
Service d'extrusion d'aluminium est spécialement conçu pour la production en petits lots de pièces de précision dans des domaines tels que les équipements médicaux, la robotique et les véhicules à énergies nouvelles. Ces services aident à résoudre des problèmes majeurs tels que le coût élevé d'ouverture du moule, le dépassement des limites de tolérance et les difficultés de formation de sections complexes pour de petites quantités de 50 à 500 pièces. Les lignes de production des grands fabricants traditionnels sont suffisamment grandes pour traiter des commandes importantes de plusieurs tonnes, mais elles ont du mal à équilibrer les faibles coûts et les tolérances de précision de 0,05 mm. Cet article est une revue comparative des 8 plus grands fournisseurs de services au monde qui se concentre sur leur capacité à répondre étroitement aux besoins de fabrication personnalisés à chaque étape de R&D avec des paramètres de processus solides, fournissant ainsi une solution de formage rentable pour les lots petits à moyens pièces de précision en aluminium.
Le personnel d'achat et de conception est confronté à des problèmes tels que des problèmes de coûts d'ouverture de moule élevés, un dépassement des limites de tolérance et des échecs de formage de sections creuses tandis que l'intérêt de personnaliser des extrusions d'aluminium en faible volume est en grande partie dû à. En réalité, les processus d'extrusion et les configurations de moules traditionnels sont orientés vers une production de masse à grande échelle et, de ce fait, ne peuvent pas répondre aux exigences d'une production de précision en petits lots. Cet article présente un examen comparatif multidimensionnel des fournisseurs de services traditionnels concernant les processus, les coûts et les délais de livraison, qui aidera les utilisateurs à trouver des partenaires rentables et de haute précision.

Aperçu rapide des paramètres clés des meilleurs fournisseurs mondiaux de services d'extrusion d'aluminium
Ce chapitre résume les principaux atouts de huit principaux fournisseurs de services, répondant avec précision aux besoins des projets d'extrusion d'aluminium à faible volume et fournissant des références de données intuitives et professionnelles pour les décisions d'approvisionnement.
| Prestataire de services | Quantité minimum de commande (pièces) | Tolérance limite (mm) | Cycle d'ouverture du moule (jours) | Scénarios principaux applicables | Plage de coûts unitaires (USD) |
| LS Manufacturing | 50 | ±0,03 | 7-10 | Vérification technique de précision à faible volume | 12-18 |
| Protolabs | 1 | ±0,10 | 3-5 | Prototypage rapide de concepts | 20-28 |
| RapidDirect | 30 | ±0,06 | 8-12 | Production de masse régulière en petits lots | 14-22 |
| Fictiv | 1 | ±0,12 | 3-6 | Tests itératifs de prototypes à court terme | 22-30 |
| Hubs | 20 | ±0,08 | 6-10 | Commandes de précision générale en petits lots | 16-24 |
| Waykernm | 40 | ±0,07 | 9-13 | Production en série de pièces structurelles industrielles | 13-20 |
| Xométrie | 5 | ±0,09 | 4-7 | Livraison rapide de prototypes multi-catégories | 18-26 |
| Jabil | 200 | ±0,04 | 12-15 | Production de masse standardisée à grand volume | 10-15 |
Points clés à retenir
- Correspondance aux scénarios : Pour seulement un à dix prototypes de concepts à très faible actif, Protolabs ou Fictiv sont les préférés pour les meilleurs délais de livraison, pour les étapes de vérification technique de 50 à 500 pièces, les fabricants d'ateliers de moules physiques offrent un retour sur investissement total plus élevé.
- Technologie de base : Le secret pour contrôler la précision dimensionnelle de l'extrusion d'aluminium est d'obtenir un préchauffage du moule et une dureté du traitement de nitruration d'au moins HRC 52, avec une surveillance coordonnée de la température de sortie de la filière à 510-530℃.
Pourquoi faire confiance au service d'extrusion d'aluminium de LS Manufacturing pour une production à faible volume ?
Les plus gros problèmes liés à la production en petites quantités d'aluminium extrudé sont l'instabilité des précisions et le contrôle des coûts. En réponse aux exigences de production de précision en petits et moyens lots, en utilisant des ateliers physiques et des processus bien établis, LS Manufacturing est en mesure de fournir et de se conformer aux normes des systèmes de qualité ISO 9001:2015. Les tests physiques prouvent que les valeurs de tolérance sont plus susceptibles de s'écarter pour les commandes de petits lots sur les plateformes numériques, tandis que notre ligne de production peut contrôler de manière stable la torsion des pièces jusqu'à 0,5 mm/mètre.
Dans la production en petits lots, la tolérance d'erreur peut être beaucoup plus faible et les paramètres de processus habituels peuvent donc ne pas convenir aux scénarios de production flexibles. Pour obtenir systématiquement des propriétés mécaniques des profilés répondant aux normes, nous nous engageons non seulement à nous conformer à la norme matérielle ASTM B221-12, mais également pour les lots de 50 à 500 pièces, le taux de qualification du produit qui monte jusqu'à 99,2 % est bien supérieur à la moyenne de l'industrie de 85 %.
Nous différons des plateformes de sous-traitance uniquement car en plus de disposer de notre propre atelier de moules, nous pouvons également optimiser largement les matériaux de moulage et les paramètres de contrôle de la température grâce à une interaction continue. Après avoir supprimé les majorations intermédiaires, investir précisément les fonds de R&D dans l'optimisation des processus est exactement ce qui est fait tout en évitant les pertes supplémentaires résultant des réparations et des retouches répétées des moules.
Les processus standardisés et le système de contrôle qualité de notre usine physique évitent efficacement les problèmes de reprise dans l'extrusion d'aluminium à faible volume, ce qui la rend plus adaptée à la R&D à long terme en petits lots qu'aux plateformes de sous-traitance. Pour maîtriser les points essentiels du processus et comprendre les avantages des services professionnels d'extrusion d'aluminium professionnels, vous pouvez télécharger gratuitement notre livre blanc exclusif sur les processus.

Pourquoi les ingénieurs de conception devraient-ils investir dans des services d'extrusion d'aluminium personnalisés plutôt que dans des profils standard disponibles sur étagère ?
Service d'extrusion d'aluminium personnalisé est capable de combiner différentes caractéristiques telles que des fentes, des trous filetés et des ailettes de dissipation thermique dans un seul profil en même temps, ce qui non seulement supprime le besoin d'usinage CNC secondaire, mais maintient également la tolérance d'assemblage de l'ensemble de l'opération à moins de 0,03 mm permettant son utilisation. dans le développement d'instruments de précision. De plus, la rentabilité totale et la précision de l'extrusion d'aluminium sur mesure dépassent largement celles de la modification des profils standard, c'est donc la méthode la plus privilégiée dans la production d'instruments de précision légers.
Principaux inconvénients de la modification du profil standard
La modification des profils par des méthodes conventionnelles reste un choix majeur pour le développement. Pourtant, les multiples étapes d'usinage CNC requises rendent le processus très laborieux et la tolérance aux erreurs est presque négligeable. Les profilés standard traités avec un service régulier d'extrusion d'aluminium répondent à peine aux exigences structurelles personnalisées. spécifications des équipements de précision entraînant un taux de rebut de 15 %, ce qui entraîne une augmentation significative du coût et du temps nécessaire au développement.
De plus, les multiples opérations d'usinage vont non seulement perturber la structure du grain du profilé, mais entraîneront également une réduction de la résistance, une conception structurelle d'extrusion d'aluminium bien conçue peut grandement aider à éviter de tels défauts.
Avantages techniques fondamentaux de l'extrusion personnalisée
L'uniformité des grains de qualité supérieure est le principal avantage de l'extrusion personnalisée et de la technologie de simulation de canaux chauds DFM pour analyser et optimiser le chemin d'écoulement du métal. Les Les fabricants de services d'extrusion d'aluminium personnalisés peuvent ajuster avec précision ces paramètres de processus pour corriger les défauts de modification du profil standard à partir de la source.
- Amélioration structurelle : Permet de former la pièce entière avec une épaisseur de paroi ultra fine allant jusqu'à 0,8 mm, dépassant ainsi la limite minimale d'épaisseur de paroi du profil standard de 1,5 mm et répondant au besoin d'équipement léger.
- Prévention des défauts : Une disposition de micro-grains uniforme dans tout le volume résout complètement les problèmes de distorsion et de déformation résultant d'un refroidissement asymétrique de l'épaisseur de paroi.
- Économique : Le formage direct d'une seule pièce supprime le besoin de traitement secondaire, ce qui entraîne une réduction de plus de 30 % du temps et du coût du post-traitement.
L'extrusion d'aluminium personnalisée s'attaquera aux inconvénients de la modification typique du profil dans différentes dimensions. Le processus de moulage d'une seule pièce s'associe également bien aux progrès de l'outillage de précision, réduisant considérablement les pertes en R&D et les taux de gaspillage de pièces.
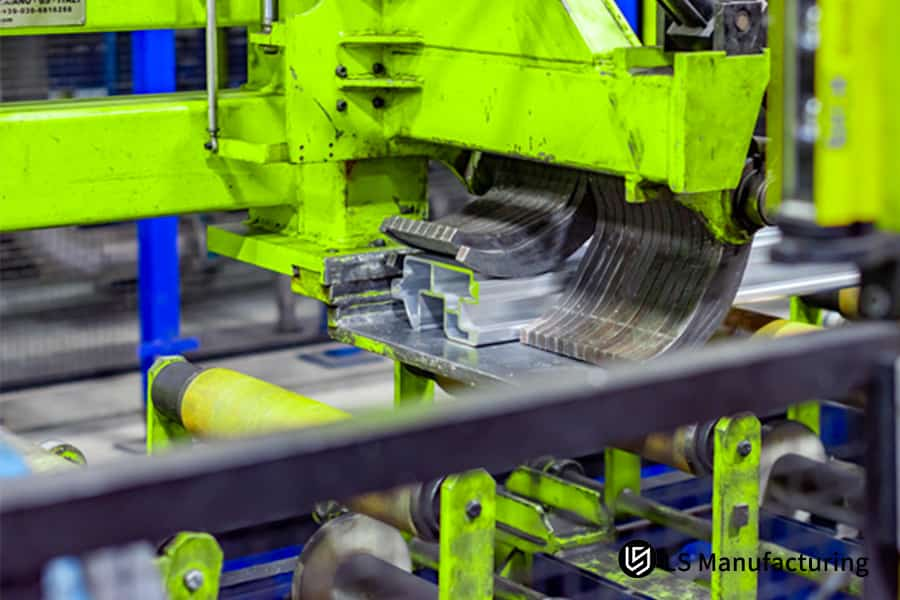
Figure 1 : Une machine d'extrusion d'aluminium dans une usine, formant activement un profilé en aluminium personnalisé.
En quoi les principaux fournisseurs tels que Protolabs, RapidDirect et LS Manufacturing diffèrent-ils en termes d'amortissement rapide des outils pour les faibles volumes ?
Travaillant avec des commandes d'extrusion d'aluminium de moins de 200 pièces, le principe d'amortissement du moule pour l'extrusion d'aluminium à outillage rapide présente une grande différence entre les différents fournisseurs et, par conséquent, le coût d'approvisionnement unitaire est également grandement affecté. Les plateformes numériques et les usines physiques ne sont pas seulement opposées dans le choix de matériaux pour les moules mais aussi dans la manière dont les moules sont retournés, afin que les deux puissent être adaptés à différentes étapes de R&D. Pour tirer le meilleur parti des coûts du projet, il faut opter pour la bonne approche.
Différences entre les fournisseurs de services dans les modèles d'amortissement des moules
Le changement de matrice modulaire est le concept même de base de l'exploitation des plateformes numériques actuelles. Protolabs, Fictiv, etc. dépendent réellement d'un seul type de cadres de moules pour un changement très rapide et parviennent à livrer des échantillons en trois jours, les rendant adaptés au prototypage ultra-rapide mais avec des coûts d'amortissement unitaire plus élevés. De nombreuses plates-formes disposant des meilleurs services d'extrusion d'aluminium adoptent ce type d'activité, des changements efficaces de matrice d'extrusion d'aluminium peuvent parfois rendre le cycle de prototypage encore plus court.
Méthodes économiques pour les commandes de petites quantités
La modification du matériau des matrices est l'arme principale de l'arsenal des usines physiques pour réduire les coûts. LS Manufacturing a décidé d'opter pour de l'acier pour moules P20 pré-trempé plutôt que pour l'acier habituel, ce qui a permis de réduire les coûts de fabrication des moules de 30 à 45 %. C'est la principale raison qui entraîne une diminution des coûts et une augmentation de l'efficacité du moment où un projet d'extrusion d'aluminium d'outillage rapide à faible volume est entrepris. Faire une estimation précise du coût de l'extrusion d'aluminium est la clé pour pouvoir contrôler le budget du projet avec précision.
- Étape du prototype (1 à 10 pièces) : Il est préférable que vous préfériez les plateformes numériques, car elles sont capables de tirer parti de la flexibilité de la chaîne d'approvisionnement pour un prototypage rapide.
- Étape de validation (50-500 pièces) : Cela pourrait être le moment où vousaimerais opter pour des fabricants physiques, car vous pourrez bénéficier de politiques de commande minimum sans prime et vous recevrez également des commentaires techniques directs qui conduiront à un meilleur retour sur investissement à long terme.
Les modèles d'amortissement des moules des différents fournisseurs de services sont adaptés à différentes étapes de R&D. Les usines physiques offrent des avantages de coût significatifs dans les projets d’extrusion d’aluminium d’outillage rapide en petits et moyens lots. Pour un calcul précis des coûts, soumettez les exigences de votre projet pour recevoir un devis précis.

Figure 2 : Pièces complexes en aluminium avec canaux internes, idéales pour le prototypage et la fabrication en petits lots.
Quels contrôles de paramètres techniques régulent la précision dimensionnelle élevée dans un service d'extrusion d'aluminium de précision ?
La manière dont vous révisez et améliorez la qualité globale du service d'extrusion d'aluminium est généralement déterminée par une extrusion à température constante de 510 à 530 °C et un processus d'étirement et de redressage entièrement automatisé qui limite la distorsion du profil aux niveaux standard de qualité aérospatiale de 0,5 mm/mètre. Trois facteurs critiques : la dureté, le contrôle de la température et le contrôle statistique de la qualité sont directement liés aux compétences de fabrication de précision du fournisseur.
Paramètres de contrôle de précision du processus de base
L'étalonnage de la dureté des matrices est la base du contrôle de précision. Les entreprises de production de haute qualité stabilisent avec précision la dureté de nitruration de la filière à HRC 52+ pour éviter les écarts de déformation par extrusion. En outre, la principale condition préalable pour les services professionnels d'extrusion d'aluminium est de toujours fournir des pièces de haute précision. La précision de l'extrusion d'aluminium étroitement contrôlée conduit à un niveau élevé de cohérence dimensionnelle d'un lot de pièces à l'autre.
Normes de test de stabilité de précision
Connaître la qualité du processus est essentiel au contrôle qualité. Les grandes lignes de production utilisent le contrôle statistique SPC pour obtenir CPK1.33, stabilisant ainsi les tolérances des lots. Ce système de contrôle qualité est très courant chez les meilleurs fournisseurs de services d'extrusion d'aluminium. Lorsqu'il est associé à une technologie de refroidissement à haute pression pour perfectionner la qualité du profil et à une gestion thermique stable de l'extrusion d'aluminium pour assurer un contrôle précis de la température.
| Prestataire de services | Dureté du moule (HRC) | Température de démoulage (°C) | Torsion par mètre (mm) | Valeur CPK |
| LS Manufacturing | ≥52 | 510-530 | ≤0,5 | ≥1,33 |
| Hubs | 48-51 | 500-540 | ≤0,8 | ≥1.10 |
| Waykernm | 47-50 | 505-535 | ≤0,7 | ≥1,15 |
La stabilité dimensionnelle du service d'extrusion d'aluminium de précision est contrôlée par plusieurs paramètres de base, les différences de processus déterminent directement la précision des produits finis et le taux de réussite de la production par lots.
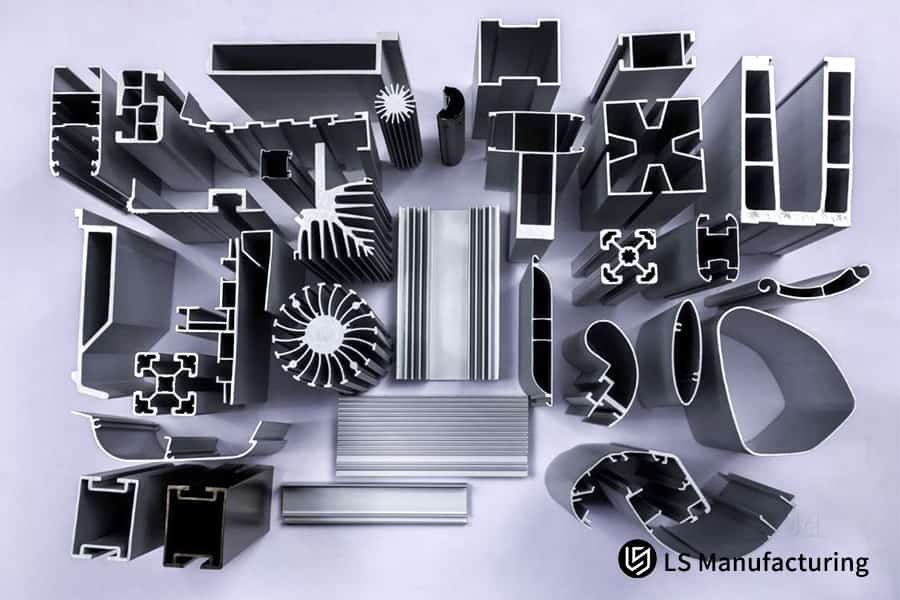
Figure 3 : Divers profils d'extrusion d'aluminium personnalisés, présentant une gamme de conceptions et de formes en coupe transversale.
Comment l'extrusion d'aluminium pour le prototypage accélère-t-elle la phase de test de vérification technique dans les projets robotiques et automobiles ?
Grâce à la technologie de moulage souple rapide pour l'extrusion d'aluminium à des fins de prototypage, il est possible d'obtenir des échantillons de qualité de niveau production de masse dans un délai de 7 à 10 jours ouvrables, réduisant ainsi considérablement le cycle de test des composants structurels robotiques et automobiles. Cette méthode constitue un bon compromis entre la rapidité de livraison et le maintien des propriétés mécaniques standards, adaptées aux changements itératifs rapides de nouveaux projets énergétiques et robotiques.
Normes de performance des profils extrudés des prototypes
Les performances mécaniques standards constituent le principal critère pour les tests de prototypes. Les paramètres mécaniques du profil 6061-T6 testé sont entièrement conformes aux normes industrielles ASTM B221. L'extrusion d'aluminium de haute qualité pour le prototypage peut être garantie par un contrôle des performances standardisé, ce qui explique l'authenticité et la validité des données de test du prototype. En outre, la validation standardisée des prototypes d'extrusion d'aluminium est en mesure d'éliminer les biais dans les données de test.
Solutions d'atténuation des risques liés au développement de prototypes
La prévision du risque de rupture du matériau est la base de l'optimisation du processus. Grâce à la simulation FEA (Finite Element Analysis),il est possible d'identifier au préalable les défauts structurels, évitant ainsi les problèmes de fissuration à chaud. La technologie de simulation avancée augmente non seulement considérablement le rendement du produit fini de la fabrication rapide d'extrusion d'aluminium, mais également une correction précise des défauts d'extrusion d'aluminium peut éliminer complètement divers défauts de moulage.
- Choisir le bon matériau et la bonne modification : Pour trouver la meilleure combinaison de ténacité et de rigidité, les profils 6061-T6 doivent être utilisés pour les composants structurels des robots, tandis que les profils 6063-T6 conviennent aux pièces automobiles légères.
- Simulation et prédiction : Les zones faibles peuvent être pré-renforcées et optimisées grâce à la simulation de contraintes par éléments finis avant que le produit n'entre en production de masse.
- Itération rapide : La technologie de moule souple permet des changements rapides de moule dans la production de petits lots et peut répondre à plusieurs itérations de R&D.
L'extrusion d'aluminium pour le prototypage peut raccourcir considérablement le cycle de vérification technique des équipements de précision, en équilibrant l'efficacité de la livraison et les propriétés mécaniques standardisées. Pour faire référence à une expérience similaire en matière de mise en œuvre de R&D, vous pouvez consulter gratuitement des cas de mise en œuvre de haute qualité dans l'ensemble du secteur.
Quel fournisseur est en tête de la meilleure matrice de comparaison des services d'extrusion d'aluminium pour les besoins en faibles volumes ?
Il n'existe pas de solution optimale absolue pour les meilleurs services d'extrusion d'aluminium. Différents fournisseurs de solutions ont des atouts différents en termes de tolérances MOQ, de délais et de prix. Le choix doit dépendre du volume de la commande et du stade de R&D. obtenir un ajustement précis maximisera la rentabilité de l'approvisionnement.
Analyse du positionnement principal du fournisseur de services
Le positionnement de la chaîne d'approvisionnement est la raison de la sélection. Jabil convient parfaitement aux commandes de production de masse à l'échelle de la tonne, tandis que Protocolabs se concentre davantage sur le prototypage rapide. Différents prestataires de services forment ensemble un système de marché complet pour les meilleurs services d'extrusion d'aluminium. Une production par lots d'extrusion d'aluminium bien développée peut être compatible avec différents volumes de commandes.
Meilleure méthode de sélection pour les commandes à faible volume
Les techniques de mise en correspondance de faibles volumes peuvent être d'une grande aide pour la prise de décision en matière d'approvisionnement. Dans les commandes d'essais de 50 à 500 pièces, LS Manufacturing est en avance sur la plate-forme de sous-traitance en raison de sa plus grande précision, de son prix inférieur et de son délai de livraison plus court. C’est également la principale raison pour laquelle il figure très fréquemment parmi les meilleurs fournisseurs mondiaux de services d’extrusion d’aluminium. Le réglage ciblé des tolérances d'extrusion d'aluminium est très bien adapté aux projets qui nécessitent une haute précision.
Les meilleurs fournisseurs de services d'extrusion d'aluminium ont des atouts individuels. L'utilisation à la fois du volume de commande et du stade de R&D pour la sélection peut vous offrir la plus grande rentabilité d'approvisionnement et l'efficacité de mise en œuvre du projet.

Figure 4 : Profilés, supports et fixations en aluminium disposés, présentant un kit de service d'extrusion en petits lots.
Étude de cas : Comment LS Manufacturing a développé des composants de service d'extrusion d'aluminium 6061-T6 personnalisés pour un projet de bras de robot chirurgical à grande vitesse
Ce service médical d'extrusion d'aluminium personnalisé pour un client OEM a personnalisé les pièces en porte-à-faux de robot chirurgical. En 14 jours ouvrables, 200 jeux de pièces multi-empreintes ont été livrés avec des tolérances stables de 0,03 mm, éliminant le potentiel de microfissures. Il s'agit d'un cas de référence pour la fabrication de pièces médicales de précision à faible volume.
Principaux défis du client
Le client avait préalablement personnalisé son robot en porte-à-faux selon une conception asymétrique à double cavité creuse. Après la production du premier lot d'échantillons, un désalignement des cloisons et des traces d'écoulement en surface ont été constatées. Lors de tests non destructifs à des fins médicales, ils ont échoué et, par conséquent, le calendrier de vérification R&D du projet a été directement retardé.
Solution de fabrication LS
- Grâce à notre vaste expérience dans la réalisation de projets de personnalisation de pièces de robots médicaux, les principaux défauts des profils creux complexes proviennent d'un contrôle inégal de la température et/ou d'un moule déraisonnable. conception.
- We have re-designed the structure of the welding chamber in the flow-dividing combination mold and initiated a unique temperature control compensation formula: Temperature fluctuation value = Measured temperature - Standard range median, cooling time compensation is 0.2s/. This technique almost totally gets rid of any structural deformation issues in an aluminum extrusion structure.
- We have ensured that the mold hardness remains locked at HRC 52+ and have extruded temperature stabilized at 515℃ with the help of the liquid nitrogen closed-loop temperature control. Together with a precision extrusion ratio of 35x, this completely eradicates problems like uneven metal flow and hot cracking.
- The process was developed so much that it is now an exact fit for precision production standards of high-end rapid tooling aluminum extrusion. Aluminum extrusion process expertise is leveraged to ensure that the process parameters are implemented correctly.
Project Results
The final part cavity tolerance is stable at 0.03mm. The professional testing reveals that its mechanical properties outperform industry standards. Customers can get merge verification cycle 40% less and unit cost 38% less with this solution, which is also a way of addressing typical problems in the forming of complex thin-walled parts at the source of the process and so achieving triple optimization of precision, cost, and cycle time.
This example shows that improved processes can allow custom aluminum extrusion services to be changed to produce high-end precision medical components, essentially solving complex profile forming defects. If you want to imitate the solution, then submit your drawings to get a customized production plan.

What Common Pitfalls in Small Batch Aluminum Extrusion Design Lead to Production Failures and How to Avoid Them?
Two common design mistakes in small batch aluminum extrusion are asymmetrical wall thickness and very small sharp internal corners. Both of these easily cause mold chipping and profile cracking. By standardizing drawing parameters, manufacturers can prevent over 80% of production failures at the source thereby greatly reducing rework losses.
Study on the Risks of Frequent Design Defects
Design with uneven wall thicknesses is a major reason for failure. Asymmetrical wall thickness results in imbalanced metal flow, leading to profile distortion and cracking. It is also the most commonly ignored flaw in small batch aluminum extrusion design. Very small sharp corners lead to stress concentration, scientific aluminum extrusion design optimization can steer clear of these problems beforehand.
Principles to Avoid Designs that are Standardized
When corner design is standardized it can prevent production defects effectively. Very specific small batch design methods will enable designers to optimize drawings very quickly. Checking production drawings before manufacture is something that professional aluminum extrusion companies always do. Proper aluminum extrusion parameter selection will greatly accommodate small batch production conditions.
- Wall Thickness Regulation: The wall thickness ratio of asymmetric parts is tightly controlled within 2:1 to ensure uniform metal flow.
- Rounded Corner Design: To remove stress concentration, all corners have been designed with R0.5-R1.2mm rounded corner transitions.
- Process Selection: To avoid internal porosity defects and improve structural density, aluminum extrusion is recommended instead of die casting.
Standardized drawing design is critical for achieving high quality and low cost in small batch aluminum extrusion. Compliance with standardized principles enables manufacturers to avoid most production failures and scrap problems right from the source.
How Do Post Machining and Surface Finishes Influence the Total Costs of Aluminum Extrusion Rapid Manufacturing?
Post-processing like CNC milling and hard anodizing usually take up more than 40% of the total cost in aluminum extrusion rapid manufacturing. So, it's really important to focus on controlling these costs. Efficient post-processing methods combined with optimized manufacturing that ensure the accuracy of assembly can help greatly reduce the overall cost of even small-batch orders.
Difference in Costs of Various Post-Processing Techniques
The primary way to lower costs here is integrated processing. One-stop service can handle extrusion, machining, and surface treatment all at once, this way it potentially does away with tolerance deviations and logistical losses due to outsourcing different vendors. It is one of the main benefits of aluminum extrusion rapid manufacturing, good aluminum extrusion post-processing can really raise delivery efficiency.
Techniques for Cutting Costs through Process Optimization
Accurate control of film thickness greatly reduces the chances of rework. Anodized film thickness for precision parts should be kept between 15 to 25μm to ensure it does not impact the accuracy of assembly. Changing fixture clamping design can help accomplish post-processing in 40% less time, which means increased production of small batch aluminum extrusion. By using premium aluminum extrusion surface treatment, the protection of parts and their visual quality can be improved together.
| Post-processing Technology | Core Parameters | Cost Percentage | Scénarios applicables |
| CNC Milling | One-time clamping and forming | 22% | High-precision hole and sealing groove machining |
| Ordinary Anodizing | 10-15μm film thickness | 10% | Conventional protective parts |
| Hard Anodizing | 15-25μm film thickness, MIL-A-8625 Type 3 | 18% | Corrosion-resistant and wear-resistant precision parts |
| Sandblasting | Glass sandblasting refinement | 8% | Decorative structural parts |
Post-processing technology significantly impacts the overall cost of aluminum extrusion rapid manufacturing. A one-stop processing model effectively controls costs and improves quality. For precise control of the overall order cost, we offer a free calculation of the overall project procurement cost.
FAQ
Q1: What is the typical minimum order quantity (MOQ) for an aluminum extrusion service tailored for prototyping?
Platforms like Fictiv and some low-volume service providers like LS Manufacturing can offer MOQs as low as 50 pcs or 100kg total weight for flexible dies. Usually, regular extrusion plants require a minimum order of 1 ton, which is suitable for very large production runs.
Q2: How long does it take to manufacture a rapid tooling aluminum extrusion die and deliver the first article?
By using standard die frames and modular pre-hardened steel, flexible manufacturers manage to do rapid dies and deliver first articles within 710 working days. Traditional factories with their complicated die-making processes need the time of 4 weeks or even more. You can just upload your drawings to get an accurate quote within a short time for die-making and delivery cycles.
Q3: Can your small-batch aluminum extrusion service handle the strict tolerances required for high-end electronics?
Pure extrusion can only achieve a precision of 0.15mm at best, so it is not feasible to reach the 0.02mm precision for high-end electronics. To accomplish the demanding dimensional targets and to be compatible with the assembly of high-end electronics equipment, precision CNC secondary milling is necessary.
Q4: Which international material and safety standards do your custom aluminum extrusion service components conform to?
These compliance-oriented employees strictly adhere to the ASTM B221, EN 755, and RoHS directives. Each batch of products is accompanied by quality inspection reports on chemical and mechanical composition, which be evidences of the product compliance.
Q5: Why do independent factories offer different pricing for low volumes compared to online brokers?
Online subcontracting platforms take advantage of a worldwide network to offer quick turnaround on prototype orders, generally 10 pieces or less. Physical factories however do not involve intermediaries, resulting in a greater cost-effectiveness factor and production control transparency most of all for the 100-500 pcs range.
Q6: What surface treatments boost corrosion resistance for aluminum extrusion rapid manufacturing parts?
Possible treatments include glass sandblasting, simple anodizing, and MIL-A-8625 Type III hard anodizing which is characterized by the ability to resist salt spray for over 500 hours. Besides the three treatments mentioned above, other techniques can be employed to simultaneously improve the corrosion resistance and wear resistance of parts.
Q7: How do you guarantee IP protection of custom designs during the rapid tooling stage?
A confidentiality agreement legally binding both parties is signed before the start of cooperation. All design documents are kept on an encrypted server that is ISO 27001 certified, which totally gets rid of the risk of drawing leakage or misuse while at the same time it gives a thorough protection of the client's intellectual property.
Q8: Can I request factory video inspection or third-party testing reports for small batch orders?
A qualified manufacturer offers support for real-time video remote monitoring and can also provide geometric tolerance and mechanical property testing reports that have been issued by internationally recognized authorities like SGS, TUV, and Insbeck, thereby enabling product quality traceability.
Résumé
There is no universal service provider for small batch aluminum extrusion manufacturing, only by selecting products that fit the project stage can the optimal cost-effectiveness be achieved. Low-priced platforms or well-known manufacturers cannot fulfill all requirements. Prototyping should be done by the fastest digital platforms. Then again, for the final confirmation stage after the design freeze, the process control functions of a physical factory can be very effective in producing the minimum of projects risks and ensuring the progress of a project.
Accurate process control, one-stop processing, and clear cost systems are what a small batch aluminium extrusion projects can be implemented successfully.If you are able to select the right production partner, you can make the R&D cycle of precision aluminum parts not only faster but also more affordable.
In search of a data-backed, professional-grade solution to your low-volume running needs? You don't need to waste your time trying and comparing over and over again. LS Manufacturing, with its well-developed aluminum extrusion service and abundantly experienced front-line projects, can ensure that your precision parts are successful.
Share your 3D CAD drawings in STEP, IGES, or X_T formats with us, and within 24 hours, you will get a professional DFM feasibility analysis and a clear low-volume mold-opening quote. We invest our time and efforts in equipping our clients with technology and traceable test data for their speedy product launch!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


