
5軸同時加工は複雑な輪郭加工において最も先進的な技術ですが、コスト増と工程計画の複雑さから普及には至っていません。現在、多くの製造業企業は、効率的な5軸加工と、経済的に実現可能な3+2インデックス加工のどちらを選択するかという課題に直面しています。こうした状況は、通常、機械稼働率が30%未満にとどまるか、製品が精度基準を満たさないという結果につながります。
根本的な問題は、仕様書の複雑さと、指標を用いた意思決定モデルとのギャップにあります。従来の意思決定手法では、真のトルク曲線や熱精度マップといった重要な動的要因が考慮されていません。当社のシステムは、2000を超える複雑なコンポーネントを収録した独自のデータベースを活用することでこの問題を解決します。このデータベースは、指標を用いた意思決定モデルを開発することで、生産シナリオにおける能力と特定の要件およびコストとの正確な相関関係を保証します。
5軸同時加工:クイックリファレンスガイド
| セクション | コアコンテンツ |
| ジレンマ | 複雑な曲面を生成する場合、周囲に制約が生じます。利用率が30%未満に影響する場合、経済的だが制約のある3+2インデックス方式と、一度に高精度な5軸同時加工方式のどちらを選ぶかは異なります。 |
| 根本的な原因 | 選定は、変更されない仕様書に基づいて行われる。測定可能なモデルは存在しない。プロセス適合性、トルク、熱精度といった非常に重要な動的パラメータは適用されない。 |
| 当社のソリューション | 当社が提供するのは、 2,000種類以上の複雑な部品のデータベースに基づいたデータ駆動型の選定システムです。このシステムは、加工トルク曲線と精度を高めるためのヒートマップを計算し、加工要件を正確な技術仕様に結び付けます。 |
| 技術比較 | 3+2軸加工:複雑な形状を含む多面体モデル向け。5軸同時加工:複雑な形状の連続モデル向け。 |
| 意思決定フレームワーク | プロセス: 1. 部品の形状と公差を決定する。2. 切削経路と負荷を分析する。3. 機械の運動特性と熱特性を調整し、実際の加工セッションでも精密な切削を可能にする。 |
| 成果と影響 | 投資に関する十分な情報に基づいた最適な意思決定を促進します。能力に基づいて製造される機械/部品に関して、資源の利用効率を最大化します。 |
当社は、5軸精密鋳造と量産における現在の大きなコスト差を解消します。当社の革新技術はもはや推測に頼る必要がなく、お客様の部品やプロセスも考慮に入れ、お客様にとって最適なソリューションを決定いたします。これにより、お客様が必要とする精度と生産性を実現しつつ、無駄をなくすことをお約束します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
今日、インターネット上には5軸CNC加工に関する数千もの記事が存在する。しかし、この記事は、単に知識があるだけの人ではなく、実際にこの分野に携わってきた人々によってまとめられた数少ない記事の一つである。私たちの知識は、どれほど経験を積んで洗練されていても、やはり彼から学ぶべきものなのだ。
これらは、 5万回を超える複雑な部品の生産実績に基づいています。当社は、切削工具の精密かつ連続的な動作が求められる航空宇宙産業向けにインペラを供給しており、また、表面仕上げの完璧さが求められる医療機器用筐体も供給しています。これらすべては、熱ドリフトの補正からPCDツールとの連携に至るまで、あらゆる面で当社の能力を向上させるための手段であり、プロセスでした。
当社の手順および方法の保証を目的として、当社は、業務の卓越性と技術的能力に関して、米国生産在庫管理協会(APICS)やTWI Globalなどの信頼できる情報源によって認められている業界標準に当社の手順および方法が適合していることを特に重視して保証します。上記のとおり、実際の製造基準に対する当社の情熱と経験は、このサイトでお客様が求めるアドバイスが正確であり、お客様の成功を支援する指針として役立つことを保証するために大いに役立ちます。

図1:LSマニュファクチャリング社による高度な5軸加工プロセスが精密に実行されている様子
5軸同時加工は、複雑な部品製造における効率性をどのように再定義するのか?
5軸同時加工は、 5軸の複雑な部品製造を1回のセットアップで実現できるという点で、従来の加工技術の限界を克服しています。しかし、その最大の利点は、複数の軸で同時に加工を実行できる能力にあるのではなく、多段階プロセスにおけるシステム的な非効率性や精度不足を解消できる能力にあるのです。
- セットアップによる誤差の排除:誤差の問題は基本的に治具工程で蓄積される誤差に焦点を当てていますが、ブリスク仕上げ工程は、1回のクランプ工程でブリスクのすべての面を加工するために5軸同時加工工程で完了する必要があり、輪郭が0.025mmの公差内で正確でなければならないため、加工工程中にブリスクの位置合わせに誤差が生じないようにする必要があります。
- 動的工具係合の最適化:真の効率最適化は、理想的な切削条件を維持することにあります。当社では、カッターの有効直径が常に係合するように工具ベクトルをプログラムし、先端接触不良を防ぎます。この技術により、切削力が安定し、機械上で直接表面仕上げが向上し、工具寿命が延びるため、部品あたりの加工時間とコストを同時に削減できます。
- 非切削動作の最小化:エアカットでは非効率性が見られ、多くの特徴と短すぎる壁を持つ部品では、複数のカットが全パス長の大部分を占めます。独自のCAMプログラミングは、最適なパスを1ステップで計算することで、早送りや再加工を劇的に削減し、早送りや再加工などの非切削動作を大幅に削減します。
- 負荷がかかった状態での安定性の確保:この課題を克服するための基本的なアプローチは、複雑で動的な動作において高い精度を確保することです。このような困難を克服するために、加工前にシミュレーションを実行し、切削加工中の機械の運動学と負荷をモデル化します。これにより、高速動作でも意図した精度が確保され、複雑な部品製造において、効率向上を現実的かつ確実に実現できます。
このホワイトペーパーでは、5軸同時加工を成功させるための戦略ガイドを提供します。当社の競争優位性は、プログラミング戦略、工具の物理特性、機械のダイナミクスといった技術統合に重点を置くことで、高度な機械の使用において、速度、品質、コストの面で常に最高のパフォーマンスを提供することにあります。

3+2軸加工と5軸加工の精度にはどのような違いがありますか?
3+2軸加工と連続5軸加工の選択は、複雑な部品の加工精度に大きな影響を与えます。この精度比較は、両者のモーションコントロール原理の根本的な違いに起因しています。本書では、理論的な仕様にとどまらず、測定可能な性能結果に基づいて選択プロセスを導くためのデータ駆動型分析を提供します。
| 側面 | 3+2インデックス加工 | 連続5軸加工 |
| 基本原則 | 個別位置決め。高精度回転テーブルを使用し、切断中は所定の位置に固定されます。 | 連続的なツールパス補間。5軸すべてがRTCP制御下で同時に動作します。 |
| 精度ドライバー | 回転軸の精度と再現性は0.001°まで。 | 動的動作経路の精度と、協調動作におけるボリューム誤差の補正。 |
| 典型的な用途 | 平面を持つ多面体状の角柱部品。 | 複雑で彫刻的な表面と、アンダーカットのある深い窪み。 |
| 主な制限事項 | 工具の向きが固定されているため、複雑な3D形状では精度が低下します。2.5Dフライス加工には優れています。 | 性能は機械の運動学と制御システムに依存する。 |
| パフォーマンスデータ | 工具の傾斜角が30°を超えると、輪郭誤差は公称値と比較して大幅に増加します。 | 一貫した精度を維持します。レーザートラッカーのデータによると、高角度での誤差は3+2の約40%にまで減少しています。 |
最も最適な戦略を慎重に検討する必要があります。まず、部品に存在する最も一般的な形状タイプを調べます。多面体プリズム部品の場合は3+2インデックス方式を採用し、セットアップの整合性コンセプトを重視します。また、多面体セットアップに伴う精度低下を回避するために、 連続5軸の3Dサーフェスを採用します。全体的な戦略は、モーションコントロールのガイドラインで説明されているパフォーマンス指標に依存します。
部品の幾何学的特徴に基づいて、5軸加工モードを科学的に選択する方法とは?
最適な5軸加工戦略の選択は、高付加価値製造における重要な課題です。恣意的な選択や経験則に基づく選択は、著しい非効率性や不十分な精度につながります。解決策は、 5軸加工を選択するための体系的な方法論にあります。これにより、意思決定を直感から部品の幾何学的特徴の定量的な分析へと移行させることができます。この科学的な選択プロセスは、形状と最も効果的かつ経済的な加工モードを直接的に関連付けます。
幾何学の分類:基礎となるステップ
このプロセスの最初のステップは、対象物の分析と分解分析です。まず、金型インサートの角度付き領域のような離散的な平面形状と、ブリスクの翼形のような複雑な形状の物体を区別する必要があります。もちろん、これは通常のプロジェクトでは、CAD(コンピュータ支援設計)による曲率分析によってのみ実現可能です。
意思決定マトリックスを用いた定量化
曖昧さは、定量化された選択マトリックスの使用を参照することで解消されます。プリズム特性が支配的な製品部品には、 3+2インデックス加工が採用されます。この加工の軸固定安定化方式は、平面フライス加工における体積精度を高く保証するため、最適なサイクルタイム設計は、各部品につき15分という目標達成に直接つながります。
真の3D輪郭を実現するために連続的な動きを義務付ける
非プリズム面が支配的であることが確認された場合、連続5軸加工が不可欠となります。連続5軸加工が不可欠となる物理的原理は、彫刻面上の切削ベクトルの最適な係合と制御のためには、軸の同時補間が唯一の選択肢となることです。これは、例えばRa 0.4µmといった特定の仕様の表面仕上げの場合に当てはまります。
客観的な推薦のためのソフトウェアの活用
プロセスにおける客観性を最大限に維持し、プロジェクトマネージャーや製造エンジニアの個人的な希望や好みと、実際に達成可能なこととの違いを排除するために、CAMおよび曲率解析ソフトウェアを使用して、部品の形状において一定の閾値を超える傾斜が必要となる領域を客観的に判定します。このソフトウェアは、特定の解決策が必要となる幾何学的複雑性の領域を客観的に推奨します。
この手法は、5軸加工を選択するための直接的かつ実践的な枠組みを提供します。主観的な論理に基づく他のすべてのプロセスと比較して、このプロセスが提供する利点は、幾何学に基づいた客観的な論理であり、推測を排除し、製造業者が部品の要求仕様と技術の能力を一致させるための意思決定を行うための決定木のみを残し、それによって最適な製造コストを確保することです。

図2:LS Manufacturing社によるMikronマシンを用いた5軸切削加工の様子
3+2位置決め加工は、量産においてどのような独自のコストメリットを提供しますか?
連続5軸加工は比類のない柔軟性を提供する一方で、 3+2軸加工は量産において決定的な経済的メリットをもたらします。大量生産に適しているのは、本質的に技術的な簡素化が実現されているためであり、それが直接的に運用コストの削減につながります。本分析では、そのコスト優位性を定量化し、戦略的な導入の明確な根拠を示します。
| 側面 | バッチ生産への影響 | 測定可能な成果 |
| プログラミングとセットアップ | 簡略化された固定角度プログラミング。サイクルは標準化された2.5Dサイクルです。 | プログラミング時間は、複雑な5軸サイクルに比べて約60%短縮されます。 |
| 工具の摩耗と寿命 | 固定された向きにより振動が防止されます。 | 自動車金型の試験では、断続的な切削は工具寿命を20~30%向上させるため、避けるようにしてください。 |
| 加工効率 | 特定の環境下で高い材料除去率(MRR)で加工される。 | 許容される送り量の増加により、角柱状部品の表面加工におけるサイクルタイムが短縮される。 |
| 単位あたりのコスト | プログラミング、治具、サイクルタイムを最適化した総コスト。 | 所定の部品形状の場合、連続5軸加工と比較して最大45%の加工時間を削減できます。 |
| 最適なバッチサイズ | 高い段取り効率が、多数の同一部品に分散される。 | 通常、500個を超えるロットで最大の投資対効果(ROI)を実現します。 |
部品が角柱状形状を主体とする場合、 3+2加工によるバッチ生産は理想的です。この技術は、制御ロジックを2.5Dに簡素化することでコスト面での優位性を実現し、より安定した切削によって工具寿命を最大限に延ばし、より高い送り速度での加工を可能にします。さらに、データ駆動型の手法を用いて技術選定を行えば、3+2加工の有効性と安定性によってコスト削減につながることが示唆されるでしょう。
連続5軸加工において、マイクロメートルレベルの精度と安定性制御をどのように実現できるのか?
連続5軸加工では、ダイナミクス、ドリフト、誤差の影響による潜在的な障害のため、ミクロンレベルの精度を達成することが困難になります。したがって、安定性制御に関連するすべてのプロセスに対するフィードバックと予測を実現するための閉ループプロセスを提供するプロセスの実装から困難が生じる可能性があります。このプロセスでは、次の実装が行われます。
直接フィードバックによるハードウェア基盤の構築
競技報告書の基準を満たすために最初に行うべきことは、機械の直線軸にガラススケールを実装することです。機械軸にガラススケールを設置することで、 0.0001mmの分解能で軸位置のフィードバックをCNCシステムで使用できるようになり、完全なクローズドループシステムが構築されます。
熱ドリフトを積極的に補正する
工作機械は当然ながら熱を発生しますが、これを監視せずに放置すると、精度を完全に損なうほどの極端な歪みが生じる可能性があります。そこで、構造上の重要なポイントを追従する複数のインサイチュ温度センサーを使用し、アルゴリズムによって軸を熱ドリフトに対してリアルタイムで調整することで補正を行います。この能動的な補正方式により、ドリフトを±0.005mmといった狭い範囲に抑えることが可能です。
動的運動学的精度のキャリブレーション
確かに固定状態では高精度ですが、複雑な動作においては十分な精度が得られません。そこで、レーザートラッカーを用いて動作領域全体の空間誤差マップを作成し、体積精度校正を行います。この誤差マップをCNCマシンにロードすることで、 5軸連続加工中にコントローラはこのデータを用いてツールパスを動的に事前補正し、固有の運動学的誤差をリアルタイムで補正します。
プロセス制御指標を用いた安定性の検証
実証と結果が能力を証明します。これを統計的プロセス管理に基づいて示すために、重要な部品サイズを定期的に測定します。これにより、安定した制御プロセスが達成されていることが保証されます。たとえば、航空宇宙用インペラの72時間加工サイクルでは、サイズが0.015mm維持され、プロセス能力は1.67以上になります。
この文書では、連続5軸加工におけるミクロンレベルの精度を実現するために必要な多層構造の技術システムについて詳述します。計測学と統計分析の力を検証に活用できる能力に基づき、本研究で適用された手法は、機械理論を現実のものへと変換することが可能です。
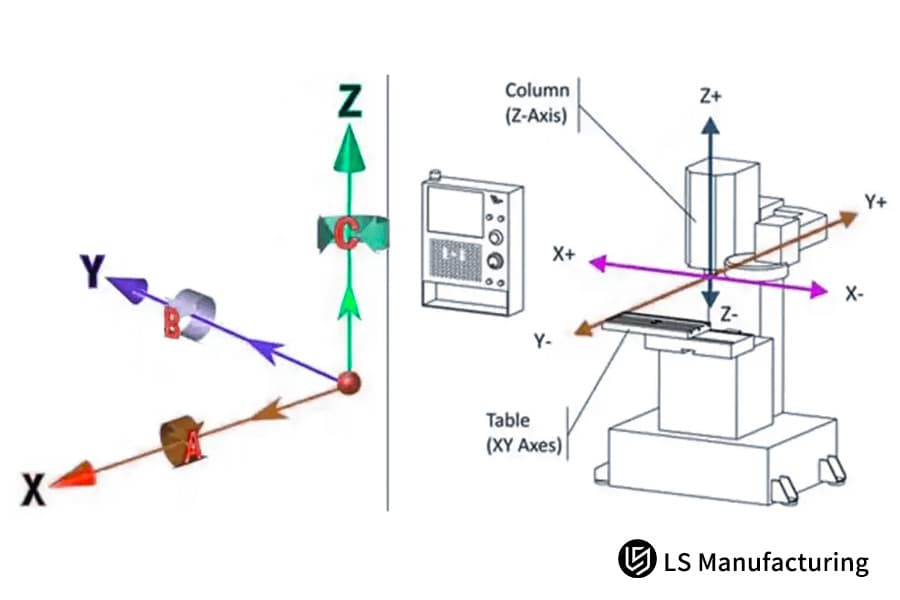
図3:LS Manufacturing社による、インデックス式および同時5軸加工の両方におけるコア軸設定
5軸加工の効率を定量化して投資対効果(ROI)を評価するにはどうすればよいでしょうか?
高性能機械が一定のメリットをもたらすことは実証されていますが、この投資に対する財務的なリターンを判断するのは困難です。従来の投資分析やリターン判定の方法では、投資に対する財務的なリターンを判断することが難しくなります。この文書では、 ROI評価のための構造化されたデータ駆動型手法を提供し、理論的なメリットを超えて、設備、労働力、および総スループットにおける具体的な節約をモデル化します。このモデルは、以下の主要な領域に対応しています。
- サイクルタイム短縮とスループット向上の定量化: 5軸加工の効率化における主要な手段は、付加価値のない時間の劇的な削減です。プロセスの分析を行い、二次段取りの削減と排除による時間短縮効果を算出します。例えば、エアロブラケットの場合、 3+2軸から連続5軸への最適化により、ハンドリングと段取りにかかる全体時間が65%短縮され、投資収益率の基盤となるシステムスループットが向上します。
- 治具とワーク保持の簡素化によるコスト削減効果のモデリング:投資分析において、治具削減領域におけるコスト削減効果という点で最も重要でありながら、これまであまり注目されてこなかった領域の一つに着目し、使用する特殊治具の複雑さと数の影響を比較しました。例えば、タービンブレードの分野では、特殊治具を1つに減らすことで、工具や治具に関するプログラミング時間を15%削減できる5軸加工機を導入できるという結果になりました。
- 不良品、手直し、および品質コストへの影響の計算:単一セットアップでの加工中の精度低下の影響は、現在の品質コストに大きな影響を与えます。このケーススタディでは、不良品と手直しの価値が考慮されています。5軸加工によるハンドリングとセットアップエラーの直接的な削減により、医療用インプラントに関連する特定のケースでは、初回パス歩留まりの不良率が40%減少しました。これは、バリューストリーム改善のための良好な基盤となります。
- 包括的な総所有コスト (TCO) 比較の実施:このフレームワークは、5 軸効率のROI 評価のための確固たる方法論を提供し、サイクル タイムやツールから品質やスループットまで、すべてのコスト ドライバーの定量化可能なモデルで憶測を変え、高付加価値製造における設備投資の意思決定のためのデータ駆動型の投資分析を自信を持って行うことを可能にします。
このように、 5軸効率のROI評価を実施するための信頼性の高いアプローチを提供します。実際、品質からスピードまで、すべてのコスト要因のモデルを作成することで推測に頼る必要がなくなり、高付加価値製造における設備投資分析に関して、明確かつデータに基づいた意思決定を行うことが可能になります。
5軸加工における精度とコストのバランスとは?
必要な5軸精度を得るためには、非線形なコストバランスが存在し、精度がゼロに近づくにつれてコストは指数関数的に増加します。収集したデータに基づくと、 ±0.02mmの精度を超えて± 0.01mmの精度にするためのコスト上昇は80%であり、目的は、仕様に無駄な投資をするのではなく、部品のタスク機能を果たす経済的な許容範囲、つまり適切な許容範囲を決定することです。これは、以下の取り組みによって実現されます。
機能的許容範囲と美的許容範囲の定義
次に、公差要件の種類が分類されます。重要なペアリングや空力面では、高い5軸精度が求められますが、重要でない面では、大きな公差許容値が認められます。また、化粧面には、特に要件は規定されていません。検証の種類に関連する機能的な検証方法を通して、機能的な方法では過剰仕様は存在せず、そのため、経済的な精度ソリューションのシナリオを提供する上で重要な箇所にコストを追加する必要があると結論付けられます。
精度の指数関数的なコストを定量化する
このコスト曲線は、過去のプロジェクトのデータを使用してグラフ化されています。これは直線的なプロセスではなく、精度が段階的に向上するごとに、代替案間のコストの差が拡大します。より高価な機械からより複雑なキット、より長いサイクルからより高度な計測技術へとコスト差が拡大していくのです。例えば、 ±0.01mmの公差をプロットするには、 ±0.05mmの公差をプロットする場合よりも300%長いサイクルが必要になる可能性があり、これはコストバランステストを検討する際に非常に重要な情報となります。
階層型製造戦略の導入
当社では、多段階システムを採用しています。部品は、求められる公差レベルに応じて分類されます。高い精度が求められる場合は、熱安定性に優れた特殊機械を使用して加工を行います。この戦略により、設備総合効率(OEE)が最適化され、超精密加工の高コストがすべての作業に適用されることを防ぎ、コストバランスを維持します。
工程内測定および管理による検証
結論を完全なものにするために、統計的プロセス管理、すなわち工程内プロービングについても触れておきます。これにより、機械が設定された経済的な精度レベルで確実に動作することが保証されます。また、より高い精度レベル、つまりコストのかかる段階まで機械が進むことを防ぎます。
本レポートでは、機能分析やモデリングから生産、制御に至るまでデータ駆動型のプロセスである競争力分析を通じて、 5軸精密加工における経済的真実を解明し、最適なコストバランスを実現する方法を提示します。これにより、各ミクロン単位の精度向上が部品にとっての利益につながることを保証します。
5軸加工のコスト構造において、見落とされがちな隠れた要因にはどのようなものがあるでしょうか?
5軸加工のコストを検討する際、初期投資額のみを考慮すると、財務上の過小評価が生じます。実際の総所有コストを決定する重要な要素には、特殊な工具から高度なメンテナンスに至るまで、見落とされがちな隠れた要因が存在します。本稿では、購入価格にとどまらず、財務的な関与全体をモデル化する、適切なライフサイクルアセスメントを実施するための構造化された方法を提示します。このプロセスでは、以下の点を考慮します。
- 特殊工具とワーク保持具の考慮:通常、 3軸工具では不十分な場合があります。5軸加工における動的な力と位置関係は、よりバランスの取れた工具と、その拡張を必要とします。そのため、価格は2倍になる可能性があります。上記のような課題に対し、当社では5軸加工に必要な工具一式を検討し、ご提供いたします。
- 高度な保守と校正を考慮に入れる:これには、精度に関して高い保守基準が求められます。レーザー干渉計の校正と体積検証の保守費用は年間3万ドルから5万ドルと見積もられており、マイクロメートル単位の精度を確保するためには、決して妥協することはできません。保守および再校正契約は、当社のモデルでは予定外の予算超過を引き起こすことはありません。
- 熟練労働者と専門トレーニングの予算編成: 5軸加工センターの場合、操作にはより高度なスキルセットが求められます。また、資格を有する5軸CAMプログラマーの40%の人件費と、当該加工センターのトレーニング費用も考慮する必要があります。さらに、当該加工センターの稼働開始費用、および当該機械の耐用年数にかかる費用も予算に含めます。
- エネルギー消費量と設備要件のモデリング: 5軸加工機はより多くの電力を必要とします。これは、高速回転テーブルや複雑な冷却システムにも当てはまります。エネルギー監査は、当社のライフサイクルアセスメントの一部です。また、電力配分の改善や特殊な基礎工事など、既存建物の改修も考慮に入れています。これらは重要でありながら目に見えない要素ですが、大きな影響を及ぼします。
このフレームワークは、5軸加工コストのライフサイクル全体にわたる包括的な評価方法を提供します。工具や校正から熟練労働力やユーティリティに至るまで、主要な隠れた要因を体系的に特定し定量化することで、現実的な財務分析を可能にし、投資判断が購入価格だけでなく総コストに基づいて行われることを保証します。
図4:LS Manufacturing社製5軸加工システムにおける基本的な動作軸の探究
LSマニュファクチャリング航空宇宙部門:エンジンタービンブレード5軸加工プロセス最適化プロジェクト
航空産業に関連する製造において求められる精度と品質は、ローターの主要部品に関しては特に高い。これに対し、 LS Manufacturing社は、タービンブレードの品質と効率に関する課題に対し、航空エンジンOEM向けのプロセス最適化に関する問題に取り組んだ。問題提起は、718インコネルブレードを5軸加工で処理する際に、3+2プロセスからより優れた連続加工プロセスに移行するための切り替え戦略の設計に関するものであった。
クライアントの課題
顧客の問題点は、インコネル718製タービンブレードの機械加工における深刻な品質および効率の問題でした。現在、顧客の設備で行われている3+2インデックス加工プロセスでは、機械設定によってブレンド領域に0.03mmの加工線ずれが生じていました。このずれは部品の疲労寿命に深刻な影響を与え、規定値を下回っていました。さらに、この非効率的なプロセスでは、1つの部品を製造するのに6時間以上かかっていました。
LSマニュファクチャリングソリューション
本アプリケーションでは、ブレンドラインを避けるため、連続5軸同時加工を用いて翼型表面全体を1回のセットアップで加工することを選択しました。Ni合金の旋削加工では、トロコイドフライス加工を採用し、切削速度90m/分、切削深さ0.2mmを最大化するように加工パラメータを最適化し、最良の結果を得ました。本アプリケーションでは、加工品質に関する懸念や工具コストを完全に排除することで、インコネル718の性能を最大限に引き出すため、積極的かつ完全に制御された加工を選択しました。
結果と価値
工程最適化により、結果に劇的な変化がもたらされました。最終ブレードの精度は0.015mmオーダーに向上し、表面粗さはRa0.4ミクロンに達しました。表面仕上げにおけるウィットネスラインは完全に消失しました。加工サイクル時間は58%以上短縮され、部品1個あたりわずか2.5時間となりました。さらに、工程最適化によって工具寿命が3倍に延びたことで、年間200万元以上のコスト削減が実現し、顧客の成長プロセスが急速に加速しました。
この事例研究では、 LS Manufacturingで活用されているスキルセットが、いくつかの困難な状況を克服するために役立ってきたことが明らかになりました。しかし、 5軸連続加工の最適化を含む、職務の範囲を超えた取り組みによって、製造に関連する航空宇宙分野の困難な課題に対する当社の立場を強化することが可能になりました。
5軸精密加工の限界を探り、お客様に合わせた技術評価を受け、効率的な生産変革への道のりを歩み始めましょう。

プロセス革新を通じて5軸投資価値を最大化するには?
5軸加工センターを導入するだけでは、必ずしも投資収益が得られるとは限りません。その高い潜在能力はしばしば十分に活用されていないのが現状です。重要な課題は、この高度なハードウェアを、予測可能で高付加価値な成果物へと変換することです。本稿では、プロセス革新に焦点を当てた方法論を概説し、機械技術の利用率を平均的なレベルから75%以上に体系的に引き上げることで、投資価値を最大化することを目指します。
- 高度なツールパスによる材料除去率(MRR)の最適化:現在、当社ではトロコイドミル加工とピールミル加工において、最先端のコンピュータ支援製造技術を採用しています。この技術により、切削工具のチップ負荷を常に最適な状態に保つことが保証されます。構造用アルミニウム製品において、荒削り加工時の材料除去率35cm³/分を40%以上最適化することに成功しました。
- クローズドループ・インプロセス計測の実装:セットアップと検査のための非切削時間を最小限に抑えるため、タッチプローブとレーザーツールを機械に統合しました。これにより、ワークピースの自動位置合わせ、ツール設定、および工程途中の特徴検証が可能になります。システムはリアルタイムでオフセットを適用し、検査時間を生産的な切削時間に変換し、技術活用の重要な要素である初回部品の正確性を確保します。
- 再現性の高い効率性を実現するための知識の標準化:治具、工具、実績のあるパラメータなど、部品ファミリーごとに最適化されたプロセスをデジタル作業指示書に取り込みます。このプロセス革新により、繰り返し注文のプログラミングとセットアップ時間を大幅に短縮できます。経験の浅いオペレーターでも複雑な作業を効率的に実行できるようになり、設備総合効率(OEE)を劇的に向上させ、投資価値を保護します。
この手法は、5軸加工の潜在能力を利益へと転換するための設計図を提供します。競争上の優位性は、高度なツールパス、工程内制御、および知識標準化の統合にあります。これは、技術利用率を高め、多額の設備投資に対する迅速かつ確実なリターンを確保するための実績のあるシステムです。
よくある質問
1. 3+2の原理を用いて加工できる部品にはどのようなものがありますか?
多面体または中空のシステム部品、金型ベース、および箱型部品。精度は±0.01 mm 、表面粗さはRa1.6μmです。
2. 連続5軸加工におけるCAMプログラミングに関して、どのような要求がありますか?
RTCP機能、衝突回避アルゴリズム、スムーズなツールパス最適化が必要です。プログラミング時間は3+2モードと比較して40%増加しますが、加工効率は3倍になります。
3. 5軸加工装置の一般的な投資回収期間はどのくらいですか?
部品の複雑さにもよりますが、一般的には12~24ヶ月かかります。複雑な曲面部品の場合、効率性の高さから18ヶ月以内に投資を回収できる可能性があります。お客様の部品形状に基づいた即時見積もりを取得することで、プロジェクト評価を迅速化できます。
4. 企業が2軸加工機を5軸加工機に交換する必要があるかどうかを判断するにはどうすればよいでしょうか?
曲面の複雑さが製品体積の30%を超える場合、または3軸加工機で加工する場合、3回以上のクランプサイクルが必要となるため、5軸システムへのアップグレードが必要となります。
5. 5軸加工において、最大の誤差要因は何だと考えられていますか?
スピンドルの熱膨張と角度誤差。全体の誤差を0.015mm以内に抑えるため、 500時間ごとにレーザー校正が必要です。
6. 3+2加工で、連続5軸加工と同等の表面仕上げレベルを達成することは可能ですか?
平面形状ではRa 0.8μmが得られるが、交点の自由曲面には0.02~0.05mmの接合痕が見られる。
7. 5軸加工における工具振動を制御する方法は?
バランス品質G2.5の油圧式ツールホルダーと最適な送り速度比により、振動を5μm以内に抑えることができます。
8. 5軸加工機能を備えた機械を操作する新しいオペレーターには、どのようなトレーニングが必要でしょうか?
研修生は、 2~3ヶ月の実践的な実地訓練を通して、RTCP、衝突安全、および精度補正の原理を理解する必要がある。
まとめ
5軸加工技術による科学的な選定と最適化は、企業向け複雑部品の製造において、最大限の効率と品質を実現します。LS Manufacturingは、包括的な技術システムと豊富なサービス経験を持つ企業の好例であり、顧客に優れた製造ソリューションを提供しています。
カスタマイズされた5軸加工ソリューションや、さらなるプロセス評価については、LS Manufacturingの技術サポートチームまでお気軽にお問い合わせください。お客様の部品形状を評価し、プロセスの実現可能性から最終的なプロセス検証まで、お客様に合わせたサポートに関する技術・商業提案を作成いたします。
複雑な輪郭加工の究極の可能性を今すぐ解き放ちましょう。クリックして、お客様専用の5軸同時加工ソリューションを入手してください。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


