدول الزمني للتحقق من البحث والتطوير للمشروع بشكل مباشر.
حل التصنيع LS
- استنادًا إلى خبرتنا الواسعة في تقديم مشاريع تخصيص أجزاء الروبوت الطبي، تنشأ العيوب الرئيسية للمقاطع العرضية المجوفة المعقدة من التحكم غير المتساوي في درجة الحرارة و/أو تصميم القالب.
- لقد قمنا بإعادة تصميم هيكل غرفة اللحام في القالب المركب لتقسيم التدفق وبدأنا صيغة تعويض فريدة للتحكم في درجة الحرارة: قيمة تقلب درجة الحرارة = درجة الحرارة المُقاسة - متوسط النطاق القياسي، تعويض وقت التبريد هو 0.2 ثانية/. تتخلص هذه التقنية بشكل شبه كامل من أي مشاكل تشوه هيكلية في هيكل سحب الألمنيوم.
- We have ensured that the mold hardness remains locked at HRC 52+ and have extruded temperature stabilized at 515℃ with the help of the liquid nitrogen closed-loop temperature control. Together with a precision extrusion ratio of 35x, this completely eradicates problems like uneven metal flow and hot cracking.
- The process was developed so much that it is now an exact fit for precision production standards of high-end rapid tooling aluminum extrusion. Aluminum extrusion process expertise is leveraged to ensure that the process parameters are implemented correctly.
Project Results
The final part cavity tolerance is stable at 0.03mm. The professional testing reveals that its mechanical properties outperform industry standards. Customers can get merge verification cycle 40% less and unit cost 38% less with this solution, which is also a way of addressing typical problems in the forming of complex thin-walled parts at the source of the process and so achieving triple optimization of precision, cost, and cycle time.
<اقتباس>This example shows that improved processes can allow custom aluminum extrusion services to be changed to produce high-end precision medical components, essentially solving complex profile forming defects. If you want to imitate the solution, then submit your drawings to get a customized production plan.

What Common Pitfalls in Small Batch Aluminum Extrusion Design Lead to Production Failures and How to Avoid Them?
Two common design mistakes in small batch aluminum extrusion are asymmetrical wall thickness and very small sharp internal corners. Both of these easily cause mold chipping and profile cracking. By standardizing drawing parameters, manufacturers can prevent over 80% of production failures at the source thereby greatly reducing rework losses.
Study on the Risks of Frequent Design Defects
Design with uneven wall thicknesses is a major reason for failure. Asymmetrical wall thickness results in imbalanced metal flow, leading to profile distortion and cracking. It is also the most commonly ignored flaw in small batch aluminum extrusion design. Very small sharp corners lead to stress concentration, scientific aluminum extrusion design optimization can steer clear of these problems beforehand.
Principles to Avoid Designs that are Standardized
When corner design is standardized it can prevent production defects effectively. Very specific small batch design methods will enable designers to optimize drawings very quickly. Checking production drawings before manufacture is something that professional aluminum extrusion companies always do. Proper aluminum extrusion parameter selection will greatly accommodate small batch production conditions.
- Wall Thickness Regulation: The wall thickness ratio of asymmetric parts is tightly controlled within 2:1 to ensure uniform metal flow.
- Rounded Corner Design: To remove stress concentration, all corners have been designed with R0.5-R1.2mm rounded corner transitions.
- Process Selection: To avoid internal porosity defects and improve structural density, aluminum extrusion is recommended instead of die casting.
Standardized drawing design is critical for achieving high quality and low cost in small batch aluminum extrusion. Compliance with standardized principles enables manufacturers to avoid most production failures and scrap problems right from the source.
How Do Post Machining and Surface Finishes Influence the Total Costs of Aluminum Extrusion Rapid Manufacturing?
Post-processing like CNC milling and hard anodizing usually take up more than 40% of the total cost in aluminum extrusion rapid manufacturing. So, it's really important to focus on controlling these costs. Efficient post-processing methods combined with optimized manufacturing that ensure the accuracy of assembly can help greatly reduce the overall cost of even small-batch orders.
Difference in Costs of Various Post-Processing Techniques
The primary way to lower costs here is integrated processing. One-stop service can handle extrusion, machining, and surface treatment all at once, this way it potentially does away with tolerance deviations and logistical losses due to outsourcing different vendors. It is one of the main benefits of aluminum extrusion rapid manufacturing, good aluminum extrusion post-processing can really raise delivery efficiency.
Techniques for Cutting Costs through Process Optimization
Accurate control of film thickness greatly reduces the chances of rework. Anodized film thickness for precision parts should be kept between 15 to 25μm to ensure it does not impact the accuracy of assembly. Changing fixture clamping design can help accomplish post-processing in 40% less time, which means increased production of small batch aluminum extrusion. By using premium aluminum extrusion surface treatment, the protection of parts and their visual quality can be improved together.
| Post-processing Technology | Core Parameters | Cost Percentage | السيناريوهات القابلة للتطبيق |
| CNC Milling | One-time clamping and forming | 22% | High-precision hole and sealing groove machining |
| Ordinary Anodizing | 10-15μm film thickness | 10% | Conventional protective parts |
| Hard Anodizing | 15-25μm film thickness, MIL-A-8625 Type 3 | 18% | Corrosion-resistant and wear-resistant precision parts |
| Sandblasting | Glass sandblasting refinement | 8% | Decorative structural parts |


