
歯車加工サービスは、用途の不一致、技術性能の低さ、高コストといった問題があるため、製造業者にとって非常に重要な課題となっています。この課題に対処するために従来採用されてきたアプローチは、プロジェクトの遅延や品質低下が30%以上と評価されており、体系的な方法が欠如していることを示しています。
しかし、問題は、他の適合性要因を犠牲にして単価ばかりを追い求めると、サプライヤーの能力を正当に評価することが難しくなる点にある。本稿では、用途に適した技術的要因を用いてサプライヤーの能力を正当に評価する方法を提示することで、この問題に対処する。

歯車加工サービス クイックリファレンス表
サービスの種類 | プロセス | 材料 | アプリケーション | 主な機能 |
歯車ホブ盤加工 | 連続切断 | 鋼鉄、鋳鉄、真鍮 | 自動車、産業 | 高い生産性、優れた精度 |
歯車成形 | 往復切削 | 合金鋼、青銅 | 内歯車、スプライン | 多用途で複雑な形状 |
歯車研削 | 研磨除去 | 硬化鋼 | 精密歯車、航空宇宙 | 高精度、精密な仕上がり |
ギアシェービング | 仕上げ工程 | 柔らかい素材 | 自動車用トランスミッション | 表面仕上げを向上させる |
歯車フライス加工 | 多歯カッター | 様々な金属 | 試作品、少量生産 | 柔軟性があり、費用対効果が高い |
ギアブローチ加工 | 直線切断 | 延性材料 | スプライン、キー溝 | 高生産性、ワンパス |
ギアホーニング | 研磨仕上げ | 最終仕上げ | 誤りを修正し、表面を滑らかにする |
当社は、互換性などの原則に基づいた設備選定を採用することで、歯車加工における課題解決を歯車メーカーに支援します。この取り組みにより、サプライヤーや材料などの能力評価に関連するプロジェクトの遅延を少なくとも30%削減できます。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
これは、ゼロから構築された経験の文脈を含んでいるため、非常に信頼できる情報です。LS Manufacturingでは、航空宇宙用トランスミッション業界におけるミクロン単位の精度から、医療機器用アクチュエータアプリケーションにおける完璧な信頼性まで、ギア加工において皆様が経験されるのと同じ課題に、現実の環境で取り組んでいます。これらの提案は、5万点以上の精密部品の供給における当社の成功から生まれたものです。一つ一つの部品が、私たちにかけがえのない教訓を与えてくれた、まさに生命線でした。
当社のプロセスは、品質基準に準拠しており、認定機関の基準と厳密に整合しています。米国環境保護庁(US EPA)が定める環境および安全手順を厳守しています。さらに、高い信頼性を備えたギアを提供できるよう、材料科学および熱処理プロセスに関して、 ASM Internationalが定める規則を遵守しています。ギアの機械加工は、自社工場で行っています。
The knowledge we are disseminating in this article is the same that we verify every day in the shop floor of our facility. Be it optimizing the parameters with respect to the process of hobbing hardened alloys or speed versus the accuracy required in high-volume production, the reality is that processes like these are going to be put to stiff testing in the shop floor of our facility at Norton Hannifin – if we are providing high-quality gears in the industry.
図1:LSマニュファクチャリングによるCNCギア製造の技術仕様と仕上げ工程
業界特有のギア用途は、製造要件をどのように決定づけるのか?
業界ごとのギア用途は、それぞれ異なる技術要件を持ち、専門的な製造手法が求められます。本稿では、自動車、風力発電、ロボット工学分野における主要な精度基準と性能基準を概説し、価値の高い技術的意思決定に役立つ実践的な知見を提供します。
| 業界 | 主要な技術要件 | 精密標準 |
| 自動車用トランスミッション | 騒音制御≤65dB、高耐久性 | DIN 6等級 |
| 風力 | 20年の設計寿命、極めて高い信頼性 | GL認証 |
| ロボット減速機 | 高精度な位置決め、コンパクトなデザイン | 歯の形状誤差 ≤0.005mm |
本報告書の目的は、技術要件と精度基準を用いて、各産業における歯車応用計算の構造を概説することである。競争が激しく、高い価値が求められる環境においては、性能要件に合わせてプロセスソリューションをカスタマイズするために、産業横断的なデータベースを活用する必要がある。

歯車製造サービスプロバイダーの中核的な技術力を評価するにはどうすればよいでしょうか?
歯車加工における適切なパートナー選定の手順には、非常に技術的な側面が伴い、技術力と品質システムの完全性に関する体系的な評価が行われます。この文書は、精密な使用における要求を満たすことを保証できるパラメータの観点から、サービス提供パートナーを評価するためのガイドラインを提供します。
- 機器精度検証:機械のパラメータはテスト可能です。ドイツのKAPP社製歯車研削CNCマシンの精度はDIN 5等級です。歯形測定誤差は0.003mm、全ピッチ誤差は0.005mm以下です。計測サービスを依頼する際には、検査対象となるサンプルを固定する必要があります。
- 工程管理方法:サプライヤーの活動に関する文書化の範囲と、サプライヤーの統計的管理レベルを検証します。VNの騒音試験では、表面仕上げのばらつきがないこと、Raが0.4µmを超えないこと、および騒音レベルが65dBを超えないことを確認する必要があります。主要な工程寸法が工程間で均一であることを保証するために、Cpk値が1.33以上であることを検証する必要があります。
- 品質システム認証:ギア製造を含む有効な範囲でISO 9001:2015認証を取得していることを確認します。サプライヤーのサイトにおける不適合および是正措置の管理をレビューします。初回合格率が99.5%以上であることを確認します。
- 技術サポート能力:エンジニアリングスキル、能力、問題解決手法を評価します。見積もりプロセスで収集された製造性設計(DFM)に関するフィードバックを確認します。迅速なプロトタイピングのサイクルタイムを特定します。具体的な事例研究において、困難な技術的課題の解決事例を調査します。
このような枠組みがあれば、 歯車加工パートナーを、単なるマーケティング上の主張ではなく、実証済みの能力に基づき、測定可能かつ証拠に基づいた方法で選定することが可能になります。簡単に言えば、 歯車加工パートナー選定の枠組みは、歯車メーカーが測定可能な側面と品質システムの健全性を重視するよう促すものです。
高精度歯車製造において満たすべき主要な技術指標とは何ですか?
精密歯車製造には、複数の技術指標の厳格な管理が不可欠です。これらのパラメータは、非常に価値の高い環境において適用されます。本レポートでは、 歯車製造におけるサブミクロン精度の制御を実現するために必要な主要パラメータと、その実施手順について解説します。
歯形とピッチ精度
歯形誤差を0.003mm以下、累積ピッチ誤差を0.005mm以下に抑えるため、リアルタイム補正機能を備えた多軸CNC研削加工を提供します。0.001mmの分解能で重要寸法を100%検査するためにギア測定センターを使用し、すべての公差範囲でCpK値が1.67以上となるようにSPCチャートを用いて監視します。
表面品質と微細形状
研削およびドレッシングサイクルに最適なホイールを選択することにより、表面粗さはRa ≤0.4μmの範囲内に維持する必要があります。一方、NV ノイズテストは、主に、アプリケーションの負荷条件に応じたリードとプロファイルの変化を含む歯面の微細形状の検査に焦点を当てる必要があります。これは、機械プロセス中の寸法安定性のための温度安定化によって促進され、機械温度は20±1°Cの間に設定されます。
バッチの一貫性とトレーサビリティ
ロット間のばらつきは±0.005mm以内に抑えられています。ISO 9001:2015認証取得済みのプロセスにより、ロット間のばらつきが確実に抑制されています。部品には、材料トレーサビリティ、プロセストレーサビリティ、および試験結果トレーサビリティの各レベルで追跡記録が残っています。初回合格率は99.5%を超えています。
したがって、定量化可能な技術指標を用いて精密歯車製造を継続的に改善するための明確な道筋が示される。このような厳密な精度管理とプロセス最適化のための設計により、製造業者は航空宇宙、ロボット技術、医療技術といった非常に特殊で要求の厳しい技術要件に対応することが可能となる。
カスタマイズされたギアソリューションは、特定の運転条件の要件をどのように満たすのでしょうか?
標準部品では満たせない独自の運用要件に対応するには、 カスタムギアソリューションが不可欠です。このドキュメントでは、精密工学と特殊なプロセスを通じて、カスタマイズされた設計アプローチがどのように特定の技術的課題に対処し、要求の厳しい用途で最適なパフォーマンスを保証するかを詳しく説明します。
- 高速用途:高速ギアセットにおける騒音と振動を低減するために、当社では特定のプロファイルバリエーションを採用しています。負荷の動的な配分に関して、最適化されたギアプロファイルによりギアセットの無騒音化を実現することで、効率の低下を最小限に抑えつつ、 3~5dBの改善を達成しました。
- 高負荷用途:高負荷用途では、高度な熱処理プロセスによってギアの耐久性を向上させます。浸炭深さと焼き戻しパラメータを制御することで、コアの靭性を維持しながら表面硬度を高め、耐用年数を2倍に延ばします。
- 特殊な材料要件:運転環境に関連する極端なケースでは、材料仕様は特別な運転仕様に従います。例えば、化学工業の場合は耐腐食性材料、熱環境の場合は耐高温性材料が使用されます。
Gibenのカスタムギアソリューションは、綿密な分析と製造を通じて、お客様の特別なニーズにお応えします。実際、Gibenのカスタムギアサービスにおける高度な技術力は、従来のギアでは対応できないような過酷な条件下でも、部品の有効性を保証します。

図2:LSマニュファクチャリング社が運用上の要求に合わせて設計した工業用精密ギア
歯車加工の正確な価格設定モデルを構築するには?
正確な歯車加工の見積もりには、価格に関連する多くの要素を考慮した体系的なプロセスが必要です。本稿では、材料費、加工費、間接費などを考慮したコストモデルを正確に構築し、収益性の高い見積もりを作成するための体系的なプロセスについて概説します。
材料費分析
材料費は、材料の種類、ブランクサイズ、およびロス率に関連するギアの仕様に従って計算されます。材料費は、実際の材料費とサプライヤーからのリアルタイムの在庫状況情報に基づき、特定の数量における市場価格を考慮することで、非常に正確に見積もることができます。
処理時間の計算
加工時間は、ギアの複雑さや公差レベルによって変動する場合があります。加工時間の計算は当社のシステムで行われます。当社が過去に製造した既存のギア製品と機械の効率係数から、段取り時間、加工時間、二次加工時間を算出し、総人件費を見積もることができます。
熱処理と仕上げ
当社では、歯車用途の要件に基づき、浸炭、焼入れ、研削などの特殊加工も承っております。これらの加工は、硬度や表面仕上げを指定することで、インテリジェントな価格設定システムに自動的に組み込まれ、すべての技術要件のコストが正確に算出されるようになっています。
間接費と利益率
原価計算システムでは、工場間接費、工具間接費、品質管理費を各ジョブに均等に配分することと規定されています。したがって、コンピュータシステム上で料金を調整することで、製品の実際の間接費のデータバンクを構築し、利益を上げることができます。
当社の高精度な歯車加工見積もりは、 95%の精度を誇ります。コストモデル作成プロセスは、専門知識だけでなくデータ分析にも基づいており、技術面、財務面を問わず、見積もりに関連するあらゆる要素が最終的な見積もり価格に確実に反映されるようにしています。お問い合わせには迅速に対応いたします。
ギア製造サービスプロバイダーを評価する際に考慮すべき重要な要素は何ですか?
ギアサービスサプライヤーの選定は、仕様書だけでなく、実際の現場での基本的な能力を見極めるという、困難な作業です。 ギアサービスサプライヤーの徹底的な評価には、コストと納期のリスク管理のために特別に設計された評価基準に基づいた、綿密な能力監査プロセスが含まれます。以下のプロセスは、主張や判断に基づく可能性を確固たる証拠へと落とし込むことで、この問題を解決します。
技術的能力の検証
CNC歯車ホブ盤と研削盤については、現地監査を実施します。製造業者の技術力を評価するため、厳しい公差(例えば、AGMAクラス10などのより厳しい規格で規定されている厳しい公差レベル)で製造された代表的なロットを選定し、CMMを用いて歯形やリード誤差に関する基本パラメータを評価します。
監査システム品質管理
ISO認証の取得状況を評価するだけでなく、その実施状況の徹底度も評価します。過去の生産実績におけるサイズとばらつきに関する統計的工程管理図を精査します。不適合報告書、あるいは実施された是正措置の分析結果は、品質システムが初期不良に適切に対処している度合いを判断する上で役立ちます。
プロジェクト実行能力の評価
与えられた期限内に作業を遂行するという彼らのコミットメントに基づき、プロジェクト遂行における彼らの有効性が考慮されます。設計フィードバックから最終検査に至るまでの問題解決プロセスを文書化し、同様の複雑な機器で構成された以前のプロジェクトにおける彼らの有効性も評価されます。
このギアサービスサプライヤー評価は、測定可能な基準に基づいてサプライヤーの能力を判断する包括的なアプローチを保証します。ただし、この方法は、能力基準の評価が現場監査を通じて行われることを保証し、製造業者がサプライヤーの主張ではなく、サプライヤーが実証した能力に基づいて適切な意思決定を行う自由を与えます。評価基準を導入することで、製造業者は技術要件を満たし、パートナーシップを成功に導くサプライヤーを選択することができます。

図3:LSマニュファクチャリング社による、特殊な製造ニーズに対応したカスタム設計の精密ギア
異なる素材で作られた歯車の製造工程における主な違いは何ですか?
製品ごとに材質が異なるため、加工手順には様々な要件があります。本レポートでは、鋼製歯車加工、銅合金製歯車加工、およびエンジニアリングプラスチック製歯車加工における加工技術の違いを踏まえ、パラメータの最適化について解説します。
| 材質の種類 | コアプロセスに焦点を当てる | 主要パラメータの最適化 | 検証指標 |
| 合金鋼 | 熱処理工程における自由応力および残留応力は、厳密に管理されなければならない。 | CBNカッターを使用して比較的低速で作業します(加工速度 - 80~150m/分)。 | 端面硬度-HRC 58-62、最小。 |
| 銅合金 | バリの発生、加工硬化、変形を防ぐため。 | 非常に高い切削速度(毎分200~300メートル)で、高度に研磨された鋭利な超硬工具を使用する場合。 | 寸法安定性、表面仕上げ( Ra < 0.8 µm )。 |
| エンジニアリングプラスチック | 加熱による変形を防ぎます。 | 3000~5000rpmの高速切削、低材料除去率、および空冷方式を採用。 | 正確な歯形、加工後も公差を維持。 |
この分析は、精密歯車加工において、画一的なアプローチが効果的ではないことを示しています。成功の鍵は、材料の根本的な違いを理解し、それぞれに特化した加工技術戦略を導入することです。提供されるフレームワークにより、パラメータの最適化を的確に行うことが可能になり、要求の厳しい用途においても、歯車が硬度、精度、耐久性に関する厳格な仕様を満たすことが保証されます。
大規模な歯車製造において、一貫した品質を確保するにはどうすればよいか?
大量生産される歯車の品質を検査するには、単なる検査だけでは不十分であり、欠陥を回避するための工程管理が必要となる。例えば、何千個もの部品の寸法精度、仕上げ、強度をすべてチェックすることは不可能である。データ駆動型工程管理において品質の一貫性を確保するために、工程を体系化する必要があるのは、まさにこのためである。
- 統計的プロセス管理(SPC)の導入:プロファイル、ピッチ径、振れなどの重要な特性に対して管理図を導入しました。これは、 25個ごとにサンプリングを実施しているためです。寸法が管理限界に近づくとすぐに、実際に欠陥を発生させることなく、工具交換またはプロセス変更を開始します。最後に、重要な寸法については、CPK値を1.67以上に設定しました。
- 工具寿命と加工工程のずれの管理:工具の使用状況はRFIDタグを用いて追跡されます。さらに、除去された材料に基づいて予測保全スケジュールが設計されます。歯車ホブ盤加工では、切削力と音響放射を利用して、歯車の表面仕上げやその他の特性に影響を与える前に工具の摩耗を検出します。
- 堅牢な治具とセットアップ手順の確立:当社では、再現性を維持しながらセットアップ時間を最小限に抑えるため、クイックチェンジパレットを備えた専用治具を使用しています。各セットアップは、生産開始前にマスターギアとCMM測定を使用して検証されます。初回検査では、量産開始前にプロセスが適切であることを確認するため、完全な幾何学的検証を実施します。
- フィードバックループと100%最終検査の統合: SPCに加えて、リアルタイムのプロセス制御の提供に加え、重要な寸法の100%最終検査プロセスもビジョン/CMMを通じて統合され、SPCにプロセス制御性能を提供するデータを提供することで、プロセス制御の持続的な改善を実現しています。
このようにして、大量生産は問題の多いプロセスではなく、管理されたプロセスとなります。プロセス制御、SPC、予知保全、クローズドループプロセスを活用することで、当社はすべてのギアの仕様を保証するだけでなく、自動車、航空宇宙、および産業分野における用途で求められる品質の一貫性も実現しています。
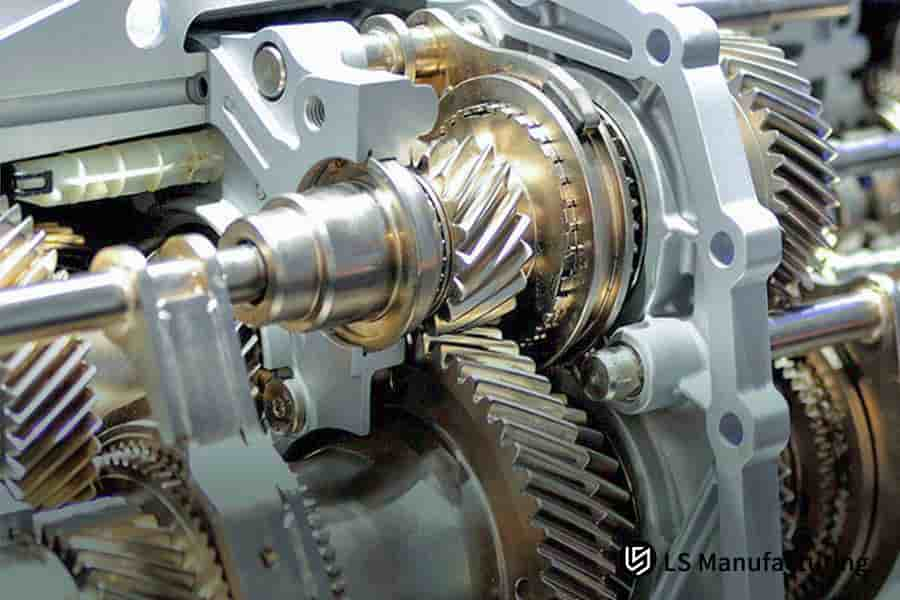
図4:LSマニュファクチャリングによるカスタムギア製造および関連サービスの評価ガイド
LSマニュファクチャリング・ロボティクス・インダストリー:精密減速機のカスタマイズプロジェクト
LSマニュファクチャリングの事例は、 RV減速機用の精密ギアを必要とするロボット企業にとって非常に重要なものでした。LSマニュファクチャリングがこの事例をどのように解決したかを示すことで、ギアに関するこうした技術的要求に対するLSマニュファクチャリングの専門知識を象徴的に表すことができます。
クライアントの課題
このケースでは、ロボット供給会社が抱える問題は、RV用の減速機サプライヤーを探す必要があることです。そのサプライヤーは、20CrMnTi合金鋼製の減速機を供給しなければなりません。さらに、減速機サプライヤーが要求する仕様は、位置誤差が±0.001 mm以下、騒音レベルが60 dB以下です。しかし、これらの技術仕様は通常の歯車ホブ加工では満たすことができません。そのため、極めて高い騒音レベルと位置誤差が原因で、現在35%の不良率が発生しています。結果として、顧客への新しいロボットの納入が3ヶ月遅れ、コストも25%増加しています。
LSマニュファクチャリングソリューション
2段階の精密研削・ホーニングは、以下の手順で行われました。まず、CBN砥石を用いてAGMAクラス9の精度で精密歯車研削を行い、歯形誤差を0.005mm以下に抑えました。次に、特殊研磨材を用いて歯車ホーニングを行い、最終的な表面粗さをRa 0.2~0.4ミクロンにしました。さらに、負荷がかかった状態での歯車の熱変形の影響を軽減するために、最適な歯形修正も実現しました。これは、歯車に関する技術要件を完全に満たすものでした。
結果と価値
設計されたギアは、 DINクラス4規格の精度基準で製造され、顧客の要求を超える0.0008mmの繰り返し精度を実現しました。騒音は4dB低減され、現在は56dBとなり、寿命は10,000時間に向上しました。35 %にも達していた不良率の問題は完全に解消され、顧客のTCOは18%削減されました。これにより、顧客のロボットプラットフォームは、 100%の満足度で打ち上げを実行できるようになりました。
上記の事例は、LS Manufacturingが歯車製造において解決してきた複雑な課題の典型的な例です。プロセスエンジニアリングにおける革新から、歯車の技術要件に至るまで、LS Manufacturingは高性能ロボットおよび自動化アプリケーションにおいて、性能面で選ばれる企業としての地位を確立しました。
高精度ギアの限界によりロボット関節の性能がボトルネックになっている場合、当社のカスタマイズされた高精度ギアソリューションが解決策となるかもしれません。

歯車製造における長期的なパートナーシップを構築するには?
製造業者の取り組みは、パートナーシップの取引的な性質を超え、技術提携による付加価値の創出を含むように拡大されるべきである。顧客とのやり取りは、顧客とサプライヤーの関係を技術提携へと発展させ、共有イノベーションを確実にするための取り組みを含め、継続的に改善されるべきである。本稿では、相互成長と継続的な改善に基づいた長期的な協力関係を構築するための枠組みを概説する。
構造化されたコミュニケーションおよびレビューサイクルの導入
当社では、品質面、トレーニング手法、方法論だけでなく、コスト削減や技術的な複雑さの軽減にも重点を置いた技術レビュー会議を四半期ごとに開催しています。また、技術レビュー会議では、当社の技術スタッフがお客様の技術スタッフと協力して、製造プロセスや最適化プロセスにおける技術的な課題解決に取り組むセッションも実施しています。
積極的な付加価値サービスの開発
正常に機能しなくなった部品を交換するために適切な部品を用意することに加え、製造のプロトタイプ段階で製造可能性に関する追加のコメントがあり、これは工具を作る直前にこれらの部品の問題点を指摘するものです。自動車業界の顧客は、ギアの性能特性以外の製造可能性に関連する非反復エンジニアリング費用を15%削減し、全体的なリードタイムを30%短縮することに成功しました。
透明性の高い業績指標と共通目標の設定
本稿では、納期、歩留まり向上、コスト削減策といった基本的な業績要因に関連する業績指標の導入について議論する。これにより、関係者双方が効率改善が必要な特定の分野に集中して取り組むことが容易になる。例えば、あるロボット製造部門では、総所有コストが3年間で18%削減された。
市場の変化に対応できる柔軟なメカニズムの構築
当社は、市場需要の急激な変化や市場における設計変更に対応するため、緊急時対応計画と機敏なキャパシティソリューションを適用しています。これには、主要部品の保護在庫や、パートナーシップ企業向けに48時間以内に主要な設計変更に即座に対応できる迅速なプロトタイピングソリューションが含まれます。
このパラダイムシフトを通じて、 ギア生産は単なるコモディティ化された事業ではなく、両者が協力して共通の成長を目指す協働事業となります。私たちは、体系的な協力、価値創造、そしてオープンな経営アプローチを実践することで、長期的な協力関係を築き上げていきます。
よくある質問
1. 歯車加工の精度レベルはどのように選択すればよいですか?
用途に応じて、一般伝動の場合はDIN 7-8 、精密伝動の場合はDIN 5-6 、超精密伝動の場合はDIN 3-4とする。
2. 小ロットの歯車加工のコストを最適化するにはどうすればよいでしょうか?
プロセス変更SPCを取り入れ、材料の効率を高めることで、LS Manufacturingは小ロット生産価格を大ロット生産価格の1.3倍以下に抑えることができるはずだ。
3.歯車の熱処理工程はどのように選べばよいか?
材料に応じて浸炭焼入れまたは高周波焼入れのいずれかの加工方法を選択することで、所望の硬度勾配を容易に達成できる。
4. 歯車加工の品質を検証する方法にはどのようなものがありますか?
歯形チェック、歯の方向チェック、ノイズテスト、寿命テストなど、多次元的な検証を通じて行われます。
5.緊急注文の納期はどのように保証されますか?
ファストトラックサービスを提供しており、緊急配送の場合は配送時間を60%短縮できます。
6. なぜギアの改造が必要なのですか?
メッシュ生成速度が向上し、騒音レベルが3~5dB低減され、寿命が30%以上最適化されました。
7.ギアの材質はどのように選べばよいか?
荷重、速度、環境、その他の要因を総合的に考慮して選択してください。一般的に使用される材料には、20CrMnTiと42CrMoがあります。
8. 歯車加工価格にはどのような費用が含まれていますか?
見積もりには、機械加工、加工、熱処理、試験に使用される材料費が含まれます。すべての技術仕様は当社のシステム内で正確に計算され、透明性の高い歯車加工の見積もりを作成します。
まとめ
これにより、企業は、精密な技術マッチングに基づく科学的な評価システムを通じて、プロジェクトの品質、コスト、納期を最適化するために最適な歯車加工サービスプロバイダーを特定できるようになります。
歯車加工に関する専門的なソリューションや見積もりをご希望の場合は、 LS Manufacturingの技術スタッフまでお問い合わせください。専門家がお客様個々のニーズを丁寧に分析し、業界最先端の技術と知識を駆使した、完全カスタマイズかつ高精度なソリューションをご提案いたします。お客様のプロジェクトの個々の要件に基づいたご相談とお見積もりについては、今すぐお電話ください。
高精度ギアを即座に入手して、機器の精度を向上させましょう。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


