
精密レーザー切断によるアクリル加工サービスは、まずアクリルを切断するレーザーの出力強度に焦点を当てることから始まりますが、実際の量産では、微細な亀裂(クレイジング)、過剰な面取り、寸法ずれなどの問題が発生し、歩留まりが大きく変動します。主な技術的問題は、このプロセスが鋳造または押出成形されたアクリルの物理的特性に適応していないことにあります。そのため、パルスエネルギーを動的に調整する能力が制限され、結果として非常に広い熱影響部(HAZ)が発生します。
LS Manufacturingは、 15kWの高輝度ファイバーレーザーと、厚さ20mmのアクリル板に対して±0.05mmの加工精度を保証する独自のガスシールド方式を組み合わせることで、この課題を解決しています。LS Manufacturingは、DFMチェックから応力除去アニーリングまで、エンドツーエンドのカスタマイズサービスを提供し、「オフライン組立」の効率化を実現しています。以下の技術的な説明では、当社のデジタル製造哲学が、アクリル板の精密加工におけるこれらの物理的な課題をどのように解決しているかが明らかになります。

アクリルの精密レーザー切断:OEMクイックリファレンス
| 技術パラメータ | 高品質アクリル部品の実装 |
| 最適な厚さ範囲 | 当社のレーザーカットアクリルは、0.5mmから25mmまで、精密なパラメータ制御によって製造されています。 |
| レーザーの種類と波長 | CO2レーザー(波長10.6µm )はアクリルへの吸収率が高く、効果的なレーザー切断性能を発揮するため使用されています。 |
| 熱および溶融管理 | 出力、速度、および補助ガス(空気)を制御することで、材料の蒸発を促し、過剰な溶融や再鋳造を防ぎます。 |
| エッジの透明度と研磨 | レーザー切断では切断面が炎で研磨されるため、後処理工程が不要になります。 |
| 当社のマテリアルハンドリング | 保護フィルムの貼付と特殊な固定具の使用により、レーザー切断時の表面傷の可能性を完全に排除します。 |
| 結果:光学グレードの仕上がり | 光学グレードのエッジと優れた光透過率を備えた、完璧にカットされた部品を製造します。光学レンズやディスプレイ画面に最適です。 |
| 結果:寸法精度 | ±0.1mmの公差からのずれがなく、精密な切断を保証し、反りも発生しないため、スナップフィットやシーリングに重要です。 |
当社は、OEM向けアクリル素材の精密レーザー切断に関する課題に対するソリューションを提供します。当社の技術は溶融を防ぎ、きれいな切断面を保証し、寸法安定性を維持します。これにより、高い光学的透明度と品質を備えた、見た目にも美しい部品が製造され、最終製品への組み込みにすぐに使用できます。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
アクリル板のレーザーカット方法を解説した資料は数多く存在しますが、なぜこのガイドを選ぶべきなのでしょうか?私たちは単なる学者ではなく、実験室ではなく、日々の作業場で実際に作業を行うプロフェッショナルです。航空宇宙用ビューポートや医療用ハウジングユニットの製造においては、アクリル板の端にひび割れが生じるのを防いだり、厳しい公差を満たしたりするなど、一切のミスが許されない課題に直面しています。
このプロセス全体は、実際の応用を通じた経験に基づく検証に根ざしています。当グループは、材料に関するデータを調査する際には、常にNIST材料データなどの信頼できる情報源を参照し、使用するアプローチを形成する上で役立つ用語の定義にはWikipediaを利用しています。数千もの製造部品に対して実施した広範な研究と実験の結果、厚みとガスアシストを制御するための効率的な技術を開発し、推奨しています。
この経験から得られた実践的な知識は、貴社のOEMプロジェクトに必要な推奨事項の開発に活用されています。その目的は、貴社が費用のかかるミスを回避し、設計上の機会を最大限に活用し、最初の試みで成功を収めることができるよう支援することです。
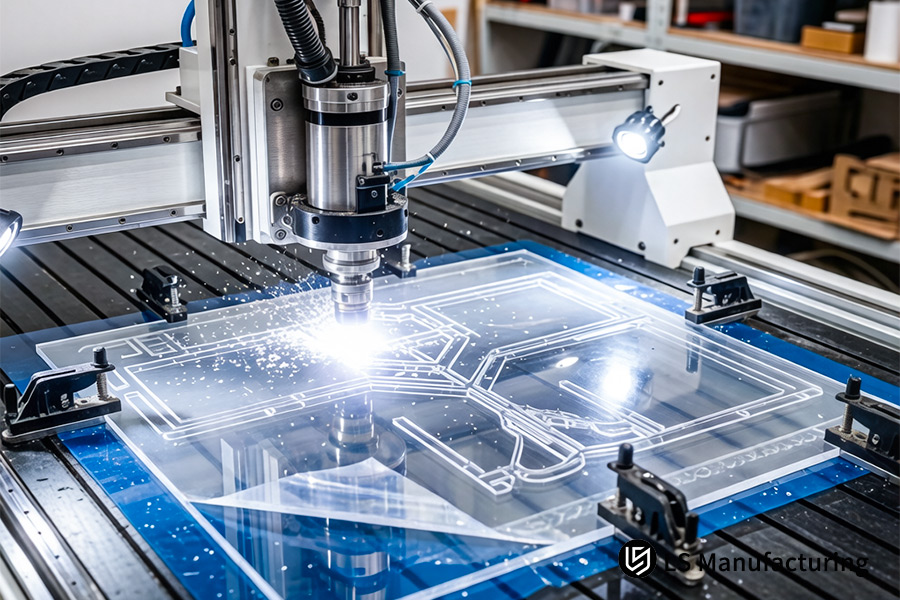
図1:レーザー切断によって、照明カバー用のカスタム形状のアクリル板をトリミングする際に、明るい火花が発生する。
LS Manufacturingが2026年に精密レーザー切断アクリルサービスにおいて最高の選択肢となる理由は?
アクリル材料をミクロン単位の精度で昼夜を問わず連続的に製造することは、2026年における主要な課題の一つであり、組立効率と全体的なコストに影響を与えていました。LS Manufacturingが採用した技術は、リアルタイムのクローズドループ制御と統計計算を用いることで、高精度を継続的に実現することを可能にしました。以下に、当社のソリューションをご紹介します。
リアルタイム経路補正のための閉ループサーボ制御
当社の技術の中核は、サーボモーターによって駆動される光軸であり、その位置はサブミクロンエンコーダによってフィードバックされます。 アクリルの精密レーザー切断時には、このデータがkHz間隔で理論的なツールパスと比較されます。熱ドリフトや機械的摩耗によってずれが生じた場合、次のレーザーパルスの前にサーボ補正が即座に開始されます。これにより、切断プロセスの完璧な精度が保証され、ロック機構を備えた複雑なレーザー切断アクリル部品の製造において不可欠な要素となります。
SPC統合による予防的な欠陥防止
部品の検査を合否判定のみで行うだけでは不十分ですが、 SPC品質管理手順では各部品の寸法を考慮に入れています。切断幅や穴の直径などの寸法は、管理図を用いて管理されます。管理限界からの逸脱は、予防保全の必要性を示し、以降のすべての生産が仕様限界内に収まるようにします。高精度な大量生産レーザー切断部品を実現するには、予知保全が不可欠です。
複雑な形状における幾何学的安定性のための熱管理
アクリル材料は熱の影響を受けやすいため、製造中に局所的な応力が発生し、部品の切断時に変形が生じる可能性があります。熱の影響を軽減するために、パルスレーザーを使用し、最適なデューティサイクルを採用しています。さらに、加工対象物の温度を一定に保つ必要があります。これにより、多層光導波路など、誤差ゼロの精密なレーザー切断によるアクリル部品の幾何学的安定性を実現しています。
拡張可能な生産における一貫性の確保
最後の課題は、品質を損なうことなく、拡張可能な生産を実現することです。この課題に取り組むための当社の戦略は、機械の性能に関するすべての情報をSPCシステムに伝達する完全なデジタルスレッドを導入し、反復的なプロセスモデルを作成することです。この戦略により、当社の工場内のどの機械でも、実績のある作業構成を完全に再現し、同一の結果を得ることができます。当社の薄型アクリル膜向けレーザーマイクロ切断プロセスの一貫性は、数百万回の繰り返し後でも非常に高い水準を維持しています。
この技術文書では、2026年の目標達成に向けてシステム統合の必要性を強調しています。当社の評判は、結果を検証するのではなく、プロセスを制御することを目的とした科学主導型のアプローチに基づいています。今回のケースでは、 LS Manufacturingの精密レーザー切断アクリル加工サービスにおける専門知識を、予測可能な歩留まりで大量生産するという重要な課題の解決を目指します。

精密アクリルレーザー切断は、二次研磨なしで光学グレードのエッジ透明度をどのように実現できるのか?
光学グレードのアクリルと同等のエッジ品質を得るには、コストがかかり予測不可能な追加の加工工程が必要です。ここでの重要な課題は、レーザーと材料の相互作用を制御し、切断自体によって最終的なエッジを研磨することです。LS Manufacturingのアクリルレーザー切断システムはまさにこれを実現します。このプロセスの背後にある技術については、以下で説明します。
現場研磨のための高精度レーザーパラメータ制御
- パルス幅とピーク電力の変調:これは、蒸発を起こさずに完全な溶融層を形成するために、材料への十分なエネルギー伝達を確保するために必要です。そうしないと、エッジが不規則な形状になります。
- 動的焦点位置調整:材料の厚さに対する最適なレーザー焦点位置が選択され、表面張力によって溶融プラスチック層の再流動を開始するために必要なエネルギー伝達が行われます。
- 解決策:上記のプロセスは、当社の高品質アクリル切断サービスの根幹を成すものであり、切断機から取り出した時点で光学的な透明度を備えたすぐに使用できる部品を提供します。
均一な仕上がりを実現するための材料応答の最適化
- 熱応力の緩和:独自の混合ガスを切断面に使用することで、酸化による炭化を防ぎ、基板を冷却して熱による歪みを最小限に抑えます。
- 材料固有のキャリブレーション:アクリル樹脂の各形態(鋳造、押出成形など)およびその色は、 10.6μmの波長における異なる吸収特性に基づいて最適化されます。
- 解決策:その結果、アクリル板の各バッチで一貫したエッジ品質が実現され、ディスプレイや照明ユニットでの使用に適したレーザー加工アクリル部品の製造が可能になります。
直接測定による品質検証
- インラインモニタリング:同軸イメージングシステムを用いて、明瞭度と濁度をインラインで定性的に検査する。
- 定量的検証:接触式表面粗さ計を用いて後処理後の表面粗さ測定を行い、 Ra値が0.8μm未満の厳しい基準を満たしていることを確認します。
- 解決策:実証的な検証により、このレーザー切断技術は、いかなる仮定も必要とせずに、高い光学基準に確実に準拠することが保証されます。
プロセスの安定性と再現性を確保する
- クローズドループ電力制御:レーザー光源の出力電力は、光源からのあらゆるずれを補償するために、リアルタイムで常に監視および制御されます。
- 統合パラメータライブラリ:さまざまな材料や形状で最良の結果を得るために必要なすべてのパラメータを含むライブラリを作成することで、あらゆる製造施設で作業を正確に再現することを容易にします。
- 解決策:説明した制御システムは、光学グレードのレーザー切断の安定性と再現性を保証し、予測可能な研磨されたエッジ仕上げを実現します。
本稿では、エッジ仕上げの割り当てを完了するための、パラメータ固有のエンジニアリング手順について説明します。当社の強みは、単に切断を行うだけでなく、プロセスに関わる溶融相の物理現象を制御できる点にあります。この独自のプロセスにより、精密なアクリルレーザー切断による光学的透明度認証の問題を解決でき、研磨工程におけるボトルネックがなくなるため、お客様にとってコスト効率が高く便利なプロセスとなります。
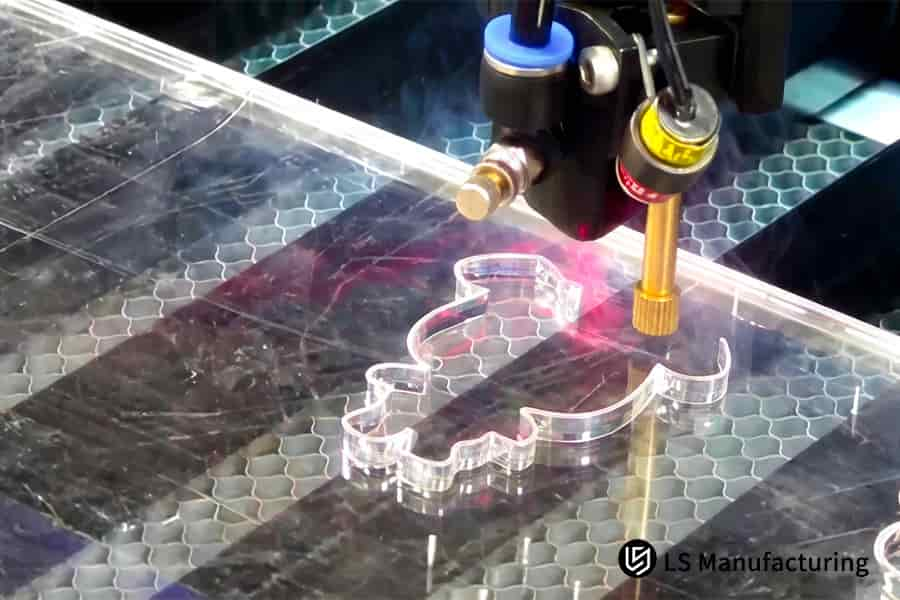
図2:レーザー切断により、建築用看板部品の厚いアクリル板に複雑な内部形状が加工される。
OEMエンジニアは、複雑な多軸形状のアクリルレーザー切断において、なぜOEM向けレーザー切断を優先すべきなのでしょうか?
従来の手法では、OEM設計者向けに複雑な3次元部品や多数の穴が開いた部品を製造する際に問題が生じます。ここで問題となるのは、このような複雑な形状を扱う際に、いかに寸法精度を維持するかということです。本レポートでは、上記の問題に特化した、多軸形状と複雑なアクリルレーザー切断手法について説明します。当社が提供するソリューションは以下のとおりです。
| チャレンジ | 我々の技術的介入 | 定量化された成果 |
| 3D輪郭寸法誤差 | 5軸に沿った同時移動により、プロセス全体を通してビームの垂直性と焦点距離が維持されます。 | 複雑な3D輪郭のレーザー切断加工において、 ±0.05mmの位置決め精度を実現するのに役立ちます。 |
| 薄いウェブにおける熱による反り | 速度と電力の管理、そして最適な軌道選択により、熱を均一に分散させることができます。 | 繊細な部品における反り誤差を70%以上抑制します。 |
| 鋭角部分における特徴の歪み | 高度なソフトウェアアルゴリズムにより、角の滑らか化と鋭利なエッジ部分でのレーザー速度の低減が実現されます。 | 角が焦げるリスクを85%低減します。 |
| 曲線部における穴の正確な位置の確保 | コンピュータ支援設計による軌道最適化により、穴の軸が表面ベクトルに対して直交することが保証されます。 | 穴の同心度は維持され、これは多軸レーザー切断にとって非常に重要です。 |
結論として、効果的なOEMアクリルレーザー切断には、同期動作、適応型温度制御、およびスマートなパスプランニングの組み合わせが不可欠です。当社のLS Manufacturingソリューションは、 OEMプロジェクトにおけるアクリルレーザー切断において、応力による反りを軽減し、幾何学的精度を達成するという特有の課題に対応するために設計されています。この技術的な厳密さは、高度なコンポーネントを設計するための確固たる基盤となります。
医療グレード部品における応力亀裂を軽減するために、カスタムアクリルレーザー切断サービスが活用できる要因とは?
化学滅菌剤の存在下で医療グレードのアクリルに発生する応力亀裂(またはひび割れ)は、医療機器の性能と安全性の両方を脅かす重大な懸念事項であるため、当社のソリューションが提供する主な利点は、カスタムアクリルレーザー切断サービスの一環として発生する応力を効果的に除去する構造化された後処理アプローチです。その内容は以下のとおりです。
初期応力を最小限に抑えるための最適化されたレーザーパラメータセット
レーザー切断は、熱影響部(HAZ)を最小限に抑えるように調整されたパラメータで開始されます。高速で低出力密度のパルスと、正確に制御された窒素アシストガスの流れを利用することで、熱衝撃と急速冷却を抑制します。これらはどちらも応力ロックの原因となります。その結果、後処理を行う前に残留応力の低いエッジが得られ、耐久性に優れた精密レーザー切断アクリル部品を製造するための基盤が確立されます。
精密制御された段階的アニーリングサイクル
後処理は、コンピューター制御の炉内で行われる一連のアニーリング処理から始まります。温度はアクリルのガラス転移温度のすぐ下まで上昇させられます。ポリマー鎖が安定するまで、この温度レベルで十分な時間保持されます。最後に、 1時間あたり最大10度の速度で冷却されます。ゆっくりとした冷却は、 医療機器のレーザー切断処理において必須となる、バルク応力緩和における熱応力を緩和するために不可欠です。
化学物質曝露試験による厳格な検証
品質管理の方法は、推測ではなく試験です。アニーリング後、サンプルは70% IPA溶液に24時間浸漬または拭き取り処理されます。この溶媒は有害物質を多く含むため、最もよく用いられる溶液となっています。その後、各サンプルは光学顕微鏡で詳細に観察されます。この試験中に微細な亀裂が見られないことは、熱応力が適切に低減されたことの証明であり、複雑なマイクロ流体アクリルレーザー切断や診断への応用を可能にします。
本提案では、応力亀裂の問題を完全に解決できるクローズドループ設計プロセスを構築する方法について論じます。当社の信頼性は、応力導入を最小限に抑えるための最適化されたパラメータから、精密な熱応力緩和、そして化学的検証プロセスに至るまで、プロセスチェーン全体を制御できる能力によって証明されます。これにより、通常は応力亀裂が発生しやすい医療グレードの耐薬品性レーザー切断アクリル部品の提供という課題を解決し、カスタムアクリルレーザー切断サービスとして提供することが可能になります。
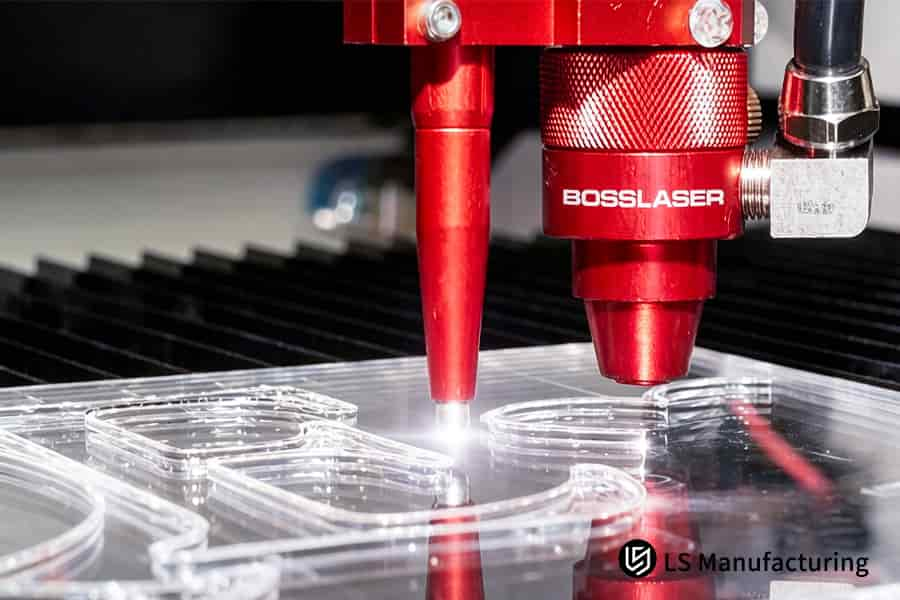
図3:レーザー切断により、透明ディスプレイ筐体用のアクリルパネルの端面を精密に仕上げることができます。
アクリル板の厚みレーザー切断は、厚さ25mmの板材のテーパー加工という課題にどのように対処するのでしょうか?
厚さ20mmを超えるアクリル部品に89.5°の鋭角なテーパーエッジを形成することは、レーザービームの自然な発散特性のため困難です。この問題により表面接触が極めて困難になり、部品仕上げコストが増加します。当社のソリューションは、レーザービームのリアルタイム動的操作と制御を採用し、アクリル厚のレーザー切断において0.5°のテーパー形成を保証します。当社のソリューションには以下が含まれます。
均一なエネルギー供給のための動的な焦点距離調整
- 適応光学システム:レーザービームの焦点面を切断中に変化させることができる集束レンズシステムを利用する。
- 発散の補正:材料の厚さ内のすべてのビームウエスト領域で直径が一定に保たれるようにします。
- 解決策:切断全体にわたって一定のエネルギー密度を実現し、厚いアクリルのレーザー切断における適切なテーパー制御に不可欠です。
変調された電力および速度プロファイル
- 出力曲線プログラミング:レーザー出力は、ビーム内のエネルギーが補償されるように、ローカット領域で意図的に増加されます。
- 最適化された送り速度:レーザーの速度を調整することで、下部領域の材料をすべて除去しつつ、上部領域が過熱しないようにします。
- 解決策:このバランスの取れたアプローチにより、特徴的な「V」字型になるのを防ぎ、厚手のアクリルパネルの側面をよりまっすぐに仕上げることができます。
高圧アシストガスの最適化
- 特殊ノズル設計:これは、切断箇所に向かって窒素が高速かつ層流で流れるようにする独自のノズル設計によって実現されています。
- 効率的な溶融物排出:アシストガスを使用して切断溝から溶融アクリル材料を除去することで、側面への溶融アクリルの付着の可能性を大幅に最小限に抑えます。
- 解決策:これは、簡単に組み立てられるきれいで鋭いエッジが得られることを意味し、これは当社の精密レーザー切断アクリルサービスにおける重要な要素の1つです。
この文書では、テーパーという根本的な問題を解決する上で重要なビーム制御とプロセス制御について解説しています。当社独自の動的焦点調整、パラメータ変調、最適なガスダイナミクスにより、厚板アクリルのテーパーを低減した信頼性の高いレーザー切断を実現します。この技術ソリューションは、当社のアクリル厚板レーザー切断の基盤となっており、二次加工を最小限に抑えることで大幅なコスト削減に貢献します。
高品質のアクリル切断サービスは、10,000個の製品にわたってミクロンレベルの一貫性を維持できますか?
大量生産される部品においてミクロンレベルの精度を維持できる能力は、材料の厚み変化や熱によるドリフトが寸法のばらつきにつながるため、非常に重要です。このトレードオフは、自動レーザー切断システムを使用する場合に特に重要となります。この文書では、 10,000個の材料に対して0.03mm未満の形状サイズを実現する、当社の高品質アクリル切断サービスに統合されたシステムについて説明します。以下の表に、関連する主要な制御項目を示します。
| チャレンジ | 我々の技術的介入 | 定量化された成果 |
| 材料厚さのばらつき(±0.1mm) | インラインレーザー測定装置が各シートを測定し、切断用レーザーの焦点位置を自動的に調整します。 | 材料のばらつきの影響を打ち消し、大量レーザー切断における切断溝の形成と切断端の均一性を保証します。 |
| 熱によるプロセスドリフト | 内蔵の温度センサーが周囲温度を常時監視し、レーザー出力と供給速度を自動的に調整します。 | 切削エネルギーの安定性を維持し、長期量産における一貫性に直接貢献します。 |
| 工具摩耗が時間とともに及ぼす影響 | 過去の実績に基づいた予測アルゴリズムにより、製品品質の漸進的な劣化を防ぐために、自動的にメンテナンスが実施されます。 | 工程の初期精度を維持し、レーザー切断の全生産工程において製造されるすべての製品において、その一貫性を保証します。 |
| リアルタイム統計検証 | 重要な寸法の100%インライン寸法チェックにより、 SPC管理図に表示されるリアルタイム情報が得られます。 | CPK値が少なくとも1.67であることを保証し、工程の安定性と全部品の適合性に関する統計的証拠を提供する。 |
この分析により、プロセスパラメータにフィードバック制御を導入することで、高精度な量産における一貫性が確保されることが証明されました。当社は、アクリルレーザー加工における公差蓄積の問題を解決し、最初の製品と10,000番目の製品が同一であることを保証します。これにより、中断のない組立に必要なCPKの安定性が保証され、これこそが真の高精度レーザー加工サービスの意味するところです。当社の統合制御システムは、大量生産においてミクロンレベルの一貫性を保証します。実現可能性分析と見積もりをご希望の場合は、最も要求の厳しいアクリル部品の図面をお送りください。

図4:レーザー切断により、電子機器治具用の精密な嵌合スロットが透明アクリルに形成される。
ハイブリッドアクリル・金属アセンブリにおいて、カスタム金属プレス加工サービスの統合が不可欠な理由とは?
アクリル部品と金属部品は熱膨張係数が異なるため、これらの材料で構成されたハイブリッドアセンブリには位置合わせが必要です。当社のサービス統合の主な利点は、精密金属プレス加工をアクリル加工の基盤として活用することで、接合部の問題を排除し、製造プロセス全体を統一できる点にあります。当社が採用するアプローチの概要は以下のとおりです。
精密金属プレス加工によるマスターデータムの確立
カスタム金属プレス加工サービスでは、寸法精度の安定性を高めるため、まず金属部品を製作します。次に、このプレス加工された部品をCMM(三次元測定機)で測定し、デジタルツインを作成します。この3Dモデルは、理論的なCADモデルではなく、今後の精密レーザーカットによるアクリル部品の基準となり、製作された金属部品に基づいて部品の位置合わせを行います。
二次的な基準アクリル加工
計測された金属部品は、専用に設計された治具に挿入されます。画像認識システムが部品の形状を測定し、部品自体を基準として機械座標系を作成します。次に、誤差を補正するレーザー切断プロセスを用いて、実世界の基準面に基づいてアクリル部品が切断されます。これにより、アクリルの形状が実世界の金属部品の形状と一致することが保証されます。
熱膨張の不一致に対する積極的な補正
アセンブリの所望の温度範囲内における材料(例えば、アルミニウムとアクリル)の熱膨張率の差が決定され、アクリル部品の切断に反映されます。その後、アクリル部品は、アセンブリ温度における金属部品の寸法に完全に一致するように熱膨張率の差を考慮して切断され、ハイブリッドアセンブリにおける応力の根本原因に効果的に対処します。
本稿では、根本原因に対処することで組立公差の累積問題を解決する統合製造技術について説明します。当社の技術的専門知識は、プレス加工部品を基準点として活用し、材料間のばらつきを考慮することにあります。この統合されたレーザー切断とプレス加工により、互いにうまく機能する部品が製造され、嵌合に関する困難な問題を解消します。品質と嵌合を製造プロセスの最初から組み込むことで、サプライチェーンの最適化を真に実現します。
OEMプロジェクトにおけるアクリルレーザー切断は、どのように材料のネスティングを最適化して製造コストを削減できるのか?
B2B製造業では、使用可能な材料の量が単価を左右します。高価なシート材に部品を効率的に配置しないと、大量の無駄が生じます。成功の鍵は、切断精度と品質を損なうことなく、各シート材から最大限の効率を引き出すことです。この解決策は、プロセスパラメータと組み合わせたネスティングアルゴリズムにあります。以下に、当社の技術的アプローチをご紹介します。
アルゴリズム駆動型高密度ネスト
- AIパターン最適化:専用ソフトウェアが部品の形状を評価し、高度なアルゴリズムを使用して部品を配置します。部品を自動的に回転および反転させることで、最も効率的なパターンを実現します。
- 切断幅補正の低減:このシステムは、切断パターンを動的に調整して、切断間の距離を可能な限り安全に最小限に抑え、 2mmから0.8mmに短縮するように設計されています。
- 解決策:これは、シートあたりの部品数を増やすことで、材料利用率を直接的に向上させます。これは、当社のカスタムアクリルレーザー切断サービスを通じて提供される主要な成果物の1つです。
プロセス認識制約統合
- 熱管理ルール:このネスティングアルゴリズムには、熱を放出するための十分なスペースを確保することで部品が反らないようにする熱モデルが含まれています。
- 機械的安定性フィルター:このアルゴリズムは、ウェブの最小厚さとタブの位置を維持し、高効率レーザー切断中に小さな部品が破損したりずれたりしないようにします。
- 解決策:これにより、最大限に設計された巣が確実に製造可能な巣となり、生産中の歩留まり損失を防ぐことができます。
混合容量に対応した動的な残余物管理
- 残余物データベース:このデータベースには、以前の作業で残ったシート片に関するすべての情報が保存され、それらの正確な寸法と位置が含まれます。
- 自動マッチング:新しいOEMレーザー切断プロジェクトでは、ソフトウェアはまず利用可能な残材を確認してから、新しいシート全体を割り当てます。
- 解決策:この戦略を実施することで、生産プロセスにおける原材料の利用効率がさらに向上し、コスト削減に大きく貢献します。
検証された成果:具体的な事例
- プロジェクトの範囲: 3000 個のディスプレイ ベゼルのバッチを処理する際に、最初のネスティングでは、標準的な4'x8' のシートを使用して78% の効率が得られました。
- 当社の介入:当社独自の制約付きアルゴリズムを採用した結果、部品密度が向上し、部品間の隙間も必要な調整が行われました。
- 定量化可能な結果:最終的に、材料利用率を91%まで向上させることができ、その結果、お客様の単位コストを約15%削減することができました。
この文書では、材料最適化のためのデータ駆動型エンジニアリングアプローチについて概説します。OEMプロジェクト向けのアクリルレーザー切断における当社の専門知識は、高密度かつ生産的に実現可能なネスティングによって実証されています。当社は、本来発生する材料の無駄という問題を解決し、節約された面積をお客様の直接的なコスト削減へと転換します。この技術的能力は、大規模な精密レーザー切断に不可欠であり、大量生産において明確な競争優位性を確立します。
LSマニュファクチャリング社製医療グレード体外診断用機器窓:精密アクリルレーザー切断 - カスタムソリューション
この技術事例研究では、LS Manufacturingが医療グレード部品製造における重大な不具合をどのように解決したかを詳述します。世界的なIVD(体外診断用医療機器)大手企業は、従来の精密アクリルレーザー切断によるエッジ品質の悪さから、厚さ15mmの光学窓に継続的な漏れが発生していました。当社は、材料科学と高度な熱管理を組み合わせたエンジニアリングソリューションを開発し、極めて高い信頼性基準を満たしました。
クライアントの課題
顧客は、診断機器用に、ほぼ垂直なエッジを持つ厚さ15mmの光学グレードのアクリル製ウィンドウを必要としていました。既存のサプライヤーの製造プロセスでは、エッジに目に見えるテーパー(約1.2° )と微細なひび割れが生じ、 1,000サイクルのオートクレーブ試験中に液漏れが発生しました。その結果、初回組立歩留まりはわずか65%と許容範囲を超え、臨床検証のスケジュールが危ぶまれ、部品品質のばらつきによりプロジェクトが失敗するリスクが生じました。
LSマニュファクチャリングソリューション
当社の医療グレードレーザー切断プロセスは、DFM(設計製造性)レビューから始まり、優れた耐薬品性を実現するために高架橋キャストアクリルに切り替えました。独自のコールドパルスレーザー切断技術を導入し、高圧窒素を用いたマイクロ秒パルスにより、熱影響部(HAZ)を50µm以下に抑えました。中核となるイノベーションは、1時間あたり8℃の制御された冷却速度で6時間かけて行う多段階アニーリングサイクルであり、新たな歪みを生じさせることなく完全な応力緩和を実現しました。
結果と価値
最終部品は、表面粗さRa 0.4µm 、テーパー角わずか0.3°という光学的なエッジを実現しました。初回組立歩留まりは99.7%にまで向上し、クライアントは予定より3週間早く臨床検証を完了することができました。二次研磨工程をすべて排除することで、クライアントの単価を125ドル削減しました。この高安定性レーザー切断・仕上げソリューションにより、当社は3年間、クライアントの戦略的サプライヤーとしての地位を確固たるものにしました。
この事例は、重大な製造上の課題を解決するには、単なる機械加工だけでなく、徹底したプロセス統合が必要であることを示しています。当社は、材料選定からコールドパルスレーザー切断、精密アニーリングに至るまで、製造工程全体を管理することで信頼性を実現しました。LS Manufacturingの、重要な用途向け精密アクリルレーザー切断における専門知識は、潜在的な不具合を確実な性能へと転換し、規制の厳しい高付加価値産業において決定的な優位性をもたらします。
光学的な透明度や滅菌の完全性に関して同様の課題を抱えていませんか?仕様を当社のエンジニアリングチームにお送りいただければ、確実な製造ソリューションをご提案いたします。

よくある質問
1. アクリルの精密レーザー切断サービスにおいて、地元の印刷会社ではなくLS Manufacturingを選ぶべき理由は何ですか?
当社は、 ±0.05mmという工業グレードの精度を提供するだけでなく、事前のDFMレビューや医療グレードのアニーリング処理も提供することで、部品が見た目の美しさだけでなく、厳格な機能的な組み立て要件も満たすことを保証します。
2. LS Manufacturing社が高品質なアクリル切断サービスで切断できる最大厚さはどれくらいですか?
15kWの高輝度レーザークラスターを活用することで、ISO 9013規格に準拠した切断面の垂直性を維持しながら、最大50mmの厚さのアクリル鋳造部品を確実に製造できます。
3. カスタムアクリルレーザーカットサービスにおいて、ひび割れや応力亀裂を防ぐにはどうすればよいですか?
当社では、加工中の熱入力を制御し、内部応力を緩和するためのISO認証取得済みの焼きなまし手順を実施することで、これらの問題を防止しています。これにより、部品が溶剤や高圧環境にさらされた際に亀裂が発生するのを防ぎます。
4. OEMプロジェクト向けのアクリルレーザーカットの見積もりは、どれくらい早く入手できますか?
下のボタンをクリックしてSTEPファイルをアップロードしてください。弊社のエンジニアリングチームが、DFM(製造性設計)に基づくコスト最適化に関する推奨事項を含む正式な技術見積もりを12~24時間以内にご提供いたします。
5. LS Manufacturingは、帯電防止コーティングや反射防止コーティングなどの表面処理を提供できますか?
はい、弊社では、医療グレードの接着、シルクスクリーン印刷、 ESDやARなどの機能性コーティングといった、表面性能を向上させるための包括的な後処理ソリューションを提供しています。
6. 透明部品の場合、精密なアクリルレーザー切断は、CNCフライス加工よりも費用対効果が高いのはなぜですか?
レーザー切断は、複雑な形状を加工する際にフライス加工よりも400%高速であり、本質的に滑らかなエッジ仕上げを実現するため、高価な5軸CNC加工機の使用時間とそれに伴う手作業による研磨コストが不要になります。
7. LS Manufacturingは、重要なOEMプロジェクト向けに材料のトレーサビリティを提供していますか?
当社はISO 9001品質マネジメントシステムを厳格に遵守しており、すべてのロット注文には、オリジナルの材料試験報告書(MTR)と、2D光学計測によって作成された100%寸法検査報告書が添付されます。
8. 少量の試作品注文と量産注文の両方に対応できますか?
はい、弊社では厳格な最低注文数量(MOQ)の要件は設けておりません。迅速なプロトタイピングを通じてお客様の研究開発の進捗を加速させるとともに、規模の経済性を活用して、量産段階において非常に競争力のある工場直販価格をご提供することを目指しています。
まとめ
精密製造において、優れた精度を誇るレーザー切断は、単に材料を成形するだけではありません。真の精度は、ミクロンレベルの熱影響部(HAZ)制御、科学的な応力除去プロトコル、そしてDFM(設計製造性)の最適化によって実現されます。透明な光学部品であれ、クリアランスゼロの医療用ベースであれ、LS Manufacturingは複雑な物理的パラメータを予測可能な商業的価値へと変換します。材料科学と工程間統合を熟知したサプライヤーと提携することこそが、納期厳守、仕様適合、予算内納品を保証する唯一の方法です。
サプライヤーに起因する加工上のひび割れや寸法誤差によって、製品の市場投入までの時間が遅れるのはもうやめましょう。精密なレーザー切断設計には、ラボグレードの品質を備えた物理的な実現ソリューションが必要です。下の「見積もり依頼」ボタンをクリックして、技術図面をアップロードしてください。LS Manufacturingのアプリケーションエンジニアが、無料のDFM(製造性設計)実現可能性評価を提供し、わずか24時間以内に最も競争力のあるメーカー直販ソリューションの確保をお手伝いします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


