
Los servicios de corte láser de precisión para acrílico suelen centrarse en la potencia del láser necesaria para cortar el acrílico ; sin embargo, la producción en masa real sufre de microfisuras (craquelado), biselado excesivo y desviaciones dimensionales, lo que provoca fluctuaciones significativas en el rendimiento. El principal problema técnico radica en que el proceso no se adapta a las características físicas de los acrílicos, ya sean fundidos o extruidos, lo que limita la capacidad de ajustar dinámicamente la energía del pulso y da como resultado una zona afectada por el calor (ZAC) muy amplia.
LS Manufacturing resuelve este desafío con la ayuda de un láser de fibra brillante de 15 kW combinado con un método de protección gaseosa personalizado que garantiza una tolerancia de mecanizado de ±0,05 mm para láminas acrílicas de 20 mm de espesor . LS Manufacturing ofrece un servicio personalizado integral, desde la verificación DFM hasta el recocido de alivio de tensiones para una mayor eficiencia en el ensamblaje fuera de línea . En la siguiente explicación técnica, se aclarará cómo nuestra filosofía de fabricación digital resuelve estos desafíos físicos del mecanizado preciso de acrílico.

Corte láser de precisión de acrílico: Guía de referencia rápida para fabricantes de equipos originales (OEM)
| Parámetro técnico | Implementación para piezas acrílicas de calidad |
| Rango de espesor óptimo | Nuestro acrílico cortado con láser se produce mediante un control preciso de parámetros desde 0,5 mm hasta 25 mm . |
| Tipo y longitud de onda del láser | Se utilizó un láser de CO2 (longitud de onda de 10,6 µm ) ya que se absorbe bien en el acrílico, lo que proporciona un rendimiento de corte láser eficaz . |
| Gestión del calor y la fusión | Potencia, velocidad y gases auxiliares (aire) controlados para evaporar el material evitando cualquier fusión y refundición excesiva. |
| Claridad y pulido de los bordes | El corte por láser da como resultado un pulido a la llama de los bordes cortados, eliminando las operaciones de acabado posterior. |
| Nuestro manejo de materiales | La aplicación de una película protectora y un sistema de fijación especial eliminan cualquier posibilidad de que se produzcan arañazos en la superficie durante el corte por láser . |
| Resultado: Acabado de calidad óptica | Crea componentes con un corte perfecto, bordes de calidad óptica y una transmisión de luz excepcional, ideales para lentes ópticas y pantallas . |
| Resultado: Precisión dimensional | Garantiza un corte de precisión sin desviaciones de la tolerancia de ±0,1 mm y no se deforma, lo cual es importante para el ajuste a presión y el sellado . |
Ofrecemos soluciones para el corte láser de precisión de materiales acrílicos para fabricantes de equipos originales (OEM). Nuestra técnica evita la fusión, garantiza bordes limpios y preserva la estabilidad dimensional. El resultado son piezas estéticamente atractivas, de alta claridad óptica y calidad, listas para su ensamblaje en el producto final.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Existen numerosas fuentes que describen cómo cortar acrílicos con láser , pero ¿por qué elegir esta guía en particular? No somos meros académicos, sino profesionales que trabajamos a diario en nuestro taller, no en un laboratorio. Nos enfrentamos a problemas como evitar el agrietamiento en los bordes del acrílico o cumplir con tolerancias estrictas al fabricar ventanas aeroespaciales y unidades de carcasa médica, donde no hay margen de error.
Todo el proceso se basa en la validación empírica mediante aplicaciones prácticas. Nuestro grupo siempre recurre a fuentes fiables como la base de datos de materiales del NIST al investigar sobre materiales y utiliza Wikipedia para definir términos que faciliten la formulación de los enfoques empleados. El resultado de nuestra exhaustiva investigación y experimentación, realizada con miles de piezas fabricadas, es la técnica eficiente para controlar el espesor y la asistencia de gas que hemos desarrollado y recomendamos.
El conocimiento práctico adquirido a través de esta experiencia se ha utilizado para desarrollar las recomendaciones necesarias para su proyecto OEM. El objetivo es ayudarle a evitar errores costosos, aprovechar al máximo las oportunidades de diseño y lograr el éxito desde el primer intento.
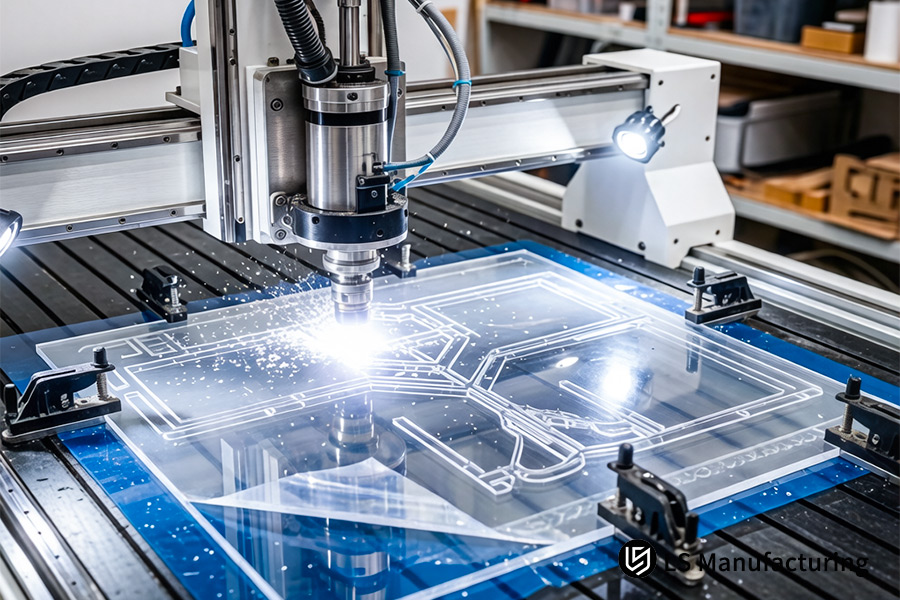
Figura 1: El corte láser genera chispas brillantes al recortar formas acrílicas personalizadas para cubiertas de iluminación.
¿Por qué LS Manufacturing es la opción preferida para los servicios de corte láser de precisión de acrílico en 2026?
La fabricación de materiales acrílicos con precisión micrométrica de forma continua , día y noche, se convirtió en uno de los principales desafíos en 2026, impactando la eficiencia del ensamblaje y los costos en general. La tecnología empleada por LS Manufacturing implicó el uso de control de bucle cerrado en tiempo real y cálculos estadísticos, convirtiendo la precisión en una realidad constante. Esta es nuestra solución:
Control servo de lazo cerrado para corrección de trayectoria en tiempo real
El núcleo de nuestra tecnología es un eje óptico accionado por un servomotor, mientras que codificadores submicrométricos proporcionan información sobre su posición. Durante el corte láser de precisión de acrílico , estos datos se comparan con la trayectoria teórica de la herramienta a intervalos de kHz. Si se produce alguna desviación debido a variaciones térmicas o desgaste mecánico, se inicia inmediatamente la corrección del servomotor antes del siguiente pulso láser. Esto garantiza una precisión perfecta en el proceso de corte , fundamental para la fabricación de piezas complejas de acrílico cortadas con láser que incorporan mecanismos de bloqueo.
Prevención proactiva de defectos mediante la integración de SPC
Si bien la simple inspección de componentes con criterios de aprobación o rechazo no es suficiente, el procedimiento de control de calidad SPC considera las dimensiones de cada componente. Dimensiones como el ancho de corte y el diámetro de los orificios se controlan mediante gráficos de control. La desviación del límite de control indica la necesidad de mantenimiento preventivo para garantizar que la producción posterior se mantenga dentro de los límites de especificación. El mantenimiento predictivo es esencial para obtener componentes de corte láser de alto volumen y precisión.
Gestión térmica para la estabilidad geométrica en formas complejas
Debido a su sensibilidad a la influencia térmica, durante la fabricación del material acrílico se producen tensiones localizadas que provocan deformaciones al cortar la pieza. Para reducir la influencia de los efectos térmicos, se utiliza un láser pulsado con ciclos de trabajo óptimos. Además, es fundamental mantener una temperatura constante en la pieza. De este modo, se logra una estabilidad geométrica mediante el corte láser preciso de conjuntos de acrílico, con cero errores, como en el caso de las guías ópticas multicapa.
Garantizar la coherencia en la producción escalable.
El reto final consiste en lograr una producción escalable sin comprometer la calidad. Nuestra estrategia para abordar este problema implica la implementación de un sistema digital integral que transmite toda la información relativa al rendimiento de la máquina al sistema SPC, permitiendo así la creación de un modelo de proceso iterativo . Mediante esta estrategia, podremos garantizar la reproducción perfecta de una configuración de trabajo probada en cualquier máquina de nuestra fábrica y obtener resultados idénticos. La consistencia de nuestros procesos de microcorte láser para membranas acrílicas delgadas es muy alta, incluso después de millones de repeticiones.
Este documento técnico subraya la necesidad de integrar sistemas para alcanzar nuestro objetivo de 2026. Nuestra reputación se basa en un enfoque científico que busca controlar el proceso en lugar de simplemente evaluar sus resultados. En este caso, nuestro objetivo es resolver el problema crucial de mantener la experiencia de LS Manufacturing en servicios de corte láser de precisión de acrílico en grandes volúmenes con rendimientos predecibles.

¿Cómo puede el corte láser de precisión de acrílico lograr una claridad de borde de grado óptico sin pulido secundario?
Para obtener una calidad de borde comparable a la del acrílico de grado óptico, se requieren pasos de procesamiento adicionales que son costosos e impredecibles. El principal desafío reside en controlar la interacción del láser con el material para que el borde final se pula durante el propio corte. Esto es precisamente lo que hace el sistema de corte láser de acrílico de LS Manufacturing. La tecnología que sustenta el proceso se describe a continuación:
Control preciso de parámetros láser para pulido in situ
- Modulación del ancho de pulso y de la potencia máxima: Esto es necesario para garantizar una transferencia de energía suficiente al material para la formación completa de una capa fundida sin vaporización; de lo contrario, el borde tendrá una forma irregular.
- Posicionamiento de enfoque dinámico: Se selecciona la posición óptima del enfoque del láser en relación con el espesor del material para proporcionar la transferencia de energía necesaria para iniciar el reflujo de la capa de plástico fundido debido a la tensión superficial .
- Solución: El proceso mencionado anteriormente es la base de nuestro servicio de corte de acrílico de alta calidad , que da como resultado componentes listos para usar con claridad óptica directamente desde la cortadora.
Optimización de la respuesta del material para un acabado uniforme
- Mitigación del estrés térmico: Se utiliza una mezcla de gases patentada en el plano de corte para evitar la carbonización por oxidación y enfriar el sustrato, minimizando así las distorsiones térmicas.
- Calibración específica del material: Cada tipo de acrílico (por ejemplo, fundido, extruido), así como su color, se optimiza en función de las diferentes propiedades de absorción a longitudes de onda de 10,6 μm .
- Solución: Como resultado, se logra una calidad de borde uniforme en cada lote de láminas acrílicas, lo que permite la producción de componentes acrílicos con acabado láser aptos para su uso en unidades de exhibición e iluminación.
Calidad validada mediante medición directa.
- Monitorización en línea: Examen cualitativo en línea para comprobar la nitidez y la opacidad mediante sistemas de imágenes coaxiales.
- Verificación cuantitativa: Mediciones de rugosidad superficial posteriores al procesamiento utilizando un perfilómetro de contacto para confirmar que los valores de Ra cumplen con el estricto criterio de menos de 0,8 μm .
- Solución: La verificación empírica garantiza que esta técnica de corte láser cumple con los altos estándares ópticos de manera confiable, sin necesidad de hacer ninguna suposición.
Garantizar la estabilidad y repetibilidad del proceso.
- Control de potencia en bucle cerrado: La potencia de salida de la fuente láser se supervisa y controla constantemente en tiempo real para compensar cualquier desviación de la fuente.
- Biblioteca de parámetros unificada: Se crea una biblioteca que contiene todos los parámetros necesarios para lograr los mejores resultados en diferentes materiales y formas, con el fin de facilitar la reproducción exacta de los trabajos en cualquier planta de fabricación.
- Solución: El sistema de control descrito garantiza la estabilidad y la reproducibilidad del corte láser de calidad óptica y proporciona un acabado de borde pulido predecible.
Este documento describe el procedimiento de ingeniería específico para cada parámetro con el fin de completar la asignación del acabado de los bordes. Nuestra autoridad radica en que podemos controlar la física de la fase de fusión involucrada en nuestro proceso, en lugar de simplemente realizar un corte. Este proceso único nos permite resolver el problema de la certificación de claridad óptica mediante el corte láser de acrílico de precisión , lo que hace que este proceso sea rentable y conveniente para nuestros clientes, ya que no habrá cuellos de botella en el pulido.
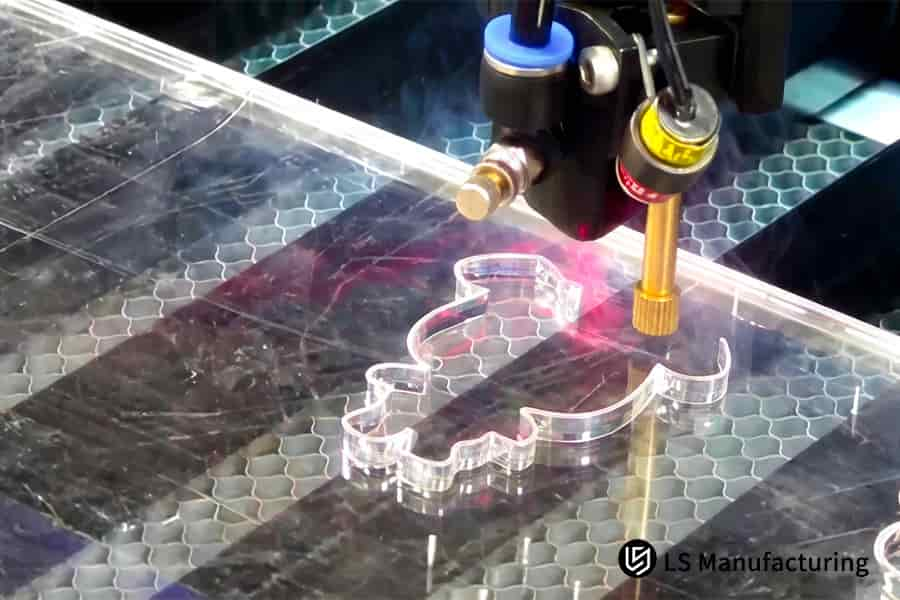
Figura 2: El corte láser permite fabricar elementos internos complejos en acrílico grueso para componentes de señalización arquitectónica.
¿Por qué los ingenieros de los fabricantes de equipos originales (OEM) deberían priorizar el corte láser de acrílico para geometrías complejas de múltiples ejes?
El método tradicional presenta dificultades al fabricar piezas tridimensionales complejas o componentes altamente perforados para fabricantes de equipos originales (OEM). El problema radica en cómo mantener la precisión dimensional al trabajar con geometrías tan complejas. En este informe, explicaremos nuestro método de corte láser de acrílico con geometría multieje y soluciones complejas , que aborda específicamente estos problemas. Las soluciones que ofrecemos se detallan a continuación:
| Desafío | Nuestra intervención técnica | Resultado cuantificado |
| Error dimensional del contorno 3D | El movimiento simultáneo a lo largo de 5 ejes mantiene la perpendicularidad y la distancia focal del haz durante todo el proceso. | Ayuda a lograr una precisión de tolerancia de posicionamiento de ±0,05 mm en operaciones de corte láser de contornos 3D complejos. |
| Deformación inducida por el calor en telas delgadas | La gestión de la velocidad y la potencia, junto con la selección de una trayectoria óptima, ayuda a distribuir el calor de manera uniforme. | Limita los errores de deformación en más del 70 % en componentes delicados. |
| Distorsión de rasgos en esquinas pronunciadas | Un algoritmo de software altamente sofisticado garantiza el suavizado de las esquinas y la reducción de la velocidad del láser en los bordes afilados. | Reduce el riesgo de quemar las esquinas en un 85% . |
| Garantizar la posición correcta de los agujeros en las curvas. | La optimización de la trayectoria mediante diseño asistido por ordenador garantiza que los ejes de los agujeros permanezcan ortogonales a los vectores de la superficie . | La concentricidad del orificio se mantiene intacta, lo cual es fundamental para el corte láser multieje . |
Se puede concluir que el corte láser de acrílico para fabricantes de equipos originales (OEM) eficaz requiere la combinación de movimientos sincronizados, control de temperatura adaptativo y planificación inteligente de trayectorias. Nuestras soluciones LS Manufacturing están diseñadas para abordar los desafíos únicos que implica la reducción de la deformación por tensión y el logro de la precisión geométrica en el corte láser de acrílico para proyectos OEM . Este rigor técnico constituye una base sólida para el diseño de componentes avanzados.
¿Qué permite que los servicios de corte láser de acrílico a medida mitiguen el agrietamiento por tensión en componentes de grado médico?
Dado que el agrietamiento por tensión (o fisuración) del acrílico de grado médico en presencia de esterilizantes químicos es una preocupación importante que puede poner en peligro tanto el rendimiento como la seguridad de los dispositivos médicos, el principal beneficio que ofrece nuestra solución es un enfoque de postprocesamiento estructurado que elimina eficazmente la tensión generada durante los servicios de corte láser de acrílico personalizados . Consiste en:
Conjuntos de parámetros láser optimizados para minimizar la tensión inicial.
El corte por láser comienza con parámetros diseñados para limitar la zona afectada por el calor (ZAC) . Mediante pulsos rápidos de baja densidad de potencia y un flujo controlado con precisión de gas nitrógeno, se limita el choque térmico y el enfriamiento rápido, factores que generan bloqueo por tensión. El resultado es un borde con menor tensión residual antes de cualquier procesamiento posterior, lo que sienta las bases para la producción de piezas acrílicas cortadas con láser de alta precisión y gran resistencia.
Ciclo de recocido con rampa de control de precisión
El proceso posterior comienza con una serie de recocidos realizados en un horno computarizado. La temperatura se eleva hasta situarse justo por debajo de la temperatura de transición vítrea del acrílico. Permanece a este nivel el tiempo suficiente para que las cadenas poliméricas se estabilicen. Finalmente, se reduce a una velocidad máxima de 10 grados por hora . El enfriamiento lento es esencial, ya que alivia las tensiones térmicas en el material, lo cual es un requisito para el corte láser de dispositivos médicos .
Validación rigurosa mediante pruebas de exposición química.
Las pruebas, no las suposiciones, constituyen un método de control de calidad . Tras el recocido, las muestras se someten a inmersión o limpieza durante 24 horas en IPA al 70 % . Este disolvente tiene un alto potencial de causar daños, por lo que es la solución más utilizada. A continuación, cada muestra se examina con un microscopio óptico. La ausencia de microfisuras durante esta prueba demuestra que se ha reducido con éxito la tensión térmica, lo que permite su aplicación en el corte láser de acrílico microfluídico y en diagnósticos complejos.
Esta propuesta describe cómo podemos crear un proceso de diseño de ingeniería de ciclo cerrado que garantice la solución definitiva de los problemas de agrietamiento por tensión. Nuestra credibilidad se demuestra por nuestra capacidad para controlar toda la cadena de procesos, desde la optimización de parámetros para minimizar la introducción de tensión hasta el alivio térmico preciso de la tensión , pasando por el proceso de validación química. Esto nos ayudará a resolver el problema de proporcionar componentes acrílicos de grado médico resistentes a productos químicos mediante corte láser, que suelen ser propensos a este problema, convirtiéndolos en nuestros servicios personalizados de corte láser de acrílico .
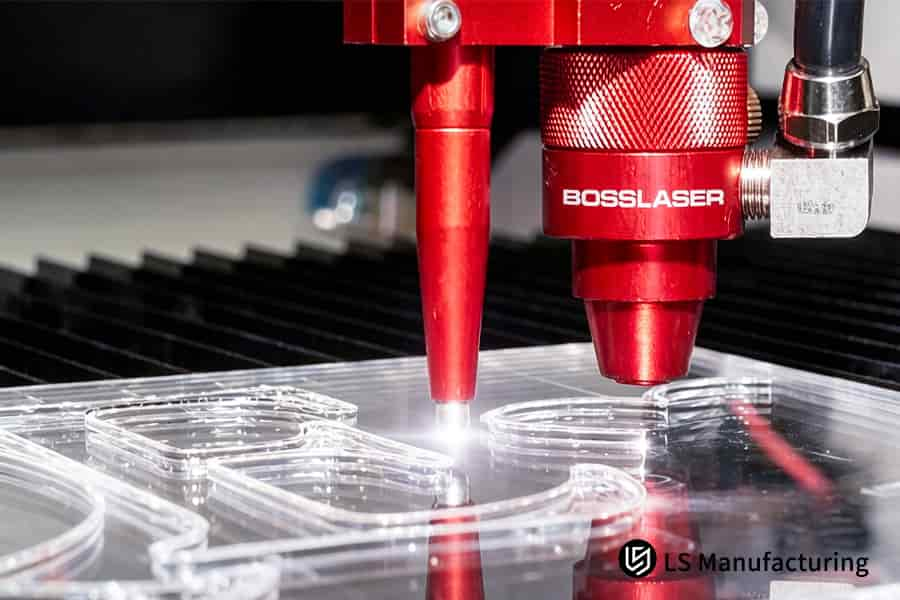
Figura 3: El corte láser proporciona un acabado de bordes finos en paneles acrílicos para vitrinas transparentes.
¿Cómo aborda el corte láser de espesor de acrílico los desafíos de la conicidad en placas de 25 mm de espesor?
La formación de un borde cónico afilado de 89,5° en piezas acrílicas de más de 20 mm de espesor es una tarea difícil debido a la divergencia inherente del haz láser. Este problema dificulta enormemente el contacto con la superficie, lo que incrementa el coste del acabado de las piezas. Nuestra solución emplea la manipulación y el control dinámicos en tiempo real del haz láser para garantizar la formación de un cono de 0,5° en el corte láser de acrílico de espesor variable . Nuestra solución incluye:
Ajuste dinámico de la distancia focal para una entrega de energía uniforme.
- Sistema de óptica adaptativa: Utilización de un sistema de lentes de enfoque que permite que el haz láser altere su plano focal durante el corte.
- Compensación de la divergencia: Garantiza que el diámetro se mantenga constante en todas las regiones de la cintura del haz dentro del espesor del material .
- Solución: Logra una densidad de energía constante durante todo el corte, lo cual es esencial para un control adecuado de la conicidad en el corte láser de acrílico grueso .
Perfiles de potencia y velocidad modulados
- Programación de la curva de potencia: La potencia del láser se incrementa deliberadamente en las regiones de baja atenuación para garantizar que la energía se compense dentro del haz.
- Velocidad de alimentación optimizada: La velocidad del láser se ajusta para que se elimine todo el material en la zona inferior, pero sin sobrecalentar la zona superior.
- Solución: Este enfoque equilibrado evita la característica forma de "V" , lo que produce paredes laterales más rectas en paneles acrílicos de gran espesor .
Optimización del gas de asistencia a alta presión
- Diseño especializado de la boquilla: Esto se logra mediante un diseño de boquilla único , que provoca un flujo rápido y laminar de nitrógeno hacia la sección de corte.
- Expulsión eficiente del material fundido: Al utilizar gas auxiliar para eliminar el material acrílico fundido del corte, se minimiza considerablemente la posibilidad de que se depositen depósitos de acrílico fundido en los laterales.
- Solución: Esto significa que obtenemos bordes limpios y definidos que se pueden ensamblar fácilmente, lo cual es uno de los factores críticos en nuestros servicios de corte láser de precisión de acrílico .
El documento destaca el control del haz y del proceso necesarios para resolver el problema fundamental de la conicidad. Gracias a nuestra solución exclusiva de ajuste dinámico del foco, modulación de parámetros y dinámica de gases óptima, podemos ofrecer un corte láser fiable de baja conicidad en acrílico de gran espesor . Esta solución técnica constituye la base de nuestro corte láser de acrílico de espesor variable , lo que permite un ahorro significativo de costes al minimizar el mecanizado secundario.
¿Puede un servicio de corte de acrílico de alta calidad mantener una consistencia a nivel de micras en 10 000 unidades?
La capacidad de lograr una consistencia a nivel micrométrico en un lote grande de piezas es fundamental, ya que las variaciones en el espesor del material y la deriva inducida por el calor provocan inconsistencias dimensionales. Esta compensación es especialmente importante al utilizar sistemas automatizados de corte láser . Este documento explica los sistemas integrados para nuestro servicio de corte de acrílico de alta calidad , que permite obtener un tamaño de detalle inferior a 0,03 mm en 10 000 unidades de material. La siguiente tabla enumera los controles clave involucrados:
| Desafío | Nuestra intervención técnica | Resultado cuantificado |
| Variación del espesor del material (±0,1 mm) | Un dispositivo de medición láser integrado mide cada lámina y ajusta automáticamente la posición de enfoque del láser de corte. | Cancela el efecto de la variación del material, garantizando la uniformidad de la formación del corte y de los bordes cortados en el corte láser de alto volumen . |
| Deriva del proceso inducida térmicamente | Los sensores térmicos internos monitorizan constantemente la temperatura ambiente y ajustan automáticamente la potencia del láser y la velocidad de alimentación. | Mantiene la estabilidad de la energía de corte, lo que contribuye directamente a la consistencia de la producción en masa a largo plazo. |
| Impacto del desgaste de las herramientas a lo largo del tiempo | Los algoritmos de predicción basados en el rendimiento anterior activan automáticamente el mantenimiento para evitar el deterioro progresivo de la calidad del producto. | Mantiene la precisión inicial del proceso, garantizando su uniformidad en todos los productos fabricados durante todo el ciclo de corte láser . |
| Validación estadística en tiempo real | La verificación dimensional en línea al 100% de las dimensiones críticas produce información en tiempo real que se muestra en un gráfico de control SPC . | Garantiza una estabilidad del CPK de al menos 1,67 , lo que proporciona evidencia estadística de la estabilidad del proceso y la conformidad de todas las piezas. |
Este análisis demuestra que la precisión en la producción en masa se garantiza mediante el control por retroalimentación de los parámetros del proceso. Resolvemos el problema de la acumulación de tolerancias en el corte láser de acrílico de precisión , asegurando así que tanto la primera como la décima milésima unidad sean idénticas. Esto garantiza la estabilidad del CPK necesaria para un ensamblaje ininterrumpido, lo que define un verdadero servicio de corte láser de alta precisión . Nuestros controles integrados garantizan una consistencia a nivel micrométrico en producciones de alto volumen. Envíenos el dibujo de su pieza acrílica más exigente para un análisis de viabilidad y un presupuesto.

Figura 4: El corte láser crea ranuras de encaje precisas en acrílico transparente para plantillas de dispositivos electrónicos.
¿Por qué es vital la integración de servicios de estampado de metal personalizados para los ensamblajes híbridos de acrílico y metal?
Debido a los diferentes coeficientes de dilatación térmica de las piezas acrílicas y metálicas, los ensamblajes híbridos fabricados con estos materiales requieren alineación. La principal ventaja de la integración de nuestros servicios radica en aprovechar el proceso de estampado de metal de precisión como base para el posterior procesamiento del acrílico, eliminando así los problemas de interfaz y unificando todo el proceso de fabricación. El enfoque que utilizamos se describe a continuación:
Establecimiento de un punto de referencia maestro mediante estampado de metales de precisión.
Los servicios de estampado de metal a medida fabrican primero el componente metálico, ya que esto proporciona mayor estabilidad dimensional. A continuación, se mide este componente estampado con una máquina de medición por coordenadas (CMM) para crear una réplica digital. Este modelo 3D, y no el modelo CAD teórico, sirve de referencia para el corte láser de precisión de piezas acrílicas , lo que permite alinear las piezas con el componente metálico fabricado .
Mecanizado secundario de acrílico con referencia a un punto de referencia
La pieza metálica medida se inserta en el soporte especialmente diseñado. Un sistema de visión mide sus características para crear el sistema de coordenadas de la máquina a partir de la propia pieza. A continuación, la pieza acrílica se corta basándose en los datos reales mediante un proceso de corte láser compensado para corregir cualquier error. Esto garantiza que la forma del acrílico coincida con la de la pieza metálica real.
Compensación proactiva para la diferencia de dilatación térmica
La dilatación diferencial de los materiales (por ejemplo, aluminio frente a acrílico ) dentro del rango de temperatura deseado para el ensamblaje se determina y se incorpora al corte de la pieza de acrílico. A continuación, la pieza de acrílico se corta teniendo en cuenta la dilatación diferencial para que coincida perfectamente con las dimensiones de la pieza metálica a la temperatura de ensamblaje, solucionando así la causa principal de la tensión en el ensamblaje híbrido .
Este documento describe una técnica de fabricación integrada que aborda la acumulación de tolerancias de ensamblaje mediante el tratamiento de la causa raíz. Nuestra experiencia técnica radica en utilizar el componente estampado como referencia maestra y considerar las variaciones entre materiales. Este proceso integrado de corte láser y estampado produce componentes que funcionan a la perfección, eliminando el complejo problema del ajuste. Ofrece una verdadera optimización de la cadena de suministro al incorporar la calidad y el ajuste en el proceso de fabricación desde el principio.
¿Cómo puede el corte láser de acrílico para proyectos OEM optimizar la disposición del material para reducir los costes de fabricación?
En la fabricación B2B, la cantidad de material utilizable determina el precio unitario, y el uso ineficiente del anidamiento de piezas en láminas costosas genera un desperdicio considerable. La clave del éxito reside en aprovechar al máximo cada lámina sin comprometer la precisión ni la calidad del corte. La solución implica algoritmos de anidamiento combinados con parámetros de proceso. A continuación, presentamos nuestro enfoque técnico:
Anidamiento de alta densidad impulsado por algoritmos
- Optimización de patrones mediante IA: Un software personalizado evalúa la geometría de las piezas y utiliza algoritmos sofisticados para colocarlas, rotando y volteando automáticamente las piezas para obtener el patrón más eficiente.
- Reducción de la compensación de corte: El sistema está diseñado para ajustar dinámicamente los patrones de corte con el fin de minimizar la distancia entre cortes de la forma más segura posible, reduciéndola de 2 mm a 0,8 mm .
- Solución: Esto mejora directamente la utilización del material , que es uno de los principales beneficios que ofrecemos a través de nuestros servicios personalizados de corte láser de acrílico , al aumentar el número de piezas por lámina.
Integración de restricciones con reconocimiento de procesos
- Reglas de gestión del calor: Este algoritmo de anidamiento incluye un modelo térmico para garantizar que las piezas no se deformen, al permitir suficiente espacio para la liberación del calor .
- Filtros de estabilidad mecánica: Este algoritmo mantiene un espesor mínimo de la banda y la ubicación de las pestañas para que las piezas pequeñas no se rompan ni se desplacen durante el corte láser de alta eficiencia .
- Solución: Esto garantiza que un nido optimizado sea un nido que se pueda fabricar de forma fiable, evitando así la pérdida de rendimiento durante la producción.
Gestión dinámica de residuos para volúmenes mixtos
- Base de datos de restos: Esta base de datos almacena toda la información sobre los trozos de láminas sobrantes de operaciones anteriores e incluye sus dimensiones y posición exactas .
- Emparejamiento automático: En los nuevos proyectos de corte láser para fabricantes de equipos originales (OEM) , el software primero examina los restos disponibles antes de asignar nuevas láminas completas.
- Solución: La implementación de esta estrategia mejora aún más la eficiencia de la utilización de materias primas en el proceso de producción, lo cual es fundamental para la reducción de costos .
Resultado validado: Un ejemplo ilustrativo
- Alcance del proyecto: Al procesar un lote de 3000 marcos de pantalla, el anidamiento inicial arrojó una eficiencia del 78% utilizando láminas estándar de 4'x8' .
- Nuestra intervención: El empleo de nuestros algoritmos restringidos dio como resultado una mayor densidad de piezas, con el ajuste necesario en los espacios entre ellas.
- Resultado cuantificable: En definitiva, logramos aumentar la utilización final del material al 91% , lo que se tradujo en una reducción del coste unitario de alrededor del 15% para nuestro cliente.
Este documento describe un enfoque de ingeniería basado en datos para la optimización de materiales. Nuestra experiencia en el corte láser de acrílico para proyectos OEM se demuestra mediante un anidamiento de alta densidad y viable para la producción. Resolvemos el problema del desperdicio inherente de material, transformando el ahorro de centímetros cuadrados en una reducción directa de costos para nuestros clientes. Esta capacidad técnica, esencial para el corte láser de precisión a gran escala, establece una clara ventaja competitiva en la fabricación de alto volumen .
Ventanas para instrumentos de diagnóstico in vitro de grado médico de LS Manufacturing: Corte láser de precisión en acrílico — Soluciones a medida
Este estudio de caso técnico detalla cómo LS Manufacturing resolvió una falla crítica en la fabricación de componentes de grado médico . Un líder mundial en diagnóstico in vitro (DIV) se enfrentaba a fugas persistentes en ventanas ópticas de 15 mm de espesor debido a la mala calidad de los bordes resultantes del corte láser de precisión convencional de acrílico . Nuestra solución de ingeniería combinó la ciencia de los materiales con una gestión térmica avanzada para cumplir con los estándares de confiabilidad más exigentes.
Desafío del cliente
El cliente requería una ventana acrílica de grado óptico de 15 mm de espesor con bordes casi verticales para un dispositivo de diagnóstico. El proceso del proveedor actual produjo una conicidad visible en los bordes (~ 1,2° ) y microfisuras, lo que provocó fugas de fluido durante las pruebas de autoclave de 1000 ciclos . Esto resultó en un rendimiento inaceptable de ensamblaje en la primera pasada de solo el 65 % , lo que puso en peligro los plazos de validación clínica y el proyecto debido a la calidad inconsistente de las piezas.
Solución de fabricación LS
Nuestro proceso de corte láser de grado médico comenzó con una revisión DFM, optando por acrílico fundido de alta reticulación para una resistencia química superior . Implementamos una técnica patentada de corte láser de pulso frío , utilizando pulsos de microsegundos con nitrógeno a alta presión para mantener la Zona Afectada por el Calor (ZAC) por debajo de 50 µm . La innovación principal fue un ciclo de recocido multietapa de 6 horas con una velocidad de enfriamiento controlada de 8 °C por hora, lo que garantiza una completa liberación de tensiones sin inducir nuevas distorsiones.
Resultados y valor
Las piezas finales lograron un acabado óptico con una rugosidad superficial de Ra 0,4 µm y una conicidad uniforme de tan solo 0,3° . El rendimiento del ensamblaje en la primera pasada se disparó al 99,7 % , lo que permitió al cliente completar la validación clínica tres semanas antes de lo previsto. Al eliminar todo el pulido secundario, redujimos el coste unitario del cliente en 125 dólares . Esta solución de corte y acabado láser de alta estabilidad nos aseguró nuestra posición como su proveedor estratégico durante tres años.
Este caso demuestra que resolver los desafíos de fabricación más exigentes requiere una profunda integración de procesos, no solo mecanizado. Logramos fiabilidad controlando toda la cadena, desde la selección de materiales y el corte láser de pulsos fríos hasta el recocido de precisión. La experiencia de LS Manufacturing en el corte láser de precisión de acrílico para aplicaciones críticas transforma los posibles fallos en un rendimiento garantizado, proporcionando una ventaja decisiva en industrias reguladas y de alto valor.
¿Se enfrenta a desafíos similares en cuanto a claridad óptica o integridad de la esterilización? Envíe sus especificaciones a nuestro equipo de ingeniería para obtener una solución de fabricación garantizada.

Preguntas frecuentes
1. ¿Por qué elegir LS Manufacturing para servicios de corte láser de precisión de acrílico en lugar de imprentas locales?
Ofrecemos no solo una precisión de grado industrial de ±0,05 mm , sino que también proporcionamos revisiones DFM previas y tratamientos de recocido de grado médico , lo que garantiza que las piezas no solo sean visualmente atractivas, sino que también cumplan con rigurosos requisitos de ensamblaje funcional.
2. ¿Cuál es el grosor máximo que LS Manufacturing puede cortar para ofrecer servicios de corte de acrílico de alta calidad?
Gracias a un sistema láser de alta luminosidad de 15 kW , podemos fabricar de forma fiable piezas de acrílico fundido de hasta 50 mm de espesor, manteniendo una perpendicularidad en los bordes de corte que cumple con las normas ISO 9013.
3. ¿Cómo previenen el agrietamiento o la fisuración por tensión en sus servicios de corte láser de acrílico a medida?
Prevenimos estos problemas controlando el aporte térmico durante el procesamiento e implementando procedimientos de recocido con certificación ISO para aliviar las tensiones internas, lo que garantiza que las piezas no desarrollen grietas cuando se exponen a disolventes o entornos de alta presión.
4. ¿Con qué rapidez puedo recibir un presupuesto para un pedido de corte láser de acrílico para proyectos OEM?
Simplemente haga clic en el botón a continuación para cargar su archivo STEP; nuestro equipo de ingeniería le proporcionará un presupuesto técnico formal, que incluye recomendaciones para la optimización de costos de DFM, en un plazo de 12 a 24 horas .
5. ¿Puede LS Manufacturing proporcionar tratamientos superficiales como recubrimientos antiestáticos o antirreflectantes?
Sí, ofrecemos soluciones integrales de postprocesamiento, que incluyen adhesión de grado médico, serigrafía y recubrimientos funcionales, como ESD o AR , para mejorar el rendimiento de la superficie.
6. ¿Por qué el corte láser de precisión de acrílico es más rentable que el fresado CNC para piezas transparentes?
El corte por láser es un 400 % más rápido que el fresado al procesar contornos complejos y produce inherentemente un acabado de borde liso, eliminando así la necesidad de costosos tiempos de máquina CNC de 5 ejes y los consiguientes costes de pulido manual.
7. ¿LS Manufacturing proporciona trazabilidad de materiales para proyectos OEM críticos?
Nos adherimos estrictamente al sistema de gestión de calidad ISO 9001; cada pedido por lotes va acompañado del Informe de Prueba de Material (MTR) original y un informe de inspección dimensional al 100% generado mediante metrología óptica 2D.
8. ¿Pueden gestionar tanto pedidos de prototipos de bajo volumen como series de producción en masa?
Sí, no imponemos requisitos estrictos de cantidad mínima de pedido (MOQ). Nuestro objetivo es acelerar su progreso en I+D mediante la creación rápida de prototipos , aprovechando las economías de escala para ofrecer precios directos de fábrica altamente competitivos para sus fases de producción en masa.
Resumen
En la fabricación de precisión, el corte láser de alta precisión va más allá del simple moldeado de materiales. La verdadera precisión se logra mediante el control de la zona afectada por el calor (ZAC) a nivel micrométrico, protocolos científicos de alivio de tensiones y la optimización del diseño para la fabricación (DFM). Ya sea para piezas ópticas transparentes o bases médicas de tolerancia cero, LS Manufacturing transforma parámetros físicos complejos en valor comercial predecible. Colaborar con un proveedor que domine la ciencia de los materiales y la integración de procesos es la única manera de garantizar entregas puntuales, conformes a las especificaciones y dentro del presupuesto.
Deje de permitir que las grietas de procesamiento o los errores dimensionales causados por el proveedor retrasen el lanzamiento de su producto al mercado. Sus diseños de corte láser de precisión merecen una solución de fabricación física con calidad de laboratorio. Haga clic en el botón "Solicitar presupuesto" a continuación y cargue sus planos técnicos hoy mismo ; los ingenieros de aplicaciones de LS Manufacturing le proporcionarán una evaluación de viabilidad DFM gratuita, lo que le ayudará a obtener la solución más competitiva directamente del fabricante en tan solo 24 horas .
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


