
Os serviços de corte a laser de precisão em acrílico geralmente começam com o foco na potência do laser necessária para cortar o acrílico , mas a produção em massa real sofre com microfissuras (craquelamento), chanfros excessivos e desvios dimensionais, causando flutuações significativas no rendimento. O principal problema técnico reside no fato de o processo não ser adaptável às características físicas do acrílico, seja ele fundido ou extrudado, o que limita a capacidade de ajustar dinamicamente a energia do pulso, resultando em uma Zona Afetada pelo Calor (ZAC) muito ampla.
A LS Manufacturing resolve esse desafio com a ajuda de um laser de fibra de alta potência de 15 kW , combinado com um método personalizado de proteção a gás que garante uma tolerância de usinagem de ±0,05 mm para chapas de acrílico de 20 mm de espessura . A LS Manufacturing oferece um serviço personalizado completo, desde a verificação de DFM (Design for Manufacturing) até o recozimento para alívio de tensões, visando a eficiência da montagem "off-line ". Na discussão técnica a seguir, ficará claro como nossa filosofia de manufatura digital resolve esses desafios físicos da usinagem precisa de acrílico.

Corte a laser de precisão em acrílico: Guia rápido para fabricantes de equipamentos originais (OEM)
| Parâmetro técnico | Implementação para peças acrílicas de qualidade |
| Faixa de espessura ideal | Nosso acrílico cortado a laser é produzido através de um controle preciso de parâmetros que variam de 0,5 mm a 25 mm . |
| Tipo e comprimento de onda do laser | O laser de CO2 (comprimento de onda de 10,6 µm ) é utilizado por apresentar boa absorção no acrílico, proporcionando um desempenho eficaz no corte a laser . |
| Gestão de calor e fusão | Potência, velocidade e gases auxiliares (ar) controlados para evaporar o material, evitando qualquer fusão excessiva e refundição. |
| Clareza e polimento das bordas | O corte a laser resulta no polimento por chama das bordas cortadas, eliminando operações de acabamento posteriores. |
| Nossa Manuseio de Materiais | A aplicação de película protetora e a fixação especial eliminam qualquer possibilidade de arranhões na superfície durante o corte a laser . |
| Resultado: Acabamento de qualidade óptica | Cria componentes com cortes perfeitos, bordas de qualidade óptica e transmissão de luz excepcional, ideais para lentes ópticas e telas de exibição . |
| Resultado: Precisão Dimensional | Garante cortes precisos sem desvios de tolerância de ±0,1 mm e não deforma, o que é importante para encaixes e vedação . |
Oferecemos soluções para o corte a laser de precisão em acrílico para fins OEM. Nossa técnica evita o derretimento, garante bordas limpas e preserva a estabilidade dimensional. Produz peças esteticamente agradáveis, com alta clareza óptica e qualidade, prontas para serem integradas ao produto final.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existem muitas fontes que descrevem como cortar acrílico a laser , mas por que escolher este guia em particular? Não somos meros acadêmicos, mas sim profissionais que trabalham diariamente em nossa oficina, não em um ambiente de laboratório. Enfrentamos problemas como evitar fissuras nas bordas do acrílico ou atender a tolerâncias rigorosas na fabricação de visores aeroespaciais e unidades de alojamento para equipamentos médicos, onde não há margem para erros.
Todo o processo é baseado na validação empírica por meio de aplicações práticas. Nosso grupo sempre se baseia em fontes confiáveis, como os Dados de Materiais do NIST, ao pesquisar informações sobre materiais, e utiliza a Wikipédia para definir termos que auxiliam na formulação das abordagens empregadas. O resultado de nossa extensa pesquisa e experimentação, realizada em milhares de peças fabricadas, é a técnica eficiente para controle de espessura e assistência a gás que desenvolvemos e recomendamos.
O conhecimento prático adquirido com essa experiência foi utilizado no desenvolvimento das recomendações necessárias para o seu projeto OEM. O objetivo é ajudá-lo a evitar erros dispendiosos, aproveitar ao máximo as oportunidades de design e obter sucesso logo na primeira tentativa.
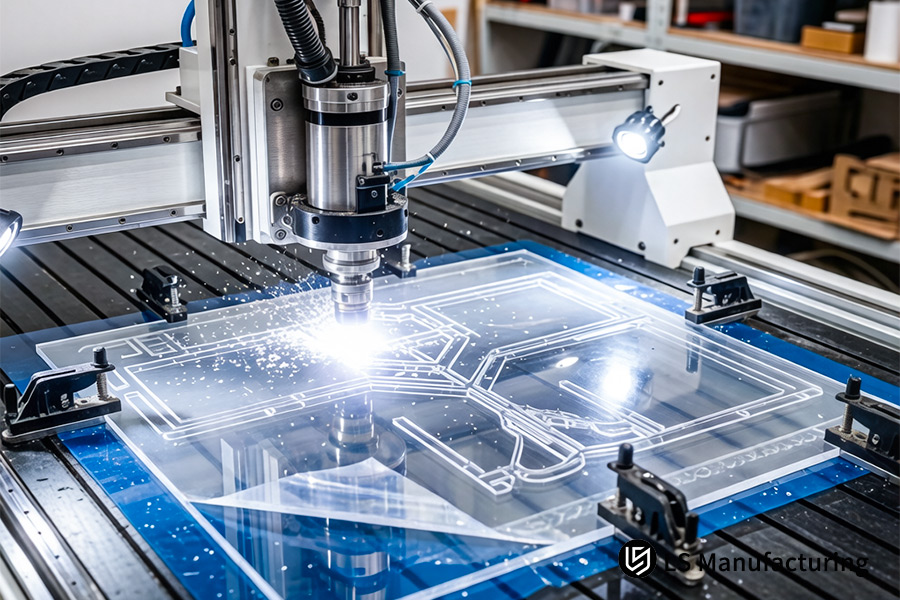
Figura 1: O corte a laser gera faíscas brilhantes durante o recorte de formatos personalizados em acrílico para coberturas de iluminação.
Por que a LS Manufacturing é a principal escolha para serviços de corte a laser de precisão em acrílico em 2026?
A fabricação de materiais acrílicos com precisão em escala micrométrica, de forma contínua, dia e noite, provou ser um dos principais desafios em 2026, impactando a eficiência da montagem e os custos em geral. A tecnologia empregada pela LS Manufacturing envolveu o uso de controle em circuito fechado em tempo real e cálculos estatísticos, tornando a precisão uma realidade constante. Eis a nossa solução:
Controle Servo em Malha Fechada para Correção de Trajetória em Tempo Real
O núcleo da nossa tecnologia é um eixo óptico acionado por um servomotor, enquanto encoders submicrométricos fornecem feedback sobre sua posição. No corte a laser de precisão em acrílico , esses dados são comparados à trajetória teórica da ferramenta em intervalos de kHz. Se ocorrer qualquer desvio devido a variações térmicas ou desgaste mecânico, a correção do servomotor é iniciada imediatamente antes do próximo pulso de laser. Isso garante a precisão perfeita do processo de corte , o que é essencial na fabricação de peças complexas de acrílico cortadas a laser com encaixes precisos.
Prevenção proativa de defeitos por meio da integração de CEP (Controle Estatístico de Processo).
Embora a inspeção de componentes com base apenas em aprovação ou reprovação não seja suficiente, o procedimento de controle de qualidade SPC leva em consideração as dimensões de cada componente. Dimensões como largura de corte e diâmetro dos furos são controladas por meio de cartas de controle. O desvio do limite de controle sinaliza a necessidade de manutenção preventiva para garantir que toda a produção subsequente permaneça dentro dos limites de especificação. A manutenção preditiva é essencial para a obtenção de componentes de corte a laser precisos em alto volume .
Gestão térmica para estabilidade geométrica em formas complexas
Devido à sensibilidade à influência térmica, o material acrílico sofreria tensões localizadas durante a fabricação, levando à deformação da peça durante o corte. Para reduzir a influência dos efeitos térmicos, utiliza-se um laser pulsado com os melhores ciclos de trabalho. Além disso, é necessário garantir a temperatura constante da peça. Dessa forma, obtém-se estabilidade geométrica por meio de cortes a laser precisos em conjuntos de acrílico, com possibilidade de zero erros, como em guias de luz óptica multicamadas.
Garantindo a consistência na produção escalável
O desafio final é alcançar uma produção escalável sem comprometer a qualidade. Nossa estratégia para lidar com esse problema envolve a implementação de um fluxo de trabalho digital completo, no qual todas as informações sobre o desempenho da máquina são transmitidas para o sistema de Controle Estatístico de Processo (CEP), permitindo assim a criação de um modelo de processo iterativo . Por meio dessa estratégia, seremos capazes de garantir a duplicação perfeita de uma configuração de trabalho comprovada em qualquer máquina de nossa fábrica e obter resultados idênticos. A consistência de nossos processos de microcorte a laser para membranas acrílicas finas é muito alta, mesmo após milhões de repetições.
Este documento técnico destaca a necessidade de integração de sistemas para atingirmos nossa meta de 2026. Nossa reputação se baseia em uma abordagem científica que visa controlar o processo em vez de testar seus resultados. Neste caso, buscamos solucionar o problema crítico de manter a expertise da LS Manufacturing em serviços de corte a laser de precisão em acrílico, em altos volumes e com rendimentos previsíveis.

Como o corte a laser de acrílico de precisão pode alcançar clareza de borda de nível óptico sem polimento secundário?
Para obter uma qualidade de borda que se iguale à do acrílico de grau óptico, são necessárias etapas adicionais de processamento, que são caras e imprevisíveis. O principal desafio reside em controlar a interação do laser com o material, de modo que a borda final seja polida pelo próprio corte. É exatamente isso que o sistema de corte a laser de acrílico da LS Manufacturing faz. A tecnologia por trás do processo é descrita abaixo:
Controle preciso dos parâmetros do laser para polimento in situ
- Modulação da largura do pulso e da potência de pico: Isso é necessário para garantir a transferência de energia suficiente para o material, permitindo a formação completa de uma camada fundida sem vaporização; caso contrário, a borda ficará com formato irregular.
- Posicionamento dinâmico do foco: A posição ideal do foco do laser em relação à espessura do material é selecionada para fornecer a transferência de energia necessária para iniciar o refluxo da camada de plástico fundido devido à tensão superficial .
- Solução: O processo mencionado acima é a base do nosso serviço de corte de acrílico de alta qualidade , que resulta em componentes prontos para uso com clareza óptica diretamente da máquina de corte.
Otimizando a resposta do material para um acabamento consistente.
- Mitigação do estresse térmico: Uma mistura gasosa patenteada é utilizada no plano de corte para evitar a carbonização por oxidação e resfriar o substrato , minimizando as distorções térmicas.
- Calibração específica do material: Cada forma de acrílico (por exemplo, fundido, extrudado), bem como sua cor, é otimizada com base em diferentes propriedades de absorção em comprimentos de onda de 10,6 μm .
- Solução: Como resultado, obtém-se uma qualidade de borda consistente em cada lote de chapas acrílicas, permitindo a produção de componentes acrílicos com acabamento a laser adequados para uso em displays e unidades de iluminação.
Qualidade validada por meio de medição direta
- Monitoramento em linha: Exame qualitativo em linha para verificar clareza e opacidade por meio de sistemas de imagem coaxial.
- Verificação quantitativa: Medições de rugosidade superficial pós-processamento usando um perfilômetro de contato para confirmar se os valores de Ra atendem aos critérios rigorosos de menos de 0,8 μm .
- Solução: A verificação empírica garante que esta técnica de corte a laser esteja em conformidade com os elevados padrões ópticos de forma confiável, sem necessidade de fazer qualquer suposição.
Garantir a estabilidade e a repetibilidade do processo.
- Controle de potência em circuito fechado: A potência de saída da fonte de laser é monitorada e controlada constantemente em tempo real para compensar qualquer desvio da fonte.
- Biblioteca de Parâmetros Unificada: Uma biblioteca contendo todos os parâmetros necessários para alcançar os melhores resultados em diferentes materiais e formatos é criada a fim de facilitar a reprodução exata das peças em qualquer unidade fabril.
- Solução: O sistema de controle descrito garante a estabilidade e a reprodutibilidade do corte a laser de qualidade óptica e produz um acabamento de borda polida previsível.
Este artigo descreve o procedimento de engenharia específico para cada parâmetro, necessário para concluir a atribuição do acabamento de borda. Nossa vantagem reside no fato de podermos controlar a física da fase de fusão envolvida em nosso processo, em vez de apenas realizar um corte. O processo exclusivo nos permite solucionar o problema da certificação de transparência óptica por meio do corte a laser de precisão em acrílico , tornando-o econômico e conveniente para nossos clientes, pois não haverá gargalo na etapa de polimento.
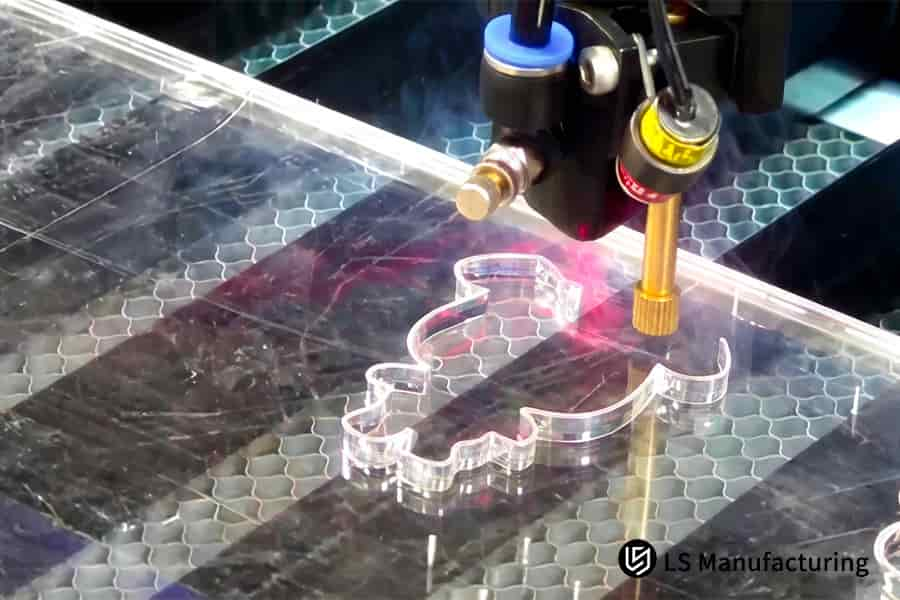
Figura 2: O corte a laser fabrica características internas complexas em acrílico espesso para componentes de sinalização arquitetônica.
Por que os engenheiros de fabricantes de equipamentos originais (OEMs) devem priorizar o corte a laser de acrílico para geometrias complexas com múltiplos eixos?
A abordagem tradicional apresenta dificuldades na fabricação de peças tridimensionais complexas ou componentes altamente perfurados para projetistas de OEMs. O problema reside em como manter a precisão dimensional ao trabalhar com geometrias tão complexas. Neste relatório, explicaremos nossa abordagem de corte a laser em acrílico com geometria multieixos e componentes complexos , que visa solucionar especificamente os problemas mencionados. As soluções que oferecemos são descritas a seguir:
| Desafio | Nossa intervenção técnica | Resultado Quantificado |
| Erro dimensional do contorno 3D | O movimento simultâneo ao longo de 5 eixos mantém a perpendicularidade e a distância focal do feixe durante todo o processo. | Auxilia na obtenção de uma precisão de tolerância de posicionamento de ±0,05 mm em operações de corte a laser com contornos 3D complexos. |
| Deformação induzida pelo calor em tecidos finos | O controle de velocidade e potência, juntamente com a seleção ideal da trajetória, ajuda a distribuir o calor uniformemente. | Limita os erros de empenamento em mais de 70% em componentes delicados. |
| Distorção de características em cantos vivos | Um algoritmo de software altamente sofisticado garante o suavização dos cantos e a redução da velocidade do laser em bordas afiadas. | Isso reduz o risco de queimar os cantos em 85% . |
| Garantir o posicionamento correto do furo em curvas | A otimização de trajetória por meio de projeto assistido por computador garante que os eixos dos furos permaneçam ortogonais aos vetores da superfície . | A concentricidade do furo permanece intacta, o que é fundamental para o corte a laser multieixos . |
Conclui-se que o corte a laser eficaz de acrílico para OEMs envolve a combinação de movimentos sincronizados, controle adaptativo de temperatura e planejamento inteligente de trajetória. Nossas soluções de fabricação LS são personalizadas para atender aos desafios exclusivos relacionados à redução da deformação causada por tensões e à obtenção de precisão geométrica no corte a laser de acrílico para projetos OEM . Esse rigor técnico serve como uma base sólida para o projeto de componentes avançados.
O que permite que os serviços personalizados de corte a laser em acrílico minimizem o surgimento de fissuras por tensão em componentes de grau médico?
Como a fissuração por tensão (ou craquelamento) do acrílico de grau médico na presença de esterilizantes químicos é uma grande preocupação que pode comprometer o desempenho e a segurança de dispositivos médicos, o principal benefício oferecido pela nossa solução é uma abordagem estruturada de pós-processamento que remove eficazmente a tensão criada durante os serviços de corte a laser de acrílico personalizados . Ela consiste em:
Conjuntos de parâmetros de laser otimizados para minimizar a tensão inicial
O corte a laser começa com parâmetros ajustados para limitar a zona afetada pelo calor (ZAC) . A utilização de pulsos rápidos e de baixa densidade de potência, com um fluxo controlado de gás nitrogênio, limita o choque térmico e o resfriamento rápido – ambos fatores que geram travamento por tensão. O resultado é uma borda com menor tensão residual antes de qualquer pós-processamento, estabelecendo assim a base para a produção de peças acrílicas de precisão e resistentes, cortadas a laser .
Ciclo de recozimento gradual e controlado com precisão
O pós-processamento inicia-se com uma série de processos de recozimento realizados dentro de um forno computadorizado. A temperatura é elevada até ficar ligeiramente abaixo da temperatura de transição vítrea do acrílico. Ela permanece nesse nível por tempo suficiente para que as cadeias poliméricas se estabilizem. Finalmente, a temperatura é reduzida a uma taxa máxima de 10 graus por hora . O resfriamento lento é essencial, pois alivia as tensões térmicas no processo de alívio de tensões em massa, um requisito fundamental no processamento de corte a laser para dispositivos médicos .
Validação rigorosa por meio de testes de exposição química.
O teste, e não a presunção, é o método de controle de qualidade . Após o recozimento, as amostras são submetidas à imersão ou limpeza por 24 horas em álcool isopropílico a 70% . Esse solvente possui alto potencial de causar danos, o que o torna a solução mais frequentemente utilizada. Cada amostra é então examinada sob microscópio óptico. A ausência de microfissuras durante esse teste comprova que a tensão térmica foi reduzida com sucesso, permitindo sua aplicação em corte a laser e diagnóstico microfluídicos complexos em acrílico .
Esta proposta discute como podemos criar um processo de projeto de engenharia de circuito fechado que garantirá a resolução definitiva dos problemas de fissuras por tensão. Nossa credibilidade é demonstrada pela nossa capacidade de controlar toda a cadeia de processos, desde parâmetros otimizados para minimizar a introdução de tensão até o alívio preciso de tensões térmicas e o processo de validação química. Isso nos ajudará a solucionar o problema de fornecer componentes de acrílico para corte a laser com resistência química de grau médico , que normalmente são propensos a esse problema, tornando-os nossos serviços personalizados de corte a laser em acrílico .
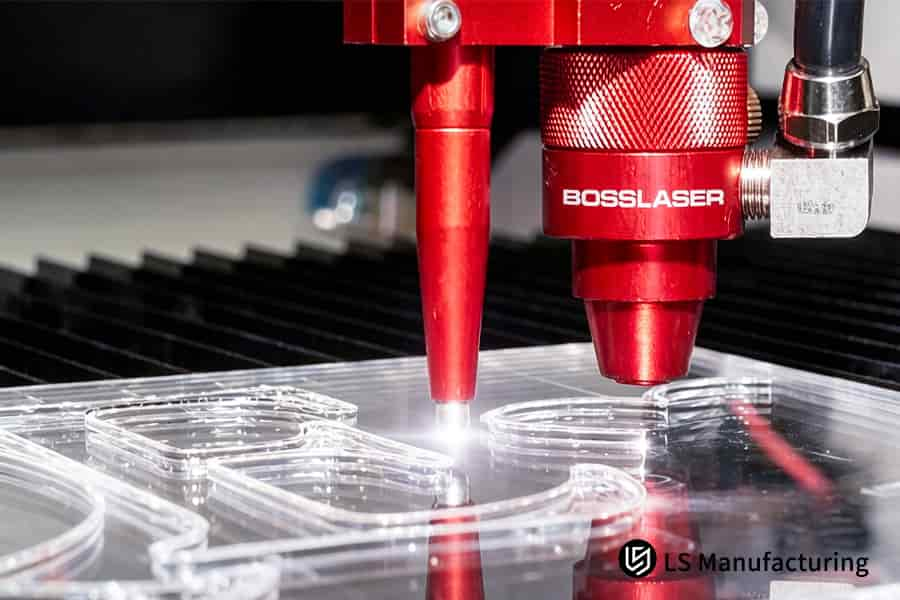
Figura 3: O corte a laser proporciona um acabamento fino nas bordas dos painéis de acrílico para gabinetes de exibição transparentes.
Como o corte a laser de acrílico com precisão lida com os desafios de conicidade de placas de 25 mm de espessura?
A formação de uma borda cônica nítida de 89,5° em peças de acrílico com espessura superior a 20 mm é uma tarefa difícil devido à propriedade natural de divergência do feixe de laser. Esse problema torna o contato com a superfície extremamente difícil, aumentando o custo de acabamento das peças. Nossa solução emprega manipulação e controle dinâmicos em tempo real do feixe de laser para garantir a formação de uma conicidade de 0,5° no corte a laser de peças de acrílico com espessura superior a 20 mm . Nossa solução envolve:
Ajuste dinâmico da distância focal para transmissão uniforme de energia.
- Sistema de Óptica Adaptativa: Utilização de um sistema de lentes de focalização que permite ao feixe de laser alterar seu plano focal durante o corte.
- Compensação de Divergência: Garante que o diâmetro permaneça consistente em todas as regiões da cintura do feixe dentro da espessura do material .
- Solução: Ela atinge uma densidade de energia constante ao longo de todo o corte, o que é essencial para o controle adequado do ângulo de inclinação no corte a laser de acrílico espesso .
Perfis de potência e velocidade modulados
- Programação da Curva de Potência: A potência do laser é aumentada deliberadamente nas regiões de corte inferior para garantir que a energia seja compensada dentro do feixe.
- Taxa de alimentação otimizada: A velocidade do laser é ajustada de forma que todo o material seja eliminado na região inferior, mas sem superaquecer a seção superior.
- Solução: Esta abordagem equilibrada evita o formato característico em "V" , produzindo paredes laterais mais retas em painéis de acrílico de alta espessura .
Otimização do gás de assistência de alta pressão
- Design especializado do bico: Isso é conseguido através de um design exclusivo do bico , que causa um fluxo rápido e laminar de nitrogênio em direção à seção de corte.
- Ejeção eficiente do material fundido: Ao utilizar gás auxiliar para remover o material acrílico fundido da fenda de corte, a possibilidade de depósitos de acrílico fundido nas laterais é bastante minimizada.
- Solução: Isso significa que obtemos bordas nítidas e precisas que podem ser facilmente unidas, o que é um dos fatores críticos em nossos serviços de corte a laser de precisão em acrílico .
O documento destaca o controle do feixe e do processo envolvidos na resolução do problema fundamental da conicidade. Com nossa solução exclusiva de ajuste focal dinâmico, modulação de parâmetros e dinâmica de gases otimizada, podemos fornecer corte a laser confiável e com baixa conicidade em acrílico de alta espessura . Essa solução técnica constitui a base do nosso corte a laser de acrílico de diferentes espessuras , proporcionando economia significativa de custos ao minimizar a usinagem secundária.
Um serviço de corte de acrílico de alta qualidade consegue manter a consistência em nível de mícron em 10.000 unidades?
A capacidade de alcançar consistência em nível micrométrico em um grande lote de peças é uma consideração crítica, pois variações na espessura do material e deriva induzida pelo calor resultarão em inconsistência dimensional. Essa relação de compromisso é particularmente importante ao usar sistemas automatizados de corte a laser . Este documento explica os sistemas integrados para o nosso serviço de corte de acrílico de alta qualidade , que permite alcançar uma dimensão de detalhe inferior a 0,03 mm em 10.000 unidades de material. A tabela a seguir lista os principais controles envolvidos:
| Desafio | Nossa intervenção técnica | Resultado Quantificado |
| Variação da espessura do material (±0,1 mm) | Um dispositivo de medição a laser em linha mede cada folha e ajusta automaticamente a posição de foco do laser de corte. | Elimina o efeito da variação do material, garantindo a uniformidade da formação do corte e das bordas em cortes a laser de alto volume . |
| Deriva de processo induzida termicamente | Sensores térmicos internos monitoram constantemente a temperatura ambiente e ajustam automaticamente a potência do laser e a velocidade de avanço. | Mantém a estabilidade da energia de corte, contribuindo diretamente para a consistência da produção em massa a longo prazo. |
| Impacto do desgaste da ferramenta ao longo do tempo | Algoritmos de previsão baseados no desempenho anterior acionam automaticamente a manutenção para evitar a deterioração progressiva da qualidade do produto. | Mantém a precisão inicial do processo, garantindo sua consistência em todos os produtos fabricados durante toda a produção de corte a laser . |
| Validação estatística em tempo real | A verificação dimensional em linha de 100% das dimensões críticas produz informações em tempo real exibidas em um gráfico de controle SPC (Controle Estatístico de Processo) . | Garante uma estabilidade CPK de pelo menos 1,67 , fornecendo evidências estatísticas da estabilidade do processo e da conformidade de todas as peças. |
Esta análise comprova que a consistência precisa na produção em massa é garantida pela implementação do controle de feedback nos parâmetros do processo. Resolvemos o problema do acúmulo de tolerâncias no corte a laser de precisão em acrílico , garantindo que tanto a primeira quanto a décima milésima unidade sejam idênticas. Isso garante a estabilidade CPK necessária para uma montagem ininterrupta, que é o que significa um verdadeiro serviço de corte a laser de alta precisão . Nossos controles integrados garantem consistência em nível micrométrico em grandes volumes de produção. Envie-nos o desenho da sua peça em acrílico mais exigente para uma análise de viabilidade e orçamento.

Figura 4: O corte a laser cria ranhuras de encaixe precisas em acrílico transparente para dispositivos eletrônicos.
Por que a integração de serviços personalizados de estampagem de metal é vital para montagens híbridas de acrílico e metal?
Devido aos diferentes coeficientes de expansão térmica das peças de acrílico e metal, as montagens híbridas feitas desses materiais exigem alinhamento. O principal benefício da integração dos nossos serviços é aproveitar o processo de estampagem de metal de precisão como base para o processamento posterior do acrílico, eliminando assim problemas de interface e unificando todo o processo de fabricação. A abordagem que utilizamos está descrita abaixo:
Estabelecimento de um Datum Mestre por meio de Estampagem de Metais de Precisão
Os serviços de estampagem de metal personalizados começam pela fabricação do componente metálico, pois isso proporciona maior estabilidade dimensional. Em seguida, esse componente estampado é medido por uma máquina de medição por coordenadas (CMM) para criar um gêmeo digital do mesmo. Esse modelo 3D, e não o modelo CAD teórico, serve como referência para o corte a laser de precisão das peças em acrílico , alinhando-as com base no componente metálico fabricado .
Usinagem secundária de acrílico com referência de datum
A peça metálica que foi medida é inserida em um dispositivo especialmente projetado. Um sistema de visão mede suas características para criar o sistema de coordenadas da máquina usando a própria peça. A peça de acrílico é então cortada com base na referência real por meio de um processo de corte a laser com compensação de erros. Isso garante que o formato do acrílico corresponda ao da peça metálica real.
Compensação proativa para incompatibilidade de expansão térmica
A expansão diferencial dos materiais (por exemplo, alumínio versus acrílico ) dentro da faixa de temperatura desejada para a montagem é determinada e incorporada ao corte da peça de acrílico. A peça de acrílico é então cortada para compensar a expansão diferencial, de modo a corresponder perfeitamente às dimensões da peça metálica na temperatura de montagem, resolvendo efetivamente a causa principal da tensão na montagem híbrida .
Este artigo descreve uma técnica de fabricação integrada que aborda o acúmulo de tolerâncias de montagem, tratando a causa raiz. Nossa expertise técnica reside na utilização do componente estampado como referência principal e na contabilização das variações entre os materiais. Essa integração de corte a laser e estampagem resulta em componentes que funcionam bem juntos, eliminando o difícil problema de encaixe. Ela oferece, de fato, otimização da cadeia de suprimentos , incorporando qualidade e encaixe ao seu processo de fabricação desde o início.
Como o corte a laser de acrílico para projetos OEM pode otimizar o aproveitamento do material para reduzir os custos de fabricação?
Na fabricação B2B, a quantidade de material utilizável determina o preço unitário, sendo que o uso ineficiente do aninhamento de peças em chapas caras resulta em desperdício substancial. A chave para o sucesso é aproveitar ao máximo cada chapa sem comprometer a precisão e a qualidade do corte. A solução envolve algoritmos de aninhamento combinados com parâmetros de processo. Apresentamos aqui nossa abordagem técnica:
Aninhamento de alta densidade orientado por algoritmo
- Otimização de padrões por IA: Um software personalizado avalia a geometria das peças e utiliza algoritmos sofisticados para posicioná-las, rotacionando e invertendo-as automaticamente para obter o padrão mais eficiente.
- Redução da compensação de corte: O sistema foi projetado para ajustar dinamicamente os padrões de corte de forma a minimizar a distância entre os cortes com a máxima segurança possível, reduzindo- a de 2 mm para 0,8 mm .
- Solução: Isso melhora diretamente a utilização do material , que é um dos principais benefícios oferecidos pelos nossos serviços personalizados de corte a laser em acrílico , ao aumentar o número de peças por chapa.
Integração de restrições com reconhecimento de processos
- Regras de gerenciamento térmico: Este algoritmo de encaixe inclui um modelo térmico para garantir que as peças não se deformem, permitindo espaço suficiente para a dissipação de calor .
- Filtros de estabilidade mecânica: Este algoritmo mantém a espessura mínima da bobina e as posições das abas para que as peças pequenas não se quebrem ou se desloquem durante o corte a laser de alta eficiência .
- Solução: Isso garante que um ninho otimizado seja um ninho fabricável de forma confiável, evitando perdas de rendimento durante a produção.
Gestão dinâmica de sobras para volumes mistos
- Banco de dados de sobras: Este banco de dados armazena todas as informações sobre os pedaços de chapa restantes de operações anteriores, incluindo suas dimensões e posição exatas .
- Correspondência automática: Em novos projetos de corte a laser OEM , o software primeiro analisa os retalhos disponíveis antes de atribuir novas folhas inteiras.
- Solução: A implementação desta estratégia aumenta ainda mais a eficiência da utilização de matérias-primas no processo de produção, o que é fundamental para a redução de custos .
Resultado validado: um exemplo prático
- Escopo do projeto: No processamento de um lote de 3000 molduras de tela, o encaixe inicial resultou em uma eficiência de 78% usando folhas padrão de 4'x8' .
- Nossa intervenção: O emprego de nossos algoritmos com restrições resultou em maior densidade de peças, com o ajuste necessário nos espaços entre elas.
- Resultado quantificável: Em última análise, conseguimos aumentar a utilização final do material para 91% , resultando em uma redução do custo unitário de cerca de 15% para o nosso cliente.
Este documento descreve uma abordagem de engenharia orientada por dados para a otimização de materiais. Nossa expertise em corte a laser de acrílico para projetos OEM é demonstrada por um aninhamento altamente denso e viável para produção. Resolvemos o problema do desperdício inerente de material, transformando a economia de espaço em redução direta de custos para nossos clientes. Essa capacidade técnica, essencial para o corte a laser de precisão em larga escala, estabelece uma clara vantagem competitiva na fabricação em alto volume .
Janelas para instrumentos de diagnóstico in vitro de grau médico da LS Manufacturing: Corte a laser de precisão em acrílico — Soluções personalizadas
Este estudo de caso técnico detalha como a LS Manufacturing resolveu uma falha crítica na fabricação de componentes de grau médico . Uma empresa líder global em diagnóstico in vitro (IVD) enfrentava vazamentos persistentes em janelas ópticas de 15 mm de espessura devido à baixa qualidade das bordas em cortes a laser de acrílico de precisão convencionais. Nossa solução de engenharia combinou ciência de materiais com gerenciamento térmico avançado para atender a padrões de confiabilidade extremos.
Desafio do Cliente
O cliente necessitava de uma janela de acrílico de grau óptico com 15 mm de espessura e bordas quase verticais para um dispositivo de diagnóstico. O processo do fornecedor anterior resultava em um afilamento visível nas bordas (aproximadamente 1,2° ) e microfissuras, que causavam vazamento de fluido durante o teste de autoclave de 1.000 ciclos . Isso resultou em um rendimento inaceitável de montagem na primeira tentativa, de apenas 65% , comprometendo os prazos de validação clínica e correndo o risco de falha do projeto devido à qualidade inconsistente das peças.
Solução de fabricação LS
Nosso processo de corte a laser de grau médico começou com uma revisão de DFM (Design for Manufacturing), optando por acrílico fundido altamente reticulado para resistência química superior . Implementamos uma técnica proprietária de corte a laser de pulso frio , utilizando pulsos de microssegundos com nitrogênio de alta pressão para manter a Zona Afetada pelo Calor (ZAC) abaixo de 50 µm . A principal inovação foi um ciclo de recozimento de 6 horas em múltiplos estágios com uma taxa de resfriamento controlada de 8 °C por hora, garantindo o alívio completo da tensão sem induzir novas distorções.
Resultados e Valor
As peças finais alcançaram uma aresta óptica com rugosidade superficial de Ra 0,4 µm e um ângulo de inclinação consistente de apenas 0,3° . O rendimento da montagem na primeira passagem atingiu 99,7% , permitindo que o cliente concluísse a validação clínica três semanas antes do prazo. Ao eliminar todo o polimento secundário, reduzimos o custo unitário do cliente em US$ 125. Essa solução de corte e acabamento a laser de alta estabilidade garantiu nossa posição como fornecedor estratégico do cliente por três anos.
Este caso demonstra que a solução de desafios de fabricação de alto risco exige uma profunda integração de processos, e não apenas usinagem. Garantimos a confiabilidade controlando toda a cadeia — desde a seleção de materiais e o corte a laser de pulso frio até o recozimento de precisão. A expertise da LS Manufacturing em corte a laser de precisão em acrílico para aplicações críticas transforma falhas potenciais em desempenho garantido, proporcionando uma vantagem definitiva em indústrias regulamentadas e de alto valor agregado.
Enfrentando desafios semelhantes com relação à clareza óptica ou à integridade da esterilização? Envie suas especificações para nossa equipe de engenharia para uma solução de fabricação garantida.

Perguntas frequentes
1. Por que escolher a LS Manufacturing para serviços de corte a laser de acrílico de precisão em vez de gráficas locais?
Oferecemos não apenas precisão de nível industrial de ±0,05 mm , mas também análises prévias de DFM (Design for Manufacturing) e tratamentos de recozimento de nível médico , garantindo que as peças não sejam apenas visualmente atraentes, mas também atendam aos rigorosos requisitos de montagem funcional.
2. Qual é a espessura máxima que a LS Manufacturing consegue cortar para serviços de corte de acrílico de alta qualidade?
Utilizando um conjunto de lasers de alta luminosidade de 15 kW , podemos fornecer com confiabilidade peças de acrílico fundido com até 50 mm de espessura, mantendo a perpendicularidade das bordas de corte em conformidade com as normas ISO 9013.
3. Como evitar o aparecimento de fissuras ou rachaduras por tensão em seus serviços personalizados de corte a laser em acrílico?
Prevenimos esses problemas controlando a entrada térmica durante o processamento e implementando procedimentos de recozimento com certificação ISO para aliviar a tensão interna, garantindo que as peças não desenvolvam rachaduras quando expostas a solventes ou ambientes de alta pressão.
4. Com que rapidez posso receber um orçamento para um pedido de corte a laser em acrílico para projetos OEM?
Basta clicar no botão abaixo para enviar seu arquivo STEP; nossa equipe de engenharia fornecerá um orçamento técnico formal — incluindo recomendações de otimização de custos DFM — dentro de 12 a 24 horas .
5. A LS Manufacturing oferece tratamentos de superfície, como revestimentos antiestáticos ou antirreflexo?
Sim, oferecemos soluções completas de pós-processamento, incluindo colagem de grau médico, serigrafia e revestimentos funcionais — como ESD ou AR — para melhorar o desempenho da superfície.
6. Por que o corte a laser de acrílico de precisão é mais econômico do que a fresagem CNC para peças transparentes?
O corte a laser é 400% mais rápido que a fresagem no processamento de contornos complexos e produz inerentemente um acabamento de borda suave, eliminando assim a necessidade de tempo de máquina CNC de 5 eixos dispendioso e os custos subsequentes de polimento manual.
7. A LS Manufacturing oferece rastreabilidade de materiais para projetos críticos de OEMs?
Aderimos rigorosamente ao sistema de gestão da qualidade ISO 9001; cada lote de encomenda é acompanhado pelo Relatório de Teste de Material (MTR) original e por um relatório de inspeção dimensional de 100% gerado por metrologia ótica 2D.
8. Vocês conseguem lidar tanto com encomendas de protótipos em baixo volume quanto com produções em massa?
Sim, não impomos requisitos rígidos de Quantidade Mínima de Encomenda (QME). Nosso objetivo é acelerar o progresso da sua P&D por meio de prototipagem rápida , aproveitando as economias de escala para oferecer preços altamente competitivos diretamente da fábrica para as suas fases de produção em massa.
Resumo
Na manufatura de precisão, o corte a laser de alta precisão vai além da simples modelagem de materiais. A verdadeira precisão advém do controle da ZTA (Zona Termicamente Afetada) em nível micrométrico, de protocolos científicos de alívio de tensões e da otimização do DFM (Design for Manufacturing). Seja para peças ópticas transparentes ou bases médicas com folga zero, a LS Manufacturing transforma parâmetros físicos complexos em valor comercial previsível. A parceria com um fornecedor que domina a ciência dos materiais e a integração de processos é a única maneira de garantir a entrega no prazo, dentro das especificações e do orçamento.
Pare de deixar que trincas de processamento ou erros dimensionais causados pelo fornecedor prejudiquem o lançamento do seu produto no mercado. Seus projetos de corte a laser de precisão merecem uma solução física com qualidade de laboratório. Clique no botão "Solicitar Orçamento" abaixo e envie seus desenhos técnicos hoje mesmo ; os engenheiros de aplicação da LS Manufacturing fornecerão uma avaliação de viabilidade DFM gratuita, ajudando você a garantir a solução mais competitiva, diretamente do fabricante, em apenas 24 horas .
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


