
I servizi di taglio laser di precisione dell'acrilico spesso iniziano concentrandosi sulla potenza del laser necessario per tagliare l'acrilico , tuttavia la produzione di massa reale soffre di microfratture (crepe), smussature eccessive e deriva dimensionale, causando significative fluttuazioni di resa. Il problema tecnico principale risiede nel fatto che il processo non è adattabile alle caratteristiche fisiche dell'acrilico, sia colato che estruso, il che limita la capacità di regolare dinamicamente l'energia dell'impulso, con conseguente zona termicamente alterata (ZTA) molto ampia.
LS Manufacturing risolve questa sfida grazie a un laser a fibra ad alta luminosità da 15 kW, combinato con un metodo di schermatura a gas personalizzato che garantisce una tolleranza di lavorazione di ±0,05 mm per lastre acriliche di 20 mm di spessore . LS Manufacturing offre un servizio completo e personalizzato, dalla verifica DFM (Design for Manufacturing) alla ricottura di distensione, per un'efficienza ottimale nell'assemblaggio "offline ". Nella seguente discussione tecnica, verrà chiarito come la nostra filosofia di produzione digitale risolva le problematiche fisiche legate alla lavorazione di precisione dell'acrilico.

Taglio laser di precisione dell'acrilico: Guida rapida OEM
| Parametro tecnico | Implementazione per componenti in acrilico di qualità |
| Intervallo di spessore ottimale | Il nostro acrilico tagliato al laser viene prodotto con un controllo preciso dei parametri , da 0,5 mm fino a 25 mm . |
| Tipo di laser e lunghezza d'onda | Viene utilizzato un laser a CO2 (lunghezza d'onda 10,6 µm ) poiché viene ben assorbito dall'acrilico, garantendo prestazioni di taglio laser efficaci . |
| Gestione del calore e della fusione | Potenza, velocità e gas ausiliari (aria) controllati per far evaporare il materiale evitando qualsiasi fusione eccessiva e rifusione. |
| Chiarezza e lucidatura dei bordi | Il taglio laser produce una lucidatura a fiamma dei bordi tagliati, eliminando le operazioni di post-finitura. |
| La nostra movimentazione dei materiali | L'applicazione di una pellicola protettiva e l'utilizzo di dispositivi di fissaggio speciali eliminano qualsiasi possibilità di graffi superficiali durante il taglio laser . |
| Risultato: Finitura di qualità ottica | Crea componenti tagliati alla perfezione con bordi di qualità ottica e un'eccezionale trasmissione della luce, ideali per lenti ottiche e schermi . |
| Risultato: accuratezza dimensionale | Garantisce un taglio di precisione senza deviazioni dalla tolleranza di ±0,1 mm e non si deforma, aspetto importante per l'incastro a scatto e la tenuta . |
Offriamo soluzioni per il taglio laser di precisione di materiali acrilici per scopi OEM. La nostra tecnica previene la fusione, garantisce bordi netti e preserva la stabilità dimensionale. Produce pezzi esteticamente gradevoli, di elevata trasparenza ottica e qualità, immediatamente pronti per l'assemblaggio nel prodotto finale.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esistono numerose fonti che descrivono come tagliare l'acrilico con il laser , ma perché scegliere proprio questa guida? Non siamo semplici accademici, bensì professionisti che lavorano quotidianamente nella nostra officina, non in un laboratorio. Ci troviamo ad affrontare problematiche come evitare la formazione di crepe lungo i bordi dell'acrilico o rispettare tolleranze rigorose nella produzione di oblò aerospaziali e alloggiamenti medicali, dove non c'è margine di errore.
L'intero processo si basa su una validazione esperienziale attraverso applicazioni reali. Il nostro gruppo si affida sempre a fonti attendibili come i dati sui materiali del NIST per la ricerca di informazioni sui materiali e utilizza Wikipedia per definire i termini che contribuiscono a delineare gli approcci adottati. Il risultato della nostra approfondita ricerca e sperimentazione, condotta su migliaia di componenti prodotti, è la tecnica efficiente per il controllo dello spessore e l'assistenza del gas che abbiamo sviluppato e che raccomandiamo.
Le conoscenze pratiche acquisite grazie a questa esperienza sono state utilizzate per sviluppare le raccomandazioni necessarie al vostro progetto OEM. L'obiettivo è aiutarvi a evitare errori costosi, sfruttare al massimo le opportunità di progettazione e raggiungere il successo fin dal primo tentativo.
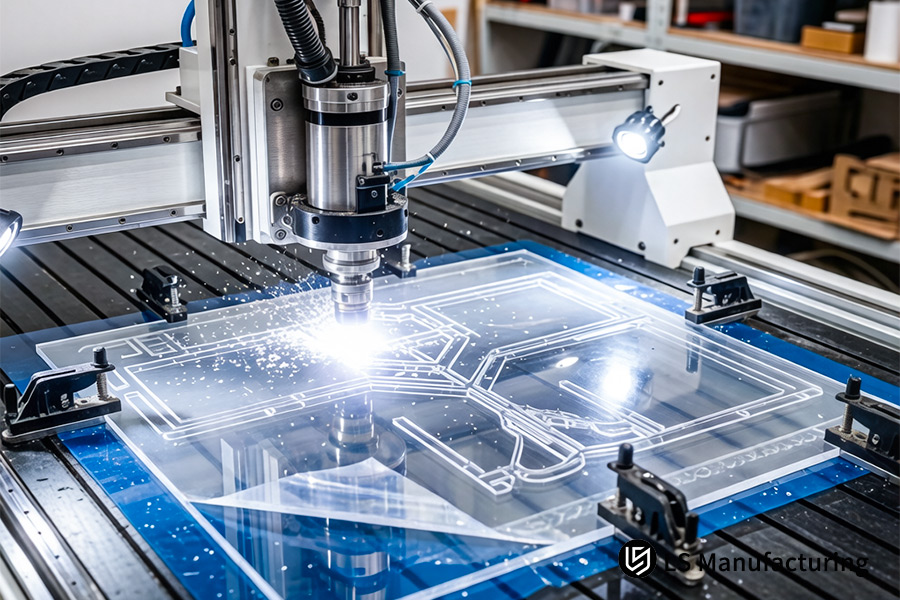
Figura 1: Il taglio laser genera scintille brillanti durante la rifinitura di forme acriliche personalizzate per le coperture delle lampade.
Perché LS Manufacturing è la scelta migliore per i servizi di taglio laser di precisione dell'acrilico nel 2026?
La fabbricazione di materiale acrilico con precisione micrometrica, in modo continuo giorno e notte, si è rivelata una delle principali sfide del 2026, con un impatto sull'efficienza dell'assemblaggio e sui costi in generale. La tecnologia impiegata da LS Manufacturing si basa sull'utilizzo di un controllo a circuito chiuso in tempo reale e su calcoli statistici, rendendo la precisione una realtà costante. Ecco la nostra soluzione:
Controllo servoassistito a circuito chiuso per la correzione del percorso in tempo reale
Il cuore della nostra tecnologia è un asse ottico azionato da un servomotore, mentre encoder sub-micronici forniscono un feedback sulla sua posizione. Durante il taglio laser di precisione dell'acrilico , questi dati vengono confrontati con il percorso utensile teorico a intervalli di kHz. Se si verifica una deviazione dovuta a derive termiche o usura meccanica, la correzione del servomotore viene immediatamente attivata prima del successivo impulso laser. Ciò garantisce una precisione perfetta del processo di taglio , essenziale nella produzione di componenti complessi in acrilico tagliati al laser , dotati di elementi di bloccaggio.
Prevenzione proattiva dei difetti tramite integrazione SPC
Sebbene la semplice ispezione dei componenti con un giudizio di conformità non sia sufficiente, la procedura di controllo qualità SPC tiene conto delle dimensioni di ciascun componente. Dimensioni come la larghezza del taglio e il diametro dei fori vengono controllate mediante diagrammi di controllo. La deviazione dai limiti di controllo segnala la necessità di una manutenzione preventiva per garantire che tutta la produzione successiva rimanga entro i limiti di specifica. La manutenzione predittiva è necessaria per ottenere componenti tagliati al laser di alta precisione e in grandi volumi .
Gestione termica per la stabilità geometrica in forme complesse
A causa della sensibilità alle variazioni termiche, durante la lavorazione si generano tensioni localizzate sul materiale acrilico, che possono causare deformazioni durante il taglio del pezzo. Per ridurre l'influenza degli effetti termici, si utilizza un laser pulsato con cicli di lavoro ottimali. Inoltre, è necessario garantire una temperatura costante del pezzo. In questo modo, si ottiene una stabilità geometrica precisa grazie al taglio laser di assemblaggi in acrilico con un margine di errore nullo, come nel caso delle guide di luce ottiche multistrato.
Garantire la coerenza nella produzione scalabile
La sfida finale è raggiungere una produzione scalabile senza compromettere la qualità. La nostra strategia per affrontare questo problema prevede l'implementazione di un flusso digitale completo, in cui tutte le informazioni relative alle prestazioni della macchina vengono trasmesse al sistema SPC, consentendo così la creazione di un modello di processo iterativo . Grazie a questa strategia, saremo in grado di garantire la perfetta replicazione di una configurazione di lavoro collaudata su qualsiasi macchina del nostro stabilimento, ottenendo risultati identici. La coerenza dei nostri processi di microtaglio laser per membrane acriliche sottili è molto elevata, anche dopo milioni di ripetizioni.
Questo documento tecnico sottolinea la necessità di integrazione dei sistemi per raggiungere i nostri obiettivi entro il 2026. La nostra reputazione si fonda su un approccio scientifico volto a controllare il processo piuttosto che a verificarne i risultati. In questo caso, miriamo a risolvere il problema critico del mantenimento dell'esperienza di LS Manufacturing nei servizi di taglio laser di precisione dell'acrilico, garantendo volumi elevati e rese prevedibili.

Come è possibile ottenere una nitidezza dei bordi di livello ottico con il taglio laser di precisione dell'acrilico senza lucidatura secondaria?
Per ottenere una qualità dei bordi paragonabile a quella dell'acrilico di grado ottico, sono necessari ulteriori passaggi di lavorazione, costosi e imprevedibili. La sfida principale consiste nel controllare l' interazione del laser con il materiale in modo che il bordo finale venga lucidato dal taglio stesso. Questo è esattamente ciò che fa il sistema di taglio laser per acrilico di LS Manufacturing. La tecnologia alla base del processo è descritta di seguito:
Controllo di precisione dei parametri laser per la lucidatura in situ
- Modulazione della larghezza dell'impulso e della potenza di picco: ciò è necessario per garantire un trasferimento di energia sufficiente al materiale per la formazione di uno strato di fusione completo senza vaporizzazione, altrimenti il bordo avrà una forma irregolare.
- Posizionamento dinamico del fuoco: la posizione ottimale del fuoco laser rispetto allo spessore del materiale viene selezionata per fornire il trasferimento di energia necessario ad avviare il riflusso dello strato di plastica fusa dovuto alla tensione superficiale .
- Soluzione: Il processo sopra descritto è il fondamento del nostro servizio di taglio acrilico di alta qualità , che permette di ottenere componenti pronti all'uso con una trasparenza ottica impeccabile direttamente dalla macchina da taglio.
Ottimizzazione della risposta del materiale per una finitura uniforme
- Riduzione dello stress termico: una miscela di gas brevettata viene utilizzata sul piano di taglio per prevenire la carbonizzazione da ossidazione e raffreddare il substrato , riducendo al minimo le distorsioni termiche.
- Calibrazione specifica per materiale: ogni forma di acrilico (ad esempio, colato, estruso), così come il suo colore, viene ottimizzata in base alle diverse proprietà di assorbimento alla lunghezza d'onda di 10,6 μm .
- Soluzione: Di conseguenza, si ottiene una qualità dei bordi uniforme in ogni lotto di lastre acriliche, consentendo la produzione di componenti acrilici rifiniti al laser, adatti all'utilizzo in display e apparecchi di illuminazione.
Qualità validata tramite misurazione diretta
- Monitoraggio in linea: esame qualitativo in linea della trasparenza e dell'opacità mediante sistemi di imaging coassiali.
- Verifica quantitativa: post-elaborazione delle misurazioni della rugosità superficiale mediante un profilometro a contatto al fine di confermare che i valori Ra soddisfino i rigorosi criteri inferiori a 0,8 μm .
- Soluzione: La verifica empirica garantisce che questa tecnica di taglio laser sia conforme agli elevati standard ottici in modo affidabile, senza bisogno di fare alcuna ipotesi.
Garantire la stabilità e la ripetibilità del processo
- Controllo di potenza a circuito chiuso: la potenza di uscita della sorgente laser viene costantemente monitorata e controllata in tempo reale al fine di compensare qualsiasi deviazione dalla sorgente.
- Libreria unificata dei parametri: è stata creata una libreria contenente tutti i parametri necessari per ottenere i migliori risultati su diversi materiali e forme, al fine di facilitare la riproduzione esatta dei lavori in qualsiasi impianto di produzione.
- Soluzione: Il sistema di controllo descritto garantisce la stabilità e la riproducibilità del taglio laser di precisione ottica e produce una finitura del bordo lucida e prevedibile.
Questo documento descrive la procedura ingegneristica specifica per parametri per completare l'assegnazione della finitura dei bordi. La nostra competenza deriva dalla capacità di controllare la fisica della fase di fusione coinvolta nel nostro processo, anziché limitarci a eseguire un semplice taglio. Questo processo esclusivo ci permette di risolvere il problema della certificazione della trasparenza ottica tramite taglio laser di precisione dell'acrilico , rendendolo economicamente vantaggioso e conveniente per i nostri clienti, in quanto elimina il collo di bottiglia della lucidatura.
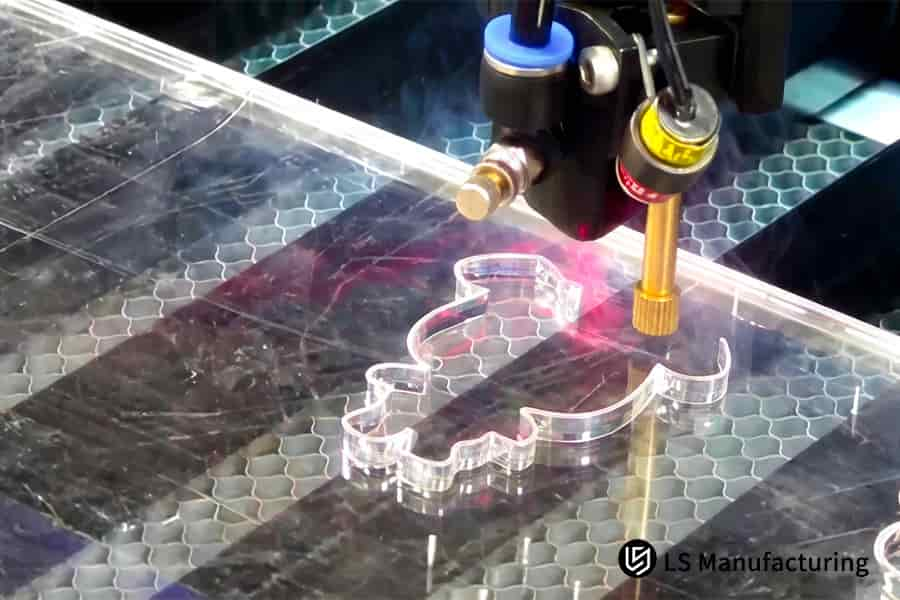
Figura 2: Il taglio laser realizza complesse caratteristiche interne in acrilico spesso per componenti di segnaletica architettonica.
Perché gli ingegneri OEM dovrebbero dare priorità al taglio laser dell'acrilico OEM per geometrie complesse multiasse?
L'approccio tradizionale presenta delle criticità quando si tratta di produrre componenti tridimensionali complessi o altamente perforati per i progettisti OEM. Il problema, in questi casi, risiede nel mantenere la precisione dimensionale quando si lavora con geometrie così complesse. In questo report, illustreremo il nostro approccio di taglio laser multiasse per geometrie complesse e acrilici , specificamente progettato per affrontare le problematiche sopra descritte. Le soluzioni da noi offerte sono elencate di seguito:
| Sfida | Il nostro intervento tecnico | Risultato quantificato |
| Errore dimensionale del contorno 3D | Il movimento simultaneo lungo 5 assi mantiene la perpendicolarità del fascio e la lunghezza focale durante l'intero processo. | Contribuisce a raggiungere una precisione di tolleranza di posizionamento di ±0,05 mm nelle operazioni di taglio laser di contorni 3D complessi. |
| Deformazione indotta dal calore su sottili membrane | La gestione della velocità e della potenza, unitamente alla selezione ottimale della traiettoria, contribuisce a distribuire il calore in modo uniforme. | Riduce di oltre il 70% gli errori di deformazione nei componenti delicati. |
| Distorsione delle caratteristiche in corrispondenza degli angoli acuti | Un algoritmo software altamente sofisticato garantisce la levigatura degli angoli e la riduzione della velocità del laser in corrispondenza degli spigoli vivi. | Riduce del 85% il rischio di bruciare gli angoli. |
| Garantire il corretto posizionamento del foro sulle curve | L'ottimizzazione della traiettoria tramite progettazione assistita da computer garantisce che gli assi dei fori rimangano ortogonali ai vettori della superficie . | La concentricità del foro rimane intatta, aspetto fondamentale per il taglio laser multiasse . |
Si può concludere che un taglio laser efficace dell'acrilico per OEM si basa sulla combinazione di movimenti sincronizzati, controllo adattivo della temperatura e pianificazione intelligente del percorso. Le nostre soluzioni LS Manufacturing sono progettate per affrontare le sfide specifiche legate alla riduzione della deformazione dovuta alle sollecitazioni e al raggiungimento della precisione geometrica nel taglio laser dell'acrilico per progetti OEM . Questo rigore tecnico costituisce una solida base per la progettazione di componenti avanzati.
Cosa permette ai servizi di taglio laser acrilico personalizzati di ridurre al minimo le fessurazioni da stress nei componenti di grado medicale?
Poiché la fessurazione da stress (o screpolatura) dell'acrilico di grado medicale in presenza di sterilizzanti chimici rappresenta una grave problematica che può compromettere le prestazioni e la sicurezza dei dispositivi medici, il principale vantaggio offerto dalla nostra soluzione è un approccio strutturato di post-elaborazione che elimina efficacemente lo stress creato durante i servizi di taglio laser personalizzato dell'acrilico . Esso consiste in:
Impostazioni dei parametri laser ottimizzate per ridurre al minimo lo stress iniziale
Il taglio laser inizia con parametri studiati per limitare la zona termicamente alterata (ZTA) . L'utilizzo di impulsi rapidi a bassa densità di potenza, con un flusso di azoto gassoso accuratamente controllato, limita lo shock termico e il raffreddamento rapido, entrambi fattori che generano tensioni residue. Il risultato è un bordo soggetto a minori tensioni residue prima di qualsiasi post-elaborazione, ponendo così le basi per la produzione di componenti in acrilico tagliati al laser con precisione e resistenti.
Ciclo di ricottura a rampa controllato con precisione
La fase di post-elaborazione inizia con una serie di processi di ricottura eseguiti all'interno di un forno computerizzato. La temperatura viene innalzata fino a raggiungere un valore appena inferiore alla temperatura di transizione vetrosa dell'acrilico. Viene mantenuta a questo livello per un tempo sufficiente a stabilizzare le catene polimeriche. Infine, viene abbassata a una velocità massima di 10 gradi all'ora . Il raffreddamento lento è essenziale perché allevia le tensioni termiche e riduce le tensioni interne, un requisito fondamentale nella lavorazione dei dispositivi medici tagliati al laser .
Validazione rigorosa tramite test di esposizione chimica
Il controllo qualità si basa su test e non su supposizioni. Dopo la ricottura, i campioni vengono immersi o puliti per 24 ore in IPA al 70% . Tale solvente ha un elevato potenziale di danno, il che lo rende la soluzione più frequentemente utilizzata. Ogni campione viene quindi esaminato al microscopio ottico. L'assenza di microfratture durante questo test dimostra che lo stress termico è stato ridotto con successo, consentendo l'applicazione del materiale in complesse lavorazioni di taglio laser di acrilici microfluidici e in sistemi diagnostici.
Questa proposta illustra come siamo in grado di creare un processo di progettazione ingegneristica a ciclo chiuso che garantisca la risoluzione definitiva dei problemi di cricche da stress. La nostra credibilità è dimostrata dalla capacità di controllare l'intera catena di processo, dai parametri ottimizzati per minimizzare l'introduzione di stress al preciso trattamento termico di distensione , fino al processo di validazione chimica. Questo ci aiuterà a risolvere il problema della fornitura di componenti in acrilico resistenti agli agenti chimici, adatti al taglio laser, che sono normalmente soggetti a questo problema, rendendoli parte integrante dei nostri servizi di taglio laser per acrilico personalizzati .
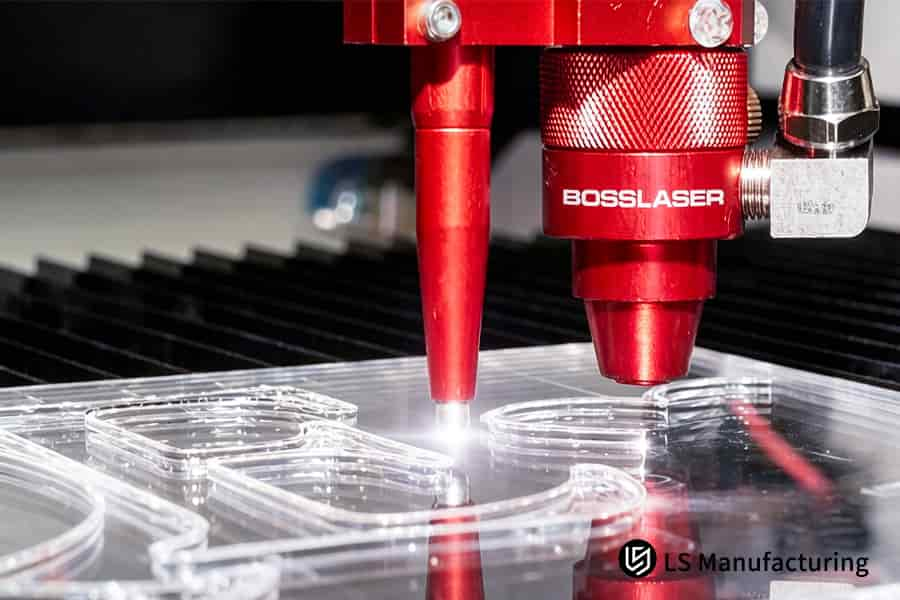
Figura 3: Il taglio laser fornisce una finitura precisa dei bordi sui pannelli acrilici per le custodie trasparenti per display.
Come gestisce il taglio laser dello spessore dell'acrilico le sfide della rastrematura di lastre spesse 25 mm?
La formazione di un bordo rastremato netto di 89,5° su componenti in acrilico con spessore superiore a 20 mm è un'operazione complessa a causa della naturale divergenza del raggio laser. Questo problema rende estremamente difficile il contatto con la superficie, con conseguente aumento dei costi di finitura dei pezzi. La nostra soluzione si avvale della manipolazione e del controllo dinamico in tempo reale del raggio laser per garantire la formazione di una rastrematura di 0,5° nel taglio laser di acrilico di spessore elevato . La nostra soluzione comprende:
Regolazione dinamica della lunghezza focale per un'erogazione uniforme dell'energia.
- Sistema di ottica adattiva: utilizzo di un sistema di lenti di focalizzazione che consente al raggio laser di modificare il proprio piano focale durante il taglio.
- Compensazione della divergenza: garantisce che il diametro rimanga costante in tutte le regioni del punto focale del fascio all'interno dello spessore del materiale .
- Soluzione: Consente di ottenere una densità di energia costante durante tutto il taglio, elemento essenziale per un corretto controllo della conicità nel taglio laser di acrilico spesso .
Profili di potenza e velocità modulati
- Programmazione della curva di potenza: la potenza del laser viene intenzionalmente aumentata nelle regioni a bassa potenza per garantire che l'energia venga compensata all'interno del fascio.
- Velocità di avanzamento ottimizzata: la velocità del laser viene regolata in modo che tutto il materiale venga rimosso nella parte inferiore, evitando però il surriscaldamento della parte superiore.
- Soluzione: Questo approccio bilanciato previene la caratteristica forma a "V" , producendo pareti laterali più dritte sui pannelli acrilici di grosso spessore .
Ottimizzazione del gas di assistenza ad alta pressione
- Design specializzato dell'ugello: questo risultato si ottiene grazie a un design esclusivo dell'ugello , che genera un flusso rapido e laminare di azoto verso la sezione da tagliare.
- Espulsione efficiente del materiale fuso: grazie all'utilizzo di gas di assistenza per rimuovere il materiale acrilico fuso dal taglio, si riduce notevolmente la possibilità di depositi di acrilico fuso sui lati.
- Soluzione: Ciò significa che otteniamo bordi netti e precisi che possono essere assemblati facilmente, il che rappresenta uno dei fattori critici nei nostri servizi di taglio laser di precisione dell'acrilico .
Il documento evidenzia il controllo del fascio e del processo necessario per risolvere il problema fondamentale della conicità. Grazie alla nostra soluzione esclusiva di regolazione dinamica della messa a fuoco, modulazione dei parametri e dinamica ottimale del gas, siamo in grado di offrire un taglio laser affidabile a bassa conicità di acrilico di grosso spessore . Questa soluzione tecnica costituisce la base del nostro taglio laser di acrilico di spessore elevato , garantendo un notevole risparmio sui costi grazie alla minimizzazione delle lavorazioni secondarie.
Un servizio di taglio acrilico di alta qualità può mantenere una precisione a livello di micron su 10.000 unità?
La capacità di raggiungere una precisione a livello di micron in un grande lotto di pezzi è un aspetto cruciale, poiché le variazioni di spessore del materiale e le derive indotte dal calore possono causare incongruenze dimensionali. Questo compromesso è particolarmente importante quando si utilizzano sistemi di taglio laser automatizzati . Questo documento descrive i sistemi integrati per il nostro servizio di taglio acrilico di alta qualità , in grado di raggiungere una precisione dimensionale inferiore a 0,03 mm su 10.000 unità di materiale. La tabella seguente elenca i principali controlli coinvolti:
| Sfida | Il nostro intervento tecnico | Risultato quantificato |
| Variazione dello spessore del materiale (±0,1 mm) | Un dispositivo di misurazione laser in linea misura ogni foglio e regola automaticamente la posizione di messa a fuoco del laser di taglio. | Annulla l'effetto delle variazioni del materiale, garantendo uniformità nella formazione del solco di taglio e dei bordi di taglio nelle lavorazioni laser ad alto volume . |
| Deriva di processo indotta termicamente | I sensori termici interni monitorano costantemente la temperatura ambiente e regolano automaticamente la potenza del laser e la velocità di alimentazione. | Mantiene la stabilità dell'energia di taglio, contribuendo direttamente alla coerenza della produzione di massa a lungo termine. |
| Impatto dell'utilizzo degli utensili nel tempo | Gli algoritmi predittivi basati sulle prestazioni precedenti attivano automaticamente la manutenzione per evitare un progressivo deterioramento della qualità del prodotto. | Mantiene la precisione iniziale del processo, garantendone la coerenza in tutti i prodotti realizzati durante l'intero ciclo di taglio laser . |
| Validazione statistica in tempo reale | Il controllo dimensionale in linea al 100% delle dimensioni critiche produce informazioni in tempo reale visualizzate in un grafico di controllo SPC . | Garantisce una stabilità CPK di almeno 1,67 , fornendo prove statistiche della stabilità del processo e della conformità di tutte le parti. |
Questa analisi dimostra che l'implementazione del controllo a feedback sui parametri di processo garantisce una precisa uniformità nella produzione di massa. Risolviamo il problema dell'accumulo di tolleranze nel taglio laser di precisione dell'acrilico , garantendo così che sia il primo che il diecimillesimo pezzo siano identici. Ciò assicura la stabilità CPK necessaria per un assemblaggio ininterrotto, che è ciò che un vero servizio di taglio laser ad alta precisione significa. I nostri controlli integrati garantiscono una uniformità a livello di micron anche in produzioni ad alto volume. Inviateci il disegno del vostro componente in acrilico più complesso per un'analisi di fattibilità e un preventivo.

Figura 4: Il taglio laser crea fessure ad incastro precise nell'acrilico trasparente per le dime dei dispositivi elettronici.
Perché l'integrazione dei servizi di stampaggio metallico personalizzato è fondamentale per gli assemblaggi ibridi in acrilico e metallo?
A causa dei diversi coefficienti di dilatazione termica dei componenti in acrilico e in metallo, gli assemblaggi ibridi realizzati con tali materiali richiedono un allineamento preciso. Il vantaggio principale dell'integrazione dei nostri servizi risiede nella possibilità di sfruttare il processo di stampaggio di precisione dei metalli come base per le successive lavorazioni dell'acrilico, eliminando così i problemi di interfaccia e unificando l'intero processo produttivo. L'approccio che adottiamo è descritto di seguito:
Definizione di un riferimento principale tramite stampaggio di precisione dei metalli.
I servizi di stampaggio metallico personalizzato prevedono innanzitutto la fabbricazione del componente metallico, in quanto questo garantisce una maggiore stabilità dimensionale. Successivamente, il componente stampato viene misurato tramite una macchina di misura a coordinate (CMM) per crearne un gemello digitale. Questo modello 3D, e non il modello CAD teorico, funge da riferimento per il taglio laser di precisione dei componenti in acrilico , allineandoli in base al componente metallico fabbricato .
Lavorazione secondaria dell'acrilico con riferimento a punti di riferimento
Il componente metallico misurato viene inserito in un apposito dispositivo di fissaggio. Un sistema di visione ne rileva le caratteristiche per creare il sistema di coordinate della macchina utilizzando il componente stesso. Il componente in acrilico viene quindi tagliato in base ai dati reali mediante un processo di taglio laser compensato per eventuali errori. Ciò garantisce che la forma dell'acrilico corrisponda al componente metallico reale.
Compensazione proattiva della discrepanza di dilatazione termica
La dilatazione differenziale dei materiali (ad esempio, alluminio rispetto all'acrilico ) all'interno dell'intervallo di temperatura desiderato per l'assemblaggio viene determinata e integrata nel taglio del pezzo in acrilico. Il pezzo in acrilico viene quindi tagliato tenendo conto della dilatazione differenziale in modo da adattarsi perfettamente alle dimensioni della parte metallica alla temperatura di assemblaggio, risolvendo efficacemente la causa principale delle sollecitazioni nell'assemblaggio ibrido .
Questo articolo descrive una tecnica di produzione integrata che affronta il problema dell'accumulo di tolleranze di assemblaggio intervenendo sulla causa principale. La nostra competenza tecnica risiede nell'utilizzo del componente stampato come riferimento principale e nella considerazione delle variazioni tra i materiali. Questa combinazione integrata di taglio laser e stampaggio produce componenti che funzionano perfettamente insieme, eliminando il difficile problema dell'accoppiamento. Offre una reale ottimizzazione della catena di fornitura , integrando qualità e compatibilità nel processo produttivo fin dalle prime fasi.
In che modo il taglio laser dell'acrilico per progetti OEM può ottimizzare il posizionamento dei materiali e ridurre i costi di produzione?
Nella produzione B2B, la quantità di materiale utilizzabile determina il prezzo unitario, e un utilizzo inefficiente del nesting su fogli costosi si traduce in un notevole spreco. La chiave del successo consiste nell'ottenere la massima efficienza da ciascun foglio senza compromettere la precisione e la qualità del taglio. La soluzione prevede l'utilizzo di algoritmi di nesting combinati con parametri di processo. Di seguito presentiamo il nostro approccio tecnico:
Annidamento ad alta densità guidato da algoritmi
- Ottimizzazione del modello tramite IA: un software personalizzato valuta la geometria dei pezzi e utilizza algoritmi sofisticati per posizionarli, ruotandoli e capovolgendoli automaticamente al fine di ottenere il modello più efficiente.
- Riduzione della compensazione del taglio: il sistema è progettato per regolare dinamicamente i modelli di taglio in modo da ridurre al minimo la distanza tra i tagli nella massima sicurezza, portandola da 2 mm a 0,8 mm .
- Soluzione: Ciò migliora direttamente l'utilizzo del materiale , che è uno dei principali risultati attesi dai nostri servizi di taglio laser acrilico personalizzato , aumentando il numero di pezzi per foglio.
Integrazione dei vincoli consapevole del processo
- Regole di gestione del calore: questo algoritmo di nesting include un modello termico per garantire che i pezzi non si deformino , lasciando spazio sufficiente per la dissipazione del calore .
- Filtri di stabilità meccanica: questo algoritmo mantiene lo spessore minimo del nastro e la posizione delle linguette in modo che le piccole parti non si rompano o si spostino durante il taglio laser ad alta efficienza .
- Soluzione: Ciò garantisce che un nido ottimizzato sia un nido effettivamente producibile, prevenendo perdite di resa durante la produzione.
Gestione dinamica dei residui per volumi misti
- Database dei residui: questo database memorizza tutte le informazioni sui pezzi di lamiera rimasti da operazioni precedenti, incluse le loro dimensioni e la loro posizione esatte .
- Abbinamento automatico: nei nuovi progetti di taglio laser OEM , il software esamina innanzitutto i ritagli disponibili prima di assegnare nuovi fogli interi.
- Soluzione: L'implementazione di questa strategia migliora ulteriormente l'efficienza dell'utilizzo delle materie prime nel processo produttivo, aspetto fondamentale per la riduzione dei costi .
Risultato validato: un caso esemplare
- Ambito del progetto: Nella lavorazione di un lotto di 3000 cornici per display, l'ottimizzazione iniziale del nesting ha prodotto un'efficienza del 78% utilizzando fogli standard da 4'x8' .
- Il nostro intervento: l'impiego dei nostri algoritmi vincolati ha portato a una maggiore densità di parti, con il necessario adeguamento degli spazi tra le parti.
- Risultato quantificabile: In definitiva, siamo riusciti ad aumentare l' utilizzo finale del materiale al 91% , con una conseguente riduzione del costo unitario di circa il 15% per il nostro cliente.
Questo documento illustra un approccio ingegneristico basato sui dati per l'ottimizzazione dei materiali. La nostra esperienza nel taglio laser dell'acrilico per progetti OEM è dimostrata da un nesting ad alta densità e al contempo economicamente sostenibile. Risolviamo il problema dello spreco di materiale intrinseco, trasformando i centimetri quadrati risparmiati in una riduzione diretta dei costi per i nostri clienti. Questa capacità tecnica, essenziale per il taglio laser di precisione su larga scala, rappresenta un chiaro vantaggio competitivo nella produzione di grandi volumi .
Finestre per strumenti diagnostici in vitro di grado medicale LS Manufacturing: taglio laser di precisione dell'acrilico - Soluzioni personalizzate
Questo studio di caso tecnico descrive in dettaglio come LS Manufacturing ha risolto un guasto critico nella produzione di componenti per uso medicale . Un'azienda leader a livello mondiale nel settore della diagnostica in vitro si trovava ad affrontare perdite persistenti in finestre ottiche di 15 mm di spessore a causa della scarsa qualità dei bordi derivante dal taglio laser di precisione convenzionale dell'acrilico . La nostra soluzione ingegnerizzata ha combinato la scienza dei materiali con una gestione termica avanzata per soddisfare standard di affidabilità estremamente elevati.
Sfida del cliente
Il cliente necessitava di una finestra in acrilico di qualità ottica dello spessore di 15 mm con bordi quasi verticali per un dispositivo diagnostico. Il processo del fornitore precedente produceva una rastrematura visibile dei bordi (~ 1,2° ) e microfratture, che causavano perdite di fluido durante i 1.000 cicli di test in autoclave . Ciò si traduceva in una resa di assemblaggio al primo tentativo inaccettabile, pari solo al 65% , compromettendo le tempistiche di validazione clinica e rischiando il fallimento del progetto a causa della qualità non uniforme dei componenti.
Soluzione di produzione LS
Il nostro processo di taglio laser di grado medicale è iniziato con una revisione DFM (Design for Manufacturing), passando a un acrilico colato altamente reticolato per una resistenza chimica superiore . Abbiamo implementato una tecnica proprietaria di taglio laser a impulsi freddi , utilizzando impulsi di microsecondi con azoto ad alta pressione per mantenere la zona termicamente alterata (HAZ) al di sotto di 50 µm . L'innovazione principale è stata un ciclo di ricottura multistadio di 6 ore con una velocità di raffreddamento controllata di 8 °C all'ora, garantendo un completo rilascio delle tensioni senza indurre nuove distorsioni.
Risultati e valore
I componenti finali hanno raggiunto un bordo ottico con una rugosità superficiale di Ra 0,4 µm e una conicità costante di soli 0,3° . La resa di assemblaggio al primo passaggio è salita al 99,7% , consentendo al cliente di completare la validazione clinica con 3 settimane di anticipo rispetto alla scadenza prevista. Eliminando tutte le fasi di lucidatura secondaria, abbiamo ridotto il costo unitario del cliente di 125 dollari . Questa soluzione di taglio e finitura laser ad alta stabilità ci ha permesso di consolidare la nostra posizione di fornitore strategico per tre anni.
Questo caso dimostra che la risoluzione di sfide produttive complesse richiede una profonda integrazione dei processi, non solo la lavorazione meccanica. Abbiamo garantito l'affidabilità controllando l'intera catena, dalla selezione dei materiali e dal taglio laser a impulsi freddi fino alla ricottura di precisione. L'esperienza di LS Manufacturing nel taglio laser di precisione dell'acrilico per applicazioni critiche trasforma i potenziali guasti in prestazioni garantite, offrendo un vantaggio decisivo in settori regolamentati e ad alto valore aggiunto.
Avete difficoltà simili con la chiarezza ottica o l'integrità della sterilizzazione? Inviate le vostre specifiche al nostro team di ingegneri per una soluzione di produzione garantita.

FAQ
1. Perché scegliere LS Manufacturing per i servizi di taglio laser di precisione dell'acrilico invece delle tipografie locali?
Offriamo non solo una precisione di livello industriale di ±0,05 mm , ma anche revisioni DFM preliminari e trattamenti di ricottura di livello medicale , garantendo che i componenti non siano solo esteticamente gradevoli, ma soddisfino anche rigorosi requisiti di assemblaggio funzionale.
2. Qual è lo spessore massimo che LS Manufacturing è in grado di tagliare per offrire servizi di taglio acrilico di alta qualità?
Grazie a un cluster laser ad alta luminosità da 15 kW , siamo in grado di realizzare in modo affidabile componenti in acrilico colato fino a 50 mm di spessore, mantenendo una perpendicolarità del bordo di taglio conforme agli standard ISO 9013.
3. Come si prevengono le screpolature o le fessurazioni da stress nei servizi di taglio laser personalizzato dell'acrilico?
Preveniamo questi problemi controllando l'apporto termico durante la lavorazione e implementando procedure di ricottura certificate ISO per alleviare le tensioni interne, garantendo che i pezzi non sviluppino crepe se esposti a solventi o ambienti ad alta pressione.
4. Quanto tempo ci vuole per ricevere un preventivo per un ordine di taglio laser di acrilico per progetti OEM?
È sufficiente cliccare sul pulsante sottostante per caricare il file STEP; il nostro team di ingegneri vi fornirà un preventivo tecnico formale, comprensivo di raccomandazioni per l'ottimizzazione dei costi in base al DFM (Design for Manufacturing), entro 12-24 ore .
5. LS Manufacturing è in grado di fornire trattamenti superficiali come rivestimenti antistatici o antiriflesso?
Sì, offriamo soluzioni complete di post-elaborazione, tra cui l'incollaggio di grado medicale, la serigrafia e i rivestimenti funzionali, come ESD o AR , per migliorare le prestazioni della superficie.
6. Perché il taglio laser di precisione dell'acrilico è più conveniente della fresatura CNC per la produzione di componenti trasparenti?
Il taglio laser è il 400% più veloce della fresatura nella lavorazione di contorni complessi e produce intrinsecamente una finitura dei bordi liscia, eliminando così la necessità di costosi tempi di lavorazione su macchine CNC a 5 assi e i conseguenti costi di lucidatura manuale.
7. LS Manufacturing garantisce la tracciabilità dei materiali per i progetti OEM critici?
Ci atteniamo rigorosamente al sistema di gestione della qualità ISO 9001; ogni ordine di lotto è accompagnato dal Rapporto di Prova del Materiale (MTR) originale e da un rapporto di ispezione dimensionale al 100% generato tramite metrologia ottica 2D.
8. Siete in grado di gestire sia ordini di prototipi a basso volume che produzioni di massa?
Sì, non imponiamo requisiti rigidi di quantità minima d'ordine (MOQ). Il nostro obiettivo è accelerare i vostri progressi in ambito di ricerca e sviluppo attraverso la prototipazione rapida , sfruttando al contempo le economie di scala per offrire prezzi di fabbrica altamente competitivi per le fasi di produzione di massa.
Riepilogo
Nella produzione di precisione, il taglio laser di alta precisione va ben oltre la semplice sagomatura dei materiali. La vera precisione deriva dal controllo della zona termicamente alterata (HAZ) a livello micrometrico, da protocolli scientifici di distensione delle tensioni e dall'ottimizzazione DFM (Design for Manufacturing). Che si tratti di componenti ottici trasparenti o di basi medicali a tolleranza zero, LS Manufacturing trasforma parametri fisici complessi in un valore commerciale prevedibile. Collaborare con un fornitore che padroneggia la scienza dei materiali e l'integrazione tra i processi è l'unico modo per garantire consegne puntuali, conformi alle specifiche e al budget.
Smettetela di lasciare che crepe di lavorazione o errori dimensionali causati dai fornitori rallentino il time-to-market del vostro prodotto. I vostri progetti di taglio laser di precisione meritano una soluzione di realizzazione fisica di qualità da laboratorio. Cliccate sul pulsante "Richiedi un preventivo" qui sotto e caricate oggi stesso i vostri disegni tecnici ; gli ingegneri applicativi di LS Manufacturing vi forniranno una valutazione di fattibilità DFM gratuita, aiutandovi ad assicurarvi la soluzione più competitiva, direttamente dal produttore, in sole 24 ore .
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


