CNC加工と3Dプリンティングのどちらを選ぶかは、開発チームにとって難しい選択であり、結果として高額な意思決定ミスにつながることがあります。従来の意思決定プロセスはデータ不足に起因し、予算超過や工期遅延といった問題を引き起こしています。本レポートでは、十分な情報に基づいた意思決定を行うために、経験不足という壁をどのように克服するかを詳しく解説します。
このジレンマを解決するには、データ分析を用いて真のコスト要因を特定することが不可欠です。CNC マシンと3Dプリンティングの選択に関する意思決定ガイドを作成する際に、単位コストではなく総所有コストを特定するという当社のアプローチの妥当性は、コスト削減の実現に大きく貢献するものと言えるでしょう。
CNC加工と3Dプリンティング:クイックリファレンスガイド
| 側面 | CNC加工 | 3Dプリンティング(積層造形) |
| 基本原則 | 減法加工:固体ブロックから材料を削り出す加工法。 | 積層造形:材料を層状に積み重ねて部品を造形する。 |
| 理想的な容量 | 大量生産から中量生産向け。バッチ生産に最適。 | 少量生産、試作品、特注部品。 |
| 素材の種類 | 金属、プラスチック/樹脂/ポリマー/複合材料。材料特性は優れている。 | コンサルタントは、プラスチック、樹脂、金属を主に扱うケースが増えている。材料の特性は異方性を示す場合がある。 |
| 幾何学的複雑性 | 良いが、ツールへのアクセスに制限がある。内部機能の扱いが難しい。 | 素晴らしい。複雑で有機的な形状(格子構造、内部チャネル)を解き明かします。 |
| セットアップとリードタイム | セットアップとプログラミングに時間がかかる。量産時の部品あたりのサイクルタイムは短縮される。 | セットアップは最小限で済みます。リードタイムは部品数に左右されないため、迅速な納期対応に最適です。 |
| コスト要因 | 設備費が高い。減算工程で材料の無駄が生じる。セットアップに人手がかかる。 | 材料の量と印刷時間に左右される。廃棄物は少ない。1枚あたりの材料費は高くなる。 |
| 精度と仕上げ | 優れている:高精度、優れた表面仕上げ。 | 良好:寸法精度は技術に依存します。良好な仕上がりを得るには、後処理が必要になる場合があります。 |
| 主な強み | 実績のある設計に基づき、精度、強度、拡張性を向上させた。 | 幅広い設計自由度により、デザインを繰り返し検討したり、カスタマイズされた形状を作成したりすることが可能。 |
| いつ選ぶべきか | 最終生産部品、高性能用途、厳しい公差、大量生産。 | 試作品、複雑かつ軽量な設計、特注品/少量生産部品、統合アセンブリ。 |
プロセス選択における高額な意思決定のジレンマは、プロセスの単位コストにとどまらず、総所有コストを検討することで解決されました。このフレームワークは、 CNCプロセスと3Dプリンティングプロセスの両方におけるトレードオフの計算を容易にし、開発コストを25~40%削減し、総所有コストの最大化に貢献します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
インターネット上には、CNC加工や3Dプリンティングに関する理論を解説した記事が数多く存在します。この記事が特に興味深いのは、LS Manufacturingという実務家の経験に基づいて書かれている点です。LS Manufacturingは15年以上にわたり、部品のコストに影響を与える加工プロセスに関する課題に取り組んできました。
当社の工房は、ISO 9001の厳格な品質管理システムと国際航空宇宙品質グループ(IAQG)の基準に基づいて運営されています。真の専門知識は、実際の作業工程において苦労して培われたものです。私たちは両者の違いを十分に認識していますが、だからこそ、CNCマシンで理想的な表面品質に加工された航空機部品なのか、それとも3Dプリントされたプロトタイプの真正性なのかを判断できるのです。
以下の提案はすべて、苦労して得た知識に基づいています。3Dプリンティングのパラメータとは何か、最終用途部品の強度を最大限に高めるパラメータ値、そして高温合金を効率的に加工するためのCNC加工方法の改良方法など、私たちは多くのことを学びました。以下は、5万点以上のカスタム部品に関する私たちの知識をまとめたものであり、 CNC加工と3Dプリンティングのどちらを使用するかを決定する際に、費用のかかるミスを避けるのに役立ちます。

図1:LSマニュファクチャリングによる様々な生産方法の比較とコスト評価
CNC加工と3Dプリンティングのコスト構造の違いは何ですか?
したがって、適切なプロセスを選択するには、コスト要因をある程度分析する必要があります。この文書を用いることで、 CNC加工コストプロセスと3Dプリンティングコストの両方を分析することが可能になります。この文書は、偏りのない製造コスト分析プロセスを促進します。
| コスト構成要素 | CNC加工 | 3Dプリンティング |
| 主な運転者 | 原材料となるビレットの重量が最も重要な要素であり、これは総コストの40~60%を占める。 | 特殊原料が主なコストであり、 50~70%を占める。特殊原料が主なコストであり、 50~70%を占める。 |
| 補助ドライバー | 機械時間と人件費は、コストの25%~35%を占める重要なコスト要素です。 | 設備およびシステムの償却費は、コストの20~30%を占める。 |
| 主要変数因子 | 工具の摩耗や消耗品は、総費用の10~15%を占める。 | サポート材の除去や表面仕上げなどの後処理作業には、変動費が加算されます。 |
| 経済的なバッチサイズ | 500個以上の注文の場合、汎用アルミニウム部品にとって有利になる。 | 試作品や複雑な部品、そして500個未満の注文にも適している。 |
| 数量コスト差 | 1000個以上の部品を扱う場合、部品あたりのコストを抑えつつ、約35%の高品質な形状を実現できます。 | 部品のコストはほぼ同じになるため、この場合は規模の経済は働かないことになる。 |
CNC加工コストに関しては、量産体制が理想的です。しかし、少量生産で複雑な形状を扱う場合は、 3Dプリンティングのコストが最も適しています。実用的な製造コスト分析を行うには、まず特定のバッチサイズでのコストを計算してください。生産量が500個を超える場合は、競争力のあるTCO分析を行う必要があり、その場合はCNC加工が最も適しています。

バッチサイズに基づいて最適な製造プロセスを科学的に選択する方法とは?
現在のビジネス状況においてどの生産プロセスが最も効果的であるかを十分に情報に基づいた意思決定を行うためには、経験則ではなくデータに基づいた戦略を用いる必要がある。大量生産の選択について体系的な意思決定を行うために提供されるデータは以下のとおりである。
多要素評価フレームワークの確立
バッチサイズ、部品の複雑さ、必要なリードタイムという3つの変数を同時に考慮することで、選択の簡素化について検討します。例えば、同じ生産量であっても、トポロジーに基づいたシンプルなブラケットとエンジンマウントでは、経済的な比較において異なる結果となるでしょう。マトリックスを用いることで、これらの変数に重み付けされた値が得られ、意見に左右されることなく、製造コスト分析に基づいた判断が可能になります。
主要バッチサイズ閾値の定量化
最初の経験則の開発には、125以上のプロジェクトが使用されました。単純な幾何学的部品の場合、 3DプリンティングサービスとCNC加工サービスのコスト予測の分岐点は、 80~100個の間であると推定されます。これは、CNCの高額な初期プログラミングおよびセットアップコストがすぐに償却される一方、付加コストは部品数にほぼ比例して増加するため、大量生産においては効率の低い選択肢となるためです。
複雑性への対応:二次的な臨界点
内部通路や生物学的格子構造を含む幾何学的に複雑な部品は、この段階で重要になります。このような場合、加工に伴う問題により処理時間が長くなるため、CNC生産に基づく従来のコスト競争力は低下しますが、 3Dプリンティングによって提供される幾何学的自由度により、そのような影響は小さくなり、高価な多軸CNC加工を妨げ、ケーススタディではCNC加工サービスへの移行が妨げられ、 200~300ユニットの間でクロスオーバー値が発生します。
このようなアプローチを用いる場合、最初のプロセスは、対象となるバッチに基づいてコンポーネントを設計する際に、コンポーネントの複雑度レベルを割り当てることです。複雑度の低いコンポーネントに適用する場合の割り当て単位は80~100単位であり、複雑な設計の場合は200~300単位となります。
2つのプロセスにおける異なる材料の費用対効果を定量的に比較するにはどうすればよいでしょうか?
材料費は製造工程の選択において重要な要素ですが、単純な数値だけでは文脈を無視して判断するのは非常に誤解を招きます。本研究では、特殊粉末を用いた3Dプリントのコストとバルク材料を用いたCNC加工のコストを数値で比較し、現実的な比較を行うために必要な情報を提供します。
| 要素 | CNC加工 | 3Dプリンティング |
| 原材料費 | バルク材料の棒材や板材はコストが安い。例えば、 316Lの場合は約8ドル/kgである。 | 特殊な原料粉末や樹脂ははるかに高価です。例えば、 316Lの場合は1kgあたり約120ドルです。 |
| 効果的な活用 | 従来、材料利用率は40~60%であり、切削加工では大量の材料が無駄になっていた。 | 投入された材料をほぼ100%利用するとともに、支持構造物の無駄を最小限に抑える。 |
| 主要な最適化手段 | 戦略的なネスティングと高度に最適化されたCAMプログラミングにより、稼働率を最大85%まで高めることができ、 CNC加工コストを桁違いに削減できる可能性がある。 | コスト最適化は主に、造形チャンバーの容積を最大限に活用し、支持構造物の量を削減することに重点を置いています。 |
| 経済的バッチしきい値 | 316L素材で作られた製品のケースを分析すると、生産量が150個を超える場合、最適なCNC加工は3Dプリンティングよりも経済的である。 | 非常に少量( 50個未満)の加工や、CNC加工による無駄が許容できないほど複雑な形状の加工において、依然として優位性を維持します。 |
| 総コスト影響 | 最適化後、 150個を超えるバッチのCNC加工コストは、積層造形による代替案と比較して最大42%低くなる可能性があります。 | 単価に関しては大きな差はなく、単純な形状の場合は拡張性は期待できない。 |
最適な製造プロセスを選択する際には、部品あたりの実効材料コストを定義する必要があります。CNC加工の場合、これは(ブランクコスト/利用率)となりますが、 3Dプリンティングの場合は(粉末重量×粉末コスト)となります。150個を超える生産量では、利用率を最大化するために、CNC加工と高度なネスティングを併用して部品を製造することに重点を置く必要があります。
図2:LSマニュファクチャリング社によるCNC加工で製造された精密部品のコスト評価
部品の複雑さは、プロセス選定の経済性にどのような影響を与えるのか?
ピボットの理由は部品の複雑さであり、その効果はCNC加工と3Dプリンティングのコストモデルに見られる典型的な内訳を逆転させる。幾何学的部品に内部チャネル、格子、または有機的な形状を組み込むと、部分または体積によって実行される典型的な分析が、最適ではない製造プロセスの選択に正しく一致するようになる。このようにして、複雑さの経済的価値を適用して示すことができる。
コストモデルにおける複雑性の定義と定量化
- 定量化の方法:主観的な指標を使用する代わりに、 CNCマシンの設備へのアクセス、二次加工、および特殊な治具に基づいてCNC操作の複雑さを評価します。
- 実用例:コンフォーマル冷却金型の場合、 CNC加工では5回の段取りが必要だったのに対し、 3Dプリンティングでは1回の段取りで済んだため、コストが60%削減され、所要時間が3週間から5日に短縮されるという想定が検証されました。
積層造形のための設計(DfAM)原則の活用
- DfAMの統合方法:トポロジー最適化は中間段階とは見なされず、アセンブリを統合するために製造可能性分析と統合されます。
- 達成された成果:医療機器の分野において、この技術を用いることで、CNCマシンで製造された元の複雑なアセンブリと比較して、重量が40%軽く、製造コストが35%低い最適化された部品を作成することができた。
複雑性調整損益分岐点の計算
- 変化をどのようにモデル化するか:数量に基づく損益分岐点の計算を修正し、CNCのコストを増加させる複雑性係数を追加することで、複雑さを考慮に入れます。
- データに基づいた意思決定:これは、部品の内部構造が複雑化するにつれて、 3Dプリンティングから機械加工に切り替える際の経済的な分岐点が、100個ではなく300個を超える可能性があることを意味します。これは、製造プロセスの選択における根本的な変化です。
この特定の目標を達成するには、部品に関する複雑性ペナルティを決定する必要があります。部品に複雑性ペナルティがあると仮定すると、新たな目標は、試作品または初回生産品に3Dプリントサービスを優先的に利用することです。最終的な製造プロセスを選択する際には、従来の量産損益分岐点分析方法ではなく、この新しい損益分岐点分析方法を使用します。これにより、貴重な部品を購入するために必要な精度が得られます。
精度要件がプロセス選定に及ぼす主な影響とは?
CNC加工サービスと3Dプリンティングサービスを比較する場合、コスト面と相反する可能性のある公差要件が存在します。以下の文書に記載されている積層造形プロセスによる機能仕様を満たせない場合、高い公差レベルで加工するだけではコスト効率が悪くなる段階に容易に達する可能性があります。
重要な許容誤差をプロセス能力にマッピングする
これらの基準は実現可能性マトリックスで評価します。基準はプロセス固有のものでもあります。基準は設計図の要件から導き出されます。基準には±0.025mmの公差が含まれる場合があります。これはCNC加工サービスでは指標基準ですが、 3Dプリンティングサービスでは無関係です( ±0.2mm )。これは、重要寸法と非重要寸法の観点から行うことができます。
精度向上のための後処理の真のコストを定量化する
当社の手法は、3Dプリント部品がCNC加工と同等の表面仕上げを実現するために必要な補助工程をモデル化することで、隠れたコストの問題に対処します。Ra 0.8μmの表面仕上げの場合、 3Dプリントされたニアネットシェイプ部品をソリッド素材から機械加工する場合と比較して、機械加工にかかる追加時間とコストを計算し、それを製造コスト分析全体に組み込みます。
戦略的ソリューションとしてのハイブリッド製造の導入
必要に応じて、3Dプリンティングを用いて複雑なニアネットシェイプを作成し、材料を節約しながら、必要に応じてCNC加工サービスで精密な仕上げ加工を行います。この技術により、お客様は総コストを25%削減するとともに、CNC加工および積層造形部品の後処理における材料の無駄を最小限に抑えることができました。
このためには、部品の図面を監査して、普遍的な公差と重要な局所的な公差を特定する必要があります。普遍的な公差と重要な公差の両方を示す製品については、複雑な部品には3Dプリンティングサービス、機能部品にはCNC加工を用いたプロトタイプ製造のためのハイブリッド製造計画を作成できます。RFAで使用される方法論は、コスト面での技術的深みと重要な性能面での精度を重視した精密さに重点を置いています。
納期が厳しい場合、プロセス選定はどのように最適化すべきか?
納期は、その緊急性ゆえに、コストをスピードよりも重視する従来のプロセス選択基準をすべて覆してしまう。時間的制約のある納期の中で最良の結果を確保するために、厳しいスケジュールを伴うプロジェクトに取り組むための戦術的な方法が存在する。
プロジェクトのマイルストーンに基づいた戦略的なプロセス選定
各段階を最適なプロセスフローに合わせるための所要時間を項目別に示します。1 ~3日で検証用のプロトタイプを作成するプロセスでは、 3Dプリンティングサービスを利用します。機能的なプロトタイプを作成し、市場投入までの時間を短縮しつつ、特定のプロセスに早急に縛られないようにするためには、設計を確定した後、 CNC加工サービスを利用します。
並列処理を導入してリードタイムを短縮する
工程上のボトルネックによって生じる困難を軽減するため、クリティカルパス上の作業を並行して実施します。例えば、あるCNC加工サービスが最終工程のプログラミングを行っている間に、別の作業として3Dプリンティングサービス用のブリッジツールを製作したり、治具を組み立てたりするといった作業を行います。この方法により、50個の緊急注文の納期を少なくとも30%短縮することができました。
重要部品のデジタル在庫管理の活用
これらは緊急かつ繰り返しの注文であるため、頻繁に使用される標準的な原材料/部品は事前に仕入れルートを確保し、在庫を常備しています。そのため、 CNC加工サービスは材料調達のために2~3日待つ必要がなく、残りの工程は形状加工のみとなるため、大量生産においても適切な選択肢となり得ます。
実行に移すには、タイムラインを完成度に合わせて調整する必要があります。最初の製品については72時間以内に3Dプリンティングを適用し、20個以上の製品についてはCNC加工を適用します。並行実行を計画するためには、サプライヤーとの連携をできるだけ早く行う必要があります。これにより、競争力のある実行における俊敏性を確保できます。
図3:LS Manufacturing社による製造選定における3Dプリント工程の様子
ハイブリッド製造によってコストとパフォーマンスのバランスを取るにはどうすればよいか?
CNC加工と3Dプリンティングのどちらを使うべきかという戦略的な問題は、誤った二者択一のジレンマの一つです。ハイブリッド製造は、両方のプロセスを戦略的に統合して単一の部品に組み込むことで、どちらか一方だけでは生み出せない価値あるものを生産するため、この問題を解決します。この文書では、統合製造プロセスを選択する根拠について説明します。
戦略的プロセス配分のための構成要素の分解
- 部品の分析方法:各技術タイプの適用範囲を特定するために、幾何学的および機能的な分解を行います。
- 実用例: 3Dプリント用の高性能金型にコンフォーマル冷却チャネルを配置し、精密CNC加工のために重要なシール面や取り付け面を考慮しました。このハイブリッド技術により、コストを40%削減することができました。
最初からハイブリッド製造を前提とした設計を行う
- DfAMとDFMを同時に実装する方法:ニアネットシェイプは、重要なインターフェース領域に基準点と余剰材料を含めて、 3Dプリント用にDfAMで設計されます。
- 達成された成果:気密シールの±0.025mmの公差を達成するために必要なCNC加工の形状と、表面仕上げ値Ra 0.8μmの材料特性が得られます。
パフォーマンスとコスト削減効果を定量的に検証する
- 総価値の算出方法:総価値は、軽量化、性能向上、および総コストの値に基づいて計算されます。
- データに基づいた結果:自動車部品の製造に関して、この手法を用いることで、有機格子(3Dプリント)を使用して最大25%の軽量化を実現し、機械加工部品やプリント部品と比較して加工点を20%強化し、コストを削減することが可能になった。
部品製造におけるハイブリッドプロセスを開始するにあたり、まずは部品の構成要素を機能に基づいて分析する必要があります。複雑な機能は3Dプリンティングに、機能的な表面はCNC加工にそれぞれ割り当てられます。ハイブリッド部品は、部品設計に治具機能を組み込んだ設計となります。この戦略的な統合により、従来のCNC加工と3Dプリンティングのどちらを選択するかという判断を超え、高付加価値用途において優れた製造プロセス選択を実現します。
小ロット生産におけるプロセス最適化によるコスト管理方法とは?
少量生産では、規模の経済を無視せざるを得ない技術的なコスト問題がいくつか発生します。このような場合、通常の対策では効率が上がらない可能性があるため、プロセスの最適化がコスト削減に大きく役立ちます。以下では、生産量が100個未満の場合のCNC加工コストと3Dプリントコストを最小限に抑えるための可能性について概説します。
加工手順の標準化による段取り時間の短縮
初期設定にかかる高額なコストに対処するため、一般的な加工手順とツールパスのライブラリをご提案します。これにより、類似部品のプログラミングと治具調整にかかる時間を最大50%削減でき、バッチあたりのCNC加工コストを低減し、納期を40%短縮することが可能になります。
モジュール式治具システムの導入
新規作業ごとに治具を設計する代わりに、調整可能なクランプと位置決め装置を組み込んだモジュール式グリッドシステムを採用することで、同じ治具を様々なプロジェクトで使用できるようにしました。これにより、小ロットCNC加工コストの最大の要因の一つである治具設計作業が不要になり、コスト削減に大きく貢献しています。
積層造形におけるバッチ最適化の活用
3Dプリントのコスト削減を目指し、チャンバーの容積を最大限に活用するため、複数の顧客部品を一体成形することに成功しました。当社が使用するネスティングソフトウェアは、部品の大量生産によって機械のコストを相殺し、容積を効果的に活用することを可能にします。その結果、 5~10個の部品を製作する場合、顧客部品のコストを30%削減することができました。
コスト抑制に関しては、CNCセットアップの標準化のためにプロセスを分析してください。3Dプリンティングに関しては、造形密度を高めるためにすべての注文を統合することが不可欠です。戦略的に、このプロセス主導の最適化により、戦略的な大量生産を選択する前に、他の戦略的な選択肢として小ロット生産が可能になります。
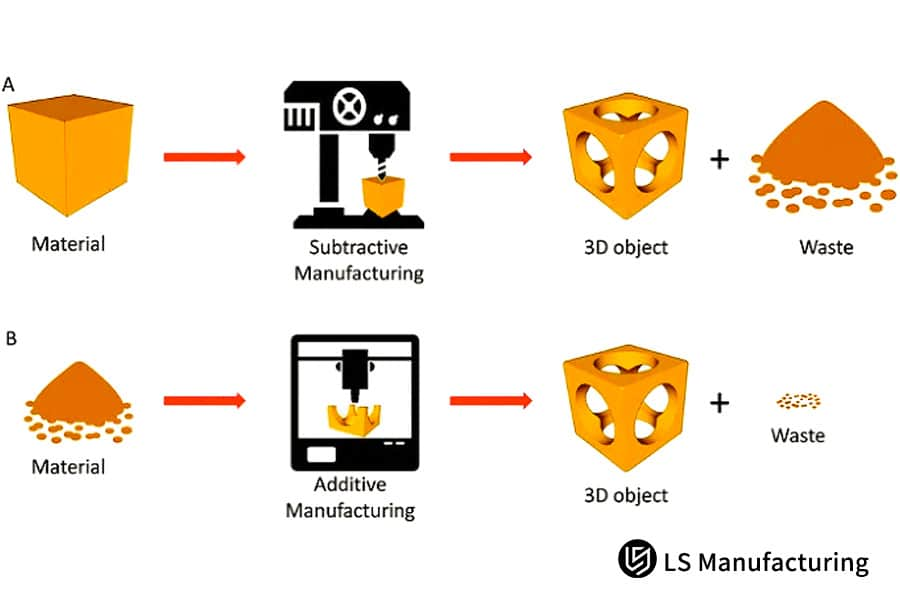
図4:LS ManufacturingによるCNC加工と3Dプリンティングのコストとサービスの比較
LSマニュファクチャリング:外科ナビゲーション用ステント製造の最適化
このケーススタディでは、LS Manufacturing社が直面した重要な岐路を、積層造形と切削加工の両方を組み合わせることで克服し、医療機器製造のための実現可能なソリューションを提供した事例を紹介します。これは、複雑なCNC加工と3Dプリンティングという重要な岐路において、当社が最も得意とする分野を具体的に示すものです。
クライアントの課題
医療機器を開発する企業は、Ti-6Al-4V ELIグレード23材を使用した手術用ナビゲーションブラケット200個と、±0.05mmの穴径公差を必要としていた。5軸CNC加工サービスの全工程に関する価格見積もりは予算を45%超過したが、わずか4週間で納品可能であった。一方、 3Dプリンティングサービスの全工程では、必要な引張強度と重要な表面精度を満たすことができなかった。
LSマニュファクチャリングソリューション
部品の格子構造は、最適なサポート構造設計を可能にし、後処理を軽減するため、採用されます。キー位置決め面と穴は、5軸CNCマシンで加工され、 ±0.05mmの公差とRa 0.8μmの精度を達成します。
結果と価値
総コストは38%削減され、リードタイムは4週間から12日に短縮されました。部品の最終重量は30%削減されました。市場投入までの期間は2週間延長されましたが、利益率は22%向上しました。これらはすべて、外科手術のような精密さを維持しながら達成されました。
このことは、製造プロセス自体の選択において、唯一の方法がないことが明らかであるこの特定の状況にも反映されています。なぜなら、製造自体の統合ハイブリッドアプローチの観点からコンポーネントの機能要件を検討することで、医療業界における技術的な市場優位性という点でメリットが実現されていることが明らかだからです。
下記をクリックして、CNCおよび3Dプリンティングプロセスの専門的な分析を受け、プロジェクトの問題を解決しましょう。

科学的な製造プロセス意思決定プロセスを確立するには?
製造工程の選択における推測を排除することは、体系的なデータ分析方法によってさらに保証されます。これは、部品仕様の複雑な用語をデータスコアリングシステムに変換することで解決できます。このシステムにより、 CNC加工サービスと3Dプリンティングサービスのトレードオフを以下の点に関して比較検討することが容易になります。
要件を重み付きパラメータに分解する
一般的なフィルタリング要件については、プロジェクトはバッチサイズ、幾何学的複雑さ、公差、材料から臨界公差に至るまで、 12のパラメータ次元に分割されます。これらのパラメータには、表面仕上げなどの動的な重みが割り当てられ、例えばベアリングハウジングとダクト部品では重要度が異なります。
アルゴリズムによるシナリオ分析の実行
むしろ、当社のシステムでは、比較はシミュレーションプロセスによって行われます。このアルゴリズムは、製造プロセスに関連する数百のシナリオを分析し、 CNC加工サービスのみ、 3Dプリンティングソリューションのみ、そしてこれら2つの製造ソリューションを組み合わせた場合のコストと処理時間を算出します。アルゴリズムは、コスト関数が交差する正確な位置を特定し、この複合製造方法によって20%から40%のコストメリットが得られる形状を示します。
実行可能な実装ロードマップの作成
その結果、ガイドラインではなく、完全かつ詳細なプロトコルが作成されます。このプロトコルによって、実行順序、ハイブリッドプロトコルにおける各機能の実行方法、およびフェーズゲート方式によるタイムラインが決定されます。これにより、複雑な製造プロセス選択の手順が容易に実行可能な機能となり、顧客にとってプロジェクトの負担が大幅に軽減されます。
そのためには、バッチサイズ、複雑さ、材料といった側面に着目し、部品の12の主要属性を体系的に特定し、そのデータを用いてプロジェクトの時間と品質リスクを比較する必要があります。そうすることで、プロセス選択を制約ではなく重要な差別化要因とするための技術的な洗練度を高めることができるでしょう。
よくある質問
1. CNC加工と3Dプリンティングのコスト面での転換点は、一般的にどこにあるのでしょうか?
構造物における単純な部品のコストの変曲点は、部品数が80~150の範囲で達成される一方、複雑な構造物では、部品数が200~300の範囲で達成される。コスト構造は、材料の複雑さと精度の見積もりに基づいて決定される。
2. 3Dプリンティングは、少量生産において本当に経済的なのでしょうか?
部品番号を持つ最大50個の複雑な部品に関しては、 3Dプリンティングは金型のコストと比較してコスト削減効果があり、 CNC加工と比較しても30~50%安価になるという結論に至った。
3.2つのプロセスのパフォーマンスの違いをどのように評価するか?
CNC加工で製造された部材の密度と等方性係数は100%であるのに対し、3DP加工された部材は等方性の特性を持ち、実際の強度係数は鍛造部品のわずか80~95%に過ぎない。
4. 3Dプリンティングは大量生産のコスト削減につながるか?
バッチサイズが5000個を超えると、CNC生産は規模の経済性を発揮し、コストは3Dプリンティングよりも40~60%低くなります。3Dプリンティングは小規模生産に適しています。
5. ハイブリッド製造はどのようにしてコスト最適化を実現するのか?
3Dプリンティングは複雑な形状の加工に適しており、 CNC加工は重要な部品の加工に適しています。これら2つの技術を組み合わせることで、コストを30~40%削減できるだけでなく、性能も20%以上向上させることができます。
6. 2つの工程について、迅速かつ正確な見積もりを取得するにはどうすればよいですか?
3Dファイル、材料データ、バッチサイズ、必要な公差精度をアップロードするだけで、簡単に即時見積もりを取得できます。LS Manufacturingチームは、詳細情報を受け取ってから2時間以内に比較見積もりをお送りします。
7.新素材の開発は、プロセス選定にどのような影響を与えるか?
高性能複合材料は3Dプリンティングに適しており、高導電性材料はCNC加工に応用される。材料に適した加工プロセスを確立するには、材料特性に関する知識が不可欠である。
8.少量生産のCNC加工コストを削減するには?
LS Manufacturingは、標準化されたプロセス、モジュール式設備、および資材管理を活用することで、小ロットCNC加工のコストを25~30% 、リードタイムを35%削減することに成功しています。
まとめ
科学的なプロセス選定に基づくバリューエンジニアリングによって、製造企業はコストを最大化するとともに、市場投入までの時間を短縮することができます。LS Manufacturingが開発した、実際の数値に基づいた意思決定プロセスは、多くの顧客にとって25%から40%のコスト削減を実現する上で役立つでしょう。
お客様のご要望に合わせたプロセスソリューションの比較検討と適切な見積もりをご希望の場合は、 LS Manufacturingの技術グループまで直ちにご連絡ください。両オプションに関するコスト分析と最適化のアドバイスをご提供いたします。
プロジェクト選定に関する問題を正確に解決するために、今すぐプロによるCNC加工および3Dプリント工程分析をご活用ください!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


