
カスタムチューブレーザー切断サービスは、管状製品における精度と速度のバランスという重要なニーズに応えるソリューションを提供します。これは、他の切断方法で発生する粗い切断面や熱影響部を排除できるためです。つまり、溶接可能なエッジを作成するために必要な他の機械加工プロセスのコストを削減できます。さらに、試作品製作から量産まで、あらゆるニーズに対応できるサービスをご用意しています。これにより、切断形状や長さのミリメートル単位のばらつきに対応できるため、組立ラインの時間を節約できます。
当社は、他の「平板」レーザー切断サービスプロバイダーよりも一歩先を進んでいます。管状製品の切断に伴う複雑な課題を認識し、ビーム歪み、追従誤差、熱崩壊といった問題を解決してきた実績がそれを証明しています。例えば、API 5L管のプロファイル寸法の標準偏差を0.8mmから0.15mmにまで低減することに成功しました。これは単なる切断ではなく、プレファブリケーションと言えるでしょう。

カスタムチューブのレーザー切断:必須ガイドライン
| 考慮 | 重要な洞察 |
| 材質と壁厚 | このプロセスは、鋼鉄、アルミニウム、ステンレス鋼などの金属に適用可能です。ただし、プロセスは管の直径と厚さに依存します。 |
| 曲面における切断精度 | チューブなどの曲面を正確に切断するためには、 3Dレーザー切断機に特別なプログラミングが必要となります。 |
| 熱影響部(HAZ)の制御 | レーザー光の強度は、材料の特性を変化させるのに十分な高さです。正確な速度と出力を確保するためには、機械上で特定のプログラミングが必要です。これにより、熱影響部(HAZ)を最小限に抑えることができます。 |
| 当社の高度な技術設備 | 当社では3Dチューブレーザー切断機を使用しています。これらの機械には軸同期機能も搭載されています。さらに、これらの機械は様々な材料に対応できます。 |
| 製造性設計(DFM) | チューブの仕様設計をお手伝いできます。これには、軸に対する穴のサイズなども含まれます。 |
| 結果:複雑な部品の統合 | 複雑なレーザー切断部品は単一のチューブ内で製造されるため、組み立てや溶接が必要な部品の数が少なくて済む。 |
| 結果:高精度かつきれいな仕上がり | 精密でシャープな形状の部品が得られ、ドロスも少ないため、二次加工が不要となり、時間の節約につながります。 |
金属管に複雑な形状を正確かつ精密に切断するという課題は解決されました。当社の3Dチューブレーザー加工サービスは、原材料のチューブを精密な加工済み部品に変換します。これにより、部品の統合、製造スケジュールの短縮、そして製品組み立てに直接使用できる構造体の提供が可能になります。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
パイプ切断について様々な角度から論じた記事は数え切れないほど存在します。しかし、それらは私たちのものとは全く異なります。なぜなら、私たちは理論家ではないからです。私たちのオフィスは会議室ではありません。私たちのオフィスは戦場です。私たちは15年以上にわたり、高強度合金、精密な公差、そして複雑な形状の加工技術を習得しようと努力してきました。精度は抽象的な概念ではなく、必要不可欠なものです。半導体製造装置のシャーシの構造、レーシングカーのシャーシにおける重要な接合部、あるいはエネルギーパイプにおける理想的な流れは、私たちの切断精度に直接依存しているのです。
私たちは、非常に現実的な問題を解決する中で得た知識を持っています。薄肉ステンレス鋼管の崩壊を防ぐための仕様の微調整方法や、高強度合金への熱入力管理方法を正確に把握しています。特に廃棄物削減と空気ろ過における当社のプロセスは、米国環境保護庁(EPA)の最も厳しい要求を満たすように特別に設計されています。私たちの知識は、教科書に書かれた理論に基づくものではなく、実践、冶金試験、そして実証済みの結果によって裏付けられています。
当社では、認証済みのプレハブ加工プロセスを用いて、切断を芸術の域にまで高めることを目指しています。当社の決定論的なプロセスは、すべてのパラメータを制御し、検証を確実に実施します。材料の認証、部品の公差、切断仕様は、 ASTM Internationalが定める最高水準を満たすように設定されています。このようにして、当社がお客様にご提供するのは、単なる切断部品ではなく、最終組立品にシームレスに溶接される精密に設計された部品です。
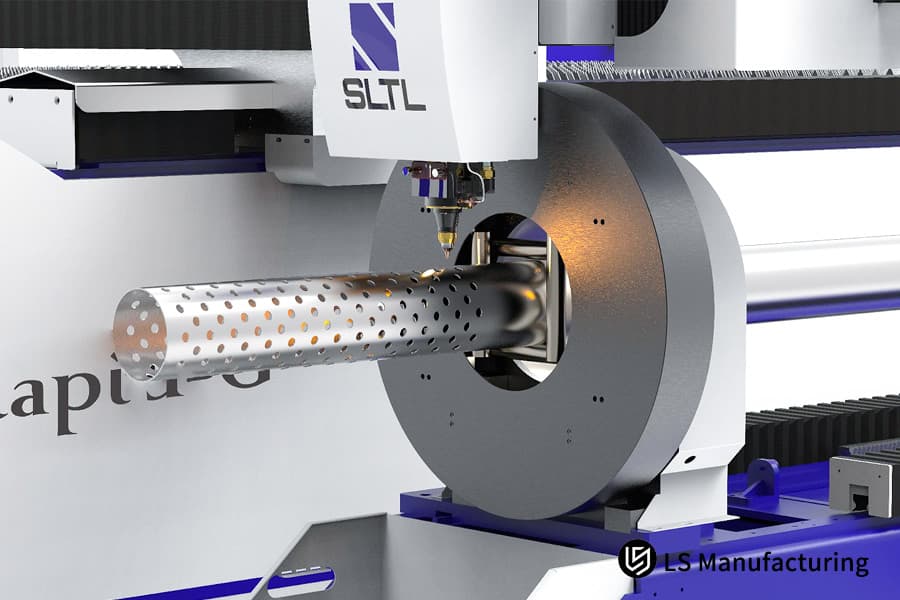
図1:構造部品およびろ過システム部品用の精密な穴をステンレス鋼管に開ける様子。
プロのレーザー切断サービスでは、チューブ切断における「真の精度」の基準をどのように定義しているのでしょうか?
管状レーザー切断における真の精度とは、単なる寸法公差をはるかに超えるものです。切断品質、寸法精度、幾何学的整合性を厳格かつ相互に制御することが、最終的に部品の組み立て性能を決定づけます。この文書では、これらの複雑な課題を克服するための当社のアプローチについて説明します。
切断幅の設計:理論から溶接準備完了のエッジまで
仕様はプロセスパラメータに変換されます。8mm炭素鋼管の切断では、熱影響部(HAZ)が0.3mm未満であるため、溶接部の脆化の原因となるマルテンサイトの形成を避けるために、ガスダイナミクス制御とパルス周波数が必要となります。切断溝の品質と公差は、バッチの最初から最後まで、垂直度を89度以上、ドロス高さを厚さの10%以下に制御することで定義されます。簡単に言えば、これは溶接後に二次研削が不要で、溶接部がより強固になることを意味します。
寸法精度と位置精度を保証する
当社の高精度パイプ切断技術は、クランプ誤差、熱誤差、プログラミング誤差といった誤差蓄積の問題を解決します。例えば、特定の材質で作られた長さ3メートルのパイプの長さ公差を±0.1mmにするには、温度補正と運動学的クランプの両方が必要となります。同様に、複数の穴の真位置精度を±0.2mmにするには、C軸同期とビジョンベースのツール中心点補正が必要となります。このようにして、CADシステムからの理論データが物理的な現実へと変換されます。
構造溶接における精密な開先加工の習得
完璧な溶接は、完璧な開先加工から始まります。当社の溶接準備レーザー切断サービスの品質基準では、角度とランドの直接制御が求められます。これは、チューブの曲率に合わせて切断ヘッドの傾きと焦点位置を動的に調整することで、 30°±1°の開先と1mm±0.2mmのランドをプログラムして実行することで実現されます。このような精度は、溶接部の溶け込みの均一性に直接影響を与え、溶接後の歪みを最小限に抑えます。
このドキュメントを作成するにあたって、私たちの哲学はこうです。精度は仮定ではなく、真実です。競合他社と私たちを差別化しているのは、私たちが主張することではなく、HAZの指標からベベル角度SPCプロットに至るまで、私たちのレーザー切断プロセスが実際に、レーザー切断部品の溶接品質と組み立て適合性という現実世界の課題に対処できることを証明できる点です。このようなプロセス制御により、レーザー切断システムは単なるツールから、決定論的な製造ソリューションへと進化します。

レーザー管切断は、薄肉管の変形と厚肉管のドロス付着をどのように防止するのか?
管壁の厚さは、レーザー切断プロセスにおける大きな変化を示唆しています。あらゆる肉厚の管をレーザー切断する際の根本的な課題は、相反する2つの目的を達成する必要があることです。1つは、変形しやすい薄肉管には少ないエネルギー入力が必要であり、もう1つは、ドロスが発生しやすい厚肉管には多くのエネルギー入力が必要だからです。
薄肉管(t < 2mm)のプロトコル:熱歪み対策
当社が実施する変形防止戦略は、この現象の根本原因である過剰な熱入力と機械的変形に対処するために実施されます。
- プロセス:チューブの超高周波パルスレーザー切断。
- 方法:平均入力を低く抑えるため、ピーク出力の高い「ペックカット」方式を採用する。
- 固定方法:切断前に変形を防ぐための、柔軟性のあるクランプを使用する。
- 結果: 0.8mmのステンレス鋼管において、 0.15mm未満の真円度を達成。
厚肉管(t > 6mm)のプロトコル:切断溝の完全性の確保
薄肉管と厚肉管の切断には、厚肉部では異なるパラメータが必要となる。
- プロセス:動的焦点追跡機能を備えた高出力連続波レーザー。
- 方法: 20バール以上の圧力の補助ガス(O2/N2)を使用して、溶融した切断片を強制的に排出します。
- 目的:ドロス形成を防止し、管壁全体にわたって垂直性を確保する。
統合ソリューション:切断から溶接準備まで
プロセスライブラリは、既に完成しているコンポーネントを提供します。
- 用途:厚板の精密レーザー切断を1回の操作で実現。
- 結果:精密な溶接開先(例: 30° )により、追加工程が不要になります。
- 価値:レーザー切断システムを 完全な刃先加工ソリューション。
このドキュメントでは、精度は機械の特性ではなく、設計によって実現される特性であることを強調しています。当社が市場で他社と一線を画すのは、熱管理と溶融金属排出という2つの特有の課題に積極的に取り組む、物理ベースのデュアルプロセスライブラリです。 レーザー切断サービスのあらゆるニーズに対応する決定論的なパラメータセットにより、歪みのない薄肉部品と、溶接準備が整ったきれいな厚肉部品という形で、正確な結果を保証します。

図2:レーザーがステンレス鋼に穴を開け、換気装置や構造部品用の高精度チューブをレーザー切断する様子。
カスタムレーザー切断サービスは、複雑な3D交差線や不規則な形状の穴の加工をどのように可能にするのでしょうか?
カスタムレーザー切断の専門性は、管状材料に複雑な多軸輪郭を直接加工することで最もよく証明されます。課題は、複雑な交差部や形状の3D表現を、溶接可能な物理的に正確な部品に正確に変換することです。そのためには、モーションコントロールと巧妙なプロセスプランニングを統合し、 2D切断に内在する制約を克服するソリューションが必要です。
| 技術的能力 | 実施方法 | 定量化可能な成果 |
| 完璧な管状交差部の機械加工 | 5/6軸同期動作により、ビームは常に管表面に対して垂直に保たれます。 | 後処理の研削なしで溶接可能な角型切断部を備え、 T/Y/Kノード間の継ぎ目のない接合を実現します。 |
| 一体型の切断・面取り機能 | 精密レーザー切断プロセス中に、ヘッドの動的な位置決めによってビーム角度をリアルタイムで調整できます。 | 輪郭切断に加えて、溶接準備開先(例: 35°±1° )を同時に作成できます。 |
| 3Dデータから複雑な輪郭を描画する | 複雑な3D CADデータを最適化されたツールパスに直接変換します。 | 複雑な形状の多角度ブラケットの加工と穴あけを1回のセットアップで実行できるため、寸法的な調和が確保されます。 |
この手法により、複雑な部品の製造において確実なソリューションを提供できます。当社は、完璧な管状交差部を持つ構造的に健全な部品をワンセットアップで製造することで、重要な製造上の課題解決を支援します。また、レーザー切断工程における溶接準備も提供します。さらに、複雑な機械加工プロセスを統合します。3D チューブレーザー切断における当社の専門知識により、複雑な設計を機械加工部品に変換できます。これにより、当社は市場において明確な優位性を確立しています。
プロのレーザー切断サービス業者は、大量生産における一貫性を確保するために、どのようなプロセス制御システムを構築する必要があるのでしょうか?
大量生産において真の一貫性を実現するには、機械の校正にとどまらず、包括的なプロセス制御システムを導入する必要があります。このフレームワークは、原材料の受け入れから最終部品の検証まで、あらゆる段階で変動を積極的に管理し、精度を単なる希望から予測可能なデータ駆動型の結果へと変革します。当社のシステムは、以下の3つの制御の柱に基づいています。
入荷資材の検証:入力変動の管理
当社では、原材料のチューブを重要なプロセスパラメータとして扱います。寸法特性(真直度、外径、肉厚)は、購入仕様書に基づいて測定・記録されます。許容範囲外のチューブは隔離されます。これにより、材料固有のばらつきがチューブのレーザー切断サービスの不備と誤解されることを防ぎ、プロセスが既知の、品質基準を満たした原材料から開始されることを保証します。
リアルタイムのプロセス監視と修正
当社のレーザー切断プロセスでは、熱センサーやプラズマセンサーなどのセンサーを用いて切断領域を監視しています。これにより、焦点ずれや穴あけ不良などの異常を検知できます。また、出力の自動補正やプロセスの即時停止も可能となり、規格外製品の製造を確実に防止します。これは、バッチ生産の一貫性を確保する上で非常に重要です。
予測品質のための統計的プロセス管理
レーザー切断における当社のSPC(統計的プロセス管理)では、製造される部品の長さや位置などの重要な寸法を選定し、測定します。このデータはXR管理図にプロットされ、プロセス能力指数(Cpk)が算出されます。標準部品のCpkの最小値は1.33、重要部品のCpkの最小値は1.67に設定されています。この統計的検証により、当社のプロセスが安定しており、能力が高く、予測可能であることが保証され、大量生産が可能になります。
このクローズドループシステムは、当社の競争力を支える技術基盤です。入力材料の制御、加工中の補正の自動化、統計分析による出力検証によって、一貫性を確保しています。このデータ重視の精密レーザー切断戦略は、部品品質の一貫性、廃棄物の最小化を実現し、難易度の高いプロファイルレーザー切断用途において、信頼できる大量生産パートナーシップに必要な実証結果を提供します。

図3:工業用換気システム向けに、ステンレス鋼管の内部から精密な穿孔を行う様子。
LSマニュファクチャリング:超高強度鋼製クレーンブームコネクタ用精密チューブ切断
本稿では、LS Manufacturingが重要な製造上の制約に対処するために統合切断ソリューションを提供した具体的な技術事例を紹介します。この事例では、新設計のクレーンブームに使用される超高強度鋼管部品の精密加工について取り上げます。従来の加工方法では材料特性が低下し、コストも増加していました。LS Manufacturingの建設機械に関するこの事例は、複雑なエンジニアリング上の課題を解決するための革新的なレーザー加工の威力を示すものです。
クライアントの課題
クライアントは、クレーンブームに使用する960MPaの降伏強度を持つ角型鋼管に、正確なロックアウトとピン穴加工を施す必要がありました。従来のプラズマ切断とCNCフライス加工を組み合わせたプロセスでは、材料に大きな熱影響部が生じ、材料特性が損なわれていました。そのため、 100%の検査が必要となり、不良率が高く、部品の製造に3日間のリードタイムを要していました。これはプロトタイプの開発プロセスに直接的な影響を与え、最終製品に潜在的なリスクをもたらす可能性がありました。
LSマニュファクチャリングソリューション
この課題に対する当社の解決策は、高出力ファイバーレーザーを用いた高強度鋼管のレーザー切断プロセスを設計することでした。レーザー切断のために部品をしっかりと固定する治具を設計し、熱入力を制御するために、カスタムパルス波形を用いた高純度窒素アシストガスを採用しました。ロックアウト、面取り、ピン穴などのすべての機能は、単一の高精度レーザー切断サイクルにプログラムされています。
結果と価値
この新しいプロセスにより、熱影響部(HAZ)が70%以上削減されただけでなく、部品の歪みも完全に解消されました。切断工程は部品1個あたり3日から8時間未満に短縮され、効率が4倍向上し、部品コストも60%削減されました。最も重要なのは、部品が顧客による厳しい疲労試験にかけられ、レーザー切断されたエッジの品質が確認されたことで、顧客が自信を持って新製品設計を完了できたことです。
この事例は、ミッションクリティカルな部品に対して信頼性の高い製造サービスを提供する当社の能力を示すものです。複数の工程と部品への熱損傷を伴う高コストなプロセスを排除し、より効率的なプロセスを開発することで、材料品質の向上だけでなく、開発速度の向上と部品コストの削減にもつながる迅速なソリューションを提供することができました。この技術ソリューションは、最も要求の厳しい建設機械製造の課題を解決する当社の能力を証明するものです。
LS Manufacturingの高度なレーザー加工サービスで、高強度チューブの切断における課題を、効率的で認証済みのソリューションへと変革しましょう。

プロのレーザー切断サービスでは、ステンレス鋼、アルミニウム、銅など、さまざまな種類の管状材料をどのように加工するのでしょうか?
真のカスタムパイプ切断技術は、金属の種類ごとに異なる物理的特性や冶金学的特性に合わせて調整できる能力によって評価されます。レーザー切断プロセスにおいて、材料の種類ごとに反射率、熱伝導率、酸化といった特有の問題が生じます。本稿では、各材料の種類に応じた当社の手法を概説し、カスタムパラメータによって材料の完全性を維持しながら最高品質の切断を実現する方法について解説します。
| 素材カテゴリ | 主な技術的課題 | 当社のターゲットを絞ったプロセスソリューション |
| ステンレス鋼管 | 切断面の耐食性を維持するため、クロムの枯渇と酸化を防ぐ。 | 高純度窒素/アルゴンアシストガスを使用することで、酸化物のない光沢のある切断面と、厳密に制御された最小限の熱影響部(HAZ)を実現します。 |
| アルミ管 | 高い反射率と高い熱伝導率を組み合わせることで、過剰なドロス形成を起こさずに安定したエネルギー結合を実現します。 | 反射防止対策を施した高輝度レーザーと、表面前処理を併用したガス混合物を使用することで、高精度なレーザー切断を保証します。 |
| 銅管および高合金管 | 標準的な赤外線レーザー光源を用いた加工を妨げる、極端な反射率と特異な熱特性を克服する。 | グリーンレーザーなどの特殊なレーザー光源を利用することで、最小限の熱入力で精密な切断を可能にする、高度なレーザー切断サービスとして提供されています。 |
この戦略は、ステンレス鋼の溶接性と耐食性を維持し、ステンレス鋼管とアルミニウム管のレーザー切断をクリーンかつ安定的に行い、高反射性材料に関する課題を解決することで、主要なアプリケーション上の課題に対応します。材料固有のレーザーパラメータに関する当社の専門知識により、切断面の品質が高付加価値部品の信頼性と完全性を左右する重要な要素となるため、最終的な結果にこそ答えがあります。

図4:カスタム換気システムや構造システム部品のために、レーザーを使用してステンレス鋼管に穴を開ける様子。
レーザー切断サービスは、曲げ加工、溶接、仕上げ加工とどのように連携するのでしょうか?
先進的な製造技術の真の価値は、統合されたレーザー切断プロセスを製造プロセス全体の基盤として戦略的に計画した場合にのみ完全に実現されます。問題は、個々の部品を供給することから、曲げ、溶接、機械加工プロセス全体に最適化された部品を供給する方法へと移行することです。この積極的な手法は、チューブ製造におけるDFAの全体的な概念に基づいています。これには、以下の手順が含まれます。
精密なチューブ曲げ加工を容易にする
初期加工時に、部品に物理的な基準線とガイド線を刻み込みます。
- 曲げ基準点:曲げ加工機内での一貫した再現性のある位置決めのために、精密にカットされた位置決め穴が設けられています。
- 位置合わせガイド:曲げ線はレーザー刻印されており、測定不要で迅速にセットアップできます。
自動溶接の最適化
当社のプログラミングにより、部品が効率的なロボット溶接のために準備されることが保証されます。
- 一体型溶接準備:プロファイルと同時に精密な面取り加工を行うことで、完璧なフィットを実現します。
- ロボット誘導:基準マークや穴は溶接ロボットにとって信頼できる基準点となり、これは後続の曲げ加工や溶接のための切断の一例です。
効率的な二次加工の実現
切削部品は、将来のあらゆる機械加工を容易にし、かつエラーを防止するように設計されています。
- 統一された基準面:切削中に完成した面や穴を作成します。これらは、 CNC加工の主要な基準面となります。
- 一体型治具:戦略的に配置されたプロセスタブが切削中に部品を保持し、将来の取り付け場所となります。
当社のレーザー切断サービス統合プロセスは、製造工程が分断されているというコストのかかる問題を解決します。効率的なワークフローを実現するために設計された部品を提供することで、累積公差を最小限に抑え、特注治具の必要性を排除し、総処理時間を短縮します。当社の高精度レーザー切断は、特に製造効率が重要な要素となる複雑で高付加価値のアセンブリにおいて、合理化されたレーザープロセスに真の競争優位性をもたらします。
精密チューブレーザー切断の真のメーカーと、単なる加工業者を見分けるにはどうすればよいでしょうか?
高精度チューブレーザーメーカーを選定する際には、機器の仕様だけを考慮すれば良いというわけではありません。むしろ、優れたサプライヤーと平凡なサプライヤーを分けるのは、エンジニアリングの深さです。なぜなら、優れたサプライヤーと平凡なサプライヤーの本質的な違いは、プロセス制御、問題解決、知識の応用に対する体系的なアプローチにあるからです。上記のガイドは、評価のための具体的な枠組みを提供します。したがって、以下のことが結論付けられます。
ケーススタディレビューを通して問題解決能力を評価する
提携を検討している企業に、部品の材質や設計に関連する問題が発生した具体的な事例研究を提示してもらいましょう。優れた企業であれば、特定の鋼材における炭素含有量の5%のばらつきといった問題に対し、どのように体系的なプロセスを経て解決に至ったのかを説明してくれるはずです。レーザー切断のパラメータを調整するために実験計画法(DOE)を実施したかもしれません。そして最終的に、問題解決のためのソリューションを検証しているでしょう。
データに基づいた証拠と完全なトレーサビリティを要求する
客観的な品質データを要求する。信頼できる製造業者であれば、直近のバッチの重要な寸法に関する工程能力レポート(例: Cpk >=1.33 )を保有しているはずだ。また、完全なトレーサビリティとは、完成品を原材料のロット番号、切断時間、作業者、パラメータセットに至るまで特定できることを意味する。これは品質システムと能力の監査であり、再現性の高い大量生産における精密作業の基盤となる。
技術投資と基礎知識を評価する
プログラマーがCAD図面を変換できる能力だけに着目するのではなく、特定の材料の熱特性をどのように処理するのか、複雑な形状の切断経路をどのように最適化するのかを尋ねてみてください。冶金学と物理学を組み合わせ、手動によるパラメータ最適化を行う、このような深い知識、精密なレーザー切断技術こそが、デジタル表現を単なる単純な工場で製作できるものではなく、完璧で最適化された物理的な現実へと変えるものなのです。
これにより、主張ではなく実質に基づいてチューブレーザー切断サプライヤーを選ぶ方法をより深く理解することができます。当社は、サプライヤーに当社のプロセスを精査してもらい、当社の主張を裏付ける実質的な情報に基づいた透明性のある回答を提供することで、レーザー切断サプライヤー選びの問題を解決します。これにより、当社のプロセスが管理され、追跡可能で、設計されていることを検証できます。これこそがレーザー切断メーカーの本質であり、単なるサービス提供ではなく、ミッションクリティカルなアプリケーションをサポートするように設計された能力を保証するものです。
よくある質問
1. 図面を提出してからカットサンプルを受け取るまで、通常どのくらい時間がかかりますか?
標準的なチューブおよび加工プロセスの場合、図面確認後3~5営業日以内に納品可能です。これには、プログラミング、材料および工具の準備、切断、バリ取りが含まれます。
2. 御社のレーザー切断サービスは、どの程度の精度を実現できますか?
切断長さの公差は±0.1mm 、切断面の垂直度は89°以上、穴位置の精度は±0.15mmを保証できます。交差線などの複雑な形状の3D輪郭切断では、プロファイル公差を最大±0.2mmまで保証できます。これは、チューブの仕様、設計に使用される材料の種類、および設計の複雑さによって異なります。
3. 最小注文数量(MOQ)はいくらですか?少量生産の試作品にも対応していますか?
弊社では、小ロットの試作品製作やサンプル生産のご注文を全面的にサポートいたします。最小注文数量(MOQ)は1~10個まで対応可能です。これは、製品開発サイクルにおいて試作品の検証が果たす重要な役割を弊社が理解しているためです。
4. 切断したチューブはバリ取りが必要ですか?このサービスは料金に含まれていますか?
はい。レーザー切断機で切断されたチューブには、端にわずかなスラグやバリが残る場合があります。標準納品手順にはバリ取りサービスが含まれています。これは、振動研磨や手作業による研磨などの方法で行われます。これにより、納品するチューブの端が滑らかになり、溶接工程で使用できる状態になります。
5. 特殊仕様のチューブや非標準素材のチューブにも対応できますか?
はい、可能です。当社は幅広い原材料供給業者ネットワークを有しており、特殊仕様のチューブも調達できます。二相ステンレス鋼やハステロイなどの非標準材料を使用したチューブについては、切断後のチューブの品質を最大限に高めるための専用切断プロセスを開発いたします。ただし、専用切断プロセスの研究開発には追加費用が発生する場合がありますのでご了承ください。
6. 加工可能なチューブの最大寸法はどれくらいですか?
当社のレーザー管切断機は、直径Φ10mmからΦ250mmまでの丸管、最大断面150mm×150mmまでの角管、および最大切断長さ6.5メートルまでの切断が可能です。正確な切断能力は、お客様からご提供いただいた図面によって異なります。
7. 私の設計図面や知的財産のセキュリティはどのように確保されますか?
当社は機密保持契約(NDA)を尊重します。お客様のデザインは暗号化されたサーバーに保存することで機密性を保ちます。アクセス権限は厳重に管理されており、お客様の知的財産を保護します。ご注文完了後、ご希望があればデジタルデータは消去いたします。
8. 見積もりはどのように入手できますか?どのような情報が必要ですか?
チューブのグレード、外径、肉厚、長さ、数量、表面仕上げを含む、チューブの2D図面(DXF、DWG)または3Dモデル(STEP)をお送りいただく必要があります。4時間以内に、工程分析を含む明確な見積もりをご提示いたします。
まとめ
ハイエンド製造において、チューブは単なる導管から構造の不可欠な構成要素へと進化しました。そのため、切断作業の一つ一つが「機能的なプレフォーミング」という芸術的な行為となっています。カスタムチューブのレーザー切断における価値は、レーザービームの破壊力を活用し、3次元空間で「分子レベルの外科手術」を実現できる点にあります。このプロセスには、材料科学、光学、製造技術に関する専門知識を持つ切断サービスが不可欠です。
複雑なチューブ部品の切断精度と切断効率を飛躍的に向上させる切断サービスをお探しでしたら、図面をアップロードしてください。LS Manufacturingのチューブレーザー切断サービスチームが、 4時間以内に詳細な「専門技術評価レポート」をお届けします。このレポートには、「製造性設計分析」、「切断品質予測」、「プロセスとコスト最適化に関する推奨事項」が含まれています。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


