精密アクリルレーザー切断サービスは、レーザー切断に使用するアクリルの種類を技術的に検証することから始まりますが、量産においては、複雑な部品における微細な亀裂や切断幅のテーパーといった課題に直面します。問題は、ほとんどのサプライヤーが、熱影響部を最小限に抑えるためにレーザー出力密度を補正する際に、鋳造アクリルと押出成形アクリルの機械的特性の差をデジタル制御する能力を持っていないことです。
LS Manufacturingは、DFM(設計製造性)の検証と「コールドパルス」切断技術の適用により、厚さ15mmまでのアクリル製レーザー切断部品において±0.05mmの公差を実現し、この課題を克服しています。当社が提供するカスタムレーザー切断加工では、最適なコストパフォーマンスを実現するために、パス最適化から応力除去アニーリングまでを網羅しています。以下の分析では、複雑なアクリル製部品の製造における精度と効率のトレードオフに、プロフェッショナルな技術ソリューションがどのように対応しているかを示します。
精密アクリルレーザー切断:複雑部品クイックリファレンス
| 技術的な課題 | 複雑な設計に対応する製造ソリューション |
| 内部応力亀裂 | 当社では、応力緩和処理を施したキャストアクリルと最適な切断経路を採用することで、応力緩和を最小限に抑えています。 |
| 精密加工および薄肉加工 | 当社では、精密な光学技術とパラメータ調整を用いて、材料を溶かしたり壊したりすることなく、微細な形状を切り出すことができます。 |
| エッジの透明度と研磨 | レーザーによって発生する熱は、自然な研磨効果をもたらし、滑らかで透明な仕上がりを実現します。 |
| 多層構造と組み立て機能 | 部品にタブ、スロット、位置決め穴などを設けることで、正確に組み立てることができます。 |
| 当社の3Dネスティング&フィクスチャ | 当社では、3Dでカスタムの治具や固定具を設計し、平らな板状のレーザー切断材料から、1回の加工で多平面形状を加工できるようにしています。 |
| 結果:光学的および寸法的な完全性 | 輪郭が鮮明で高精細な部品を製造でき、応力による曇りや変形のリスクもありません。 |
| 結果:組み立て済みで高精度 | 完全に組み立てられた製品で、完璧にフィットするため、組み立てが容易になるだけでなく、見た目にも美しい仕上がりになります。 |
当社のソリューションは、複雑かつ精密なアクリル部品の製造に伴う課題を解決します。レーザー切断システムにより、応力の発生を防ぎ、細部の精度と光学品質を確保します。その結果、寸法精度が高く、機能性と美観を兼ね備えた組み立て可能な部品が完成し、展示用や試作品用レーザー切断用途に最適です。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
アクリルの精密レーザー切断サービスについては、数多くの記事で紹介されていますが、当社は15年間、実地経験に基づいて事業を展開してきました。日々、複雑な形状や熱負荷といった課題に取り組みながら、医療機器に関するISO 13485規格や国際航空宇宙品質グループ(IAQG)のガイドラインなど、決して故障してはならない基準を満たす部品を製造しています。真の経験とは、レーザー切断作業におけるアクリルの挙動を深く理解していることを意味します。
熱影響部を低減し、微細亀裂を回避する当社の技術は、動的レーザー校正によって完成されています。 ±0.05mm以下の公差を持つ当社特注レーザー切断システムは、重要な産業分野において高い信頼性を発揮します。長年の経験によって培われた綿密な設計により、無駄な試行錯誤をすることなく、お客様の複雑な設計を効率的かつ効果的に製造することが可能です。
以下は、精度と効率のトレードオフに対処するための当社のベストプラクティスに関するガイドです。DFM解析から応力除去まで、包括的なプロセスを通じて、プロトタイプ作成から製造まで、お客様のプロジェクトの成功を保証します。これは、最も難易度の高いアクリル部品においても、部品の品質と価格の最適化を実現する、実績のあるシステムです。
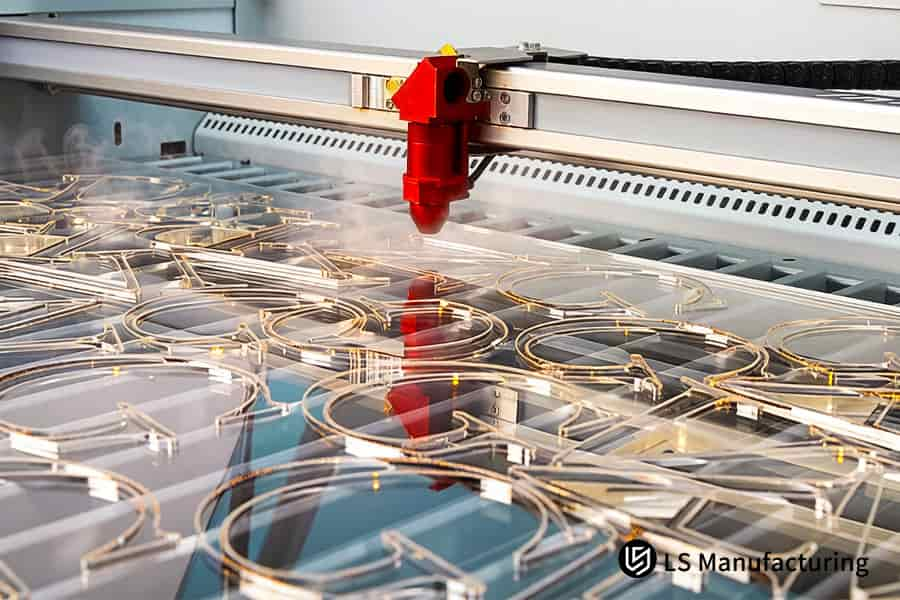
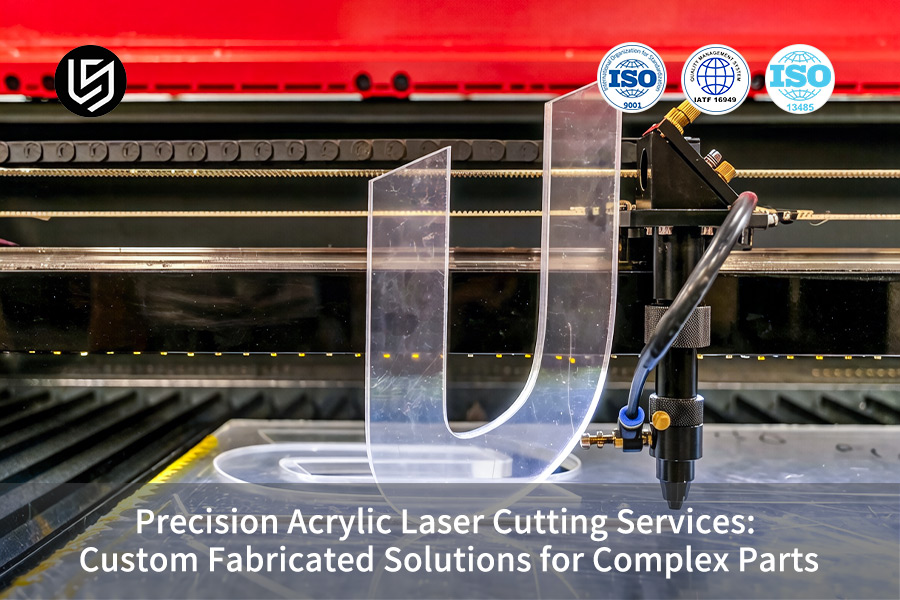
図1:レーザー切断により、産業オートメーション部品用の押し出し成形アクリルに精密な歯車歯が形成される。
LS Manufacturingが2026年に精密アクリルレーザー切断サービスにおいて最高の選択肢となる理由は?
精密加工において、複雑な組立工程における複数の部品の誤差の累積は、依然として非効率性と高コストの大きな原因となっています。LS Manufacturingでは、この問題に対し、クローズドループデジタル制御システムと統計的プロセス制御を組み合わせることで、 ±0.05mmの寸法公差を実現しています。このプロセスにより、部品の互換性が保証され、組立歩留まりが向上します。
ミクロンレベルの安定性を実現する閉ループデジタル制御
当社が採用しているシステムは、完全なデジタルフィードバック機構を備えており、干渉計エンコーダを用いてレーザーガルバノの位置を測定します。収集されたデータは、設計図のデジタルコピーと照合されます。ずれが生じると、熱ドリフトを補正する機構が作動します。この機能は、当社の高精度アクリルレーザー切断サービスの核となるものであり、カスタムレーザー切断ソリューション向けの部品を確実に製造することを可能にします。
SPCダッシュボード:プロアクティブなドリフト管理
当社はサンプリングからリアルタイム品質保証へと移行しました。こうした重要な要素はビジョンシステムによって自動的に監視され、リアルタイム管理図に表示されます。これにより、材料ロット間の差異など、公差に影響が出る前にエンジニアが即座に対応することが可能になります。この積極的なシステムは、当社が提供するすべてのアクリルレーザー切断サービスの基盤となっており、光学用途におけるレーザー切断の一貫性を保証します。
組立成功のための公差ロック戦略
±0.05mmという厳格な公差を適用するという当社の決定は、非常に戦略的なアプローチに基づいています。これは、積層公差を完全に排除することを目的としています。この目的のために、レンズの焦点調整および環境制御プロセスにおいて、高度なLS Manufacturingテクノロジーを使用することが不可欠です。これにより、異なるバッチ間での部品の完全な互換性が確保され、 大量生産のレーザー切断を成功させる道が開かれます。
本稿では、当社の革新的な製造プロセスを支える戦略について説明します。高度な技術へのアクセスは、その一側面に過ぎません。しかしながら、当社はデジタル制御、分析、そして非常に厳格な公差管理が連携して機能する統合システムを構築することで、誤差の蓄積という問題を解決することに成功しました。

医療機器において、カスタムレーザー切断サービスで光学グレードのエッジ透明度を実現するにはどうすればよいでしょうか?
医療機器の光学品質のエッジを実現するために、不必要な二次仕上げ工程を適用することは、時間のかかるだけでなく非効率的です。本稿では、レーザー切断時に材料のリフローを制御し、Ra 0.8µm以下の表面仕上げを実現する工学的解決策について概説します。提案する解決策の鍵は、エネルギー管理とガスダイナミクスによって「自己アニーリング」切断を可能にする点にあります。
現場溶融のための精密なエネルギー制御
- 課題:制御されていないエネルギーによって、切断面に粗く筋状の表面が生じる。
- 当社の方法: 10.6 µmレーザーの焦点位置を材料の表面下に配置することで制御し、均一に溶融した切断幅を実現します。
- 結果:均一な溶融ゾーンが生成され、表面を滑らかにすることができる。これは、表面の完全性に関して例外なく、医療機器のレーザー切断に不可欠な条件である。
表面改質におけるガス力学
- 課題:従来のアシストガスは通常、溶融ゾーンの急速な冷却を引き起こし、その動きを停止させます。
- 当社の方法:超高純度窒素の層流を用いることで、酸素のない微小環境を作り出します。これにより溶融ポリマーが保護され、表面張力によって溶融状態が再形成されます。
- 結果:このプロセスにより、エッジ部分に比類のない光学的な透明度が得られ、機械自体によってすぐに使用可能な表面が生成される、高精度なレーザー切断が可能になります。
統合パラメータ同期
- 課題:個々のパラメータを最適化しても、一貫性のある再現可能な結果が得られない。
- 当社の方法:当社のクローズドループシステムは、焦点、ガス圧、および送り速度を微調整します。パラメータは、最適な「研磨範囲」を設定するレシピに基づいて、対象となる材料に応じて構成されます。
- 結果:この連携により、後処理工程なしで加工済みのエッジを使用したカスタムレーザー切断サービスを実現できる環境が整い、後処理が不要となることでコスト削減につながります。このようにして、当社は高い付加価値を備えた信頼性の高い高精度レーザー切断サービスを提供しています。
この技術ソリューションは、既存の切断技術を拡張し、ビーム操作、雰囲気制御、パラメータ同期などのプロセスを1サイクルで追加することに基づいています。当社の手法では、コストのかかる手作業による研磨方法を不要にする効率的なソリューションを用いて、切断後の部品のエッジ仕上げの問題に対処することを目指しています。プロセスエンジニアリングは、複雑なレーザー切断プロジェクトにおいて成功とコスト削減を保証する、当社独自のアプローチの重要な要素です。

図2:レーザー切断により、電子機器筐体用のミラーアクリル板にきれいなガスケットエッジが形成される。
OEMエンジニアは、統合されたDFMエンジニアリングを備えた複雑な部品のレーザー切断を優先すべき理由とは?
熱による歪みは、複雑な形状を持つ部品の寸法精度に重大な潜在的リスクをもたらします。本ドキュメントでは、設計段階でターゲットを絞ったDFM最適化によってこのリスクを軽減する、積極的な手法について詳しく説明します。 複雑な部品のレーザー切断に関する当社のエンジニアリング主導の分析は、潜在的な生産上の不具合を予測可能で費用対効果の高い結果へと転換し、プロジェクトの最初から優れた信頼性を保証します。
| チャレンジカテゴリー | 当社の積極的なDFM手法 | 定量化可能な成果と価値 |
| 非平面形状と熱応力 | 局所的な変形を生じさせることなく、熱エネルギーと材料質量のバランスが取れていることを確認するために、内側のエッジ角度の最適化を見直します。 | 熱変形の発生確率を60%以下に低減します。 |
| 微細構造アレイ(例:通気孔) | 熱蓄積を防ぐ高密度レーザー切断パターンの研究と提言。 | 微細構造を溶融させ、設計を改変する可能性のある熱蓄積を回避します。 |
| 異方性材料挙動 | 切削経路に対するブランクの位置合わせと材料の結晶粒形成の評価。 | 部品の軸に関係なく、エッジと寸法の均一性を維持します。 |
| 重要なインターフェース機能 | ネスト段階で基準構造と犠牲タブを設定することで、後処理をストレスなく行えるようにする。 | 高精度レーザー切断に対応するため、後工程における完成品の精度を保証します。 |
この文書では、複雑な部品の製造前に、製造信頼性を確保するためのエンジニアリングについて解説します。複雑な部品のレーザー切断における当社のアプローチは、熱的な根本原因に対処する決定論的なDFM(設計製造性)分析を伴い、 100%のスケジュール保証を実現します。この方法により、打ち上げ後の修正に伴う無駄な支出を防ぎ、航空宇宙レーザー切断における当社のサービスを際立たせています。当社は、部品だけでなく、堅牢な製造方法も提供します。
プロのアクリルレーザー切断サービスが内部応力亀裂を軽減できる要因とは?
アクリル材料によく見られる欠陥の一つに応力亀裂があり、これは材料が溶剤にさらされると致命的な破損につながる可能性があります。本技術報告書では、当社がアニーリング処理を用いて製造するカスタムレーザー切断部品の内部応力亀裂を除去するプロセスに関する特許について詳しく説明します。
応力再分配のためのターゲット熱浸漬
従来のこの欠陥への対処法は、冷却によって温度勾配を生じさせるものでした。しかし、当社の技術では、材料を徐々に加熱し、あらかじめ設定した保持温度(材料の変形温度よりも低い温度)に達するまで加熱します。この温度に達すると分子が緩和され、部品全体に均一な応力緩和効果が得られます。
徹底的なテストによる性能検証済み
当社は、試験を実施することで、応力のない部品を提供できる能力を証明しています。当社が製造する部品、特に医療グレードの部品は、 70%イソプロピルアルコールに浸漬する厳しい試験を受けています。この試験を経た部品には微細な亀裂は発生せず、応力中立性が確認されています。
一貫した成果を実現するためのプロセス統合
これは独立したバッチ処理ではありません。アニーリングサイクルの仕様は、各プロジェクトごとにジョブトラベラーカードに事前にプログラムされています。このようにして、すべてのバッチは完全に最適化されたプロセスを経て処理されます。これは、高精度レーザー切断を成功させるための鍵であり、プロのアクリルレーザー切断サービスとしての評判にふさわしい結果を生み出します。
下記の論文では、アクリル樹脂への溶剤使用によって生じるひび割れに対する、プロセス指向型の解決策について説明しています。当社は、問題の根本原因に効果的に対処する特許取得済みの応力緩和プロセスを提供しています。当社の高安定性レーザー切断を真にユニークなものにしているのは、そのプロセスの深さです。検証済みの焼きなましプロセスにより、溶剤に曝されてもアクリル樹脂にひび割れが生じないことを保証します。信頼性を重視した製造見積もりをご希望の場合は、仕様をご提出ください。
カスタム加工レーザー切断は、高価なエンジニアリングプラスチックの材料配置をどのように最適化するのでしょうか?
材料費は製品価格の40%以上を占めることが多く、そのため材料利用効率はコスト最適化における主要な手段となります。本稿では、カスタムレーザー切断プロジェクトにおいて、最適なネスティングと切断幅制御によってシート材の利用効率を最大化する当社の技術的アプローチについて解説します。
動的切削幅補正機能を備えたアルゴリズムによるネスト処理
- 課題:固定された切り幅での従来のネスティング方法では、幾何学的形状の複雑さと高密度のため、無駄が生じます。
- 当社の方法:切断パターンと部品位置の動的な変化を制御するアルゴリズムにより、ブリッジやギャップの使用を最小限に抑えることができます。レーザービームを精密に制御することで、切断幅を0.8mmまで小さく設定することが可能です。
- 結果:このようにして、1枚のシートあたりの部品配置を最大化し、 高歩留まりのレーザー切断を可能にし、いくつかの事例では91%の利用率を達成しています。
最適なレイアウトのための幾何学的解析
- 課題:不規則な形状の部品や混合バッチ生産により、材料シートに未使用のスペースが発生します。
- 当社の手法:当社のソフトウェアは徹底的な幾何学的解析を行い、部品を回転させて余白を最小限に抑えることで、部品のレイアウトを最大化します。
- 結果:この方法は、様々な部品の自動レーザー切断生産において重要な役割を果たしており、アクリルや合成材料向けの当社の効果的なレーザー切断ソリューションの基盤となっています。
シートの完全性を確保するための自動マイクロブリッジング
- 課題:シートから部品が完全に分離すると、切断中に部品が動いたり落下したりする可能性が高くなります。
- 当社の方法:ソフトウェアは、応力が発生する特定の箇所で様々な部品間にマイクロブリッジを構築し、切断工程の終了まで部品が安定した状態を保つようにします。
- 結果:これにより、切断品質に影響を与えることなく最適なネスティングを実現できます。これは、高精度レーザー切断プロジェクトを確実に実施するために不可欠です。
統合コストモデリングおよびレポート作成
- 課題:効率的なネスト化によるコスト削減の可能性は仮説的なものであり、顧客に具体的な説明が提供されていない。
- 当社の方法:当社では、各ネスティングプロジェクトごとに個別のレポートを作成し、使用した材料の量、発生した廃棄物の量、および見積書で固定されている部品あたりの材料費の節約額の詳細を記載します。
- 結果:上記の数値は、事実に基づいた透明性とコスト最適化を提供し、言及されたコスト削減が単価レベルで達成されることを保証します。
本論文では、主要なコストセンターの一つから得られる材料を活用し、それを事業の非常に効率的なセグメントの一つへと変える、技術的に優れたアプローチを紹介します。廃棄物問題の解決策は、動的な切断幅管理と形状最適化、そしてプロセス保持自動化技術の組み合わせにあります。この技術的な複雑さが、競争力のある価格のエンジニアリングプラスチックレーザー切断を実現する上で役立っています。
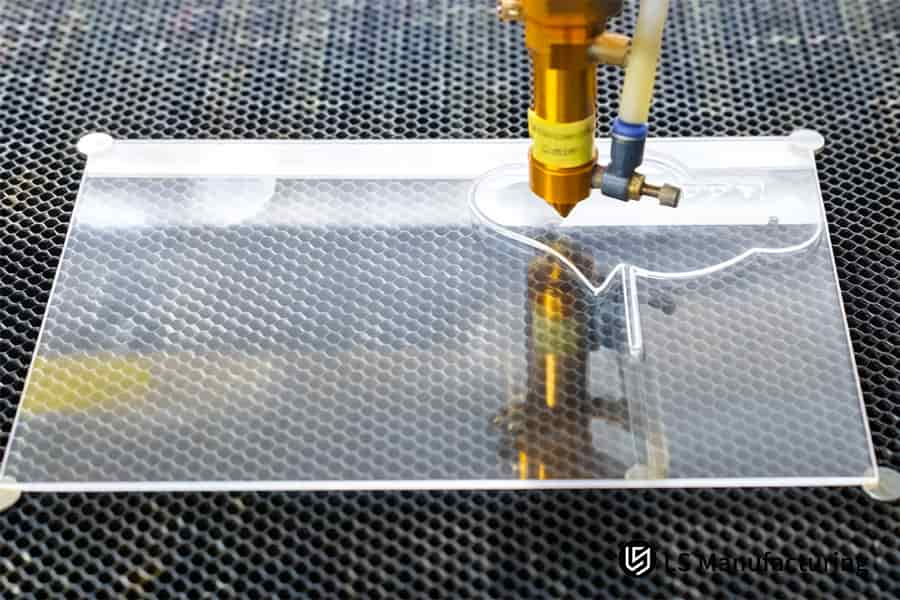
図3:レーザー切断によって、キッチン家電の操作ボタン用の穴を透明なアクリル板に開けている。
精密レーザー切断サービスは、10,000個の製品にわたってミクロンレベルの一貫性を維持できますか?
大量生産において、一貫性はサプライチェーンの信頼性の要となります。この文書では、10,000個以上のユニット製造において、1.5メートルスケールで±0.05mmの位置許容誤差を維持できる当社のシステムの技術プロトコルを詳しく説明します。当社は、厳格なCPK安定性指標によって制御されるクローズドループ焦点校正システムによってこれを実現し、精密レーザー切断サービスにおいて決定論的な出力を保証します。
| チャレンジ | 当社の技術ソリューション | 定量化された結果 |
| 材料の厚さのばらつき | 各シートごとに連続的なZ軸および焦点面補正を行うことで、焦点ずれエラーを防止します。 | 精密なアクリルレーザー切断サービスに必要なビームプロファイルを保証します。 |
| 熱的および機械的ドリフト | ビジョンシステムとスケーリングフィードバックを用いることで、微細なずれを制御し、切断ヘッドの精度をリアルタイムで維持する。 | プログラムされた軌道が正確であり、大量レーザー切断に必要であることを保証します。 |
| 積極的なプロセス管理 | 寸法偏差とCPK安定性を監視し、ドリフトが発生する前に通知を送信するインラインSPCダッシュボード。 | 複雑な部品のレーザー切断サービスの継続的な能力を積極的に管理するのに役立ちます。 |
| ビーム形状の一貫性 | レーザー切断前の自動コリメーションと切断中のプロファイリングは、切断工具の最適な性能を維持するのに役立ちます。 | 製造上の目的のため、臨界ビーム形状は維持される。 |
本論文で示されているように、ミクロン単位の精度はまさに工学的偉業です。フォーカスと位置決めに関するリアルタイムフィードバックとプロセス制御を組み合わせることで、誤差を最小限に抑え、欠陥ゼロ、大量生産のサプライチェーン環境におけるクローズドループレーザー切断に必要な信頼性を実現できます。
厚板アクリル板の表面粗さRa 0.8を実現する鍵となるのは、なぜレーザー切断ソリューションなのか?
アクリル板( 20~30mm厚)に垂直切断を行い、表面粗さRa 0.8を実現することは、技術的に困難な課題です。以下に、当社特許取得済みの周波数変調パルスプロトコルという手法が、切断形状と表面品質の両方を同時に制御し、垂直方向のずれが0.5°未満、Ra ≤0.8µmの切断を実現するのにどのように役立つかの概要を示します。これは高度な用途において重要です。
制御された熱入力のための動的周波数変調
一般的な連続波(CW)レーザーや定パルスレーザーは、熱入力が不均一で再溶融層や筋状の模様が生じるのに対し、当社の手法では、レーザー切断がシートの厚みを貫通する間、レーザーパルスの周波数と振幅をリアルタイムで変化させます。これにより、熱影響部(HAZ)を制御し、不要な溶融を防ぎ、高品質な表面仕上げを実現できます。これが、当社が優れたアクリルレーザー切断サービスを提供できる理由です。
溶融材料噴射のためのアシストガス最適化
切断品質に加え、滑らかな表面を実現するには、切断溝から溶融物を適切に排出する必要があります。当社では、制御された加圧乾燥空気または混合ガスの層流を利用しています。ガス流はパルスレーザーと同期しており、溶融物を切断壁に戻ることなく、切断溝から即座に除去します。このプロセスは、厚板の効率的な切断に不可欠です。このシステムは、当社の精密レーザー切断システムの主要構成要素の一つです。
デジタルツインによる統合パラメータ最適化
これらのパラメータは、切断プロセスのコンピュータシミュレーションを用いて、材料の種類や厚さごとに最適化されます。実際の生産を開始する前に、レーザー切断プロセス全体をシミュレーションし、その性能を予測することで、完璧なエッジ垂直性と可能な限り低い表面粗さを実現する独自のパラメータセットを取得します。これは通常よりも複雑なアプローチですが、アクリル材料のレーザー切断ソリューションにおいて、確かな結果を保証します。厚手のアクリルをレーザー切断した後の計測レポートで、その効果を実証しています。
本稿では、厚板材料加工における品質と効率のトレードオフを解決する決定論的な手法について概説する。高品質なレーザー切断を実現するという理想的な結果は、高度なビームハンドリングシステム、精密なガス制御、および生産前のシミュレーションを用いることで達成できる。本稿で概説する高度な技術は、詳細な寸法測定レポートによって裏付けられており、アクリル材料に光学品質のエッジを製造するための確実なソリューションとして、一般的なプロセスを確実なものにするという独自の利点を提供する。
複雑な部品のレーザー切断は、熱に弱い部品の熱影響部をどのように最小限に抑えるのか?
熱に弱いアクリル部品の場合、複雑な部品のレーザー切断プロセスによって発生する熱エネルギー入力は、最終的に熱影響部(HAZ)の弱化により耐久性の低下を招きます。本稿では、HAZの厚さが0.1mmを下回ることを防ぎ、母材の引張強度を98%以上維持できる、当社が開発した動的電力補償ソリューションについて詳細に説明します。
熱管理のための適応型電力変調
- 課題:レーザーによる継続的なエネルギー入力は材料の過熱を引き起こし、重大な弱点領域を生み出す。
- 当社の手法:エネルギーの大部分が蓄積されやすい経路の屈曲部やベクトルの終端部において、レーザーエネルギーの消費量を削減します。
- 結果:熱制限により、電子部品のレーザー切断に必要な正確な熱影響部制御を保証できます。
同期ガスパルスによるインテリジェント冷却
- 課題:ガス流を通して熱を放散する従来の手法では、薄い構造物に対して非常に非効率的である。
- 当社の方法:レーザーが停止した際に発生するガスパルス冷却により、熱を迅速に放散します。
- 結果:これは、レーザー切断される敏感な部品の熱プロファイルを制御するための制御冷却の効率的な方法です。
予測可能な結果を実現するための検証済みプロセスライブラリ
- 課題:一般的な設定は、複合材料やキャストアクリルなどの熱に弱い材料には使用できません。
- 当社の方法:当社は、独自のプロセスライブラリから材料固有のレシピを採用しており、レーザー切断後の適切な熱影響部深さと材料の強度を確保するために、金属組織学的試験によって既に検証されています。
- 結果:このアプローチにより、当社の高精度アクリルレーザー切断サービスは、信頼性が高く検証済みの結果をお客様に保証します。これが、当社が低HAZレーザー切断において持つ専門性です。
本論文では、電力制御、冷却同期、および事前検証済みのパラメータ設定を用いて、熱影響部(HAZ)の問題を解決することを目的とした熱管理プロセスについて説明する。この手法は、熱影響を最小限に抑え、信頼性の高い性能と高い構造的完全性を備えた部品を提供することを保証し、電子機器および医療機器統合の高度な基準を満たす。このことは、実験室試験において実証されている。
図4:精密なアクリルレーザー切断サービスにより、ラピッドプロトタイピングシステム用のアクリルに位置合わせパターンがマーキングされる。
事例研究:LSマニュファクチャリング社製医療用体外診断機器、ウィンドウプレシジョンカスタムソリューション
この事例研究では、 LS Manufacturingが国際企業のIVD機器に搭載されている厚さ15mmの光学検査窓に関する重要な問題をどのように解決したかを説明します。この欠陥部品はオートクレーブ滅菌に耐えられず、漏れが発生していました。当社独自の革新的なソリューションは、カスタム製作されたレーザー切断と後処理を活用することで信頼性を向上させ、ミッションクリティカルな医療グレードのレーザー切断を提供する当社の能力を証明しました。
クライアントの課題
顧客が当初使用していた15mm厚の鋳造アクリル製観察窓は、端部の熱応力により微細な亀裂が発生し、組立歩留まりがわずか65%にとどまり、 500サイクルのオートクレーブ試験検証中に製品不良となりました。その結果、遅延が発生し、廃棄部品の費用が莫大に発生しました。最終的に、この遅延により最終装置の組立スケジュールが遅れることになりました。
LSマニュファクチャリングソリューション
製品の耐薬品性を確保するため、高架橋キャストアクリル樹脂を採用しました。当社が開発した主要技術は、双方向ガス冷却精密レーザー切断プロセスです。輪郭加工が完了したら、当社独自の6時間ステップアニーリング処理により、応力を除去します。複雑な部品のレーザー切断においては、 100% CCDビジョンシステムによりパス補正を確実に実施します。
結果と価値
最終部品はヘリウム漏れ検査で100%合格しました。切断面は光学グレードの表面粗さRa 0.4を達成し、それ以上の研磨は不要でした。初回組立歩留まりは99.8%に向上しました。これにより、顧客の組立時間は2週間短縮され、部品コストは全体で18%削減され、迅速なプロトタイピングと製造において決定的なメリットが得られました。
この事例は、 LS Manufacturingがいかにエンジニア主導のアプローチを用いて、製造における非常に困難な問題を解決してきたかを示す好例です。材料科学と、制御された厚板レーザー切断および応力除去技術を組み合わせることで、信頼性の高いプロセスを開発することができました。
医療用窓にオートクレーブ滅菌下での確実な密閉性が必要な場合は、当社にご連絡ください。漏れゼロと最大歩留まりを保証する精密な切断および焼きなましソリューションをご提供いたします。

よくある質問
1. アクリル樹脂の精密レーザー切断プロジェクトにLS Manufacturingを選ぶべき理由は何ですか?
±0.05mmという高精度な公差に加え、特殊なアクリル素材に適した設計前のDFM解析と応力除去技術を実施することで、部品の最適な機能性を保証します。
2. LS Manufacturingにおける高品質アクリル切断サービスの最大厚さはどれくらいですか?
15kWの高輝度レーザークラスターを使用することで、厚さ最大50mmのアクリル鋳造部品を供給することが可能となり、同時に業界標準を満たすエッジの垂直性も実現しています。
3. 複雑な特注レーザー切断加工の見積もりは、どれくらい早く入手できますか?
STEPファイルを送信していただくだけで、当社のエンジニアリング部門が12~ 24時間以内に、加工に関する推奨事項を含む詳細な見積もりをご提供いたします。
4. LS Manufacturingは、カスタムレーザー切断サービスの少量生産に対応していますか?
もちろん、当社では厳格な最低発注数量は設けておりません。迅速なプロトタイピングと検証を提供することで、製品開発段階をスムーズに進めることができ、精度と品質の面でプロトタイプから本格的な量産への移行を円滑に行えるようサポートいたします。
5. 複雑な形状のアクリル部品の切断面において、光学的な透明度を実現できますか?
はい、レーザーパルスの周波数と補助ガスとして使用するガスの量を精密に制御することで、Ra値が最大0.8の「火炎研磨」品質の切断面を得ることができます。
6. アクリルレーザー切断サービスにおいて、ひび割れを防ぐにはどうすればよいですか?
当社では、ISO認証を受けた制御された焼きなまし処理を実施することで内部応力を緩和し、ひび割れを防止します。これにより、溶剤や過酷な環境条件にさらされた場合でも、部品の構造的な安定性が維持されます。
7. LS Manufacturingは、医療グレードの精密加工に関してどのような認証を取得していますか?
当社はISO 9001およびISO 13485の認証を取得しています。当社の製造プロセスは、EU RoHS指令およびFDAが定める精密部品の品質トレーサビリティ要件を完全に満たしています。
8. 透明アクリル部品の加工において、レーザー切断がCNCフライス加工よりも費用対効果が高いのはなぜですか?
レーザー切断は加工速度を400%向上させ、滑らかで美しい仕上がりを実現します。これにより、高価な5軸CNC加工時間とそれに伴う手作業による研磨コストが不要となり、部品1個あたりのコストを大幅に削減できます。
まとめ
卓越したアクリルレーザー切断技術は、単なる材料成形にとどまりません。LS Manufacturingでは、ミクロンレベルの加熱ゾーン制御、緻密な応力緩和設計、そして徹底したDFM最適化により、真の精度を実現しています。光学窓から医療用ゼロクリアランスベースまで、複雑な物理的パラメータを測定可能な商業的価値へと変換します。材料科学と統合プロセスに精通したパートナーと提携することで、プロジェクトを納期通り、仕様通り、そして予算内で確実に納品できます。
サプライヤーに起因する加工不良や寸法誤差によって、製品の市場投入が遅れるのをもうやめましょう。貴社の精密設計には、ラボグレードの品質を備えた物理的な実現ソリューションが必要です。下の「見積もり依頼」ボタンをクリックして技術図面をアップロードしてください。LS Manufacturingのシニアエンジニアチームが、無料の個別DFM実現可能性評価を提供し、わずか24時間以内に最も競争力のあるメーカー直販ソリューションの確保をお手伝いします。精密さの力で、貴社ブランドの価値を高めましょう。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


