
Les services de découpe laser de précision de l'acrylique commencent souvent par se concentrer sur la puissance du laser nécessaire . Pourtant, la production en série souffre de microfissures (craquelures), de chanfreins excessifs et de dérives dimensionnelles, entraînant d'importantes fluctuations de rendement. Le principal problème technique réside dans le fait que le procédé ne s'adapte pas aux caractéristiques physiques des acryliques, qu'ils soient coulés ou extrudés. Cette limitation restreint la possibilité d'ajuster dynamiquement l'énergie des impulsions, ce qui engendre une zone affectée thermiquement (ZAT) très étendue.
LS Manufacturing relève ce défi grâce à un laser à fibre haute puissance de 15 kW , associé à une méthode de protection gazeuse sur mesure, garantissant une tolérance d'usinage de ±0,05 mm pour des plaques acryliques de 20 mm d'épaisseur . LS Manufacturing propose un service complet et personnalisé, depuis l'analyse de fabricabilité (DFM) jusqu'au recuit de relaxation des contraintes pour une efficacité optimale lors de l'assemblage hors ligne . La discussion technique qui suit expliquera comment notre philosophie de fabrication numérique permet de surmonter les contraintes physiques liées à l'usinage de précision de l'acrylique.

Découpe laser de précision dans l'acrylique : Guide de référence rapide OEM
| Paramètre technique | Mise en œuvre pour des pièces acryliques de qualité |
| Plage d'épaisseur optimale | Notre acrylique découpé au laser est produit grâce à un contrôle précis des paramètres , de 0,5 mm à 25 mm . |
| Type et longueur d'onde du laser | Laser CO2 (longueur d'onde 10,6 µm ) utilisé car il s'absorbe bien dans l'acrylique, offrant ainsi des performances de découpe laser efficaces . |
| Gestion de la chaleur et de la fusion | Puissance, vitesse et gaz d'assistance (air) contrôlés pour évaporer le matériau en évitant toute fusion excessive et refonte. |
| Clarté et polissage des bords | La découpe laser permet un polissage à la flamme des bords coupés, éliminant ainsi les opérations de finition ultérieures. |
| Notre manutention | L'application d'un film protecteur et un dispositif de fixation spécial éliminent tout risque de rayures superficielles lors de la découpe laser . |
| Résultat : Finition de qualité optique | Permet de créer des composants parfaitement découpés, avec des bords de qualité optique et une transmission lumineuse exceptionnelle, idéaux pour les lentilles optiques et les écrans d'affichage . |
| Résultat : Précision dimensionnelle | Garantit une découpe précise sans écart de tolérance de ±0,1 mm et ne se déformera pas, ce qui est important pour l'enclenchement et l'étanchéité . |
Nous proposons des solutions pour la découpe laser de précision de matériaux acryliques destinés aux fabricants d'équipement d'origine (OEM). Notre technique prévient la fusion, garantit des bords nets et préserve la stabilité dimensionnelle. Elle permet d'obtenir des pièces esthétiques d'une clarté et d'une qualité optiques exceptionnelles, prêtes à être intégrées au produit final.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
De nombreuses ressources expliquent comment découper l'acrylique au laser , mais pourquoi choisir ce guide en particulier ? Nous ne sommes pas de simples universitaires, mais des professionnels qui travaillent quotidiennement dans notre atelier, et non en laboratoire. Nous sommes confrontés à des problèmes tels que la prévention des fissures sur les bords de l'acrylique ou le respect de tolérances strictes lors de la fabrication de hublots pour l'aérospatiale et de boîtiers médicaux, où l'erreur n'est pas permise.
L'ensemble du processus repose sur une validation empirique par application concrète. Notre groupe s'appuie systématiquement sur des sources fiables telles que les données du NIST sur les matériaux pour ses recherches et utilise Wikipédia pour définir les termes et ainsi élaborer les méthodes employées. Le fruit de nos recherches et expérimentations approfondies, menées sur des milliers de pièces fabriquées, est une technique efficace de contrôle de l'épaisseur et de l'assistance gazeuse que nous avons mise au point et que nous recommandons.
L'expérience pratique acquise nous a permis d'élaborer les recommandations nécessaires à votre projet OEM. Notre objectif est de vous aider à éviter les erreurs coûteuses, à optimiser vos possibilités de conception et à réussir dès la première tentative.
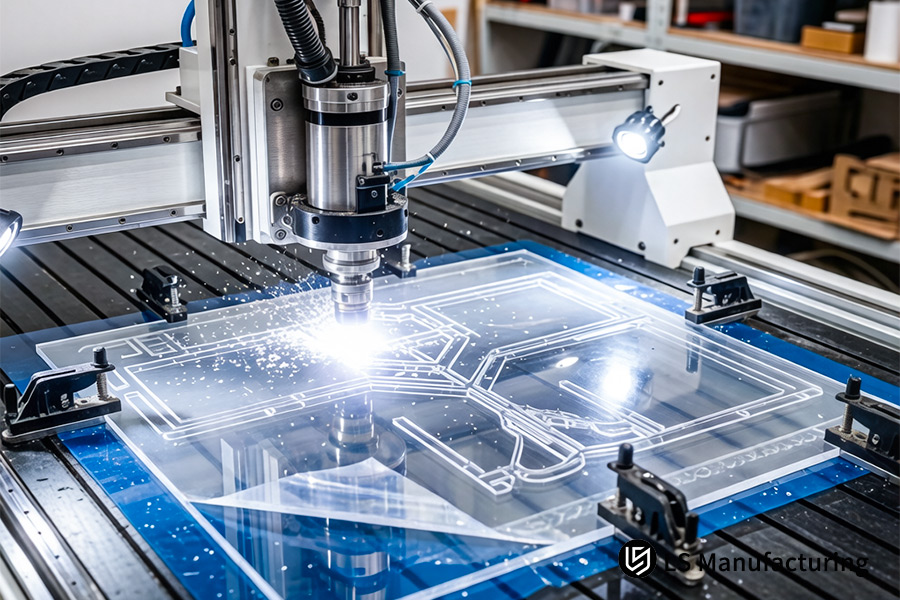
Figure 1 : La découpe laser génère des étincelles brillantes lors de la découpe de formes acryliques personnalisées pour les couvercles d'éclairage.
Pourquoi LS Manufacturing est-elle le premier choix pour les services de découpe laser de précision de l'acrylique en 2026 ?
La fabrication de matériaux acryliques avec une précision micrométrique, en continu jour et nuit, s'est avérée être un défi majeur en 2026, impactant l'efficacité de l'assemblage et les coûts en général. La technologie employée par LS Manufacturing repose sur un contrôle en boucle fermée en temps réel et des calculs statistiques, permettant ainsi d'atteindre une précision constante. Voici notre solution :
Commande servo en boucle fermée pour correction de trajectoire en temps réel
Au cœur de notre technologie se trouve un axe optique actionné par un servomoteur, tandis que des codeurs submicroniques fournissent un retour d'information sur sa position. Lors de la découpe laser de précision de l'acrylique , ces données sont comparées à la trajectoire théorique de l'outil à intervalles de kHz. En cas d'écart dû à des dérives thermiques ou à l'usure mécanique, une correction par servomoteur est immédiatement déclenchée avant l'impulsion laser suivante. Ceci garantit une précision de découpe optimale , essentielle pour la fabrication de pièces complexes en acrylique découpées au laser et comportant des systèmes de verrouillage.
Prévention proactive des défauts via l'intégration SPC
L'inspection binaire des composants, bien qu'insuffisante, ne suffit pas. La procédure de contrôle qualité SPC prend en compte les dimensions de chaque composant. Des dimensions telles que la largeur de coupe et le diamètre des trous sont contrôlées à l'aide de cartes de contrôle. Tout écart par rapport à la limite de contrôle signale la nécessité d'une maintenance préventive afin de garantir la conformité de la production ultérieure aux spécifications. La maintenance prédictive est indispensable pour obtenir des composants de découpe laser de haute précision, même en grande série .
Gestion thermique pour la stabilité géométrique des formes complexes
En raison de sa sensibilité aux variations de température, des contraintes locales peuvent apparaître sur le matériau acrylique lors de la fabrication, entraînant des déformations lors de la découpe. Afin de réduire l'influence de ces effets thermiques, un laser pulsé est utilisé, avec des cycles de service optimaux. De plus, la température de la pièce doit être maintenue constante. Ainsi, une stabilité géométrique est obtenue grâce à la découpe laser précise d'assemblages en acrylique, garantissant une précision absolue, comme pour les guides d'ondes optiques multicouches.
Garantir la cohérence dans une production évolutive
Le défi final consiste à atteindre une production à grande échelle sans compromettre la qualité. Notre stratégie pour y parvenir repose sur la mise en place d'un fil numérique complet, où toutes les informations relatives aux performances de la machine sont transmises au système SPC, permettant ainsi la création d'un modèle de processus itératif . Grâce à cette stratégie, nous pourrons garantir une reproduction parfaite d'une configuration de production éprouvée sur n'importe quelle machine de notre usine et obtenir des résultats identiques. La constance de nos procédés de microdécoupe laser pour membranes acryliques fines est très élevée, même après des millions de répétitions.
Ce document technique souligne la nécessité d'une intégration des systèmes pour atteindre nos objectifs de 2026. Notre réputation repose sur une approche scientifique visant à maîtriser le processus plutôt qu'à en tester les résultats. Dans ce cas précis, nous cherchons à résoudre le problème crucial du maintien de l' expertise de LS Manufacturing dans les services de découpe laser de précision de l'acrylique en grandes séries avec des rendements prévisibles.

Comment la découpe laser de précision de l'acrylique peut-elle atteindre une clarté de bord de qualité optique sans polissage secondaire ?
Pour obtenir une qualité de bord équivalente à celle de l'acrylique optique, des étapes de traitement supplémentaires, coûteuses et imprévisibles, sont nécessaires. La principale difficulté réside dans la maîtrise de l' interaction du laser avec le matériau, afin que le bord final soit poli par la découpe elle-même. C'est précisément le rôle du système de découpe laser pour acrylique de LS Manufacturing. La technologie sous-jacente est décrite ci-dessous :
Contrôle précis des paramètres laser pour le polissage in situ
- Modulation de la largeur d'impulsion et de la puissance de crête : Ceci est nécessaire pour assurer un transfert d'énergie suffisant dans le matériau pour une formation complète de la couche fondue sans vaporisation, sinon le bord sera de forme irrégulière.
- Positionnement dynamique du faisceau : La position optimale du faisceau laser par rapport à l'épaisseur du matériau est sélectionnée pour assurer le transfert d'énergie nécessaire au déclenchement du refusion de la couche de plastique fondue en raison de la tension superficielle .
- Solution : Le procédé mentionné ci-dessus constitue la base de notre service de découpe acrylique de haute qualité , qui permet d'obtenir des composants prêts à l'emploi d' une clarté optique exceptionnelle dès leur sortie de la machine.
Optimisation de la réponse des matériaux pour une finition uniforme
- Atténuation des contraintes thermiques : Un mélange gazeux exclusif est utilisé au niveau du plan de coupe afin de prévenir la carbonisation par oxydation et de refroidir le substrat pour minimiser les distorsions thermiques.
- Calibrage spécifique au matériau : Chaque forme d’acrylique (par exemple, coulée, extrudée), ainsi que sa couleur, est optimisée en fonction des différentes propriétés d’absorption aux longueurs d’onde de 10,6 μm .
- Solution : Il en résulte une qualité de bord constante pour chaque lot de feuilles acryliques, permettant la production de composants acryliques finis au laser adaptés à une utilisation dans les unités d'affichage et d'éclairage.
Qualité validée par mesure directe
- Contrôle en ligne : Examen qualitatif en ligne de la clarté et de la turbidité au moyen de systèmes d'imagerie coaxiaux.
- Vérification quantitative : mesures de rugosité de surface post-traitement à l’aide d’un profilomètre à contact afin de confirmer que les valeurs Ra répondent aux critères stricts inférieurs à 0,8 μm .
- Solution : La vérification empirique garantit que cette technique de découpe laser répond aux normes optiques élevées de manière fiable, sans qu'il soit nécessaire de formuler la moindre hypothèse.
Garantir la stabilité et la répétabilité du processus
- Contrôle de puissance en boucle fermée : La puissance de sortie de la source laser est constamment surveillée et contrôlée en temps réel afin de compenser tout écart par rapport à la source.
- Bibliothèque de paramètres unifiée : Une bibliothèque contenant tous les paramètres nécessaires pour obtenir les meilleurs résultats sur différents matériaux et formes est créée afin de faciliter la reproduction exacte des travaux dans n’importe quelle installation de fabrication.
- Solution : Le système de contrôle décrit garantit la stabilité et la reproductibilité de la découpe laser de qualité optique et permet d'obtenir une finition de bord poli prévisible.
Cet article décrit la procédure d'ingénierie paramétrique permettant de réaliser la finition des bords. Notre expertise repose sur notre capacité à maîtriser la physique de la phase de fusion, et non à nous contenter d'effectuer une simple découpe. Ce procédé unique nous permet de garantir la clarté optique grâce à une découpe laser acrylique de précision , ce qui le rend économique et pratique pour nos clients, car il élimine toute étape de polissage.
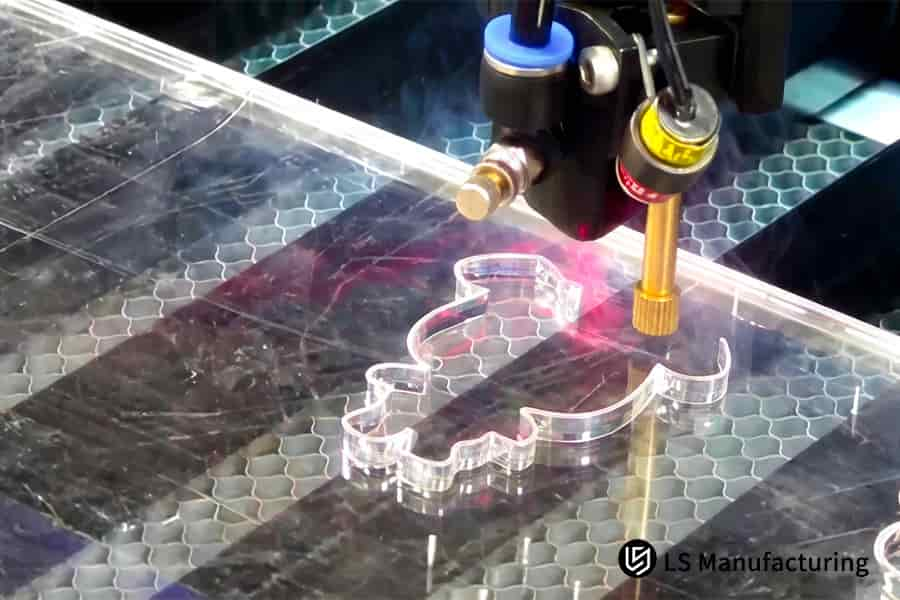
Figure 2 : La découpe laser permet de fabriquer des éléments internes complexes dans de l'acrylique épais pour des composants de signalétique architecturale.
Pourquoi les ingénieurs des équipementiers devraient-ils privilégier la découpe laser acrylique pour les géométries multi-axes complexes ?
L'approche traditionnelle montre ses limites lors de la fabrication de pièces tridimensionnelles complexes ou de composants fortement perforés pour les équipementiers. Le problème réside alors dans le maintien de la précision dimensionnelle face à de telles géométries complexes. Ce rapport présente notre approche de découpe laser multi-axes pour l'acrylique complexe , qui répond précisément à ces problématiques. Les solutions que nous proposons sont décrites ci-dessous :
| Défi | Notre intervention technique | Résultat quantifié |
| Erreur dimensionnelle du contour 3D | Le mouvement simultané le long de 5 axes maintient la perpendicularité et la distance focale du faisceau tout au long du processus. | Permet d'atteindre une précision de tolérance de positionnement de ±0,05 mm dans les opérations de découpe laser de contours 3D complexes. |
| Déformation induite par la chaleur sur les bandes minces | La gestion de la vitesse et de la puissance, ainsi que la sélection optimale de la trajectoire, contribuent à répartir la chaleur de manière uniforme. | Réduit les erreurs de déformation de plus de 70 % sur les composants délicats. |
| Distorsion des caractéristiques dans les angles vifs | Un algorithme logiciel très sophistiqué assure le lissage des angles et la réduction de la vitesse du laser sur les arêtes vives. | Cela diminue de 85 % le risque de brûler les coins. |
| Garantir le bon positionnement des trous dans les courbes | L’optimisation de la trajectoire par conception assistée par ordinateur garantit que les axes des trous restent orthogonaux aux vecteurs de surface . | La concentricité du trou reste intacte, ce qui est essentiel pour la découpe laser multi-axes . |
On peut donc conclure que la découpe laser acrylique OEM efficace repose sur la combinaison de mouvements synchronisés, d'une régulation thermique adaptative et d'une planification de trajectoire optimisée. Nos solutions LS Manufacturing sont conçues pour répondre aux défis spécifiques liés à la réduction des déformations dues aux contraintes et à l'obtention d'une précision géométrique lors de la découpe laser acrylique pour les projets OEM . Cette rigueur technique constitue un socle solide pour la conception de composants de pointe.
Comment les services de découpe laser acrylique sur mesure permettent-ils d'atténuer les fissures de contrainte dans les composants de qualité médicale ?
La fissuration sous contrainte (ou craquelures) de l'acrylique de qualité médicale en présence de stérilisants chimiques constitue un problème majeur pouvant compromettre la performance et la sécurité des dispositifs médicaux. L'avantage principal de notre solution réside dans une approche post-traitement structurée qui élimine efficacement les contraintes générées lors des services de découpe laser sur mesure de l'acrylique . Elle comprend :
Paramètres laser optimisés pour minimiser les contraintes initiales
La découpe laser débute avec des paramètres adaptés pour limiter la zone affectée thermiquement (ZAT) . L'utilisation d'impulsions rapides à faible densité de puissance, combinée à un flux d'azote contrôlé avec précision, limite les chocs thermiques et le refroidissement rapide, deux phénomènes générateurs de contraintes résiduelles. Il en résulte un bord présentant moins de contraintes résiduelles avant tout post-traitement, ce qui permet de produire des pièces acryliques découpées au laser avec précision et grande résistance.
Cycle de recuit progressif contrôlé avec précision
Le post-traitement débute par une série de recuits réalisés dans un four à commande numérique. La température est élevée jusqu'à une valeur légèrement inférieure à la température de transition vitreuse de l'acrylique. Elle est maintenue à ce niveau le temps nécessaire à la stabilisation des chaînes polymères. Enfin, elle est abaissée à une vitesse maximale de 10 degrés par heure . Ce refroidissement lent est essentiel car il permet de réduire les contraintes thermiques, une étape indispensable lors de la découpe laser de dispositifs médicaux .
Validation rigoureuse par le biais de tests d'exposition chimique
Le contrôle qualité repose sur des tests, et non sur des suppositions. Après recuit, les échantillons sont immergés ou essuyés pendant 24 heures dans une solution d'isopropanol à 70 % . Ce solvant, très corrosif, est la solution la plus fréquemment utilisée. Chaque échantillon est ensuite examiné au microscope optique. L'absence de microfissures lors de ce test atteste de la réduction efficace des contraintes thermiques, permettant ainsi son application dans la découpe laser microfluidique de l'acrylique et le diagnostic de précision.
Cette proposition explique comment nous pouvons créer un processus de conception technique en boucle fermée qui garantit la résolution définitive des problèmes de fissuration sous contrainte. Notre crédibilité repose sur notre capacité à maîtriser l'ensemble de la chaîne de processus, depuis l'optimisation des paramètres pour minimiser les contraintes jusqu'à la relaxation thermique précise des contraintes, en passant par le processus de validation chimique. Ceci nous permettra de répondre aux besoins de nos services de découpe laser d'acrylique sur mesure , notamment pour les composants en acrylique de qualité médicale, chimiquement résistants et sujets à ce problème.
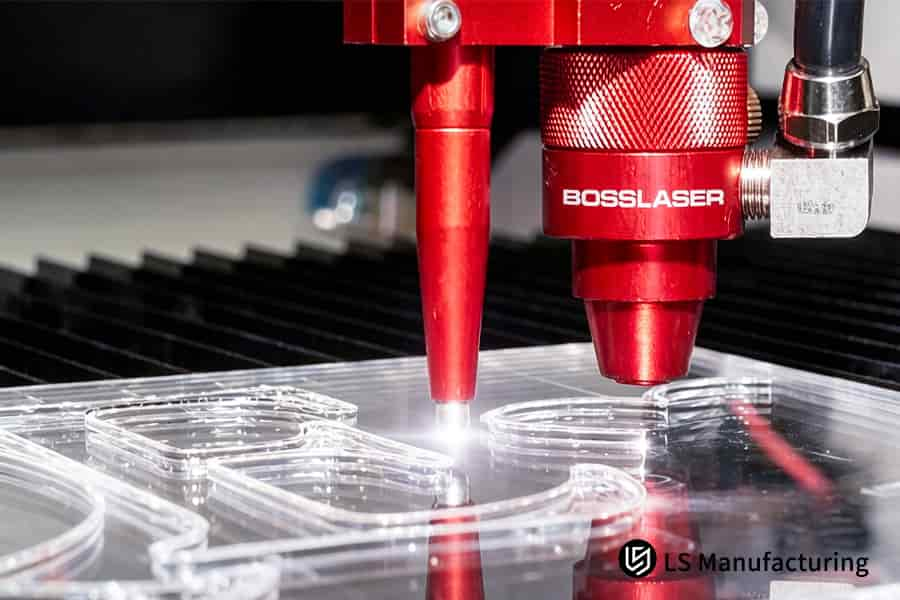
Figure 3 : La découpe laser permet une finition fine des bords des panneaux acryliques pour les vitrines transparentes.
Comment la découpe laser de l'acrylique épais gère-t-elle les défis liés à la conicité des plaques de 25 mm d'épaisseur ?
La réalisation d'un angle aigu de 89,5° sur des pièces en acrylique d'une épaisseur supérieure à 20 mm est complexe en raison de la divergence naturelle du faisceau laser. Ce problème rend le contact avec la surface extrêmement difficile, ce qui augmente le coût de finition des pièces. Notre solution utilise la manipulation et le contrôle dynamiques en temps réel du faisceau laser pour garantir la formation d'un angle de 0,5° lors de la découpe laser de pièces en acrylique . Notre solution comprend :
Réglage dynamique de la distance focale pour une distribution d'énergie uniforme
- Système d'optique adaptative : Utilisation d'un système de lentilles de focalisation qui permet au faisceau laser de modifier son plan focal pendant la découpe.
- Compensation de la divergence : garantit que le diamètre reste constant dans toutes les zones de rétrécissement du faisceau à l'intérieur de l' épaisseur du matériau .
- Solution : Elle permet d'obtenir une densité d'énergie constante tout au long de la découpe, ce qui est essentiel pour un contrôle précis de la conicité lors de la découpe laser d'acrylique épais .
Profils de puissance et de vitesse modulés
- Programmation de la courbe de puissance : La puissance du laser est délibérément augmentée dans les zones à faible coupure afin de garantir une compensation énergétique au sein du faisceau.
- Vitesse d'avance optimisée : La vitesse du laser est ajustée de manière à ce que tout le matériau soit éliminé dans la partie inférieure sans surchauffer la partie supérieure.
- Solution : Cette approche équilibrée empêche la forme caractéristique en « V » , produisant des parois latérales plus droites sur les panneaux acryliques épais .
Optimisation du gaz d'assistance haute pression
- Conception de buse spécialisée : Ceci est réalisé grâce à une conception de buse unique , qui provoque un flux d’azote rapide et laminaire vers la section coupée.
- Éjection efficace du matériau fondu : grâce à l’utilisation d’un gaz d’assistance pour évacuer le matériau acrylique fondu de la saignée, le risque de dépôts d’acrylique fondu sur les côtés est considérablement réduit.
- Solution : Cela signifie que nous obtenons des bords nets et précis qui peuvent être assemblés facilement, ce qui est l'un des facteurs critiques de nos services de découpe laser de précision pour l'acrylique .
Ce document met en lumière le contrôle du faisceau et du processus nécessaire à la résolution du problème fondamental de la conicité. Grâce à notre solution unique d'ajustement dynamique de la mise au point, de modulation des paramètres et d'optimisation de la dynamique des gaz, nous assurons une découpe laser fiable à faible conicité de l'acrylique épais . Cette solution technique constitue le fondement de notre procédé de découpe laser d'acrylique épais , permettant des économies substantielles grâce à la réduction des opérations d'usinage secondaires.
Un service de découpe acrylique de haute qualité peut-il maintenir une constance au micron près sur 10 000 unités ?
La capacité à garantir une précision micrométrique sur un grand lot de pièces est essentielle, car les variations d'épaisseur et la dérive thermique entraînent des incohérences dimensionnelles. Ce compromis est particulièrement important lors de l'utilisation de systèmes de découpe laser automatisés . Ce document décrit les systèmes intégrés à notre service de découpe acrylique haute précision , permettant d'atteindre une dimension de détail inférieure à 0,03 mm sur 10 000 unités de matériau. Le tableau suivant répertorie les principaux paramètres de contrôle :
| Défi | Notre intervention technique | Résultat quantifié |
| Variation d'épaisseur du matériau (±0,1 mm) | Un dispositif de mesure laser en ligne mesure chaque feuille et ajuste automatiquement la position de mise au point du laser de découpe. | Annule l'effet de la variation du matériau, garantissant l'uniformité de la formation de la saignée et des bords de coupe dans la découpe laser à grand volume . |
| Dérive de procédé induite thermiquement | Des capteurs thermiques internes surveillent en permanence la température ambiante et ajustent automatiquement la puissance du laser et la vitesse d'alimentation. | Maintient la stabilité de l'énergie de coupe, contribuant directement à la constance de la production de masse à long terme. |
| Impact de l'usure des outils au fil du temps | Les algorithmes de prédiction basés sur les performances antérieures déclenchent automatiquement la maintenance afin d'éviter la détérioration progressive de la qualité du produit. | Maintient la précision initiale du processus, garantissant sa constance pour tous les produits fabriqués pendant toute la durée de la production par découpe laser . |
| Validation statistique en temps réel | Le contrôle dimensionnel en ligne à 100 % des dimensions critiques produit des informations en temps réel affichées dans un graphique de contrôle SPC . | Garantit une stabilité CPK d'au moins 1,67 , fournissant une preuve statistique de la stabilité du processus et de la conformité de toutes les pièces. |
Cette analyse prouve que la constance de la production en série est assurée par la mise en œuvre d'un contrôle par rétroaction des paramètres de processus. Nous résolvons le problème d'accumulation des tolérances lors de la découpe laser de précision de l'acrylique , garantissant ainsi l'homogénéité de chaque unité, de la première à la 10 000e . Ceci assure la stabilité du CPK, indispensable à un assemblage continu, caractéristique d'un véritable service de découpe laser de haute précision . Nos contrôles intégrés garantissent une constance au micron près, même pour les productions en grande série. Envoyez-nous le dessin de votre pièce acrylique la plus complexe pour une étude de faisabilité et un devis.

Figure 4 : La découpe laser crée des fentes imbriquées précises dans de l'acrylique transparent pour les gabarits de dispositifs électroniques.
Pourquoi l'intégration de services d'emboutissage de métal sur mesure est-elle essentielle pour les assemblages hybrides acrylique et métal ?
En raison des coefficients de dilatation thermique différents de l'acrylique et du métal, les assemblages hybrides réalisés avec ces matériaux nécessitent un alignement précis. L'avantage principal de notre intégration de services réside dans l'utilisation du procédé d'emboutissage de précision du métal comme base pour le traitement ultérieur de l'acrylique, éliminant ainsi les problèmes d'interface et unifiant l'ensemble du processus de fabrication. Notre approche est décrite ci-dessous :
Établissement d'une référence principale par estampage de précision des métaux
Les services d'emboutissage de métal sur mesure commencent par fabriquer la pièce métallique, ce qui garantit une meilleure stabilité dimensionnelle. Ensuite, une mesure de cette pièce est prise à l'aide d'une machine à mesurer tridimensionnelle (MMT) afin de créer un jumeau numérique. Ce modèle 3D, et non le modèle CAO théorique, sert de référence pour la découpe laser de précision des pièces en acrylique , permettant ainsi un alignement précis des éléments par rapport à la pièce métallique fabriquée .
Usinage acrylique secondaire référencé à une référence
La pièce métallique mesurée est insérée dans un dispositif spécialement conçu à cet effet. Un système de vision mesure ses caractéristiques afin de créer le système de coordonnées machine à partir de la pièce elle-même. La pièce en acrylique est ensuite découpée en fonction des données réelles grâce à un procédé de découpe laser compensé pour corriger toute erreur. Ceci garantit que la forme de l'acrylique corresponde à celle de la pièce métallique réelle.
Compensation proactive des différences de dilatation thermique
La dilatation différentielle des matériaux (par exemple, aluminium et acrylique ) dans la plage de températures souhaitée pour l'assemblage est déterminée et prise en compte lors de la découpe de la pièce en acrylique. Cette dernière est ensuite découpée de manière à compenser cette dilatation différentielle et à correspondre parfaitement aux dimensions de la pièce métallique à la température d'assemblage, éliminant ainsi la cause première des contraintes dans l' assemblage hybride .
Cet article décrit une technique de fabrication intégrée qui élimine l'accumulation des tolérances d'assemblage en s'attaquant à la cause première. Notre expertise technique repose sur l'utilisation de la pièce emboutie comme référence et la prise en compte des variations entre les matériaux. Cette découpe laser et cet emboutissage intégrés permettent d'obtenir des composants parfaitement compatibles, résolvant ainsi les problèmes d'ajustement. Ils optimisent véritablement la chaîne d'approvisionnement en intégrant la qualité et l'ajustement dès la conception du processus de fabrication.
Comment la découpe laser acrylique pour les projets OEM peut-elle optimiser l'imbrication des matériaux afin de réduire les coûts de fabrication ?
Dans la fabrication B2B, le prix unitaire dépend de la quantité de matériau utilisable. Or, une utilisation inefficace de l'imbrication des pièces sur des feuilles coûteuses engendre un gaspillage important. La clé du succès réside dans l'utilisation optimale de chaque feuille, sans compromettre la précision et la qualité de la découpe. La solution repose sur des algorithmes d'imbrication associés à des paramètres de processus. Voici notre approche technique :
Imbrication haute densité pilotée par algorithme
- Optimisation par IA des motifs : Un logiciel personnalisé évalue la géométrie des pièces et utilise des algorithmes sophistiqués pour les placer, en les faisant pivoter et en les retournant automatiquement afin d'obtenir le motif le plus efficace.
- Compensation de réduction de la largeur de coupe : le système est conçu pour ajuster dynamiquement les schémas de coupe afin de minimiser la distance entre les coupes de la manière la plus sûre possible, la réduisant de 2 mm à 0,8 mm .
- Solution : Cela améliore directement l'utilisation des matériaux , qui est l'un des principaux avantages offerts par nos services de découpe laser acrylique sur mesure , en augmentant le nombre de pièces par feuille.
Intégration de contraintes prenant en compte les processus
- Règles de gestion de la chaleur : Cet algorithme d’imbrication comprend un modèle thermique pour garantir que les pièces ne se déforment pas en prévoyant un espace suffisant pour la dissipation de la chaleur .
- Filtres de stabilité mécanique : Cet algorithme maintient une épaisseur de bande minimale et des emplacements de languettes afin que les petites pièces ne se cassent pas ou ne se déplacent pas pendant la découpe laser à haute efficacité .
- Solution : Cela garantit qu'un nid optimisé est un nid facilement fabriquable, évitant ainsi les pertes de rendement pendant la production.
Gestion dynamique des résidus pour les volumes mixtes
- Base de données des restes : Cette base de données stocke toutes les informations concernant les chutes de tôle issues des opérations précédentes, y compris leurs dimensions exactes et leur position .
- Appariement automatique : Dans les nouveaux projets de découpe laser OEM , le logiciel examine d’abord les chutes disponibles avant d’attribuer de nouvelles feuilles entières.
- Solution : La mise en œuvre de cette stratégie améliore encore l'efficacité de l'utilisation des matières premières dans le processus de production, ce qui est essentiel pour réduire les coûts .
Résultat validé : un exemple concret
- Portée du projet : Lors du traitement d'un lot de 3000 cadres d'écran, l'imbrication initiale a permis d'obtenir une efficacité de 78 % en utilisant des feuilles standard de 4'x8' .
- Notre intervention : L'utilisation de nos algorithmes contraints a permis d'obtenir une densité de pièces plus élevée, avec l'ajustement nécessaire des espaces entre les pièces.
- Résultat quantifiable : Au final, nous avons pu augmenter le taux d'utilisation final des matériaux à 91 % , ce qui a permis de réduire le coût unitaire d'environ 15 % pour notre client.
Ce document présente une approche d'ingénierie basée sur les données pour l'optimisation des matériaux. Notre expertise en découpe laser acrylique pour les projets OEM est démontrée par un agencement à la fois très dense et adapté à la production. Nous résolvons le problème du gaspillage inhérent aux matériaux, transformant les gains de surface en réduction directe des coûts pour nos clients. Cette capacité technique, essentielle pour la découpe laser de précision à grande échelle, constitue un avantage concurrentiel indéniable dans la fabrication en grande série .
Fenêtres pour instruments de diagnostic in vitro de qualité médicale de LS Manufacturing : Découpe laser acrylique de précision — Solutions sur mesure
Cette étude de cas technique détaille comment LS Manufacturing a résolu un problème critique dans la fabrication de composants médicaux . Un leader mondial du diagnostic in vitro (DIV) était confronté à des fuites persistantes au niveau de fenêtres optiques de 15 mm d'épaisseur, dues à une mauvaise qualité de bord résultant de la découpe laser de précision conventionnelle de l'acrylique . Notre solution technique a combiné la science des matériaux et une gestion thermique avancée pour répondre à des exigences de fiabilité extrêmement élevées.
Défi du client
Le client exigeait une fenêtre en acrylique optique de 15 mm d'épaisseur, aux bords quasi verticaux, pour un dispositif de diagnostic. Le procédé du fournisseur actuel présentait un biseau visible sur les bords (environ 1,2° ) et des microfissures, provoquant des fuites de fluide lors de 1 000 cycles de test en autoclave . Il en a résulté un rendement d'assemblage initial inacceptable de seulement 65 % , compromettant les délais de validation clinique et risquant l'échec du projet en raison d'une qualité de pièces non homogène.
Solution de fabrication LS
Notre procédé de découpe laser de qualité médicale a débuté par une analyse de fabricabilité (DFM), avec le choix d' un acrylique coulé hautement réticulé pour une résistance chimique supérieure . Nous avons mis en œuvre une technique de découpe laser à impulsions froides exclusive, utilisant des impulsions de l'ordre de la microseconde avec de l'azote sous haute pression afin de maintenir la zone affectée thermiquement (ZAT) en dessous de 50 µm . L'innovation majeure réside dans un cycle de recuit multi-étapes de 6 heures , avec une vitesse de refroidissement contrôlée de 8 °C par heure, garantissant une relaxation complète des contraintes sans induire de nouvelles déformations.
Résultats et valeur
Les pièces finales présentaient une finition optique impeccable avec une rugosité de surface Ra de 0,4 µm et une conicité constante de seulement 0,3° . Le rendement d'assemblage dès la première passe a atteint 99,7 % , permettant au client de finaliser la validation clinique avec trois semaines d'avance. En éliminant tout polissage secondaire, nous avons réduit le coût unitaire du client de 125 $ . Cette solution de découpe et de finition laser haute stabilité nous a permis de consolider notre position de fournisseur stratégique pour trois ans.
Ce cas illustre que la résolution des défis de fabrication à enjeux élevés exige une intégration poussée des processus, et non un simple usinage. Nous avons garanti la fiabilité en maîtrisant l'intégralité de la chaîne, de la sélection des matériaux à la découpe laser à impulsions froides, en passant par le recuit de précision. L'expertise de LS Manufacturing en découpe laser acrylique de précision pour applications critiques transforme les risques de défaillance en performances garanties, offrant un avantage décisif dans les secteurs réglementés à forte valeur ajoutée.
Vous rencontrez des difficultés similaires en matière de clarté optique ou d'intégrité de la stérilisation ? Transmettez vos spécifications à notre équipe d'ingénieurs pour obtenir une solution de fabrication garantie.

FAQ
1. Pourquoi choisir LS Manufacturing pour des services de découpe laser acrylique de précision plutôt que des imprimeries locales ?
Nous offrons non seulement une précision de qualité industrielle de ±0,05 mm , mais nous proposons également des analyses DFM préliminaires et des traitements de recuit de qualité médicale , garantissant ainsi que les pièces ne sont pas seulement esthétiques, mais répondent également à des exigences d'assemblage fonctionnel rigoureuses.
2. Quelle est l'épaisseur maximale que LS Manufacturing peut découper pour des services de découpe acrylique de haute qualité ?
Grâce à un ensemble de lasers haute luminosité de 15 kW , nous pouvons fournir de manière fiable des pièces en acrylique coulé jusqu'à 50 mm d'épaisseur tout en maintenant une perpendicularité des bords de coupe conforme aux normes ISO 9013.
3. Comment prévenez-vous le craquelage ou la fissuration sous contrainte dans vos services de découpe laser acrylique sur mesure ?
Nous prévenons ces problèmes en contrôlant l'apport thermique pendant le traitement et en mettant en œuvre des procédures de recuit certifiées ISO pour soulager les contraintes internes, garantissant ainsi que les pièces ne développent pas de fissures lorsqu'elles sont exposées à des solvants ou à des environnements à haute pression.
4. Dans quel délai puis-je recevoir un devis pour une commande de découpe laser acrylique pour des projets OEM ?
Il vous suffit de cliquer sur le bouton ci-dessous pour télécharger votre fichier STEP ; notre équipe d'ingénieurs vous fournira un devis technique formel, incluant des recommandations d'optimisation des coûts DFM, sous 12 à 24 heures .
5. LS Manufacturing peut-elle fournir des traitements de surface tels que des revêtements antistatiques ou antireflets ?
Oui, nous proposons des solutions complètes de post-traitement, notamment le collage de qualité médicale, la sérigraphie et les revêtements fonctionnels (tels que ESD ou AR) pour améliorer les performances de surface.
6. Pourquoi la découpe laser de précision de l'acrylique est-elle plus rentable que le fraisage CNC pour les pièces transparentes ?
La découpe laser est 400 % plus rapide que le fraisage pour le traitement de contours complexes et produit intrinsèquement une finition de bord lisse, éliminant ainsi le besoin de recourir à des machines CNC 5 axes coûteuses et aux coûts de polissage manuel ultérieurs.
7. LS Manufacturing assure-t-elle la traçabilité des matériaux pour les projets OEM critiques ?
Nous respectons scrupuleusement le système de gestion de la qualité ISO 9001 ; chaque commande par lot est accompagnée du rapport d'essai des matériaux (MTR) original et d'un rapport d'inspection dimensionnelle à 100 % généré par métrologie optique 2D.
8. Pouvez-vous gérer à la fois les commandes de prototypes en faible volume et les productions en série ?
Oui, nous n'imposons pas de quantité minimale de commande (QMC) stricte. Notre objectif est d'accélérer vos processus de R&D grâce au prototypage rapide , tout en tirant parti des économies d'échelle pour vous proposer des prix directs d'usine très compétitifs pour vos phases de production en série.
Résumé
Dans le domaine de la fabrication de précision, la découpe laser de haute précision ne se limite pas à la mise en forme des matériaux. La véritable précision repose sur une maîtrise au micron près de la zone affectée thermiquement (ZAT), des protocoles scientifiques de relaxation des contraintes et une optimisation de la conception pour la fabrication (DFM). Qu'il s'agisse de pièces optiques transparentes ou de supports médicaux à jeu nul, LS Manufacturing transforme des paramètres physiques complexes en valeur commerciale prévisible. Collaborer avec un fournisseur expert en science des matériaux et en intégration inter-processus est la seule façon de garantir des livraisons dans les délais, conformes aux spécifications et respectant le budget.
Ne laissez plus les défauts de fabrication ou les erreurs dimensionnelles de vos fournisseurs ralentir la mise sur le marché de vos produits. Vos conceptions de découpe laser de précision méritent une solution de fabrication d'une qualité irréprochable. Cliquez sur le bouton « Obtenir un devis » ci-dessous et téléchargez vos plans techniques dès aujourd'hui ; les ingénieurs d'application de LS Manufacturing vous fourniront une évaluation de faisabilité DFM gratuite, vous permettant ainsi de bénéficier de la solution la plus compétitive, directement du fabricant, en seulement 24 heures .
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


