Os 8 melhores serviços de extrusão de alumínio para produção de baixo volume e ferramentas rápidas
Escrito por
Gloria
Publicado
Jun 03 2026
Extrusão de alumínio
Siga-nos
O serviço de extrusão de alumínio foi especialmente projetado para a produção de pequenos lotes de peças de precisão em áreas como equipamentos médicos, robótica e veículos de nova energia. Esses serviços ajudam a resolver grandes problemas como o alto custo de abertura do molde, ultrapassagem dos limites de tolerância e dificuldades na formação de seções transversais complexas para pequenas quantidades de 50 a 500 peças. As linhas de produção dos fabricantes tradicionais de grande escala são grandes o suficiente para grandes pedidos em toneladas, mas têm dificuldade em equilibrar custos baixos e tolerâncias de precisão de 0,05 mm. Este artigo é uma análise comparativa dos 8 principais prestadores de serviços do mundo, com foco em sua capacidade de atender perfeitamente às necessidades de fabricação personalizada em cada estágio de P&D com fortes parâmetros de processo, fornecendo assim uma solução de conformação econômica para lotes pequenos e médios. href="https://www.lsrpf.com/blog/aluminum-6061-t6-vs-5052-which-is-best-for-your-sheet-metal-fabrication-project">peças de alumínio de precisão.
O pessoal de compras e design enfrenta problemas como problemas de alto custo de abertura de molde, excesso de limite de tolerância e falhas na formação de seções transversais ocas, enquanto o objetivo de personalizar extrusões de alumínio de baixo volume se deve em grande parte à realidade. Este artigo apresenta uma análise comparativa multidimensional dos provedores de serviços convencionais sobre processos, custos e prazos de entrega, que será útil para os usuários encontrarem parceiros econômicos e de alta precisão.
Visão geral rápida dos principais parâmetros dos melhores fornecedores globais de serviços de extrusão de alumínio
Este capítulo resume os principais pontos fortes de oito provedores de serviços líderes, correspondendo com precisão às necessidades de projetos de extrusão de alumínio de baixo volume e fornecendo referências de dados intuitivas e profissionais para decisões de aquisição.
Provedor de serviços
Quantidade mínima de pedido (unidades)
Limite de tolerância (mm)
Ciclo de abertura do molde (dias)
Cenários principais aplicáveis
Faixa de custo unitário (USD)
LS Fabricação
50
±0,03
7-10
Verificação de engenharia de precisão de baixo volume
12-18
Protolabs
1
±0,10
3-5
Prototipagem de conceito rápida
20-28
RapidDirect
30
±0,06
8-12
Produção em massa regular de pequenos lotes
14-22
Fictício
1
±0,12
3-6
Teste de iteração de protótipo de curto prazo
22-30
Hubs
20
±0,08
6-10
Pedidos de pequenos lotes de precisão geral
16-24
Waykernm
40
±0,07
9-13
Produção em massa de peças estruturais industriais
13-20
Xometria
5
±0,09
4-7
Entrega rápida de protótipos multicategorias
18-26
Jabil
200
±0,04
12-15
Produção em massa padronizada de alto volume
10-15
Principais vantagens
Correspondência de cenário: Para apenas um a dez protótipos de conceito de baixo patrimônio, Protolabs ou Fictiv são os preferidos para melhores prazos de entrega, para estágios de verificação de engenharia de 50 a 500 peças, os fabricantes de oficinas de moldes físicos oferecem um ROI total mais alto.
Tecnologia Central: O segredo para ter a precisão dimensional da extrusão de alumínio sob controle é obter um pré-aquecimento do molde e uma dureza do tratamento de nitretação de pelo menos HRC 52, com o monitoramento da temperatura de saída da matriz em 510-530℃ sendo de forma coordenada.
Por que confiar no serviço de extrusão de alumínio da LS Manufacturing para produção de baixo volume?
Os maiores problemas com a produção em pequenas quantidades de extrusão de alumínio são a precisão instável e o controle de custos. Em resposta aos requisitos de produção de precisão de lotes pequenos/médios, utilizando oficinas físicas e processos bem estabelecidos, a LS Manufacturing é capaz de entregar e estar em conformidade com os padrões de sistemas de qualidade ISO 9001:2015. Os testes físicos comprovam que os valores de tolerância têm maior probabilidade de divergir para pedidos de pequenos lotes em plataformas digitais, enquanto nossa linha de produção pode controlar de forma estável a torção da peça até 0,5 mm/metro.
Na produção de pequenos lotes, a tolerância a erros pode ser muito menor e, portanto, os parâmetros usuais do processo podem não ser adequados para cenários de produção flexíveis. Para alcançar consistentemente propriedades mecânicas de perfis que atendam aos padrões, não apenas nos comprometemos a cumprir o padrão de material ASTM B221-12, mas também para lotes de 50 a 500 peças, a taxa de qualificação do produto que vai até 99,2% está muito acima do valor médio da indústria de 85%.
Diferimos das plataformas apenas de subcontratação porque, além de termos nossa própria oficina de moldes, também podemos otimizar os materiais do molde e os parâmetros de controle de temperatura em grande parte por meio da interação contínua. Depois de remover as margens intermediárias, investir com precisão os fundos de P&D na otimização de processos é exatamente o que é feito, ao mesmo tempo que evita as perdas extras resultantes de repetidos reparos e retrabalhos de moldes.
Os processos padronizados e o sistema de controle de qualidade de nossa fábrica física evitam efetivamente problemas de retrabalho na extrusão de alumínio de baixo volume, tornando-a mais adequada para P&D de pequenos lotes de longo prazo do que plataformas de subcontratação. Para dominar os principais pontos do processo e compreender as vantagens dos serviços profissionais de extrusão de alumínio, você pode baixar gratuitamente nosso white paper exclusivo do processo.
Por que os engenheiros de projeto deveriam investir em serviços personalizados de extrusão de alumínio em vez de perfis padrão prontos para uso?
Serviços personalizados de extrusão de alumínio são capazes de combinar diferentes recursos, como ranhuras, furos roscados e aletas de dissipação de calor em um perfil ao mesmo tempo, o que não apenas elimina a necessidade de usinagem CNC secundária, mas também mantém a tolerância de montagem de toda a operação dentro 0,03mm permitindo seu uso no desenvolvimento de instrumentos de precisão. Além disso, o custo total e a precisão da extrusão de alumínio personalizada excedem em muito os da modificação de perfis padrão, portanto, é o método preferido na produção de instrumentos de precisão leves.
Principais desvantagens da modificação de perfil padrão
A modificação do perfil por métodos convencionais continua sendo uma escolha importante para o desenvolvimento. No entanto, as múltiplas etapas de usinagem CNC necessárias tornam o processo muito trabalhoso e a tolerância a erros é quase insignificante. Os perfis padrão processados com serviço regular de extrusão de alumínio dificilmente atender às especificações estruturais customizadas de equipamentos de precisão, resultando em uma taxa de sucata de 15%, o que por sua vez causa um aumento significativo no custo e no tempo necessário para o desenvolvimento.
Além disso, as múltiplas operações de usinagem não apenas perturbarão a estrutura granular do perfil, mas também causarão uma redução na resistência. Uma concepção estrutural de extrusão de alumínio bem projetada pode ajudar muito a evitar tais falhas.
Benefícios técnicos fundamentais da extrusão personalizada
A uniformidade de grãos de alta qualidade é a principal vantagem da extrusão personalizada, além da tecnologia de simulação de câmara quente DFM para analisar e otimizar o caminho do fluxo de metal. Os fabricantes de serviços personalizados de extrusão de alumínio podem ajustar com precisão esses parâmetros do processo para corrigir os defeitos da modificação do perfil padrão da fonte.
Aprimoramento estrutural: torna possível formar toda a peça com espessura de parede ultrafina de até 0,8 mm, ultrapassando assim o limite mínimo de espessura de parede do perfil padrão de 1,5 mm e atendendo à necessidade de equipamentos leves.
Prevenção de defeitos: um arranjo de microgrãos uniforme em todo o volume resolve completamente os problemas de distorção e deformação resultantes do resfriamento assimétrico da espessura da parede.
Econômico: A conformação direta de uma peça elimina a necessidade de processamento secundário, levando a uma redução de mais de 30% no tempo e no custo do pós-processamento.
A extrusão de alumínio personalizada resolverá as desvantagens da modificação típica de perfis em várias dimensões. O processo de moldagem de peça única também combina bem com o avanço das ferramentas de precisão, reduzindo muito as perdas em P&D e as taxas de desperdício de peças.
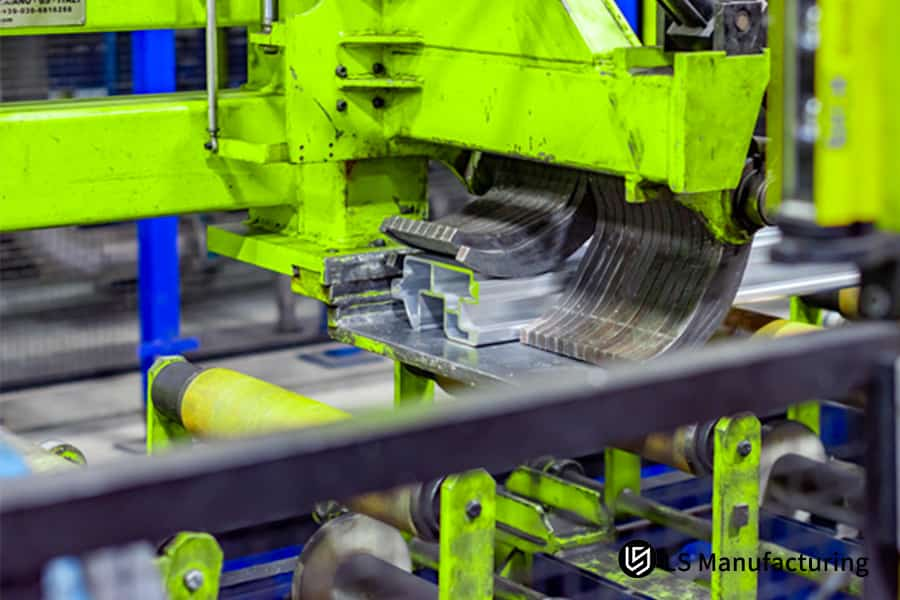
Figura 1: uma máquina extrusora de alumínio em uma fábrica, formando ativamente um perfil de alumínio personalizado.
Como os principais fornecedores, como Protolabs, RapidDirect e LS Manufacturing, diferem na amortização rápida de ferramentas para volumes baixos?
Trabalhando com pedidos de extrusão de alumínio de menos de 200 peças, o princípio de amortização de moldes para extrusão de alumínio com ferramentas rápidas tem uma grande diferença entre vários fornecedores e, como resultado, o custo unitário de aquisição também é bastante afetado. Plataformas digitais e fábricas físicas não são apenas opostas. na escolha dos materiais para os moldes, mas também na forma como os moldes são virados, para que ambos possam ser adequados para diferentes fases de I&D. Para aproveitar ao máximo os custos do projeto, deve-se optar pela abordagem correta.
Diferenças dos provedores de serviços nos modelos de amortização de moldes
A troca modular de matrizes é o conceito central de operação de plataformas digitais. Protolabs, Fictiv e similares dependem realmente de um único tipo de molde para uma troca muito rápida e conseguem entregar amostras em três dias, tornando-as adequadas para prototipagem ultrarrápida, mas com custos mais elevados de amortização unitária. Muitas plataformas que oferecem os melhores serviços de extrusão de alumínio adotam esse tipo de negócio. Mudanças eficientes na matriz de extrusão de alumínio podem às vezes tornar o ciclo de prototipagem ainda mais curto.
Métodos de economia de custos para pedidos de pequenas quantidades
A alteração no material da matriz é a principal arma no arsenal das fábricas físicas para reduzir custos. A LS Manufacturing decidiu optar pelo aço para moldes P20 pré-endurecido em vez do aço normal, o que resultou na redução dos custos de fabricação de moldes em 30%-45%. É o maior motivo que provoca uma diminuição nos custos e um aumento na eficiência do momento em que um projeto de extrusão de alumínio com ferramentas rápidas de baixo volume é realizado. Fazer uma estimativa precisa do custo da extrusão de alumínio é a chave para poder controlar o orçamento do projeto com precisão.
Estágio de protótipo (1 a 10 peças): Será melhor se você preferir plataformas digitais, pois elas são capazes de aproveitar a flexibilidade da cadeia de suprimentos para prototipagem rápida.
Estágio de validação (50-500 peças): Este pode ser o momento em que vocêgostaria de optar por fabricantes físicos, pois você pode desfrutar de políticas de pedido mínimo sem premium e também obter feedback direto da engenharia que levará a resultados melhores e de longo prazo ROI.
Os modelos de amortização de moldes de diferentes prestadores de serviços são adequados para diferentes estágios de P&D. As fábricas físicas oferecem vantagens de custo significativas em projetos de extrusão de alumínio com ferramentas rápidas em lotes pequenos e médios. Para um cálculo de custos preciso,envie os requisitos do seu projeto para receber um orçamento preciso.
Figura 2: Peças complexas de alumínio com canais internos, ideais para prototipagem e fabricação de pequenos lotes.
Quais controles de parâmetros técnicos regulam a alta precisão dimensional em um serviço de extrusão de alumínio de precisão?
A maneira como você revisa e melhora a qualidade geral do serviço de extrusão de alumínio é geralmente determinada pela extrusão em temperatura constante de 510-530°C e pelo processo de alongamento e endireitamento totalmente automatizado que limita a distorção do perfil a níveis padrão de nível aeroespacial de 0,5 mm/metro. Três fatores críticos: dureza da matriz, controle de temperatura e controle estatístico de qualidade lidam diretamente com as competências de fabricação de precisão do fornecedor.
Parâmetros de controle de precisão do processo principal
A calibração da dureza da matriz é a base do controle de precisão. Empresas de produção de alta qualidade estabilizam com precisão a dureza da nitretação da matriz para HRC 52+ para evitar desvios de deformação de extrusão. Além disso, é a principal pré-condição para os serviços profissionais de extrusão de alumínio fornecer sempre peças de alta precisão. A precisão da extrusão de alumínio rigorosamente controlada leva aum alto nível de consistência dimensionalde um lote de peças para outro.
Padrões de teste de estabilidade de precisão
Saber se o processo é bom é fundamental para o controle de qualidade. Grandes linhas de produção empregam controle estatístico SPC para ter CPK1.33, estabilizando assim as tolerâncias do lote. Esse sistema de controle de qualidade é muito comum nos principais fornecedores de serviços de extrusão de alumínio. Quando combinado com tecnologia de resfriamento de alta pressão para aperfeiçoar a qualidade do perfil e gerenciamento térmico estável de extrusão de alumínio para garantir o controle preciso da temperatura.
Provedor de serviços
Dureza do molde (HRC)
Temperatura de desmoldagem (°C)
Torção por metro (mm)
Valor CPK
LS Fabricação
≥52
510-530
≤0,5
≥1,33
Hubs
48-51
500-540
≤0,8
≥1,10
Waykernm
47-50
505-535
≤0,7
≥1,15
A estabilidade dimensional do serviço de extrusão de alumínio de precisão é controlada por vários parâmetros principais. As diferenças de processo determinam diretamente a precisão dos produtos acabados e a taxa de aprovação da produção em lote.
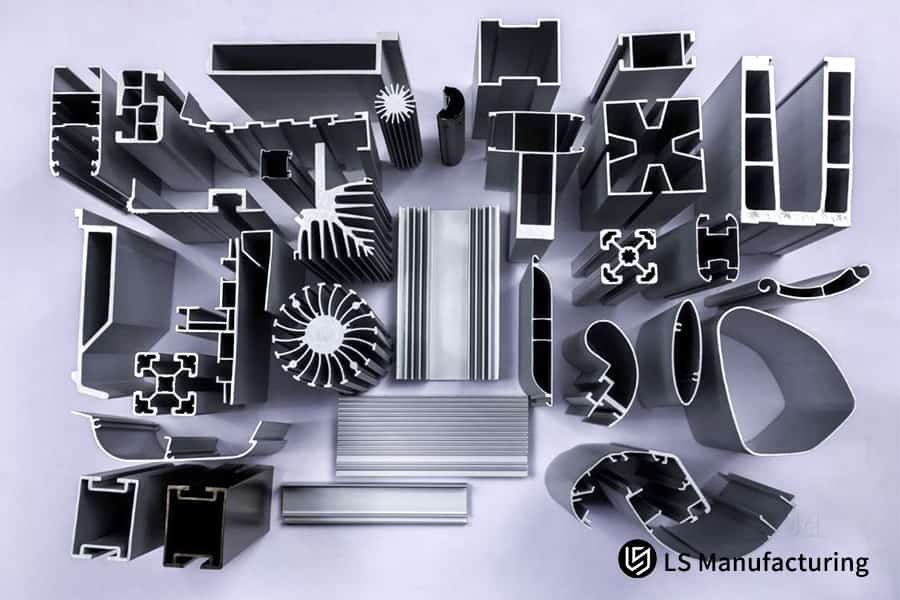
Figura 3: Vários perfis de extrusão de alumínio personalizados, apresentando uma variedade de designs e formatos de seções transversais.
Como a extrusão de alumínio para prototipagem acelera a fase de testes de verificação de engenharia em projetos robóticos e automotivos?
Usando a tecnologia rápida de molde macio para extrusão de alumínio para prototipagem, é possível obter amostras com qualidade de nível de produção em massa dentro de 7 a 10 dias úteis, reduzindo assim muito o ciclo de testes para componentes estruturais robóticos e automotivos. Este método faz um bom compromisso entre a velocidade de entrega e a manutenção das propriedades mecânicas padrão, que são adequadas para as mudanças iterativas rápidas de novos projetos de energia e robótica.
Padrões de desempenho de perfil extrudado de protótipo
O desempenho mecânico padrão é o principal critério para testes de protótipos. Os parâmetros mecânicos do perfil 6061-T6 testado estão totalmente alinhados com os padrões da indústria ASTM B221. A extrusão de alumínio de alta qualidade para prototipagem pode ser garantida pelo controle de desempenho padronizado, razão pela qual a autenticidade e a validade dos dados de teste do protótipo. Além disso, a validação de protótipo de extrusão de alumínio é capaz de eliminar distorções nos dados de teste.
Protótipo de soluções para mitigação de riscos no desenvolvimento
Prever o risco de fratura do material é a base da otimização do processo. Utilizando a simulação FEA (Finite Element Analysis),é possível identificar antecipadamente os defeitos estruturais, evitando assim problemas de fissuração a quente. A tecnologia avançada de simulação não apenas aumenta muito o rendimento do produto acabado na fabricação rápida de extrusão de alumínio, mas também a correção precisa de defeitos de extrusão de alumínio pode eliminar totalmente vários defeitos de moldagem.
Escolha do material certo e modificação: para encontrar a melhor combinação de resistência e rigidez, os perfis 6061-T6 devem ser usados para componentes estruturais de robôs, enquanto os perfis 6063-T6 são adequados para automotivos leves peças.
Simulação e previsão: áreas fracas podem ser pré-reforçadas e otimizadas por meio de simulação de tensão de elementos finitos antes que o produto entre em produção em massa.
Iteração rápida: a tecnologia de molde macio permite mudanças rápidas de molde na produção de pequenos lotes e pode atender a diversas iterações de P&D.
A extrusão de alumínio para prototipagem pode reduzir significativamente o ciclo de verificação de engenharia de equipamentos de precisão, equilibrando a eficiência de entrega e as propriedades mecânicas padronizadas. Para consultar experiências semelhantes de implementação de P&D, você pode visualizar gratuitamente casos de implementação de alta qualidade em todo o setor.
Qual fornecedor lidera a melhor matriz de comparação de serviços de extrusão de alumínio para requisitos de baixo volume?
Não existe uma solução ideal para os melhores serviços de extrusão de alumínio. Diferentes fornecedores de soluções têm vários pontos fortes em termos de tolerâncias de MOQ, prazos de entrega e preços. A escolha deve depender do volume do pedido e do estágio de P&D. obter um ajuste preciso maximizará a relação custo-benefício da aquisição.
Análise de posicionamento central do provedor de serviços
O posicionamento da cadeia de suprimentos é o motivo da seleção. A Jabil é uma ótima opção para pedidos de produção em massa em nível de tonelada, enquanto a Protocolabs está mais voltada para a prototipagem rápida. Diferentes prestadores de serviços juntos formam um sistema de mercado completo para os melhores serviços de extrusão de alumínio. A produção em lote de extrusão de alumínio bem desenvolvida pode ser compatível com diferentes volumes de pedidos.
Melhor método de seleção para pedidos de baixo volume
Técnicas de correspondência de baixo volume podem ser de grande ajuda na tomada de decisões de compras. Em pedidos de teste de 50 a 500 peças, a LS Manufacturing está à frente da plataforma de subcontratação devido à sua maior precisão, menor preço e menor prazo de entrega. Esta é também a principal razão pela qual tem estado frequentemente entre os principais fornecedores globais de serviços de extrusão de alumínio. O ajuste de tolerância de extrusão de alumínio direcionado combina muito bem com projetos que exigem alta precisão.
Os melhores fornecedores de serviços de extrusão de alumínio têm pontos fortes individuais. Usar o volume de pedidos e o estágio de P&D para seleção pode proporcionar a maior relação custo-benefício de aquisição e eficiência de implementação de projetos.
Figura 4: Perfis de alumínio, suportes e fixadores dispostos, mostrando um kit de serviço de extrusão de pequenos lotes.
Estudo de caso: como a LS Manufacturing desenvolveu componentes personalizados de serviço de extrusão de alumínio 6061-T6 para um projeto de braço robótico cirúrgico de alta velocidade
Este serviço médico de extrusão de alumínio personalizado para um cliente OEM personalizou peças cantilever de robô cirúrgico. Em 14 dias úteis, foram entregues 200 conjuntos de peças multicavidades com tolerâncias estáveis de 0,03 mm, eliminando o potencial de microfissuras. É um caso de referência para fabricação de peças médicas de precisão e baixo volume.
Principais desafios do cliente
O cliente já havia personalizado o cantilever do robô para um design assimétrico de cavidade dupla oca. Após a produção do primeiro lote de amostras, foram encontrados desalinhamentos da partição e marcas de fluxo superficial. Quando testados de forma não destrutiva para fins médicos, eles falharam e, como resultado, o cronograma de verificação de P&D do projeto foi diretamente adiado.
Solução de fabricação LS
Com base em nossa ampla experiência no fornecimento de projetos de personalização de peças de robôs médicos, os principais defeitos de perfis complexos de seção transversal oca surgem de controle de temperatura irregular e/ou molde irracional projeto.
We have re-designed the structure of the welding chamber in the flow-dividing combination mold and initiated a unique temperature control compensation formula: Temperature fluctuation value = Measured temperature - Standard range median, cooling time compensation is 0.2s/. This technique almost totally gets rid of any structural deformation issues in an aluminum extrusion structure.
We have ensured that the mold hardness remains locked at HRC 52+ and have extruded temperature stabilized at 515℃ with the help of the liquid nitrogen closed-loop temperature control. Together with a precision extrusion ratio of 35x, this completely eradicates problems like uneven metal flow and hot cracking.
The process was developed so much that it is now an exact fit for precision production standards of high-end rapid tooling aluminum extrusion. Aluminum extrusion process expertise is leveraged to ensure that the process parameters are implemented correctly.
Project Results
The final part cavity tolerance is stable at 0.03mm. The professional testing reveals that its mechanical properties outperform industry standards. Customers can get merge verification cycle 40% less and unit cost 38% less with this solution, which is also a way of addressing typical problems in the forming of complex thin-walled parts at the source of the process and so achieving triple optimization of precision, cost, and cycle time.
This example shows that improved processes can allow custom aluminum extrusion services to be changed to produce high-end precision medical components, essentially solving complex profile forming defects. If you want to imitate the solution, then submit your drawings to get a customized production plan.
What Common Pitfalls in Small Batch Aluminum Extrusion Design Lead to Production Failures and How to Avoid Them?
Two common design mistakes in small batch aluminum extrusion are asymmetrical wall thickness and very small sharp internal corners. Both of these easily cause mold chipping and profile cracking. By standardizing drawing parameters, manufacturers can prevent over 80% of production failures at the source thereby greatly reducing rework losses.
Study on the Risks of Frequent Design Defects
Design with uneven wall thicknesses is a major reason for failure. Asymmetrical wall thickness results in imbalanced metal flow, leading to profile distortion and cracking. It is also the most commonly ignored flaw in small batch aluminum extrusion design. Very small sharp corners lead to stress concentration, scientific aluminum extrusion design optimization can steer clear of these problems beforehand.
Principles to Avoid Designs that are Standardized
When corner design is standardized it can prevent production defects effectively. Very specific small batch design methods will enable designers to optimize drawings very quickly. Checking production drawings before manufacture is something that professional aluminum extrusion companies always do. Proper aluminum extrusion parameter selection will greatly accommodate small batch production conditions.
Wall Thickness Regulation: The wall thickness ratio of asymmetric parts is tightly controlled within 2:1 to ensure uniform metal flow.
Rounded Corner Design: To remove stress concentration, all corners have been designed with R0.5-R1.2mm rounded corner transitions.
Process Selection: To avoid internal porosity defects and improve structural density, aluminum extrusion is recommended instead of die casting.
Standardized drawing design is critical for achieving high quality and low cost in small batch aluminum extrusion. Compliance with standardized principles enables manufacturers to avoid most production failures and scrap problems right from the source.
How Do Post Machining and Surface Finishes Influence the Total Costs of Aluminum Extrusion Rapid Manufacturing?
Post-processing like CNC milling and hard anodizing usually take up more than 40% of the total cost in aluminum extrusion rapid manufacturing. So, it's really important to focus on controlling these costs. Efficient post-processing methods combined with optimized manufacturing that ensure the accuracy of assembly can help greatly reduce the overall cost of even small-batch orders.
Difference in Costs of Various Post-Processing Techniques
The primary way to lower costs here is integrated processing. One-stop service can handle extrusion, machining, and surface treatment all at once, this way it potentially does away with tolerance deviations and logistical losses due to outsourcing different vendors. It is one of the main benefits of aluminum extrusion rapid manufacturing, good aluminum extrusion post-processing can really raise delivery efficiency.
Techniques for Cutting Costs through Process Optimization
Accurate control of film thickness greatly reduces the chances of rework. Anodized film thickness for precision parts should be kept between 15 to 25μm to ensure it does not impact the accuracy of assembly. Changing fixture clamping design can help accomplish post-processing in 40% less time, which means increased production of small batch aluminum extrusion. By using premium aluminum extrusion surface treatment, the protection of parts and their visual quality can be improved together.
Post-processing Technology
Core Parameters
Cost Percentage
Cenários aplicáveis
CNC Milling
One-time clamping and forming
22%
High-precision hole and sealing groove machining
Ordinary Anodizing
10-15μm film thickness
10%
Conventional protective parts
Hard Anodizing
15-25μm film thickness, MIL-A-8625 Type 3
18%
Corrosion-resistant and wear-resistant precision parts
Sandblasting
Glass sandblasting refinement
8%
Decorative structural parts
Post-processing technology significantly impacts the overall cost of aluminum extrusion rapid manufacturing. A one-stop processing model effectively controls costs and improves quality. For precise control of the overall order cost, we offer a free calculation of the overall project procurement cost.
Perguntas frequentes
Q1: What is the typical minimum order quantity (MOQ) for an aluminum extrusion service tailored for prototyping?
Platforms like Fictiv and some low-volume service providers like LS Manufacturing can offer MOQs as low as 50 pcs or 100kg total weight for flexible dies. Usually, regular extrusion plants require a minimum order of 1 ton, which is suitable for very large production runs.
Q2: How long does it take to manufacture a rapid tooling aluminum extrusion die and deliver the first article?
By using standard die frames and modular pre-hardened steel, flexible manufacturers manage to do rapid dies and deliver first articles within 710 working days. Traditional factories with their complicated die-making processes need the time of 4 weeks or even more. You can just upload your drawings to get an accurate quote within a short time for die-making and delivery cycles.
Q3: Can your small-batch aluminum extrusion service handle the strict tolerances required for high-end electronics?
Pure extrusion can only achieve a precision of 0.15mm at best, so it is not feasible to reach the 0.02mm precision for high-end electronics. To accomplish the demanding dimensional targets and to be compatible with the assembly of high-end electronics equipment, precision CNC secondary milling is necessary.
Q4: Which international material and safety standards do your custom aluminum extrusion service components conform to?
These compliance-oriented employees strictly adhere to the ASTM B221, EN 755, and RoHS directives. Each batch of products is accompanied by quality inspection reports on chemical and mechanical composition, which be evidences of the product compliance.
Q5: Why do independent factories offer different pricing for low volumes compared to online brokers?
Online subcontracting platforms take advantage of a worldwide network to offer quick turnaround on prototype orders, generally 10 pieces or less. Physical factories however do not involve intermediaries, resulting in a greater cost-effectiveness factor and production control transparency most of all for the 100-500 pcs range.
Q6: What surface treatments boost corrosion resistance for aluminum extrusion rapid manufacturing parts?
Possible treatments include glass sandblasting, simple anodizing, and MIL-A-8625 Type III hard anodizing which is characterized by the ability to resist salt spray for over 500 hours. Besides the three treatments mentioned above, other techniques can be employed to simultaneously improve the corrosion resistance and wear resistance of parts.
Q7: How do you guarantee IP protection of custom designs during the rapid tooling stage?
A confidentiality agreement legally binding both parties is signed before the start of cooperation. All design documents are kept on an encrypted server that is ISO 27001 certified, which totally gets rid of the risk of drawing leakage or misuse while at the same time it gives a thorough protection of the client's intellectual property.
Q8: Can I request factory video inspection or third-party testing reports for small batch orders?
A qualified manufacturer offers support for real-time video remote monitoring and can also provide geometric tolerance and mechanical property testing reports that have been issued by internationally recognized authorities like SGS, TUV, and Insbeck, thereby enabling product quality traceability.
Resumo
There is no universal service provider for small batch aluminum extrusion manufacturing, only by selecting products that fit the project stage can the optimal cost-effectiveness be achieved. Low-priced platforms or well-known manufacturers cannot fulfill all requirements. Prototyping should be done by the fastest digital platforms. Then again, for the final confirmation stage after the design freeze, the process control functions of a physical factory can be very effective in producing the minimum of projects risks and ensuring the progress of a project.
Accurate process control, one-stop processing, and clear cost systems are what a small batch aluminium extrusion projects can be implemented successfully.If you are able to select the right production partner, you can make the R&D cycle of precision aluminum parts not only faster but also more affordable.
In search of a data-backed, professional-grade solution to your low-volume running needs? You don't need to waste your time trying and comparing over and over again. LS Manufacturing, with its well-developed aluminum extrusion service and abundantly experienced front-line projects, can ensure that your precision parts are successful.
Share your 3D CAD drawings in STEP, IGES, or X_T formats with us, and within 24 hours, you will get a professional DFM feasibility analysis and a clear low-volume mold-opening quote. We invest our time and efforts in equipping our clients with technology and traceable test data for their speedy product launch!
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação da LS Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Cotação de Peças necessárias Identifique os requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Estampagem de metal e outros serviços de fabricação completos. Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, com certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo. Para saber mais, visite nosso site:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.