CNCフライス加工は、皿穴や座ぐり穴の精密加工の基盤となる技術ですが、エンジニアはしばしばその選定に苦慮します。ネジの突出、組み立て時の干渉、応力集中といったよくある問題は、不適切な選択によって発生し、製品の品質や製造効率を直接的に損なうことになります。
当社は、体系的な選定フレームワークを確立することで、この根本的な課題に対処します。LS Manufacturingが15年間培ってきた専門知識を活用し、明確な技術パラメータと事例研究を提供することで、機能性、製造性、コストのバランスを取り、コストを30%削減し、生産性を40%向上させることを目指します。
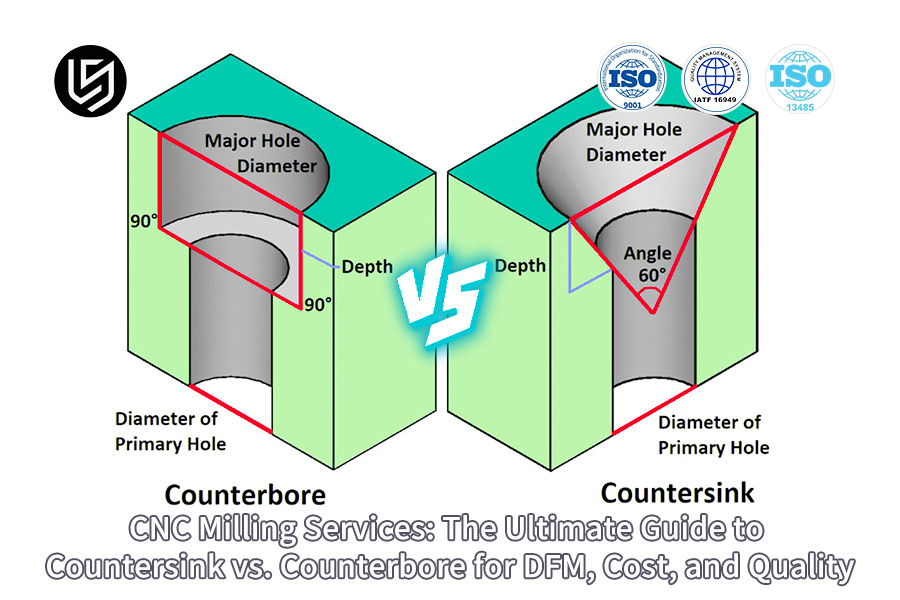
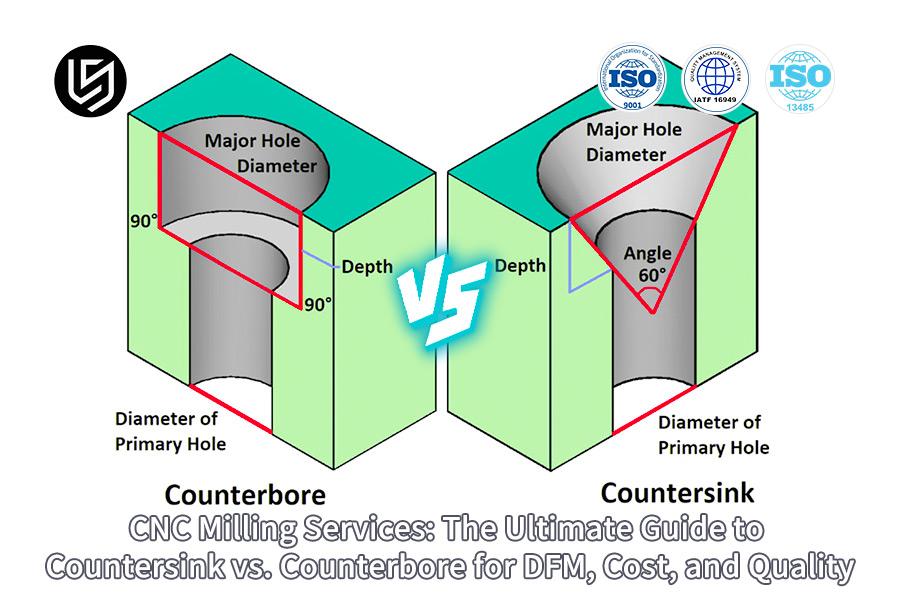
CNCフライス加工:皿穴加工 vs カウンターボア加工 - 究極のDFM&コストガイド
| 特徴/考慮事項 | 皿穴加工 | カウンターボア |
| 主要機能 | 平頭ねじ用の円錐形の座面を形成し、表面を平らに仕上げます。 | ソケットヘッドキャップが表面より下に収まるように、円筒形の平底穴を作成します。 |
| 工具 | 単点皿穴加工用ビット。材質や機械の硬度に敏感です。 | エンドミル加工を採用することで、安定性が向上し、より硬い材料の加工に適しています。 |
| DFMと加工の容易性 | ビビリが発生しやすく、ネジが浮き上がったり沈み込んだりするのを避けるために、正確な深さ制御が必要です。 | 処理プロセスはかなり安定しており、深さの制御も容易です。 |
| 費用への影響 | 金型製作コストは低いが、ミスによる不良品が発生する可能性がある。 | 工具コストは高くなるが、加工速度は速く、精度が高く、欠陥のない加工が可能になる。 |
| 部分強度 | 表面からより多くの切削材料が除去されるため、その部分が弱くなる可能性がある。 | 表面付近では除去される材料が少なくなるため、一般的に部品の強度にとって好ましい。 |
| 美観と清潔さ | 滑らかで段差のない外観を実現し、目立つ場所に適しています。 | 小さな凹みができます。汚れが溜まりやすいですが、ネジの頭は覆われています。 |
| 最適なアプリケーション | 滑らかで空気力学的に優れた、または引っ掛かりのない表面が絶対的に必要な場所で使用されます。 | 高負荷条件下で、より強固な接合部とよりシンプルな組み立てが求められる分野に最適です。 |
| DFMの重要なヒント | ねじ頭の角度と外径を指定し、深さを厳密に制御する。 | ボルト径、頭部径、および深さを指定してください。深さについては多少の許容誤差が認められます。 |
当社は、最適な穴形状(面一仕上げのための皿穴加工、または強度と信頼性を重視するカウンターボア加工)を選択することで、DFM(設計製造性)に関する重要な課題解決を支援します。当社の専門知識により、製造性を最大限に高めた設計を実現し、コストと品質リスクを最小限に抑えながら、市場投入までの時間を短縮します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
これらは、当社LS Manufacturingが15年以上にわたり、 5万個以上のカスタムCNCフライス加工部品の製造における課題に取り組んできた経験から得られたヒントです。これらのヒントは、航空宇宙、医療、自動車、そして失敗が許されない業界など、あらゆる分野で活用されています。
当社のDFM(設計製造性)およびコスト最適化に関するアプリケーションに基づいた推奨事項は、権威ある規格によって裏付けられています。具体的には、ハイブリッド製造に関連する積層造形(AM)に適した変数と関連原則を選択するために、NIST材料データに関するコンサルティング業務を活用しています。これにより、皿穴加工および座ぐり加工に関する当社の推奨事項は、権威ある規格に基づいた精度、性能、および費用対効果の概念を確実に考慮に入れたものとなります。
知識は、私たちが日々の生活で活用する、いわば一日の終わりに共有されるものです。アルミニウム部品のツールパスを最適化する方法や、ステンレス鋼部品のビビリ振動を回避する方法など、何千時間もかけて問題を解決してきた経験が、このガイドに凝縮されています。このガイドを通して、よくあるミスを回避し、10年以上にわたる実績と認証された結果に裏打ちされたサポートのもと、加工部品の品質を最大限に高めることができます。

図1:LS Manufacturing社製、CNCフライス盤で精密な金属穴に皿穴加工を施す様子
皿穴と座ぐり穴の設計および用途における違いは何ですか?
締結具の穴の選定は、加工する穴の種類を考慮して行われます。本稿では、製造における最適な締結具設計に役立つ機械的詳細に関して、皿穴加工と座ぐり加工の技術的な違いについて解説します。
| 特徴/側面 | 皿穴加工 | カウンターボア |
| 基本幾何学 | 円錐形の座面(通常82°/90° )。 | 底面が平らな円筒形のくぼみ。 |
| 深度制御 | ネジ頭の厚さを75~85%増し。 | ネジ頭の厚さ + 0.1~0.3mm。 |
| せん断性能 | ストレス集中度の低下(約15%改善)。 | 穴の縁部で局所的に高い応力が発生する。 |
| 引張性能 | 直接引っ張られる側の支持面積が減少する。 | 優れた耐性(約8%向上)。 |
| 最適な適用 | 高振動環境向け。平坦な表面が必要。 | スペースに制約のある組立作業。高い締結荷重が必要。 |
皿穴加工と座ぐり加工の選択は、慣習ではなく負荷の種類によって決まります。例えば、せん断荷重や振動荷重に対しては皿穴加工の方が機械的に優れていることが分かっていますが、引張荷重や加工スペースの制約によって最適と判断されるわけではありません。この点を踏まえると、プロのCNCフライス加工サービスによる適切な加工では、寸法精度を考慮に入れる必要があります。寸法精度は、あらゆる加工性能の基盤となるからです。

CNCフライス加工サービスは、皿穴の精度と品質をどのように保証するのでしょうか?
ねじ頭の最適な嵌合と負荷を実現するには、皿穴の幾何学的寸法が非常に高い精度でなければなりません。そのため、角度や表面のわずかなずれでも、アセンブリ全体に影響を与える可能性があります。以下では、精密皿穴加工における基本的な課題を克服するための当社のアプローチについて説明します。
工具のたわみを排除するための厳格なプロセス設計
角度精度に対する障害は、切削中の切削工具のたわみです。これに対処するため、実績のある高品質の短溝型超硬ソリッド皿穴加工工具であるWalter社製の製品ラインでは、高剛性のHSK型ホルダーを使用しています。最近当社が製造したあるアルミニウム製航空宇宙製品では、この方法を用い、切削深さパラメータを保守的な値に設定することで、締結具の荷重に直接影響を与えることにより、通常の±0.5°という角度公差をわずか±0.25 °に抑えることができました。
リアルタイム検証のための統合型プロセス内計測システム
後工程検査では、ミスを見つけるには遅すぎます。当社では、加工工程に完全に統合されたタッチトリガープローブシステムを提供しています。パイロット穴は仕上げフライスで加工され、その後、プローブで寸法と位置が検査されます。2回目の検査は、皿穴加工が完了した後に円錐再焦点プローブで行われ、円錐角の同心度はアルゴリズムによって定義されます。当社のCNCフライス加工サービスのクローズドループシステムは、深さ公差を完全に自動調整し、円錐軸の垂直度を±0.03mm以内にすることでミスを排除します。
優れた表面仕上げを実現する最適化されたツールパス戦略
円錐面が滑らかであることは、接触面を滑らかにするために非常に重要です。しかし、スピンドルの高速回転と低送り速度を組み合わせた仕上げ加工プロセスにより、表面粗さをRa ≤ 1.2µmに維持することができました。切削工具は、表面に突起が生じるような滞留痕やビビリを起こすことなく、材料に対して滑らかな螺旋運動で動作します。
環境および熱安定性管理
温度は部品の成長に影響を与え、ひいては部品のサイズにも影響を及ぼします。実際、当社の精密フライス加工はすべて、20℃±1℃の温度管理された室内で行われています。さらに、当社は鋼材を扱っているため、加工前に熱処理を行っており、これが当社のコスト効率の高い皿穴加工の基礎となっています。
これにより、精度は目標指向型から出力制御型へと転換されます。精密皿穴加工に関しては、エンジニアリングされた剛性、リアルタイム処理中の形状検証、最適化された最終加工速度、および加工環境の制御を用いることで、正確な皿穴加工を保証します。CNCフライス加工サービスプロセス全体にわたるこのエンドツーエンドの制御により、信頼性の高い高強度接合部が実現し、ミッションクリティカルなアセンブリにおいて、費用対効果の高い皿穴加工が再現可能なものとなります。
機能要件に基づいて、皿穴加工と座ぐり加工のどちらを選択するか?
精密機械の設計において、皿穴加工と座ぐり加工のどちらを選択するかという問題は、設計および加工の性能面において明らかな課題となります。本レポートでは、機能的要求とCAEデータに基づいて意思決定プロセスを扱うことで、高価なアプリケーションの設計を改善するための体系的なアプローチを設計者に提供することを目的として、この問題を取り上げます。
| 機能要件 | 推奨デザイン | 主要パラメータ | 定量的パフォーマンス分析(CAE) |
| 高い美的要求 | 皿穴加工 | 90°の円錐角 | アルミニウム:カウンターボアと比較して最大荷重が12%向上 |
| スペース制約のあるシナリオ | 座ぐり穴 | 深さ:ネジ頭+0.2mm | 鋼材:皿穴加工に比べて疲労寿命が20%長い |
| 高負荷状態 | 皿穴加工と座ぐり加工の組み合わせ | 統合設計 | 高応力および組み立てに最適化 |
直接実装に関しては、面一仕上げに基づく皿穴の選択、座ぐり穴の用途、および複合設計に基づく高負荷使用よりも、機能設計に重点を置く。各決定は材料に依存し、アルミニウムの12%などの特定のデータに関連する。CAEソフトウェアの機能を使用した解析プロセスの結果に基づく皿穴座ぐり加工のDFMは、競争の激しいエンジニアリング分野で期待される決定的な設計ソリューションを提案する。
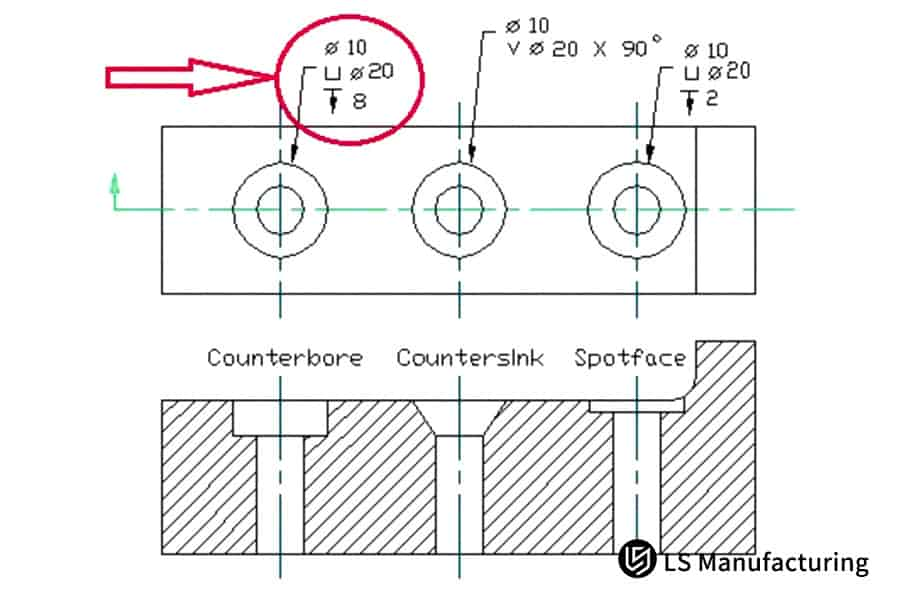
図2:LS ManufacturingによるCNCフライス加工における皿穴または座ぐり穴の選択
皿穴設計において特に注意が必要な主要パラメータは何ですか?
皿穴の寸法は、嵌合、強度、および締結具の組み立てに関して非常に重要です。寸法が不適切だと、応力集中、接触面積の増加、および部品の破損につながります。LS Manufacturingでは、設計者のビジョンを完璧な製造で実現するために、実験的かつ実証済みの基準を独自に開発しました。
精密設計と寸法管理
- 界面の問題に対処するためには、最適な皿穴の深さを特定する必要がある。データによると、 82°のねじ頭の場合、応力集中を低減するためには、皿穴の最適な深さは厚さの80%でなければならない。
- さらに、ねじの挟角の適切な値の特定は、 82°、90°、100°などの使用するねじの種類にも依存します。
- この皿穴設計の特長の一つは、穴が過度に早く緩むことがないようにすることであり、これはクランプ荷重の分散にとっても重要です。
一貫した形状を実現するためのツーリングの完全性
- 角度のずれを補正するため、摩耗レベルが0.1mmを超える場合は、直ちに工具を交換する必要があります。
- 工具に欠陥があると、形成される角度が正しくなくなり、さらに、ファスナーの頭部が表面より下にあることを示すことになります。
- 当社の精密皿穴加工プロトコルは、すべての形状が図面の幾何学的仕様に完全に一致することを保証し、締結具の適合不良による再加工を排除します。
材料固有の加工パラメータ
- 当社では、アルミニウム加工の場合3000rpm、200mm/分、鋼材加工の場合800rpm、80mm/分という最適な切削条件値をご提供いたします。これらの切削条件値は、材料定数を厳密にテストした上で最適化した結果得られたものです。
- これにより、バリのない滑らかな切断面が得られ、優れた仕上がりとなるため、ファスナーが適切に装着され、最終的な強度が確保されます。
- この知識を当社のCNCフライス加工サービスに統合することで、多様な材料や生産バッチにおいて予測可能で高品質な結果が得られ、再現性が確保されます。
このガイドラインは、信頼性に敏感な部品における重要な加工パラメータを改善するという、当社の経験的アプローチを取り入れたものです、とこの競合他社は述べています。当社の大きな強みは、工具と加工変数を制御するためにデータを使用することに厳格であることです、と同社は述べています。彼らは、実際に製造された部品において、締結具にかかる力を効果的に伝達するという問題を解決したと主張しています。
皿穴加工は、どのような用途において他に代えがたい利点を提供するのでしょうか?
カウンターボア穴の用途は、部品のクリアランス精度、堅牢なボルト締結部、および自動化システムによる効率的な組み立て工程が求められる場合に極めて重要です。これは、組み立て工程におけるスペース、応力、および速度に関する制約を克服するために、以下の方法を採用することによって実現されます。
電子機器におけるスペース制約の管理
プリント基板や小型モジュールの組み立てにおいて、座ぐり穴の最も重要な機能は、ねじ頭のクリアランスを確保することです。これは、ねじ頭の高さ( 2.5mm )より0.3mm上に指定する必要があります。これは、応力や短絡を防ぐためです。このような高精度なCNCフライス加工サービスが必要となるのは、そのためです。
要求の厳しい分野における精度の確保
航空宇宙分野や高性能部品の組み立てにおいては、幾何学的精度が極めて重要となります。そのためには、座ぐり穴の直径をH7公差値内に制御するとともに、直角度を0.05mm以内に維持する必要があります。これにより、締結部品の理想的な位置合わせが可能となり、不要なせん断力の発生を防ぐことができます。
高負荷構造物の最適化
機械フレームや構造部材における座ぐり穴の設計は、高い引張力とせん断力に耐えることを目的としています。座ぐり穴の厚さはねじ頭の1.2倍とし、底部に0.1mmの逃げを設ける必要があります。これはねじ頭の底付きを防ぐ上で不可欠であり、予荷重の損失を防ぐ重要な要素となります。
この分析は、位置や精度、そして重量に関する問題を解決する最良の方法として、カウンターボア加工の適用可能性を証明しています。この場合、特定のクリアランス値、厳しい公差仕様、および計画された逃げ特性を考慮することで、設計において信頼性と効率性が実現されます。この段階的なプロセスでは、精密機械加工技術を最大限に活用した、費用対効果の高いカウンターボア加工を設計するための有用なアプローチがエンジニアに提供されます。
DFM最適化は、皿穴/座ぐり加工のコストをどのように削減できるのか?
したがって、皿穴加工におけるDFM(設計製造性)は、製造品の機能性を一切損なうことなく、生産コストの最小化を確実に実現します。LS Manufacturingは、生産コスト削減を実現する設計、ツーリング、およびプロセスソリューションを採用することで、これらの分野で主導的な役割を果たしています。当社のDFM戦略の鍵は、以下の要素を成功裏に実装することにあります。
戦略的設計と公差最適化
- 組立機能は考慮され、その重要度に応じて公差値の変動について検討されます。重要度の低い嵌め合いについては、仕様を±0.1mmから±0.15mmに緩和することを提案します。
- この技術により、汎用的な加工方法や工具の適用が可能になり、検査時間と不良率の削減にもつながる。
- 皿穴加工における当社のDFM(製造性設計)レビューサイクルは、これらの工程における各機能の製造可能性を最初から保証します。
高度なツールとプロセス戦略
- 当社では、複数の機能を一度の処理で実行することで処理時間を短縮する複合ツールを活用することにより、プロセスを最適化しています。
- このシステムは、独自のツール経路アルゴリズムを採用しており、市場に出回っている類似システムと比較して、切削以外の部分における空気移動を最大40%削減します。
- このような費用対効果の高い皿穴加工方法は、スピンドルを最大限に活用し、加工時間を短縮するのに役立ちます。
パラメータ最適化とライフサイクル管理
- 工具寿命を監視するために、最適な送り速度と最適な回転速度を用いる工具寿命監視システムを使用し、工具1本あたり最大10,000個の穴まで工具寿命を延ばすようにする。
- 今回の要因は大量生産向けに最適化されている。したがって、製造される部品1個あたりの金型コストが削減されるため、これらの要因は間違いなくプラスの結果をもたらすはずである。
- このデータに基づいた戦略は、実際に当社のCNCフライス加工サービスで実践されており、その結果、単位あたりのコスト削減と、お客様にとって有利な予測可能性を実現しています。
本レポートでは、コスト削減のための当社のエンジニアリング手法とプロセスについて説明します。当社は、総所有コストを可能な限り低く抑えるために実施する設計作業、ツール、プロセスに重点を置いています。当社が顧客を競合他社と差別化する方法は、DFMデリバリーの理解から始まります。
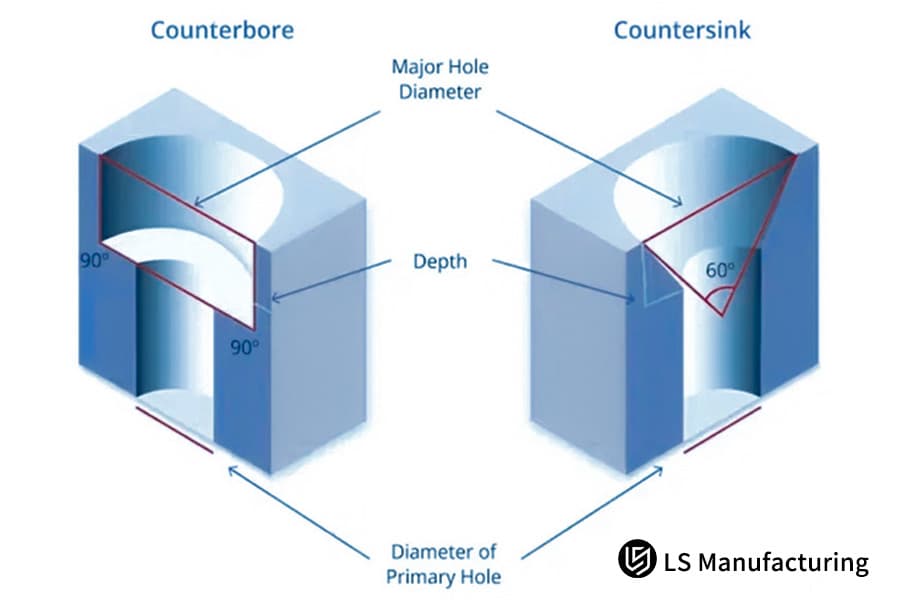
図3:LS Manufacturing社によるCNC加工におけるカウンターボアとカウンターシンクの寸法比較
高品質な皿穴加工には、どのような特別な工程上の安全対策が必要ですか?
皿穴加工において一定の品質を得るには、従来の機械加工と同じ方法で皿穴加工を行うだけでは不十分であり、従来の加工方法だけでなく、形状制御にも重点を置く必要がある。最後に、本稿では精密皿穴加工における工程制御に関する考察を以下のように締めくくる。
高度な機械加工と工程内制御
工具中心点制御を実装した5軸CNCフライス加工サービスを利用することが極めて重要になります。これは、加工対象物に対して工具が完全に垂直な位置にあることを保証するためです。加工中のプロービングを採用することで、深さの検証を即座に行い、 0.3度を超える方向のずれなく補正を行うことができます。
材料固有のパラメータ最適化
加工プロセスのパラメータは材料に依存するため、一般化することはできません。例えば、アルミニウム材料を加工する場合、 3000 RPM以上の切削速度で低熱の高速加工を行うとともに、材料をきれいに除去します。一方、ステンレス鋼材料を加工する場合は、加工硬化を防ぎ、表面粗さが0.8µm以下の材料を製造するために、低速加工と高い送り速度を組み合わせることがあります。
重要アプリケーション向けの検証済みプロセス
皿穴加工や座ぐり加工の選択方法に関するガイドラインに基づき、機能間の選択が適切に行われているかどうかは、この制御された加工プロセスによって検証されます。これにより、所定の穴設計機能セットに対して、フラッシュ空力面の幾何学的要件であれ、座ぐり加工の幾何学的要件であれ、所定の形状セットが確実に実現されます。
この手法は、精密皿穴加工プロセスにおける特殊なプロトコルを定めています。これらのプロトコルは、最新鋭の機械を導入することで、角度精度、表面精度、再現性といった解決が最も困難な問題に対応し、材料との関連性など、関連分野のエンジニア、製造業者、専門家が必要とする技術的要件を具体的に満たします。特に、締結部品に関する重要性は決して無視できません。
CNCフライス加工業者の皿穴加工/座ぐり加工能力を評価するには?
皿穴加工および座ぐり加工を適切に実施できるサプライヤーを評価する際には、機械加工技術要件に加えて、特定のスキル要件も考慮する必要があります。本書は、サプライヤーが高度な精度で皿穴加工を適切に実施するために必要な特性、ゲージ、またはプロセスを体系的に評価する方法を計画する際に役立つでしょう。
検証済みの品質管理システム
サプライヤーの正式な品質システムに関する評価の検証。ISO 9001認証を受けた正式な品質システムを持つことは必須です。なぜなら、それは大量生産のCNCフライス加工サービスに関する手順、プロセス、および是正措置を確立するために不可欠な枠組みとなるからです。
高度な計測技術と初回製品検証
内部検査の実施可能性について調査してください。供給業者は、精度が±0.002mm以上の座標測定機を使用するとともに、表面形状測定器も使用します。初回品検査の結果シートを要求し、初回品がすべての寸法、角度、表面仕上げの要件を満たしていることを確認してください。
定量化されたプロセス性能仕様
規定された検証可能な加工能力を要求し、確認する必要があります。カウンターボア穴加工および皿穴加工においては、重要な項目として以下のようなものが挙げられます。角度公差は±0.5°以内、測定深さは0.03mm以内、表面粗さはRa値1.6µm以下。
このサプライヤー評価手法は、監査可能なシステム、計測技術、および測定可能な性能データを活用し、サプライヤーのCNCフライス加工サービスにおける重要な機能について、完全に客観的な評価を提供します。これにより、エンジニアはリスクを軽減し、仕様に厳密に合致した部品調達を確実にするための、迅速かつ効果的な是正戦略を策定できます。
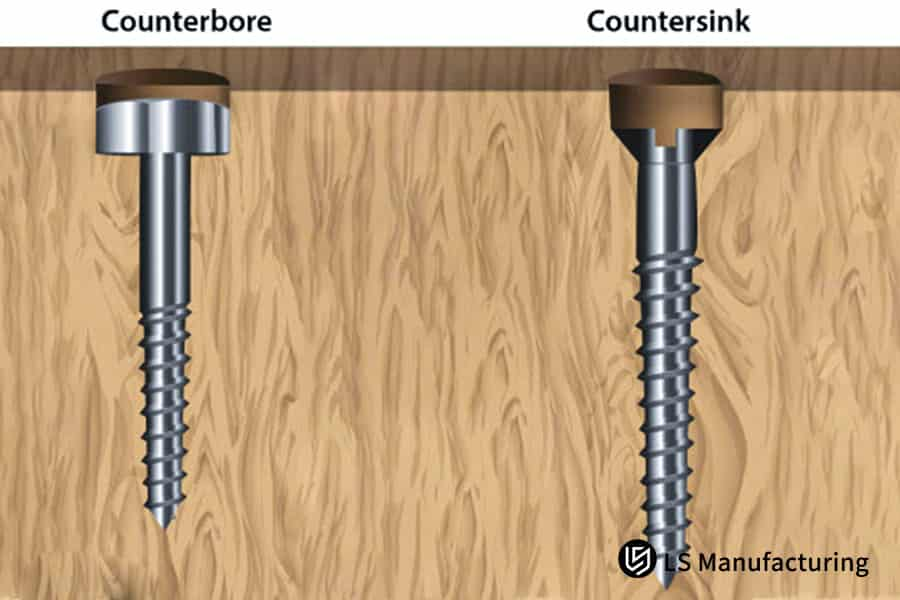
図4:LS Manufacturing社によるCNC加工におけるカウンターボア穴と皿穴穴の比較に関するDFMガイド
LSマニュファクチャリング:翼部品用皿穴加工
クライアントの課題
ある航空宇宙企業において、チタン製翼桁に128個の直径10mmの皿穴加工を行う工程で、非効率性と品質に関する問題が発生した。従来の加工工程では、1個あたり4時間かかり、誤差は1.2°であったため、チタン製翼桁と複合材製外板との間に0.3mmの隙間が生じていた。
LSマニュファクチャリングソリューション
リアルタイムツールパス補正機能を備えた5軸CNCマシニングセンタを使用しました。高PVDコーティング超硬工具を使用し、最適なパラメータは1200rpm 、 100mm/分です。高精度皿穴加工における角度誤差の根本原因を突き止め、組立精度を考慮した、リアルタイム深さ補正のためのインプロセスプロービングを実施しました。
結果と価値
その結果、部品1個あたりのサイクルタイムは1.5時間に短縮され、最終的に、角度による穴のずれは±0.3° 、深さは±0.02mm 、組み立てギャップは≤0.1mmに維持されました。これにより、初回合格率は99.8%に上昇し、顧客1社あたりの重要な組み立て時間に関して、年間平均120万元のコスト削減につながりました。
LS Manufacturingにおけるこの具体的なプロジェクトは、カウンターボア加工という非常に複雑な環境における同社の専門知識、そしてこの事例に関連する幾何学的加工技術を実証するものです。当社は革新的なプロセス知識と高度な計測技術を組み合わせることで、特殊な航空宇宙製造における課題に対し、精度、生産性、コスト面で目に見える価値向上を実現できます。
チタン合金部品の皿穴加工の効率向上をお考えですか?航空宇宙構造部品の精度を最適化するための専門的な機械加工ソリューションをご提供します。

皿穴加工および座ぐり加工における将来動向の分析
カウンターボア加工および皿穴加工における精度と効率性は、特に品質と大量生産能力の面で、長年にわたり課題となってきました。LS Manufacturingは、インテリジェントなプロセス制御の力と、サイクルタイム短縮などの最先端の加工技術を組み合わせ、以下の技術を活用しています。
加工パラメータの適応最適化
- 当社のシステムは、振動、音響放射、力などのリアルタイムセンサーデータを使用して、送り速度と主軸回転速度を変化させます。
- この閉ループフィードバックアルゴリズムは、機械の過負荷を防ぎ、座ぐり加工や面取り加工時に均一な表面仕上げを実現することで、材料特性の不均一性を補正するのに役立ちます。
- これは、寸法精度の誤差の主な原因である、予測不可能な切削屑の形成と熱の蓄積を克服するための適応制御です。
インテリジェントな工具状態監視および予知
- このプロジェクトでは、消費電力や振動信号も含むマルチセンサー融合アプローチを用いて、工具摩耗を推定することができる。
- 様々な種類の工具について摩耗曲線が決定され、最終的な故障点に至るまでの寿命予測を正確に計算することができる。
- これにより、ムーバーが原因でツールが故障したり、穴の状態が良くなかったりする問題を解決し、ツールの状態に基づいた交換へと改善します。
統合複合加工プロセスの開発
- 取り扱いおよび位置決めにおけるミスを防止するため、当社はカウンターボアおよび皿穴加工における最適化された経路戦略も開発しています。
- これには、1回のスピンドルヒットで2つの加工を実現するための、特注工具、タイバー工具、設計、および多軸同時制御が必要となり、それによって非切削時間を大幅に短縮できる。
- 達成された重要な技術的成果は、単一の加工工程において、異なる切削角度と切削力に対応しながら、座ぐり穴と皿穴の間の同心度を高い精度で維持できる能力である。
本概要では、当社の高度な加工ソリューションの基盤となっているセンサー統合、アルゴリズム、およびツールパスエンジニアリングの革新に関する技術的な詳細について説明します。これは、アプリケーション、特に当社の制御ソリューション、そして複雑な生産課題に対応するプロセス革新ソリューションに関する具体的な内容です。また、当社のエンジニアリング専門知識のレベルに直接関連する、当社の独自性、つまり当社の能力の独自性についても説明します。
よくある質問
1. 皿穴と座ぐり穴の主な違いは何ですか?
皿穴は円錐形をしており、ねじ頭を支えるための平らな面を提供します。一方、座ぐり穴は円筒形をしており、ねじ頭をはめ込むための空間を提供します。両者の機能には違いがあります。
2. 皿穴の標準角度はどのように選べばよいですか?
ねじ頭の角度によって、メートルねじの場合は82° 、インチねじの場合は90° 、その他の場合は指定のとおりとなります。
3.皿穴加工時にバリの発生を防ぐにはどうすればよいですか?
鋭利な切削工具、最適な切削条件、および断続的な穴あけ加工を使用してください。LS Manufacturing社は、バリの高さを0.02mm以内に維持しています。
4. カウンターボアの深さを設計する際の考慮事項は何ですか?
深さ=ねじ頭の厚さ+0.1~0.3mmのクリアランス。強度に影響を与えるほど深くならないように、材料特性と組み立て要件を考慮する必要があります。
5. 皿穴加工の品質検査方法
あらゆる種類のゲージ、深さゲージ、そして座標測定機が使用されています。LS Manufacturingでは、寸法検査全般を提供できます。
6. 異なる材料に皿穴加工を行う際のパラメータ調整方法
アルミニウム合金材では高速加工が可能である一方、ステンレス鋼材では低速・高送り加工が好ましい。上記すべての点は、加工実験を通して決定する必要がある。
7. 皿穴加工のコストに影響を与える主な要因は何ですか?
材料の硬度、精度、生産ロットのサイズ。バッチ生産においては、切削経路を最適化すれば、コストを30%削減できる可能性がある。
8. 皿穴加工の正確な見積もりを取得するにはどうすればよいですか?
材料、精度レベル、バッチサイズに関する情報をご提供ください。LS Manufacturingより2時間以内に詳細な価格をご提示いたします。まずは、オンラインでCNC加工の即時見積もりをご依頼ください。
まとめ
メーカーは、皿穴加工と座ぐり加工のプロセスを科学的に最適化することで、組み立て精度と製品の強度を向上させることができます。皿穴加工プロセスの最適化は、部品の加工誤差と摩耗もさらに改善します。このように、このプロセスは生産プロセス全体の効率を最適化します。
業界標準の皿穴加工および座ぐり加工ソリューションをお探しの場合、または無料のDFM解析ガイドをダウンロードされたい場合は、LS Manufacturingの技術サポートスタッフまでお問い合わせください。お客様の設計目標要件と技術サポートに関するニーズに合わせて、具体的なソリューションをご提供いたします。
精密なCNCフライス加工サービスで設計を最適化しましょう。皿穴加工と座ぐり加工のどちらが最適か、専門家のアドバイスが必要な場合は、LS Manufacturingにご相談ください。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


