
تبدأ خدمات القطع بالليزر الدقيق للأكريليك عادةً بالتركيز على قوة الليزر اللازمة للقطع ، إلا أن الإنتاج الكمي الفعلي يعاني من تشققات دقيقة (تصدع سطحي)، وشطف مفرط، وانحراف في الأبعاد، مما يتسبب في تقلبات كبيرة في الإنتاجية. تكمن المشكلة التقنية الرئيسية في عدم قدرة العملية على التكيف مع الخصائص الفيزيائية للأكريليك، سواءً كان مصبوبًا أو مبثوقًا، مما يحد من القدرة على ضبط طاقة النبضة ديناميكيًا، وينتج عنه منطقة متأثرة بالحرارة واسعة جدًا.
تتغلب شركة LS Manufacturing على هذا التحدي باستخدام ليزر ألياف ساطع بقدرة 15 كيلوواط، بالإضافة إلى تقنية درع غازي مُخصصة، مما يضمن دقة تصنيع تصل إلى ±0.05 مم لألواح الأكريليك بسماكة 20 مم . تقدم LS Manufacturing خدمة متكاملة مُخصصة، بدءًا من فحص التصميم للتصنيع (DFM) وصولًا إلى معالجة تخفيف الإجهاد، مما يُحسّن كفاءة التجميع خارج خط الإنتاج . في المناقشة الفنية التالية، سيتضح كيف تُساهم فلسفتنا في التصنيع الرقمي في التغلب على هذه التحديات المادية المتعلقة بالتصنيع الدقيق للأكريليك.

قطع الأكريليك بالليزر بدقة: دليل مرجعي سريع للمصنعين الأصليين
| المعايير الفنية | تطبيق قطع أكريليك عالية الجودة |
| نطاق السماكة الأمثل | يتم إنتاج الأكريليك المقطوع بالليزر لدينا من خلال التحكم الدقيق في المعلمات من 0.5 مم إلى 25 مم . |
| نوع الليزر وطول الموجة | تم استخدام ليزر ثاني أكسيد الكربون (طول الموجة 10.6 ميكرومتر ) لأنه يمتص جيدًا في الأكريليك مما يوفر أداءً فعالاً في قطع الليزر . |
| إدارة الحرارة والذوبان | يتم التحكم في الطاقة والسرعة والغازات المساعدة (الهواء) لتبخير المواد وتجنب أي انصهار زائد وإعادة التشكيل. |
| وضوح الحواف ولمعانها | ينتج عن القطع بالليزر تلميع حواف القطع باللهب، مما يلغي عمليات التشطيب اللاحقة. |
| خدماتنا في مجال مناولة المواد | يؤدي تطبيق طبقة واقية وتثبيت خاص إلى القضاء على أي احتمالات لحدوث خدوش سطحية أثناء القطع بالليزر . |
| النتيجة: تشطيب ذو جودة بصرية | يقوم بتصنيع مكونات مقطوعة بشكل مثالي بحواف ذات جودة بصرية ونقل استثنائي للضوء، مما يجعلها مثالية للعدسات البصرية وشاشات العرض . |
| النتيجة: دقة الأبعاد | يضمن القطع الدقيق دون أي انحراف عن التفاوت المسموح به ±0.1 مم ، ولن يتشوه، وهو أمر مهم للتركيب السريع والإغلاق . |
نقدم حلولاً لمشكلة القطع بالليزر الدقيق لمادة الأكريليك لأغراض تصنيع المعدات الأصلية. تمنع تقنيتنا الانصهار، وتضمن حوافًا نظيفة، وتحافظ على ثبات الأبعاد. كما تُنتج قطعًا ذات مظهر جمالي ووضوح بصري وجودة عالية، جاهزة للتجميع الفوري في المنتج النهائي.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
توجد مصادر عديدة تشرح كيفية قطع الأكريليك بالليزر ، ولكن لماذا عليك اختيار هذا الدليل تحديدًا؟ لسنا مجرد أكاديميين، بل محترفون نعمل يوميًا في ورشتنا، لا في مختبر. نواجه تحدياتٍ مثل تجنب التشققات على حواف الأكريليك، والالتزام بمعايير دقيقة عند تصنيع نوافذ العرض في الطائرات ووحدات الإسكان الطبية، حيث لا مجال للخطأ.
تستند العملية برمتها إلى التحقق القائم على الخبرة من خلال التطبيق العملي. يعتمد فريقنا دائمًا على مصادر موثوقة مثل بيانات المواد الصادرة عن المعهد الوطني للمعايير والتكنولوجيا (NIST) عند البحث في بيانات المواد، كما يستخدم ويكيبيديا لتعريف المصطلحات التي تُسهم في صياغة المناهج المُستخدمة. وقد أسفرت أبحاثنا وتجاربنا المكثفة، التي أُجريت على آلاف القطع المُصنّعة، عن تقنية فعّالة للتحكم في السُمك واستخدام الغاز المساعد، والتي توصلنا إليها ونوصي بها.
استُخدمت المعرفة العملية المكتسبة من هذه التجربة في تطوير التوصيات اللازمة لمشروعك الخاص بتصنيع المعدات الأصلية. والهدف هو مساعدتك على تجنب أي أخطاء مكلفة، والاستفادة القصوى من فرص التصميم المتاحة ، وتحقيق النجاح من المحاولة الأولى.
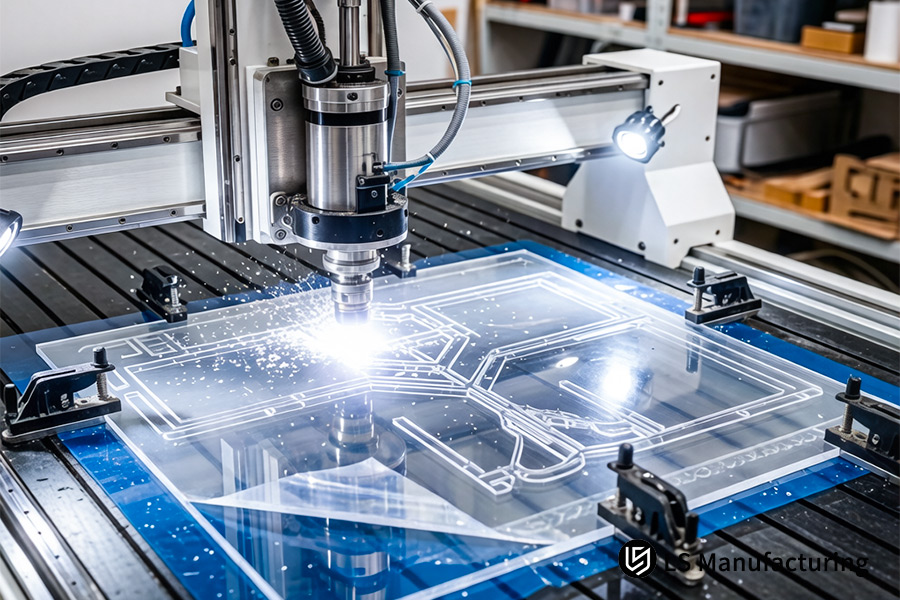
الشكل 1: ينتج عن القطع بالليزر شرارات ساطعة أثناء تشذيب الأشكال الأكريليكية المخصصة لأغطية الإضاءة.
لماذا تُعتبر شركة LS Manufacturing الخيار الأمثل لخدمات قطع الأكريليك بالليزر الدقيق في عام 2026؟
أثبت تصنيع مادة الأكريليك بدقة متناهية تصل إلى مستوى الميكرون، بشكل مستمر ليلاً ونهاراً، أنه أحد أبرز التحديات في عام 2026، مما أثر على كفاءة التجميع والتكاليف بشكل عام. أما بالنسبة للتقنية التي تستخدمها شركة LS Manufacturing ، فقد اعتمدت على استخدام نظام تحكم مغلق الحلقة في الوقت الفعلي، بالإضافة إلى الحسابات الإحصائية، مما جعل الدقة واقعاً ملموساً. إليكم حلنا:
نظام تحكم مؤازر ذو حلقة مغلقة لتصحيح المسار في الوقت الحقيقي
جوهر تقنيتنا هو محور بصري يُشغَّل بواسطة محرك مؤازر، بينما توفر مشفرات دون الميكرون بيانات دقيقة حول موضعه. عند قطع الأكريليك بالليزر بدقة عالية ، تُقارن هذه البيانات بمسار الأداة النظري على فترات كيلوهرتز. في حال حدوث أي انحراف نتيجةً للانحرافات الحرارية أو التآكل الميكانيكي، يُفعَّل تصحيح المؤازرة فورًا قبل نبضة الليزر التالية. هذا يضمن دقة مثالية لعملية القطع ، وهو أمر بالغ الأهمية عند تصنيع أجزاء أكريليك معقدة مقطوعة بالليزر تتضمن خصائص تثبيت.
الوقاية الاستباقية من العيوب من خلال تكامل مراقبة العمليات الإحصائية
على الرغم من أن فحص المكونات على أساس النجاح أو الفشل فقط لا يكفي، فإن إجراءات مراقبة الجودة الإحصائية (SPC) تأخذ في الاعتبار أبعاد كل مكون. تُضبط أبعاد مثل عرض القطع وقطر الثقوب باستخدام مخططات التحكم. يشير أي انحراف عن حد التحكم إلى ضرورة الصيانة الوقائية لضمان بقاء جميع عمليات الإنتاج اللاحقة ضمن حدود المواصفات. تُعد الصيانة التنبؤية ضرورية للحصول على مكونات قطع ليزرية دقيقة بكميات كبيرة .
إدارة الحرارة لتحقيق الاستقرار الهندسي في الأشكال المعقدة
نظراً لحساسية مادة الأكريليك للتأثيرات الحرارية، فإنها تتعرض لإجهادات موضعية أثناء التصنيع، مما يؤدي إلى تشوهها عند قطعها. وللحد من هذه التأثيرات، يُستخدم الليزر النبضي مع دورات تشغيل مثالية. إضافةً إلى ذلك، يجب ضمان ثبات درجة حرارة قطعة العمل. وبذلك، نحقق استقراراً هندسياً من خلال قطع دقيق باستخدام الليزر لتجميعات الأكريليك، مع إمكانية الحصول على نتائج خالية من الأخطاء، مثل الموجهات الضوئية متعددة الطبقات.
ضمان الاتساق في الإنتاج القابل للتوسع
يتمثل التحدي الأخير في تحقيق إنتاج قابل للتوسع دون المساس بالجودة. تتضمن استراتيجيتنا لمعالجة هذه المشكلة تطبيق سلسلة رقمية متكاملة، حيث تُنقل جميع المعلومات المتعلقة بأداء الآلة إلى نظام التحكم الإحصائي في العمليات (SPC)، مما يسمح بإنشاء نموذج عملية تكراري . من خلال هذه الاستراتيجية، سنتمكن من ضمان تكرار مثالي لتكوين مهمة مُثبتة في أي آلة في مصنعنا والحصول على نتائج متطابقة. تتميز عمليات القطع الدقيق بالليزر للأغشية الأكريليكية الرقيقة بدرجة عالية من الاتساق حتى بعد ملايين التكرارات.
تؤكد هذه الوثيقة الفنية على ضرورة تكامل الأنظمة لتحقيق أهدافنا الأساسية لعام 2026. تستند سمعتنا إلى نهج علمي يهدف إلى التحكم في العملية بدلاً من اختبار نتائجها. في هذه الحالة، نسعى إلى حل المشكلة الجوهرية المتمثلة في الحفاظ على خبرة LS Manufacturing في خدمات قطع الأكريليك بالليزر بدقة عالية وبكميات كبيرة وبمردود مضمون.

كيف يمكن لقطع الأكريليك بالليزر بدقة عالية أن يحقق وضوحًا بصريًا للحواف دون الحاجة إلى تلميع ثانوي؟
للحصول على جودة حواف تضاهي جودة الأكريليك البصري، يلزم إجراء خطوات معالجة إضافية مكلفة وغير مضمونة النتائج. يكمن التحدي الرئيسي هنا في التحكم بتفاعل الليزر مع المادة بحيث تُصقل الحافة النهائية بفعل القطع نفسه. وهذا تحديدًا ما يفعله نظام قطع الأكريليك بالليزر من شركة LS Manufacturing. فيما يلي شرح للتكنولوجيا الكامنة وراء هذه العملية:
التحكم الدقيق في معلمات الليزر للتلميع الموضعي
- تعديل عرض النبضة وذروة الطاقة: هذا ضروري لضمان نقل الطاقة الكافية إلى المادة لتكوين طبقة انصهار كاملة دون تبخر، وإلا ستكون الحافة غير منتظمة الشكل.
- تحديد موضع التركيز الديناميكي: يتم اختيار موضع تركيز الليزر الأمثل بالنسبة لسمك المادة لتوفير نقل الطاقة اللازم لبدء إعادة تدفق طبقة البلاستيك المنصهر بسبب التوتر السطحي .
- الحل: إن العملية المذكورة أعلاه هي أساس خدمة قطع الأكريليك عالية الجودة التي نقدمها والتي ينتج عنها مكونات جاهزة للاستخدام مع وضوح بصري مباشرة من آلة القطع.
تحسين استجابة المواد للحصول على تشطيب متناسق
- تخفيف الإجهاد الحراري: يتم استخدام خليط غاز خاص عند مستوى القطع لمنع التفحم التأكسدي وتبريد الركيزة لتقليل التشوهات الحرارية.
- معايرة خاصة بالمواد: يتم تحسين كل شكل من أشكال الأكريليك (مثل المصبوب، المبثوق)، بالإضافة إلى لونه، بناءً على خصائص الامتصاص المختلفة عند أطوال موجية 10.6 ميكرومتر .
- الحل: ونتيجة لذلك، يتم تحقيق جودة حواف متسقة في كل دفعة من ألواح الأكريليك، مما يتيح إنتاج مكونات الأكريليك المصقولة بالليزر والمناسبة للاستخدام في وحدات العرض والإضاءة.
جودة مُثبتة من خلال القياس المباشر
- المراقبة المباشرة: فحص نوعي مباشر للوضوح والضبابية عن طريق أنظمة التصوير المحورية.
- التحقق الكمي: قياسات خشونة السطح بعد المعالجة باستخدام مقياس التلامس من أجل تأكيد أن قيم Ra تفي بالمعايير الصارمة التي تقل عن 0.8 ميكرومتر .
- الحل: يضمن التحقق التجريبي أن تقنية القطع بالليزر هذه تتوافق مع المعايير البصرية العالية بطريقة موثوقة دون الحاجة إلى وضع أي افتراضات.
ضمان استقرار العملية وقابليتها للتكرار
- التحكم في الطاقة ذو الحلقة المغلقة: تتم مراقبة طاقة خرج مصدر الليزر والتحكم فيها باستمرار في الوقت الفعلي من أجل التعويض عن أي انحراف عن المصدر.
- مكتبة المعلمات الموحدة: تم إنشاء مكتبة تحتوي على جميع المعلمات اللازمة لتحقيق أفضل النتائج على المواد والأشكال المختلفة من أجل تسهيل إعادة إنتاج المهام بدقة في أي منشأة تصنيع.
- الحل: يضمن نظام التحكم الموصوف استقرار وإمكانية تكرار القطع بالليزر ذي الجودة البصرية وينتج عنه تشطيب حافة مصقولة يمكن التنبؤ به.
تصف هذه الورقة البحثية الإجراء الهندسي الخاص بكل معيار لإتمام عملية تشطيب الحواف. تكمن قوتنا في قدرتنا على التحكم في خصائص انصهار المادة المستخدمة في عمليتنا، بدلاً من مجرد إجراء عملية قطع. تتيح لنا هذه العملية الفريدة حل مشكلة الحصول على شهادة النقاء البصري من خلال القطع الدقيق بالليزر للأكريليك ، مما يجعل هذه العملية فعالة من حيث التكلفة ومريحة لعملائنا، إذ لا توجد أي عقبات في عملية التلميع.
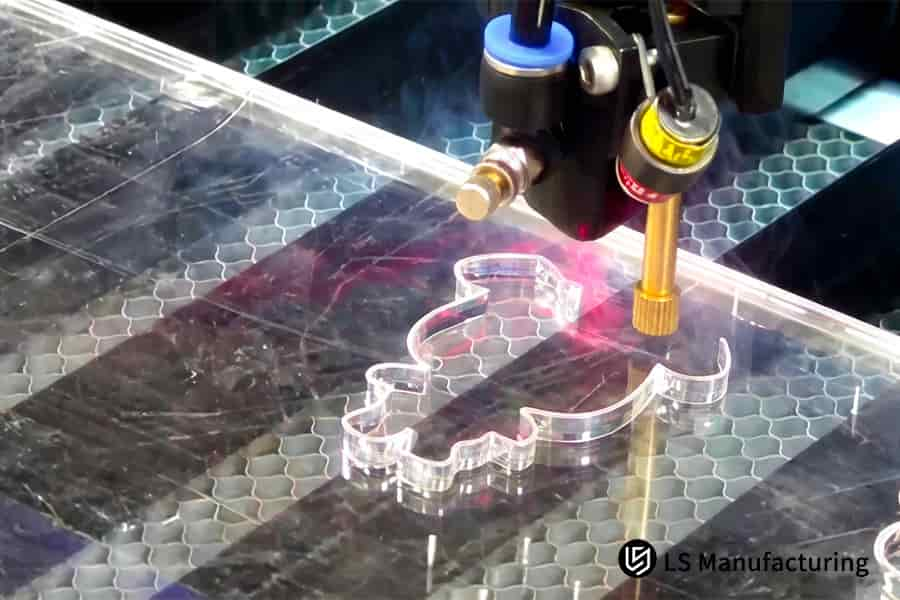
الشكل 2: القطع بالليزر يصنع ميزات داخلية معقدة في الأكريليك السميك لمكونات اللافتات المعمارية.
لماذا ينبغي على مهندسي الشركات المصنعة للمعدات الأصلية إعطاء الأولوية لقطع الأكريليك بالليزر للهندسة المعقدة متعددة المحاور؟
يُعاني الأسلوب التقليدي من قصورٍ عند تصنيع أجزاء ثلاثية الأبعاد معقدة أو مكونات ذات ثقوب كثيرة لصالح مصممي المعدات الأصلية. تكمن المشكلة هنا في كيفية الحفاظ على دقة الأبعاد عند التعامل مع هذه الأشكال الهندسية المعقدة. في هذا التقرير، سنشرح أسلوبنا في القطع بالليزر متعدد المحاور للأكريليك المعقد ، والذي يُعالج تحديدًا المشكلات المذكورة أعلاه. فيما يلي الحلول التي نقدمها:
| تحدي | تدخلنا التقني | النتائج الكمية |
| خطأ الأبعاد في محيط ثلاثي الأبعاد | تحافظ الحركة المتزامنة على طول 5 محاور على تعامد الشعاع وطوله البؤري طوال العملية. | يساعد على تحقيق دقة تحديد المواقع بمقدار ±0.05 مم في عمليات قطع الليزر ذات الخطوط ثلاثية الأبعاد المعقدة. |
| التواء ناتج عن الحرارة على الأشرطة الرقيقة | تساعد إدارة السرعة والطاقة إلى جانب اختيار المسار الأمثل على توزيع الحرارة بشكل متساوٍ. | يحد من أخطاء التشوه بأكثر من 70% في المكونات الحساسة. |
| تشوه الميزات عند الزوايا الحادة | تضمن خوارزمية برمجية متطورة للغاية تنعيم الزوايا وتقليل سرعة الليزر عند الحواف الحادة. | يقلل من خطر احتراق الزوايا بنسبة 85% . |
| ضمان الوضع الصحيح للثقب على المنحنيات | يضمن تحسين مسار التصميم بمساعدة الحاسوب أن تظل محاور الثقوب متعامدة مع متجهات السطح . | تبقى مركزية الثقب سليمة، وهو أمر بالغ الأهمية للقطع بالليزر متعدد المحاور . |
يمكن الاستنتاج أن القطع بالليزر الفعال للأكريليك في مشاريع تصنيع المعدات الأصلية يتطلب الجمع بين الحركات المتزامنة، والتحكم التكيفي في درجة الحرارة، والتخطيط الذكي للمسار. صُممت حلولنا للتصنيع بالليزر خصيصًا لمواجهة التحديات الفريدة المتعلقة بتقليل التشوه الناتج عن الإجهاد وتحقيق الدقة الهندسية في قطع الأكريليك بالليزر لمشاريع تصنيع المعدات الأصلية . هذه الدقة التقنية تُشكل أساسًا متينًا لتصميم مكونات متطورة.
ما الذي يمكّن خدمات القطع بالليزر المخصصة للأكريليك من الحد من تشقق الإجهاد في المكونات الطبية؟
نظرًا لأن تشقق (أو تصدع) الأكريليك الطبي في وجود مواد التعقيم الكيميائية يُعد مصدر قلق بالغ قد يُهدد أداء وسلامة الأجهزة الطبية، فإن الميزة الرئيسية التي يوفرها حلنا هي منهجية معالجة لاحقة مُنظمة تُزيل بفعالية الإجهاد الناتج عن خدمات قطع الأكريليك بالليزر حسب الطلب . وتشمل هذه المنهجية ما يلي:
مجموعات معلمات الليزر المُحسّنة لتقليل الإجهاد الأولي
تبدأ عملية القطع بالليزر بمعايير مُصممة خصيصًا للحد من المنطقة المتأثرة بالحرارة . ويساهم استخدام نبضات سريعة ومنخفضة الكثافة مع تدفق دقيق لغاز النيتروجين المساعد في الحد من الصدمة الحرارية والتبريد السريع، وكلاهما يُسببان تراكم الإجهاد. والنتيجة هي حافة ذات إجهاد متبقٍ أقل قبل أي معالجة لاحقة، مما يُرسي الأساس لإنتاج قطع أكريليك دقيقة ومتينة مقطوعة بالليزر .
دورة تلدين متدرجة ومضبوطة بدقة
تبدأ المعالجة اللاحقة بسلسلة من عمليات التلدين التي تُجرى داخل فرن مُحوسب. تُرفع درجة الحرارة تدريجيًا حتى تصل إلى ما دون درجة حرارة التحول الزجاجي للأكريليك. وتُثبّت عند هذا المستوى لفترة كافية لاستقرار سلاسل البوليمر. ثم تُخفض درجة الحرارة بمعدل لا يتجاوز 10 درجات مئوية في الساعة . يُعد التبريد البطيء ضروريًا لتخفيف الإجهادات الحرارية في عملية تخفيف الإجهاد الكلي، وهو شرط أساسي عند معالجة القطع بالليزر للأجهزة الطبية .
التحقق الصارم من خلال اختبارات التعرض للمواد الكيميائية
الاختبار، وليس الافتراض، هو أسلوب مراقبة الجودة . بعد التلدين، تُغمر العينات أو تُمسح لمدة 24 ساعة في محلول كحول أيزوبروبيل بتركيز 70% . يتميز هذا المذيب بقدرته العالية على إحداث الضرر، مما يجعله المحلول الأكثر استخدامًا. ثم تُفحص كل عينة بدقة تحت المجهر الضوئي. يُعدّ عدم وجود أي تشققات دقيقة خلال هذا الاختبار دليلًا على نجاح تقليل الإجهاد الحراري، مما يسمح باستخدامه في عمليات القطع بالليزر الدقيقة للأكريليك وتشخيصها.
يتناول هذا المقترح كيفية إنشاء عملية تصميم هندسي متكاملة تضمن حل مشكلات تشقق الإجهاد نهائيًا. وتتجلى مصداقيتنا في قدرتنا على التحكم في سلسلة العمليات بأكملها، بدءًا من المعايير المُحسّنة لتقليل الإجهاد إلى أدنى حد، مرورًا بالتخفيف الحراري الدقيق للإجهاد، وصولًا إلى عملية التحقق الكيميائي. سيساعدنا هذا في حل مشكلة توفير مكونات أكريليك مقاومة للمواد الكيميائية، ومقطوعة بالليزر، ذات جودة طبية ، والتي عادةً ما تكون عرضة لهذه المشكلة، مما يجعلها خدماتنا المخصصة لقطع الأكريليك بالليزر .
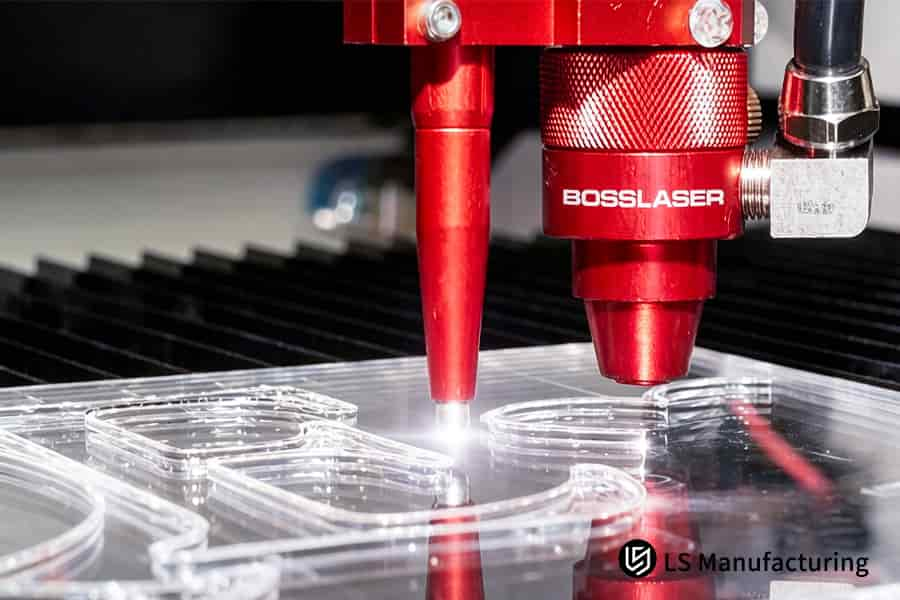
الشكل 3: يوفر القطع بالليزر تشطيبًا دقيقًا للحواف على الألواح الأكريليكية لأغلفة العرض الشفافة.
كيف تتعامل تقنية القطع بالليزر لسمك الأكريليك مع تحديات التناقص التدريجي للألواح بسمك 25 مم؟
يُعدّ تشكيل حافة مخروطية حادة بزاوية 89.5 درجة على قطع الأكريليك التي يزيد سمكها عن 20 مم مهمةً صعبةً نظرًا لخاصية تباعد شعاع الليزر. تُصعّب هذه المشكلة عملية التلامس السطحي، مما يؤدي إلى زيادة تكلفة تشطيب القطع. يستخدم حلّنا معالجةً وتحكّمًا ديناميكيًا في الوقت الفعلي بشعاع الليزر لضمان تشكيل حافة مخروطية بزاوية 0.5 درجة في قطع الأكريليك بالليزر . يتضمن حلّنا ما يلي:
ضبط البعد البؤري الديناميكي لتوصيل طاقة موحدة
- نظام البصريات التكيفية: استخدام نظام عدسة تركيز يسمح لشعاع الليزر بتغيير مستوى تركيزه أثناء القطع.
- التعويض عن التباعد: يضمن أن يظل القطر متسقًا عبر جميع مناطق خصر الشعاع داخل سمك المادة .
- الحل: يحقق كثافة طاقة ثابتة طوال عملية القطع، وهو أمر ضروري للتحكم الصحيح في التناقص في القطع بالليزر للأكريليك السميك .
ملفات تعريف الطاقة والسرعة المعدلة
- برمجة منحنى الطاقة: يتم زيادة طاقة الليزر عمداً في المناطق ذات القطع المنخفض لضمان تعويض الطاقة داخل الشعاع.
- معدل التغذية الأمثل: يتم ضبط سرعة الليزر بحيث يتم التخلص من جميع المواد في المنطقة السفلية دون تسخين الجزء العلوي بشكل مفرط.
- الحل: يمنع هذا النهج المتوازن شكل "V" المميز، مما ينتج عنه جدران جانبية أكثر استقامة على ألواح الأكريليك ذات المقياس السميك .
تحسين غاز المساعدة عالي الضغط
- تصميم الفوهة المتخصص: يتم تحقيق ذلك من خلال تصميم فوهة فريد ، مما يتسبب في تدفق سريع وطبقي للنيتروجين باتجاه قسم القطع.
- قذف فعال للمادة المنصهرة: باستخدام غاز مساعد لإزالة مادة الأكريليك المنصهرة من شق القطع، يتم تقليل احتمالية ترسبات الأكريليك المنصهرة على الجوانب بشكل كبير.
- الحل: هذا يعني أننا نحصل على حواف حادة ونظيفة يمكن تجميعها بسهولة، وهو أحد العوامل الحاسمة في خدمات قطع الأكريليك بالليزر الدقيقة لدينا.
تُسلّط هذه الوثيقة الضوء على التحكم في الشعاع والعملية اللازمين لحل مشكلة التناقص التدريجي. بفضل حلّنا الفريد الذي يجمع بين الضبط البؤري الديناميكي، وتعديل المعلمات، وديناميكيات الغاز المثلى، نُقدّم قطعًا ليزريًا موثوقًا به ومنخفض التناقص التدريجي للأكريليك السميك . يُشكّل هذا الحل التقني الركيزة الأساسية لقطع الأكريليك بالليزر ، مما يُوفّر تكاليف كبيرة من خلال تقليل عمليات التشغيل الثانوية.
هل يمكن لخدمة قطع الأكريليك عالية الجودة الحفاظ على اتساق مستوى الميكرون عبر 10000 وحدة؟
تُعدّ القدرة على تحقيق دقة متناهية على مستوى الميكرون في دفعات كبيرة من القطع أمرًا بالغ الأهمية، لأنّ تغيرات سُمك المادة والانحرافات الناتجة عن الحرارة تُؤدي إلى عدم اتساق الأبعاد. وتكتسب هذه المفاضلة أهمية خاصة عند استخدام أنظمة القطع بالليزر الآلية . تشرح هذه الوثيقة الأنظمة المُدمجة لخدمة قطع الأكريليك عالية الجودة التي نقدمها، والتي تُتيح تحقيق أبعاد دقيقة تقل عن 0.03 مم على 10,000 وحدة من المادة. يُبيّن الجدول التالي عناصر التحكم الرئيسية المُستخدمة:
| تحدي | تدخلنا التقني | النتائج الكمية |
| تفاوت سمك المادة (±0.1 مم) | يقوم جهاز قياس ليزري مدمج بقياس كل ورقة وضبط موضع تركيز ليزر القطع تلقائيًا. | يلغي تأثير اختلاف المواد، مما يضمن توحيد تشكيل الشق وحواف القطع في القطع بالليزر بكميات كبيرة . |
| انحراف العملية الناتج عن الحرارة | تقوم المستشعرات الحرارية الداخلية بمراقبة درجة الحرارة المحيطة باستمرار وضبط طاقة الليزر وسرعة التغذية تلقائيًا. | يحافظ على استقرار طاقة القطع، مما يساهم بشكل مباشر في اتساق الإنتاج الضخم على المدى الطويل. |
| تأثير تآكل الأدوات بمرور الوقت | تقوم خوارزميات التنبؤ القائمة على الأداء السابق بتشغيل الصيانة تلقائيًا لتجنب التدهور التدريجي لجودة المنتج. | يحافظ على الدقة الأولية للعملية، مما يضمن اتساقها في جميع المنتجات التي يتم إنتاجها خلال عملية قطع الليزر الإنتاجية بأكملها. |
| التحقق الإحصائي في الوقت الحقيقي | يؤدي الفحص البُعدي المضمن بنسبة 100% للأبعاد الحرجة إلى إنتاج معلومات في الوقت الفعلي يتم عرضها في مخطط مراقبة العمليات الإحصائية . | يضمن استقرار CPK بمقدار 1.67 على الأقل، مما يوفر دليلاً إحصائياً على استقرار العملية ومطابقة جميع الأجزاء. |
يُثبت هذا التحليل أن تطبيق نظام تحكم آلي في معايير العملية يضمن دقة متسقة في الإنتاج الضخم. نتغلب على مشكلة تراكم التفاوتات في قطع الأكريليك بالليزر بدقة عالية ، مما يضمن تطابق الوحدة الأولى مع الوحدة رقم 10000. وهذا يضمن استقرار مؤشر CPK اللازم للتجميع المتواصل، وهو جوهر خدمة قطع الليزر عالية الدقة . تضمن أنظمة التحكم المتكاملة لدينا دقة متسقة على مستوى الميكرون في عمليات الإنتاج بكميات كبيرة. أرسل إلينا رسمك لأكثر أجزاء الأكريليك تطلبًا لإجراء دراسة جدوى والحصول على عرض سعر.

الشكل 4: القطع بالليزر يُنشئ فتحات متشابكة دقيقة في الأكريليك الشفاف لتركيبات الأجهزة الإلكترونية.
لماذا يُعدّ دمج خدمات ختم المعادن المخصصة أمراً حيوياً للتجميعات الهجينة من الأكريليك والمعادن؟
نظراً لاختلاف معاملات التمدد الحراري بين الأكريليك والمعادن، تتطلب التجميعات الهجينة المصنوعة من هذه المواد محاذاة دقيقة. تكمن الميزة الرئيسية لتكامل خدماتنا في الاستفادة من عملية التشكيل المعدني الدقيق كأساس لمعالجة الأكريليك لاحقاً، مما يزيل مشاكل التداخل ويوحد عملية التصنيع بأكملها. نوضح فيما يلي المنهجية التي نتبعها:
تحديد نقطة مرجعية رئيسية عبر عملية ختم المعادن الدقيقة
تقوم خدمات التشكيل المعدني المخصصة بتصنيع المكون المعدني أولاً، لما يوفره ذلك من ثبات أفضل في الأبعاد. بعد ذلك، يُقاس هذا المكون باستخدام جهاز قياس إحداثيات ثلاثي الأبعاد (CMM) لإنشاء نسخة رقمية منه. هذا النموذج ثلاثي الأبعاد، وليس نموذج التصميم بمساعدة الحاسوب (CAD) النظري، هو المرجع المستخدم لقطع أجزاء الأكريليك بدقة باستخدام الليزر لاحقاً، مما يضمن محاذاة القطع بناءً على المكون المعدني المصنّع .
تشغيل الأكريليك الثانوي المرجعي
يُوضع الجزء المعدني الذي تم قياسه في أداة تثبيت مصممة خصيصًا. يقوم نظام رؤية بقياس خصائصه لإنشاء نظام إحداثيات الآلة باستخدام الجزء نفسه. ثم يُقطع الجزء الأكريليكي بناءً على البيانات المرجعية الواقعية باستخدام عملية قطع ليزرية مُعوضة لأي خطأ. هذا يضمن تطابق شكل الأكريليك مع شكل الجزء المعدني الحقيقي.
التعويض الاستباقي عن عدم تطابق التمدد الحراري
يتم تحديد التمدد التفاضلي للمواد (على سبيل المثال، الألومنيوم مقابل الأكريليك ) ضمن نطاق درجة الحرارة المطلوبة للتجميع، ويُؤخذ هذا التمدد في الاعتبار عند قطع قطعة الأكريليك. ثم تُقطع قطعة الأكريليك لتتناسب تمامًا مع أبعاد الجزء المعدني عند درجة حرارة التجميع، مما يُعالج السبب الجذري للإجهاد في التجميع الهجين .
تصف هذه الورقة البحثية تقنية تصنيع متكاملة تعالج تراكم التفاوتات في التجميع من خلال معالجة السبب الجذري. تكمن خبرتنا الفنية في استخدام المكون المختوم كمرجع أساسي، مع مراعاة الاختلافات بين المواد. ينتج عن هذا التكامل بين القطع بالليزر والختم مكونات تعمل معًا بكفاءة عالية، مما يزيل مشكلة التوافق المعقدة. إنه يوفر بالفعل تحسينًا لسلسلة التوريد من خلال دمج الجودة والتوافق في عملية التصنيع منذ البداية.
كيف يمكن لتقنية القطع بالليزر للأكريليك في مشاريع تصنيع المعدات الأصلية تحسين ترتيب المواد لخفض تكاليف التصنيع؟
في قطاع التصنيع بين الشركات، تحدد كمية المواد القابلة للاستخدام سعر الوحدة، حيث يؤدي الاستخدام غير الفعال لتقنية تداخل الأجزاء على الألواح باهظة الثمن إلى هدر كبير. يكمن مفتاح النجاح في تحقيق أقصى استفادة من كل لوح دون المساس بدقة وجودة القطع. يتضمن الحل خوارزميات تداخل الأجزاء مقترنة بمعايير العملية. فيما يلي نعرض نهجنا التقني:
التداخل عالي الكثافة المدفوع بالخوارزمية
- تحسين النمط بالذكاء الاصطناعي: يقوم برنامج مخصص بتقييم هندسة الأجزاء ويستخدم خوارزميات متطورة لوضعها، ويقوم بتدوير الأجزاء وقلبها تلقائيًا للحصول على النمط الأكثر كفاءة.
- تقليل تعويض القطع: تم تصميم النظام لضبط أنماط القطع ديناميكيًا لتقليل المسافة بين القطع بأمان قدر الإمكان، مما يقللها من 2 مم إلى 0.8 مم .
- الحل: هذا يعزز بشكل مباشر استخدام المواد ، وهو أحد أهم النتائج التي يتم تقديمها من خلال خدمات القطع بالليزر الأكريليكي المخصصة لدينا، وذلك عن طريق زيادة عدد الأجزاء لكل ورقة.
تكامل القيود الواعي بالعمليات
- قواعد إدارة الحرارة: تتضمن خوارزمية التداخل هذه نموذجًا حراريًا لضمان عدم تشوه الأجزاء من خلال توفير مساحة كافية لإطلاق الحرارة .
- مرشحات الاستقرار الميكانيكي: تحافظ هذه الخوارزمية على الحد الأدنى لسمك الشبكة ومواقع اللسان بحيث لا تنكسر الأجزاء الصغيرة أو تتحرك أثناء القطع بالليزر عالي الكفاءة .
- الحل: يضمن هذا أن يكون العش الأمثل عشًا قابلًا للتصنيع بشكل موثوق، مما يمنع فقدان المحصول أثناء الإنتاج.
إدارة البيانات المتبقية الديناميكية للأحجام المختلطة
- قاعدة بيانات البقايا: تخزن قاعدة البيانات هذه جميع المعلومات المتعلقة بقطع الصفائح المتبقية من العمليات السابقة، وتشمل أبعادها الدقيقة وموقعها .
- المطابقة التلقائية: في مشاريع قطع الليزر الجديدة للمصنعين الأصليين ، ينظر البرنامج أولاً إلى البقايا المتاحة قبل تعيين صفائح كاملة جديدة.
- الحل: إن تطبيق هذه الاستراتيجية يعزز كفاءة استخدام المواد الخام في عملية الإنتاج، وهو أمر بالغ الأهمية في خفض التكاليف .
نتيجة مُثبتة: مثال توضيحي
- نطاق المشروع: في معالجة دفعة من 3000 إطار شاشة، حقق التداخل الأولي كفاءة بنسبة 78٪ باستخدام أوراق قياسية 4 × 8 قدم .
- تدخلنا: أدى استخدام خوارزمياتنا المقيدة إلى زيادة كثافة الأجزاء، مع التعديل اللازم في الفجوات بين الأجزاء.
- النتيجة القابلة للقياس: في نهاية المطاف، تمكنا من زيادة استخدام المواد النهائية إلى 91٪ ، مما أدى إلى انخفاض تكلفة الوحدة بنحو 15٪ لعميلنا.
تُبيّن هذه الوثيقة منهجًا هندسيًا قائمًا على البيانات لتحسين استخدام المواد. وتتجلى خبرتنا في قطع الأكريليك بالليزر لمشاريع تصنيع المعدات الأصلية من خلال تقنية التداخل عالية الكثافة والفعالية الإنتاجية. نحلّ مشكلة هدر المواد المتأصلة، محولين كل بوصة مربعة موفرة إلى خفض مباشر في التكاليف لعملائنا. هذه القدرة التقنية، الضرورية للقطع الدقيق بالليزر على نطاق واسع، تُرسّخ ميزة تنافسية واضحة في مجال التصنيع بكميات كبيرة .
نوافذ أجهزة التشخيص المختبري من LS Manufacturing: قطع ليزر أكريليك دقيق - حلول مخصصة
تُفصّل هذه الدراسة التقنية كيف عالجت شركة LS Manufacturing عطلاً حرجاً في تصنيع المكونات الطبية . فقد واجهت شركة عالمية رائدة في مجال التشخيص المختبري تسرباً مستمراً في النوافذ البصرية بسماكة 15 مم نتيجةً لضعف جودة الحواف في عمليات القطع بالليزر التقليدية الدقيقة للأكريليك . وقد جمع حلنا الهندسي بين علم المواد والإدارة الحرارية المتقدمة لتلبية أعلى معايير الموثوقية.
تحديات العميل
طلب العميل نافذة أكريليك بصرية بسماكة 15 مم وحواف شبه عمودية لجهاز تشخيصي. أظهرت عملية التصنيع لدى المورد الحالي انحدارًا واضحًا في الحواف (حوالي 1.2 درجة ) وتشققات دقيقة، مما تسبب في تسرب السوائل أثناء اختبار التعقيم بالبخار (الأوتوكلاف) الذي خضع لـ 1000 دورة . نتج عن ذلك نسبة إنتاجية غير مقبولة في المحاولة الأولى بلغت 65% فقط، مما عرّض جداول التحقق السريري للخطر، وهدد بفشل المشروع بسبب عدم اتساق جودة الأجزاء.
حلول التصنيع LS
بدأت عملية القطع بالليزر الطبية لدينا بمراجعة التصميم للتصنيع، ثم انتقلنا إلى استخدام الأكريليك المصبوب عالي الترابط لتحقيق مقاومة كيميائية فائقة . طبقنا تقنية قطع ليزرية نبضية باردة خاصة بنا، باستخدام نبضات ميكروثانية مع نيتروجين عالي الضغط للحفاظ على منطقة التأثير الحراري (HAZ) أقل من 50 ميكرومتر . تمثلت الابتكارات الأساسية في دورة تلدين متعددة المراحل مدتها 6 ساعات بمعدل تبريد مضبوط يبلغ 8 درجات مئوية في الساعة، مما يضمن إزالة الإجهاد تمامًا دون إحداث أي تشوه جديد.
النتائج والقيمة
حققت الأجزاء النهائية حافة بصرية ذات خشونة سطحية تبلغ Ra 0.4 ميكرومتر وتناقص متناسق بزاوية 0.3 درجة فقط. وارتفعت نسبة نجاح التجميع من المحاولة الأولى إلى 99.7% ، مما مكّن العميل من إتمام التحقق السريري قبل الموعد المحدد بثلاثة أسابيع . وبفضل إلغاء جميع عمليات التلميع الثانوية، خفضنا تكلفة الوحدة للعميل بمقدار 125 دولارًا أمريكيًا . وقد عزز هذا الحل عالي الاستقرار للقطع والتشطيب بالليزر مكانتنا كمورد استراتيجي له لمدة ثلاث سنوات.
تُبيّن هذه الحالة أن حلّ تحديات التصنيع بالغة الأهمية يتطلب تكاملاً عميقاً للعمليات، وليس مجرد عمليات تشغيل. لقد حققنا الموثوقية من خلال التحكم في سلسلة الإنتاج بأكملها، بدءاً من اختيار المواد وقطع الليزر النبضي البارد وصولاً إلى التلدين الدقيق. إن خبرة LS Manufacturing في قطع الأكريليك بالليزر بدقة عالية للتطبيقات الحساسة تُحوّل حالات الفشل المحتملة إلى أداء مضمون، مما يمنحها ميزة تنافسية حاسمة في الصناعات عالية القيمة والخاضعة للتنظيم.
هل تواجهون تحديات مماثلة فيما يتعلق بالوضوح البصري أو سلامة التعقيم؟ أرسلوا مواصفاتكم إلى فريقنا الهندسي للحصول على حل تصنيعي مضمون.

الأسئلة الشائعة
1. لماذا تختار شركة LS Manufacturing لخدمات القطع بالليزر للأكريليك الدقيق بدلاً من محلات الطباعة المحلية؟
نحن لا نقدم دقة صناعية تبلغ ±0.05 مم فحسب، بل نقدم أيضًا مراجعات DFM مسبقة ومعالجات تلدين طبية ، مما يضمن أن الأجزاء ليست جذابة بصريًا فحسب، بل تلبي أيضًا متطلبات التجميع الوظيفي الصارمة.
2. ما هو أقصى سمك يمكن لشركة LS Manufacturing قطعه لتقديم خدمات قطع الأكريليك عالية الجودة؟
باستخدام مجموعة ليزر عالية السطوع بقوة 15 كيلو واط ، يمكننا تقديم أجزاء أكريليك مصبوبة بسمك يصل إلى 50 مم بشكل موثوق مع الحفاظ على تعامد حافة القطع بما يتوافق مع معايير ISO 9013.
3. كيف تمنعون التشققات أو التصدعات الناتجة عن الإجهاد في خدمات القطع بالليزر للأكريليك المخصصة؟
نمنع هذه المشكلات من خلال التحكم في المدخلات الحرارية أثناء المعالجة وتنفيذ إجراءات التلدين المعتمدة من ISO لتخفيف الإجهاد الداخلي، مما يضمن عدم ظهور تشققات في الأجزاء عند تعرضها للمذيبات أو بيئات الضغط العالي.
4. ما هي المدة التي يمكنني خلالها الحصول على عرض سعر لطلب قطع الأكريليك بالليزر لمشاريع تصنيع المعدات الأصلية؟
ما عليك سوى النقر على الزر أدناه لتحميل ملف STEP الخاص بك؛ وسيقوم فريقنا الهندسي بتزويدك بعرض أسعار فني رسمي - بما في ذلك توصيات تحسين تكلفة DFM - في غضون 12 إلى 24 ساعة .
5. هل يمكن لشركة LS Manufacturing توفير معالجات سطحية مثل الطلاءات المضادة للكهرباء الساكنة أو الطلاءات المضادة للانعكاس؟
نعم، نحن نقدم حلولاً شاملة للمعالجة اللاحقة، بما في ذلك الربط الطبي، والطباعة الحريرية، والطلاءات الوظيفية - مثل ESD أو AR - لتحسين أداء السطح.
6. لماذا يعتبر القطع بالليزر الدقيق للأكريليك أكثر فعالية من حيث التكلفة من الطحن باستخدام الحاسوب (CNC) للأجزاء الشفافة؟
يُعد القطع بالليزر أسرع بنسبة 400% من الطحن عند معالجة الخطوط المعقدة، كما أنه ينتج بطبيعته حافة ناعمة، مما يلغي الحاجة إلى وقت آلة CNC ذات 5 محاور المكلفة وتكاليف التلميع اليدوي اللاحقة.
7. هل توفر شركة LS Manufacturing إمكانية تتبع المواد لمشاريع تصنيع المعدات الأصلية الهامة؟
نحن نلتزم التزامًا صارمًا بنظام إدارة الجودة ISO 9001؛ كل طلب دفعة مصحوب بتقرير اختبار المواد الأصلي (MTR) وتقرير فحص الأبعاد بنسبة 100٪ تم إنشاؤه عبر القياس البصري ثنائي الأبعاد.
8. هل يمكنك التعامل مع طلبات النماذج الأولية ذات الحجم المنخفض وعمليات الإنتاج الضخمة؟
نعم، لا نفرض متطلبات صارمة للحد الأدنى لكمية الطلب. هدفنا هو تسريع وتيرة البحث والتطوير لديكم من خلال النماذج الأولية السريعة ، مع الاستفادة من وفورات الحجم لتقديم أسعار تنافسية للغاية مباشرة من المصنع لمراحل الإنتاج الضخم.
ملخص
في مجال التصنيع الدقيق، لا يقتصر القطع بالليزر فائق الدقة على مجرد تشكيل المواد. فالدقة الحقيقية تنبع من التحكم الدقيق في منطقة التأثير الحراري على مستوى الميكرون، وبروتوكولات تخفيف الإجهاد العلمية، وتحسين التصميم للتصنيع. سواءً أكان الأمر يتعلق بأجزاء بصرية شفافة أو قواعد طبية لا تتطلب أي مساحة إضافية، فإن شركة LS Manufacturing تحوّل المعايير الفيزيائية المعقدة إلى قيمة تجارية مضمونة. إن الشراكة مع مزود يتقن علم المواد والتكامل بين العمليات هي السبيل الوحيد لضمان التسليم في الوقت المحدد، وبالمواصفات المطلوبة، وضمن الميزانية المحددة.
لا تدع عيوب التصنيع الناتجة عن الموردين أو أخطاء الأبعاد تُؤخر طرح منتجك في السوق. تصاميمك الدقيقة بتقنية القطع بالليزر تستحق حلاً عملياً بجودة تضاهي جودة المختبرات. انقر على زر "احصل على عرض سعر" أدناه وقم بتحميل رسوماتك الفنية اليوم ؛ سيقدم لك مهندسو التطبيقات في LS Manufacturing تقييمًا مجانيًا لجدوى التصميم للتصنيع (DFM)، مما يساعدك على الحصول على الحل الأمثل والأكثر تنافسية من المصنع مباشرةً خلال 24 ساعة فقط.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


