
Präzisionslaserschneiden von Acrylglas beginnt oft mit der Frage , wie stark der Laser zum Schneiden von Acrylglas sein muss . In der realen Massenproduktion kommt es jedoch häufig zu Mikrorissen (Haarrissen), übermäßiger Fasenbildung und Maßabweichungen, was erhebliche Produktionsschwankungen verursacht. Das Hauptproblem liegt darin, dass das Verfahren nicht an die physikalischen Eigenschaften von gegossenem oder extrudiertem Acrylglas angepasst ist. Dies schränkt die Möglichkeit ein, die Pulsenergie dynamisch zu regulieren, und führt zu einer sehr breiten Wärmeeinflusszone (WEZ) .
LS Manufacturing begegnet dieser Herausforderung mit einem 15-kW- Hochleistungsfaserlaser in Kombination mit einem speziell entwickelten Schutzgasverfahren, das eine Bearbeitungstoleranz von ±0,05 mm für 20 mm dicke Acrylglasplatten gewährleistet . LS Manufacturing bietet einen umfassenden, kundenspezifischen Service – von der DFM-Prüfung bis zum Spannungsarmglühen für eine effiziente Offline-Montage . In der folgenden technischen Erläuterung wird deutlich, wie unsere digitale Fertigungsphilosophie diese physikalischen Herausforderungen der präzisen Acrylglasbearbeitung löst.

Präzisions-Laserschneiden von Acryl: OEM-Kurzübersicht
| Technischer Parameter | Umsetzung für hochwertige Acrylteile |
| Optimaler Dickenbereich | Unser lasergeschnittenes Acryl wird durch präzise Parametersteuerung von 0,5 mm bis 25 mm hergestellt. |
| Lasertyp und Wellenlänge | Es wird ein CO2-Laser (Wellenlänge 10,6 µm ) verwendet, da dieser gut in Acryl absorbiert und somit eine effektive Laserschneidleistung ermöglicht. |
| Wärme- und Schmelzmanagement | Leistung, Geschwindigkeit und Hilfsgase (Luft) werden so gesteuert, dass das Material verdampft und ein übermäßiges Schmelzen und Umschmelzen vermieden wird. |
| Kantenklarheit und Politur | Beim Laserschneiden erfolgt das Flammpolieren der Schnittkanten, wodurch Nachbearbeitungsschritte entfallen. |
| Unsere Materialhandhabung | Durch das Aufbringen einer Schutzfolie und den Einsatz spezieller Vorrichtungen werden Oberflächenkratzer beim Laserschneiden ausgeschlossen. |
| Ergebnis: Optische Oberflächenqualität | Stellt Bauteile her, die perfekt zugeschnitten sind, Kanten in optischer Qualität aufweisen und eine außergewöhnliche Lichtdurchlässigkeit besitzen, ideal für optische Linsen und Bildschirme . |
| Ergebnis: Maßgenauigkeit | Gewährleistet präzises Schneiden ohne Abweichung von der Toleranz ±0,1 mm und verzieht sich nicht, was für Schnappverbindungen und Abdichtung wichtig ist. |
Wir bieten Lösungen für das präzise Laserschneiden von Acrylmaterial für OEM-Zwecke. Unser Verfahren verhindert Schmelzen, garantiert saubere Kanten und gewährleistet Formstabilität. Es erzeugt ästhetisch ansprechende Teile von hoher optischer Klarheit und Qualität, die sofort in das Endprodukt integriert werden können.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt viele Anleitungen zum Laserschneiden von Acrylglas , doch warum sollten Sie sich für diese entscheiden? Wir sind keine Theoretiker, sondern Profis, die täglich in unserer Werkstatt arbeiten, nicht im Labor. Wir kennen die Herausforderungen, beispielsweise die Vermeidung von Rissbildung an den Acrylglaskanten oder die Einhaltung strenger Toleranzen bei der Herstellung von Sichtfenstern für die Luft- und Raumfahrt sowie von Gehäusen für medizinische Geräte, wo kein Platz für Fehler ist.
Der gesamte Prozess basiert auf erfahrungsbasierter Validierung durch praktische Anwendung. Unsere Gruppe stützt sich bei der Recherche von Materialdaten stets auf zuverlässige Quellen wie die NIST-Materialdatenbank und nutzt Wikipedia zur Definition von Begriffen, um die angewandten Methoden zu entwickeln. Das Ergebnis unserer umfangreichen Forschung und Experimente an Tausenden von Bauteilen ist die von uns entwickelte und empfohlene effiziente Technik zur Kontrolle der Wandstärke und der Gasunterstützung .
Die in dieser Erfahrung gewonnenen praktischen Erkenntnisse flossen in die Entwicklung der Empfehlungen für Ihr OEM-Projekt ein. Ziel ist es, Ihnen zu helfen, kostspielige Fehler zu vermeiden, Ihre Designmöglichkeiten optimal zu nutzen und direkt beim ersten Versuch erfolgreich zu sein.
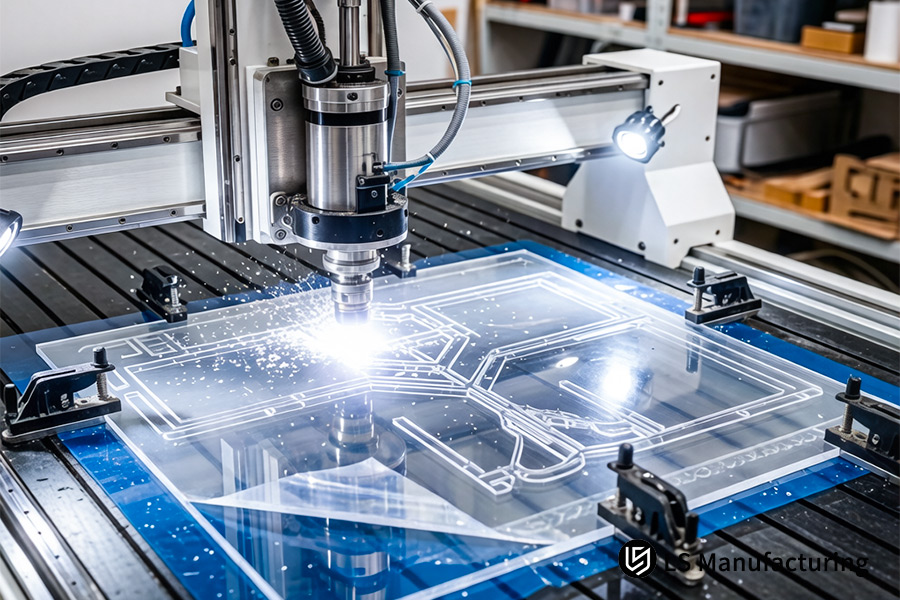
Abbildung 1: Beim Laserschneiden entstehen helle Funken beim Zuschneiden von Acrylformen für Lampenabdeckungen.
Warum ist LS Manufacturing im Jahr 2026 die erste Wahl für Präzisions-Laserschneiddienstleistungen für Acryl?
Die kontinuierliche Fertigung von Acrylmaterialien mit mikrometergenauer Präzision rund um die Uhr erwies sich 2026 als eine der größten Herausforderungen und beeinflusste die Effizienz der Montage sowie die Kosten insgesamt. Die von LS Manufacturing eingesetzte Technologie, die auf Echtzeit-Regelung und statistischen Berechnungen basiert, gewährleistet diese Präzision dauerhaft. Hier ist unsere Lösung:
Servoregelung mit geschlossenem Regelkreis zur Echtzeit-Pfadkorrektur
Kernstück unserer Technologie ist eine optische Achse, die von einem Servomotor angetrieben wird, während Submikron-Encoder ihre Position erfassen. Beim Präzisions-Laserschneiden von Acryl werden diese Daten im kHz-Takt mit dem theoretischen Werkzeugweg verglichen. Tritt eine Abweichung aufgrund von thermischen Drifts oder mechanischem Verschleiß auf, wird vor dem nächsten Laserpuls sofort eine Servokorrektur eingeleitet. Dies garantiert höchste Genauigkeit beim Schneidprozess , was insbesondere bei der Fertigung komplexer, lasergeschnittener Acrylteile mit Verriegelungsmechanismen unerlässlich ist.
Proaktive Fehlervermeidung durch SPC-Integration
Die reine Gut-/Schlecht-Prüfung von Bauteilen reicht nicht aus. Das SPC-Qualitätskontrollverfahren berücksichtigt daher die Abmessungen jedes einzelnen Bauteils. Abmessungen wie Schnittfuge und Bohrungsdurchmesser werden mithilfe von Regelkarten überwacht. Abweichungen von den Kontrollgrenzen signalisieren die Notwendigkeit vorbeugender Wartungsmaßnahmen, um sicherzustellen, dass die gesamte nachfolgende Produktion innerhalb der Spezifikationsgrenzen bleibt. Vorausschauende Wartung ist unerlässlich für die präzise Fertigung von lasergeschnittenen Bauteilen in großen Stückzahlen .
Thermisches Management für geometrische Stabilität in komplexen Formen
Aufgrund der Empfindlichkeit gegenüber thermischen Einflüssen entstehen während der Fertigung lokale Spannungen im Acrylmaterial, die beim Schneiden zu Verformungen führen können. Um den Einfluss thermischer Effekte zu minimieren, wird ein gepulster Laser mit optimalen Tastverhältnissen eingesetzt. Zusätzlich muss eine konstante Werkstücktemperatur gewährleistet sein. So erreichen wir geometrische Stabilität durch präzise lasergeschnittene Acrylbaugruppen mit minimalen Fehlern, wie beispielsweise mehrschichtige optische Lichtleiter.
Sicherstellung der Konsistenz in der skalierbaren Produktion
Die letzte Herausforderung besteht darin, eine skalierbare Produktion ohne Qualitätseinbußen zu erreichen. Unsere Strategie hierfür beinhaltet die Implementierung eines durchgängigen digitalen Datenflusses. Dabei werden alle Informationen zur Maschinenleistung an das SPC-System übermittelt, wodurch die Erstellung eines iterativen Prozessmodells ermöglicht wird . Mit dieser Strategie können wir die perfekte Reproduktion einer bewährten Auftragskonfiguration auf jeder Maschine in unserem Werk gewährleisten und identische Ergebnisse erzielen. Die Konsistenz unserer Lasermikroschneidprozesse für dünne Acrylmembranen ist selbst nach Millionen von Wiederholungen sehr hoch.
Dieses technische Dokument unterstreicht die Notwendigkeit der Systemintegration, um unsere Zielvorgabe für 2026 zu erreichen. Unser Ruf basiert auf einem wissenschaftlich fundierten Ansatz, der auf die Prozesssteuerung und nicht auf die Ergebnisprüfung abzielt. Konkret geht es uns darum, die zentrale Herausforderung zu lösen, die Expertise von LS Manufacturing im Bereich des Präzisionslaserschneidens von Acryl in großen Stückzahlen mit vorhersehbarer Ausbeute aufrechtzuerhalten.

Wie lässt sich durch präzises Laserschneiden von Acryl eine optische Kantenschärfe ohne Nachpolieren erzielen?
Um eine Kantenqualität zu erzielen, die der von optischem Acrylglas entspricht, sind weitere, kostspielige und unvorhersehbare Bearbeitungsschritte erforderlich. Die zentrale Herausforderung besteht darin, die Wechselwirkung des Lasers mit dem Material so zu steuern, dass die Schneidekante durch den Schnitt selbst poliert wird. Genau dies leistet das Acrylglas-Laserschneidsystem von LS Manufacturing. Die zugrundeliegende Technologie wird im Folgenden beschrieben:
Präzise Laserparametersteuerung für das Polieren vor Ort
- Pulsbreiten- und Spitzenleistungsmodulation: Dies ist notwendig, um einen ausreichenden Energietransfer in das Material für die Bildung einer vollständigen Schmelzschicht ohne Verdampfung zu gewährleisten, da sonst die Kante unregelmäßig geformt wird.
- Dynamische Fokuspositionierung: Die optimale Laserfokusposition relativ zur Materialdicke wird so gewählt, dass der notwendige Energietransfer zur Einleitung des Wiederfließens der geschmolzenen Kunststoffschicht aufgrund der Oberflächenspannung gewährleistet ist.
- Lösung: Der oben genannte Prozess ist das Rückgrat unseres hochwertigen Acrylzuschnittservices , der zu sofort einsatzbereiten Bauteilen mit optischer Klarheit direkt aus dem Schneidegerät führt.
Optimierung des Materialverhaltens für ein gleichmäßiges Finish
- Minderung von thermischer Belastung: An der Schnittfläche wird ein spezielles Gasgemisch eingesetzt, um Oxidationsverkohlung zu verhindern und das Substrat zu kühlen, um thermische Verformungen zu minimieren.
- Materialspezifische Kalibrierung: Jede Acrylform (z. B. gegossen, extrudiert) sowie ihre Farbe werden auf Basis unterschiedlicher Absorptionseigenschaften bei einer Wellenlänge von 10,6 μm optimiert.
- Lösung: Dadurch wird in jeder Charge von Acrylplatten eine gleichbleibende Kantenqualität erreicht, was die Herstellung laserbearbeiteter Acrylbauteile ermöglicht, die für den Einsatz in Display- und Beleuchtungseinheiten geeignet sind.
Geprüfte Qualität durch direkte Messung
- In-Line-Monitoring: Qualitative In-Line-Prüfung auf Klarheit und Trübung mittels koaxialer Bildgebungssysteme.
- Quantitative Überprüfung: Nachbearbeitung der Oberflächenrauheitsmessungen mit einem Kontaktprofilometer, um zu bestätigen, dass die Ra-Werte das strenge Kriterium von weniger als 0,8 μm erfüllen.
- Lösung: Die empirische Überprüfung gewährleistet, dass diese Laserschneidtechnik die hohen optischen Standards zuverlässig erfüllt, ohne dass irgendwelche Annahmen getroffen werden müssen.
Sicherstellung der Prozessstabilität und -wiederholbarkeit
- Geschlossene Leistungsregelung: Die Ausgangsleistung der Laserquelle wird permanent in Echtzeit überwacht und geregelt, um etwaige Abweichungen von der Quelle auszugleichen.
- Einheitliche Parameterbibliothek: Um die exakte Reproduktion von Aufträgen in jeder Fertigungsanlage zu ermöglichen, wurde eine Bibliothek erstellt, die alle Parameter enthält, die für die Erzielung optimaler Ergebnisse bei verschiedenen Materialien und Formen erforderlich sind.
- Lösung: Das beschriebene Steuerungssystem gewährleistet die Stabilität und Reproduzierbarkeit des Laserschneidens in optischer Qualität und liefert eine vorhersehbare, polierte Kantenoberfläche.
Diese Arbeit beschreibt das parameterspezifische technische Verfahren zur Kantenbearbeitung. Unsere Stärke liegt darin, dass wir die Physik der Schmelzphase in unserem Prozess steuern können, anstatt lediglich einen Schnitt durchzuführen. Dieses einzigartige Verfahren ermöglicht es uns, die Zertifizierung der optischen Klarheit durch präzises Acryl-Laserschneiden zu gewährleisten. Dadurch ist der Prozess kosteneffizient und kundenfreundlich, da kein Polieren erforderlich ist.
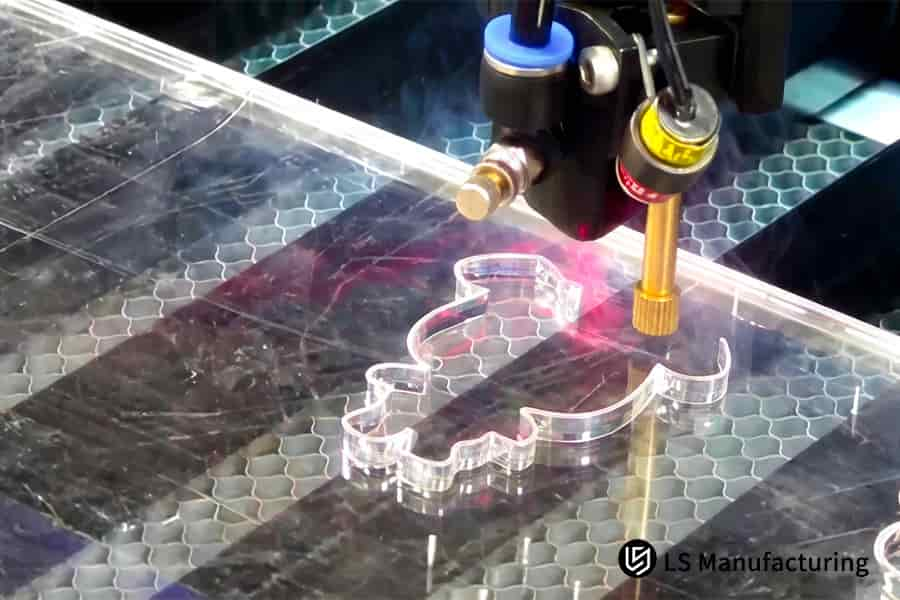
Abbildung 2: Durch Laserschneiden werden komplexe interne Strukturen in dickem Acrylglas für architektonische Schilderkomponenten hergestellt.
Warum sollten OEM-Ingenieure dem OEM-Acryl-Laserschneiden für komplexe, mehrachsige Geometrien Priorität einräumen?
Der traditionelle Ansatz stößt an seine Grenzen, wenn komplexe dreidimensionale Teile oder stark perforierte Komponenten für OEM-Designer gefertigt werden. Die Herausforderung besteht darin, die Maßgenauigkeit bei solch komplexen Geometrien zu gewährleisten. In diesem Bericht erläutern wir unser Verfahren zum Laserschneiden komplexer Acrylteile mit mehrachsiger Geometrie , das speziell auf die genannten Probleme eingeht. Die von uns angebotenen Lösungen sind nachfolgend aufgeführt:
| Herausforderung | Unser technischer Eingriff | Quantifiziertes Ergebnis |
| 3D-Kontur-Dimensionsfehler | Die gleichzeitige Bewegung entlang 5 Achsen erhält die Rechtwinkligkeit und Brennweite des Strahls während des gesamten Prozesses aufrecht. | Hilft dabei, eine Positioniertoleranzgenauigkeit von ±0,05 mm bei komplexen 3D-Konturen-Laserschneidvorgängen zu erreichen. |
| Wärmebedingte Verformung dünner Stege | Geschwindigkeits- und Leistungsmanagement sowie die optimale Flugbahnwahl tragen zu einer gleichmäßigen Wärmeverteilung bei. | Verringert Verformungsfehler um mehr als 70 % bei empfindlichen Bauteilen. |
| Merkmalsverzerrung an scharfen Ecken | Ein hochentwickelter Softwarealgorithmus gewährleistet die Glättung von Ecken und die Reduzierung der Lasergeschwindigkeit an scharfen Kanten. | Dadurch wird das Risiko, dass die Ecken verbrennen, um 85 % verringert. |
| Sicherstellung der korrekten Lochposition auf Kurven | Die computergestützte Trajektorienoptimierung garantiert, dass die Achsen der Löcher orthogonal zu den Oberflächenvektoren bleiben. | Die Konzentrizität des Lochs bleibt erhalten, was für das mehrachsige Laserschneiden von entscheidender Bedeutung ist. |
Zusammenfassend lässt sich sagen, dass effektives Acryl-Laserschneiden für OEM-Projekte die Kombination synchronisierter Bewegungen, adaptiver Temperaturregelung und intelligenter Bahnplanung erfordert. Unsere Lösungen von LS Manufacturing sind speziell auf die Herausforderungen bei der Reduzierung von spannungsbedingtem Verzug und der Erzielung geometrischer Genauigkeit beim Acryl-Laserschneiden für OEM-Projekte zugeschnitten. Diese technische Präzision bildet eine solide Grundlage für die Entwicklung fortschrittlicher Bauteile.
Was ermöglicht es kundenspezifischen Acryl-Laserschneiddienstleistungen, Spannungsrisse in Bauteilen für medizinische Anwendungen zu minimieren?
Da Spannungsrisse (oder Haarrisse) in medizinischem Acrylglas in Gegenwart chemischer Sterilisationsmittel ein erhebliches Problem darstellen, das sowohl die Leistungsfähigkeit als auch die Sicherheit von Medizinprodukten gefährden kann, besteht der Hauptvorteil unserer Lösung in einem strukturierten Nachbearbeitungsverfahren, das die bei der kundenspezifischen Acrylglas-Laserbearbeitung entstehenden Spannungen effektiv beseitigt. Es umfasst:
Optimierte Laserparametersätze zur Minimierung der Anfangsspannung
Das Laserschneiden beginnt mit Parametern, die so eingestellt sind, dass die Wärmeeinflusszone (WEZ) minimiert wird. Durch den Einsatz schneller Laserpulse mit geringer Leistungsdichte und präzise gesteuertem Stickstoff-Zufuhrgas werden Thermoschocks und schnelle Abkühlung – beides führt zu Spannungsrissen – reduziert. Das Ergebnis ist eine Schnittkante mit geringeren Eigenspannungen vor der Nachbearbeitung. Dies bildet die Grundlage für die Herstellung robuster, präzisionsgeschnittener Acrylteile .
Präzisionsgesteuerter, rampenförmiger Glühzyklus
Die Nachbearbeitung beginnt mit einer Reihe von Temperprozessen in einem computergesteuerten Ofen. Die Temperatur wird erhöht, bis sie knapp unter der Glasübergangstemperatur des Acryls liegt. Sie wird so lange auf diesem Niveau gehalten, bis sich die Polymerketten stabilisiert haben. Anschließend wird sie mit maximal 10 Grad pro Stunde abgesenkt. Die langsame Abkühlung ist unerlässlich, da sie thermische Spannungen abbaut und so eine Spannungsentlastung im Material ermöglicht. Dies ist eine Voraussetzung für die Bearbeitung von Medizinprodukten mittels Laserschneiden .
Strenge Validierung durch Chemikalienexpositionstests
Die Qualitätskontrolle erfolgt durch Prüfung, nicht durch Annahmen. Nach dem Tempern werden die Proben 24 Stunden lang in 70%igem Isopropanol (IPA) entweder eingetaucht oder abgewischt. Dieses Lösungsmittel birgt ein hohes Schadenspotenzial und wird daher am häufigsten verwendet. Anschließend wird jede Probe unter dem Lichtmikroskop untersucht. Das Fehlen von Mikrorissen während dieser Prüfung beweist, dass die thermische Spannung erfolgreich reduziert wurde und somit die Anwendung in komplexen mikrofluidischen Acryl-Laserschneid- und Diagnoseverfahren ermöglicht wird.
Dieser Vorschlag beschreibt, wie wir einen geschlossenen Konstruktionsprozess entwickeln, der Spannungsrissprobleme endgültig beseitigt. Unsere Kompetenz zeigt sich in unserer Fähigkeit, die gesamte Prozesskette zu kontrollieren – von optimierten Parametern für minimale Spannungseinwirkung über präzise thermische Spannungsentlastung bis hin zur chemischen Validierung. Dadurch können wir chemikalienbeständige Acryl-Laserschneidkomponenten in medizinischer Qualität herstellen, die häufig zu Spannungsrissen neigen. Wir bieten hierfür unsere kundenspezifischen Acryl-Laserschneiddienstleistungen an.
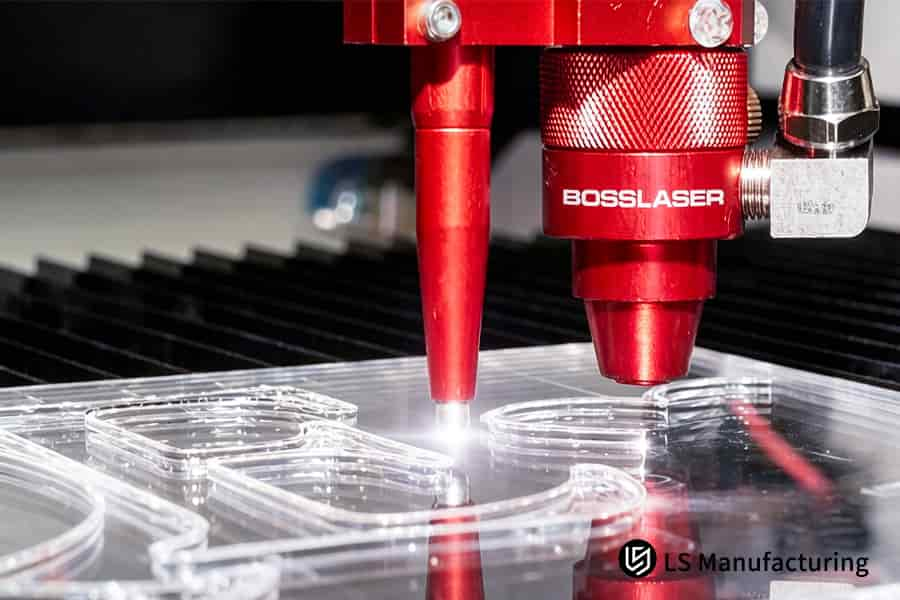
Abbildung 3: Laserschneiden ermöglicht eine feine Kantenbearbeitung von Acrylplatten für transparente Displaygehäuse.
Wie bewältigt das Laserschneiden von Acrylglas die Herausforderungen bei der Verjüngung von 25 mm dicken Platten?
Die Herstellung einer scharfen, 89,5° -Kegelkante an Acrylteilen mit einer Dicke von über 20 mm ist aufgrund der natürlichen Divergenz des Laserstrahls eine schwierige Aufgabe. Dies erschwert den Oberflächenkontakt erheblich und führt somit zu höheren Kosten bei der Teilebearbeitung. Unsere Lösung nutzt die dynamische Manipulation und Steuerung des Laserstrahls in Echtzeit, um die Herstellung einer 0,5° -Kegelkante beim Laserschneiden von Acryl zu gewährleisten. Unsere Lösung umfasst:
Dynamische Brennweitenanpassung für gleichmäßige Energieabgabe
- Adaptives Optiksystem: Nutzung eines Fokussierlinsensystems , das es dem Laserstrahl ermöglicht, seine Fokusebene während des Schneidens zu verändern.
- Ausgleich von Abweichungen: Gewährleistet, dass der Durchmesser über alle Bereiche der Strahlverengung innerhalb der Materialdicke hinweg konstant bleibt.
- Lösung: Dadurch wird eine konstante Energiedichte während des gesamten Schnitts erreicht, was für eine korrekte Konizitätskontrolle beim Laserschneiden von dickem Acryl unerlässlich ist.
Modulierte Leistungs- und Drehzahlprofile
- Leistungskurvenprogrammierung: Die Laserleistung wird in den Bereichen mit niedriger Trennschwelle gezielt erhöht, um sicherzustellen, dass die Energie innerhalb des Strahls kompensiert wird.
- Optimierte Vorschubgeschwindigkeit: Die Geschwindigkeit des Lasers wird so eingestellt, dass das gesamte Material im unteren Bereich abgetragen wird, der obere Bereich jedoch nicht überhitzt wird.
- Lösung: Dieser ausgewogene Ansatz verhindert die charakteristische "V"-Form und führt zu geraderen Seitenwänden bei dickwandigen Acrylplatten .
Optimierung des Hochdruck-Hilfsgases
- Spezielle Düsenkonstruktion: Dies wird durch eine einzigartige Düsenkonstruktion erreicht, die einen schnellen und laminaren Stickstoffstrom in Richtung des Schnittbereichs bewirkt.
- Effizienter Schmelzauswurf: Durch den Einsatz von Hilfsgas zum Entfernen des geschmolzenen Acrylmaterials aus dem Schnittspalt wird die Möglichkeit von Schmelzacrylablagerungen an den Seiten stark minimiert.
- Lösung: Das bedeutet, dass wir saubere, scharfe Kanten erhalten, die sich leicht zusammenfügen lassen. Dies ist einer der entscheidenden Faktoren bei unseren Präzisionslaserschneiddienstleistungen für Acryl .
Das Dokument erläutert die Strahl- und Prozesssteuerung zur Lösung des grundlegenden Problems der Konizität. Mit unserer einzigartigen Lösung aus dynamischer Fokusjustierung, Parametermodulation und optimierter Gasdynamik ermöglichen wir zuverlässiges Laserschneiden von dickwandigem Acrylglas mit geringer Konizität. Diese technische Lösung bildet das Rückgrat unseres Laserschneidens von Acrylglas in Dickenstärke und führt durch die Minimierung der Nachbearbeitung zu erheblichen Kosteneinsparungen.
Kann ein hochwertiger Acrylzuschnittservice eine gleichbleibende Präzision im Mikrometerbereich über 10.000 Einheiten hinweg gewährleisten?
Die Fähigkeit, bei einer großen Stückzahl eine Präzision im Mikrometerbereich zu erreichen, ist entscheidend, da Materialdickenänderungen und wärmebedingte Abweichungen zu Maßungenauigkeiten führen. Dieser Kompromiss ist besonders wichtig bei der Verwendung automatisierter Laserschneidanlagen . Dieses Dokument beschreibt die Systeme, die für unseren hochwertigen Acrylzuschnitt integriert sind und eine Strukturgröße von unter 0,03 mm bei 10.000 Materialeinheiten gewährleisten. Die folgende Tabelle listet die wichtigsten Steuerungselemente auf:
| Herausforderung | Unser technischer Eingriff | Quantifiziertes Ergebnis |
| Materialdickenabweichung (±0,1 mm) | Ein integriertes Lasermessgerät misst jedes Blech und passt die Fokusposition des Schneidlasers automatisch an. | Gleicht den Einfluss von Materialschwankungen aus und gewährleistet so eine gleichmäßige Schnittfugenbildung und Schnittkanten beim Laserschneiden in großen Stückzahlen . |
| Thermisch bedingte Prozessdrift | Interne Temperatursensoren überwachen permanent die Umgebungstemperatur und passen Laserleistung und Vorschubgeschwindigkeit automatisch an. | Gewährleistet die Stabilität der Schneidenergie und trägt so direkt zur langfristigen Konsistenz der Massenproduktion bei. |
| Auswirkungen des Werkzeugverschleißes im Laufe der Zeit | Auf Basis der bisherigen Leistung werden mithilfe von Vorhersagealgorithmen automatisch Wartungsarbeiten ausgelöst, um eine fortschreitende Verschlechterung der Produktqualität zu vermeiden. | Gewährleistet die anfängliche Präzision des Prozesses und garantiert so dessen Konsistenz bei allen Produkten, die während des gesamten Laserschneidprozesses hergestellt werden. |
| Statistische Validierung in Echtzeit | Die 100% ige Inline-Dimensionskontrolle kritischer Abmessungen liefert Echtzeitinformationen, die in einem SPC-Kontrolldiagramm angezeigt werden. | Gewährleistet eine CPK-Stabilität von mindestens 1,67 und liefert damit statistische Belege für die Prozessstabilität und Konformität aller Teile. |
Diese Analyse beweist, dass die präzise Serienfertigung durch die Implementierung einer Feedback-Regelung der Prozessparameter sichergestellt wird. Wir lösen das Problem der Toleranzakkumulation beim Präzisionslaserschneiden von Acryl und garantieren so, dass sowohl das erste als auch das 10.000ste Teil identisch sind. Dies gewährleistet die für eine unterbrechungsfreie Montage erforderliche CPK-Stabilität – ein Merkmal, das einen echten Hochpräzisions-Laserschneidservice ausmacht. Unsere integrierten Steuerungen garantieren eine Konsistenz im Mikrometerbereich auch bei hohen Stückzahlen. Senden Sie uns Ihre anspruchsvollste Zeichnung für ein Acrylteil zur Machbarkeitsanalyse und Angebotserstellung.

Abbildung 4: Durch Laserschneiden werden präzise ineinandergreifende Schlitze in transparentem Acryl für Vorrichtungen für elektronische Geräte erzeugt.
Warum ist die Integration kundenspezifischer Metallstanzdienstleistungen für Hybridbaugruppen aus Acryl und Metall so wichtig?
Aufgrund der unterschiedlichen Wärmeausdehnungskoeffizienten von Acryl- und Metallteilen müssen Hybridbaugruppen aus diesen Materialien ausgerichtet werden. Der entscheidende Vorteil unserer Serviceintegration liegt darin, dass wir das Präzisions-Metallstanzverfahren als Grundlage für die weitere Acrylverarbeitung nutzen. Dadurch werden Schnittstellenprobleme vermieden und der gesamte Fertigungsprozess vereinheitlicht. Unser Vorgehen wird im Folgenden erläutert:
Festlegung eines Masterbezugs durch Präzisionsmetallprägen
Bei der Fertigung von kundenspezifischen Metallstanzteilen wird zunächst das Metallbauteil hergestellt, da dies eine höhere Maßstabilität gewährleistet. Anschließend wird das gestanzte Bauteil mit einem Koordinatenmessgerät (KMG) vermessen, um einen digitalen Zwilling zu erstellen. Dieses 3D-Modell, und nicht das theoretische CAD-Modell, dient als Referenz für die präzise lasergeschnittenen Acrylteile . Die Ausrichtung der Teile erfolgt somit anhand des gefertigten Metallbauteils .
Sekundäre, bezugsbezogene Acrylbearbeitung
Das vermessene Metallteil wird in die speziell angefertigte Vorrichtung eingesetzt. Ein Bildverarbeitungssystem erfasst seine Merkmale und erstellt daraus das Maschinenkoordinatensystem. Anschließend wird das Acrylteil anhand der realen Bezugspunkte mittels eines kompensierten Laserschneidverfahrens zugeschnitten, um etwaige Abweichungen auszugleichen. Dadurch wird sichergestellt, dass die Form des Acrylteils exakt dem realen Metallteil entspricht.
Proaktiver Ausgleich für thermische Ausdehnungsunterschiede
Die unterschiedliche Wärmeausdehnung der Materialien (z. B. Aluminium im Vergleich zu Acryl ) im gewünschten Temperaturbereich der Baugruppe wird ermittelt und beim Zuschnitt des Acrylteils berücksichtigt. Das Acrylteil wird anschließend so zugeschnitten, dass die unterschiedliche Wärmeausdehnung ausgeglichen wird und die Abmessungen des Metallteils bei der Baugruppentemperatur exakt übereinstimmen. Dadurch wird die Hauptursache für Spannungen in der Hybridbaugruppe effektiv behoben.
Dieser Artikel beschreibt ein integriertes Fertigungsverfahren, das die Toleranzdifferenzen bei der Montage durch die Behebung der Ursache minimiert . Unsere technische Expertise liegt in der Verwendung des gestanzten Bauteils als Referenzpunkt und der Berücksichtigung von Materialabweichungen. Durch das integrierte Laserschneiden und Stanzen entstehen Bauteile, die optimal zusammenpassen und das Problem der Passgenauigkeit lösen. Es optimiert Ihre Lieferkette, indem Qualität und Passgenauigkeit von Anfang an in Ihren Fertigungsprozess integriert werden.
Wie kann das Acryl-Laserschneiden für OEM-Projekte die Materialanordnung optimieren, um die Fertigungskosten zu senken?
Die Menge des nutzbaren Materials bestimmt den Stückpreis in der B2B-Fertigung. Ineffiziente Teileplatzierung auf teuren Blechen führt zu erheblichem Materialverlust. Der Schlüssel zum Erfolg liegt in der maximalen Ausnutzung jedes einzelnen Blechs, ohne Kompromisse bei Schnittpräzision und Qualität einzugehen. Die Lösung kombiniert Platzierungsalgorithmen mit Prozessparametern. Im Folgenden stellen wir unseren technischen Ansatz vor:
Algorithmusgesteuerte hochdichte Verschachtelung
- KI-Musteroptimierung: Eine kundenspezifische Software wertet die Geometrie der Teile aus und verwendet ausgefeilte Algorithmen, um sie zu platzieren, wobei die Teile automatisch gedreht und gespiegelt werden, um das effizienteste Muster zu erhalten.
- Reduzierung der Schnittfugenkompensation: Das System ist so konzipiert, dass es die Schnittmuster dynamisch anpasst, um den Abstand zwischen den Schnitten so sicher wie möglich zu minimieren und ihn von 2 mm auf 0,8 mm zu reduzieren.
- Lösung: Dadurch wird die Materialausnutzung direkt verbessert, was eines der wichtigsten Ergebnisse unserer kundenspezifischen Acryl-Laserschneiddienstleistungen ist, indem die Anzahl der Teile pro Platte erhöht wird.
Prozessbewusste Constraint-Integration
- Regeln für das Wärmemanagement: Dieser Verschachtelungsalgorithmus beinhaltet ein thermisches Modell, um sicherzustellen, dass sich die Teile nicht verziehen, indem ausreichend Platz für die Wärmeabfuhr bereitgestellt wird .
- Filter für mechanische Stabilität: Dieser Algorithmus sorgt für eine minimale Stegdicke und korrekte Positionierung der Laschen, damit kleine Teile beim hocheffizienten Laserschneiden nicht abbrechen oder sich verschieben.
- Lösung: Dadurch wird sichergestellt, dass ein optimiertes Nest zuverlässig herstellbar ist und Produktionsverluste vermieden werden.
Dynamisches Restpostenmanagement für gemischte Mengen
- Restdatenbank: Diese Datenbank speichert alle Informationen über übrig gebliebene Blechstücke aus früheren Arbeitsgängen, einschließlich ihrer genauen Abmessungen und Position .
- Automatische Zuordnung: Bei neuen OEM-Laserschneidprojekten prüft die Software zunächst die verfügbaren Reststücke, bevor sie neue ganze Bleche zuweist.
- Lösung: Die Umsetzung dieser Strategie steigert die Effizienz der Rohstoffnutzung im Produktionsprozess zusätzlich, was für die Kostenreduzierung von entscheidender Bedeutung ist.
Bestätigtes Ergebnis: Ein Fallbeispiel
- Projektumfang: Bei der Verarbeitung einer Charge von 3000 Displayblenden wurde durch die anfängliche Verschachtelung eine Effizienz von 78 % mit Standardplatten im Format 4'x8' erzielt.
- Unser Eingriff: Der Einsatz unserer eingeschränkten Algorithmen führte zu einer höheren Teiledichte bei gleichzeitiger Anpassung der Abstände zwischen den Teilen.
- Quantifizierbares Ergebnis: Letztendlich konnten wir die Endmaterialausnutzung auf 91 % steigern, was zu einer Reduzierung der Stückkosten um etwa 15 % für unseren Kunden führte.
Dieses Dokument beschreibt einen datengestützten Ansatz zur Materialoptimierung. Unsere Expertise im Acryl-Laserschneiden für OEM-Projekte zeigt sich in der hochdichten und produktionstauglichen Verschachtelung. Wir lösen das Problem des Materialverschnitts und wandeln die eingesparte Fläche in direkte Kostensenkungen für unsere Kunden um. Diese technische Kompetenz, unerlässlich für präzises Laserschneiden in großem Maßstab, verschafft uns einen klaren Wettbewerbsvorteil in der Serienfertigung .
LS Manufacturing – Fenster für medizinische In-vitro-Diagnostikgeräte: Präzisions-Laserschneiden von Acryl – Kundenspezifische Lösungen
Diese technische Fallstudie beschreibt detailliert, wie LS Manufacturing einen kritischen Fehler in der Fertigung von Komponenten für die Medizintechnik behoben hat. Ein weltweit führender Hersteller von In-vitro-Diagnostika (IVD) sah sich mit anhaltenden Leckagen in 15 mm dicken optischen Fenstern konfrontiert, die durch mangelhafte Kantenqualität beim herkömmlichen Präzisionslaserschneiden von Acryl verursacht wurden . Unsere technische Lösung kombinierte Materialwissenschaft mit fortschrittlichem Wärmemanagement, um höchste Zuverlässigkeitsstandards zu erfüllen.
Herausforderung für den Kunden
Der Kunde benötigte für ein Diagnosegerät ein 15 mm dickes Acrylglasfenster in optischer Qualität mit nahezu senkrechten Kanten. Das Verfahren des bisherigen Lieferanten führte zu einer sichtbaren Kantenverjüngung (ca. 1,2° ) und Mikrorissen, die während 1000 Autoklavierzyklen zu Flüssigkeitsverlusten führten. Dies resultierte in einer inakzeptablen Ausbeute von nur 65 % beim ersten Montagedurchgang, wodurch die Zeitpläne für die klinische Validierung gefährdet und das Projekt aufgrund inkonsistenter Teilequalität zum Scheitern verurteilt wurden.
LS Fertigungslösung
Unser Laserschneidverfahren für medizinische Anwendungen begann mit einer DFM-Analyse und der Umstellung auf hochvernetztes gegossenes Acrylglas für überlegene Chemikalienbeständigkeit . Wir implementierten ein proprietäres Kaltpuls-Laserschneidverfahren mit Mikrosekundenpulsen und Hochdruckstickstoff, um die Wärmeeinflusszone (WEZ) unter 50 µm zu halten. Die Kerninnovation war ein sechsstündiger , mehrstufiger Glühzyklus mit einer kontrollierten Abkühlrate von 8 °C pro Stunde, der eine vollständige Spannungsentlastung ohne neue Verformungen gewährleistet.
Ergebnisse und Wert
Die fertigen Teile wiesen eine optische Kante mit einer Oberflächenrauheit von Ra 0,4 µm und einer gleichmäßigen Verjüngung von nur 0,3° auf. Die Ausbeute im ersten Montagedurchgang stieg auf 99,7 % , wodurch der Kunde die klinische Validierung drei Wochen früher als geplant abschließen konnte. Durch den Wegfall des Nachpolierens reduzierten wir die Stückkosten des Kunden um 125 US-Dollar . Diese hochstabile Lösung für Laserschneiden und -bearbeiten sicherte uns für drei Jahre die Position als strategischer Lieferant.
Dieser Fall zeigt, dass die Bewältigung anspruchsvoller Fertigungsherausforderungen eine tiefgreifende Prozessintegration erfordert, die über die reine Bearbeitung hinausgeht. Wir haben Zuverlässigkeit durch die Kontrolle der gesamten Prozesskette erreicht – von der Materialauswahl über das Kaltpuls-Laserschneiden bis hin zum Präzisionsglühen. Die Expertise von LS Manufacturing im Präzisions-Laserschneiden von Acryl für kritische Anwendungen wandelt potenzielle Fehler in garantierte Leistung um und verschafft uns so einen entscheidenden Wettbewerbsvorteil in regulierten, wertschöpfungsintensiven Branchen.
Stehen Sie vor ähnlichen Herausforderungen hinsichtlich optischer Klarheit oder Sterilisationsintegrität? Senden Sie Ihre Spezifikationen an unser Entwicklungsteam – wir garantieren Ihnen eine passende Fertigungslösung.

Häufig gestellte Fragen
1. Warum sollte man sich für LS Manufacturing als Anbieter von Präzisions-Acryl-Laserschneiddienstleistungen entscheiden und nicht für lokale Druckereien?
Wir bieten nicht nur eine industrielle Präzision von ±0,05 mm , sondern auch vorab durchgeführte DFM-Prüfungen und Glühbehandlungen in medizinischer Qualität , um sicherzustellen, dass die Teile nicht nur optisch ansprechend sind, sondern auch strenge funktionale Montageanforderungen erfüllen.
2. Was ist die maximale Dicke, die LS Manufacturing für hochwertige Acrylglas-Schneidedienstleistungen bearbeiten kann?
Durch den Einsatz eines 15-kW -Hochleistungslaserclusters können wir gegossene Acrylteile mit einer Dicke von bis zu 50 mm zuverlässig herstellen und dabei eine rechtwinklige Schnittkante gewährleisten, die den ISO 9013-Standards entspricht.
3. Wie verhindern Sie Haarrisse oder Spannungsrisse bei Ihren kundenspezifischen Acryl-Laserschneiddienstleistungen?
Wir beugen diesen Problemen vor, indem wir die Wärmezufuhr während der Verarbeitung kontrollieren und ISO-zertifizierte Glühverfahren zur Entlastung innerer Spannungen anwenden. Dadurch wird sichergestellt, dass die Teile bei Kontakt mit Lösungsmitteln oder Hochdruckumgebungen keine Risse entwickeln.
4. Wie schnell kann ich ein Angebot für einen Acryl-Laserschneidauftrag für OEM-Projekte erhalten?
Klicken Sie einfach auf die Schaltfläche unten, um Ihre STEP-Datei hochzuladen; unser Ingenieurteam wird Ihnen innerhalb von 12 bis 24 Stunden ein formelles technisches Angebot – einschließlich DFM-Kostenoptimierungsempfehlungen – zukommen lassen.
5. Kann LS Manufacturing Oberflächenbehandlungen wie antistatische oder entspiegelnde Beschichtungen anbieten?
Ja, wir bieten umfassende Nachbearbeitungslösungen an, darunter medizinische Klebeverfahren, Siebdruck und Funktionsbeschichtungen – wie ESD- oder AR- Beschichtungen – zur Verbesserung der Oberflächeneigenschaften.
6. Warum ist das Präzisionslaserschneiden von Acryl für transparente Teile kostengünstiger als das CNC-Fräsen?
Beim Laserschneiden ist man 400 % schneller als beim Fräsen, wenn es um die Bearbeitung komplexer Konturen geht, und es entsteht von Natur aus eine glatte Kantenoberfläche. Dadurch entfällt die Notwendigkeit teurer 5-Achs-CNC-Maschinenzeiten und die anschließenden Kosten für manuelles Polieren.
7. Gewährleistet LS Manufacturing die Rückverfolgbarkeit der Materialien für kritische OEM-Projekte?
Wir halten uns strikt an das Qualitätsmanagementsystem ISO 9001; jeder Chargenbestellung liegt der Original-Materialprüfbericht (MTR) und ein 100% iger Maßprüfbericht bei, der mittels optischer 2D-Messtechnik erstellt wurde.
8. Können Sie sowohl Kleinserienaufträge für Prototypen als auch Serienproduktionen abwickeln?
Ja, wir haben keine strikten Mindestbestellmengen. Unser Ziel ist es, Ihre Forschung und Entwicklung durch schnelles Prototyping zu beschleunigen und gleichzeitig Skaleneffekte zu nutzen, um Ihnen in Ihren Serienproduktionsphasen äußerst wettbewerbsfähige Preise direkt ab Werk anbieten zu können.
Zusammenfassung
In der Präzisionsfertigung geht es beim Laserschneiden um weit mehr als nur um die Formgebung von Materialien. Wahre Präzision entsteht durch die Kontrolle der Wärmeeinflusszone im Mikrometerbereich, wissenschaftliche Verfahren zur Spannungsentlastung und die Optimierung des Design for Manufacturing (DFM). Ob für transparente optische Bauteile oder spielfreie medizinische Basen – LS Manufacturing wandelt komplexe physikalische Parameter in einen planbaren wirtschaftlichen Wert um. Nur die Zusammenarbeit mit einem Anbieter, der Materialwissenschaft und prozessübergreifende Integration beherrscht, gewährleistet termingerechte, spezifikationskonforme und budgetgerechte Lieferung.
Lassen Sie nicht länger zu, dass durch Lieferanten verursachte Verarbeitungsfehler oder Maßabweichungen die Markteinführungszeit Ihres Produkts verlängern. Ihre präzisen Laserschneidkonstruktionen verdienen eine Realisierungslösung in Laborqualität. Klicken Sie unten auf „Angebot anfordern“ und laden Sie noch heute Ihre technischen Zeichnungen hoch . Die Anwendungstechniker von LS Manufacturing erstellen Ihnen kostenlos eine Machbarkeitsstudie für die Fertigung nach dem DFM-Prinzip und helfen Ihnen, innerhalb von nur 24 Stunden die wettbewerbsfähigste Lösung direkt vom Hersteller zu erhalten.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


