
Les services de fraisage CNC du cuivre rencontrent fréquemment des difficultés majeures telles que l'adhérence des outils en cuivre pur entraînant une réduction de la durée de vie de l'outil de 60%, la rugosité de surface du laiton diminuant à Ra3.2 et le cuivre au béryllium se déformant de plus de 0,1 mm après traitement thermique. De tels obstacles entraînent des taux de rebut supérieurs à 12 % et des coûts 40 % supérieurs à ceux de l'usinage de l'acier. La principale raison est l'utilisation de paramètres basés sur l'acier sur les matériaux en cuivre.
Différentes stratégies peuvent complètement changer le visage des services de fraisage CNC du cuivre. Avec l'aide de 12 ans d'expérience et d'un historique de 183 projets, nous proposons des outils spécifiques aux matériaux, l'optimisation des paramètres et le contrôle des coûts. Cette méthode complète augmente non seulement l'efficacité de 50 %, mais réduit également les coûts de 30 à 45 %, c'est donc une solution directe aux problèmes associés à l'usinage du cuivre.

Tableau de référence rapide des services de fraisage CNC en cuivre
| Section | Point clé en bref |
| Propriétés du matériau | Les alliages de cuivre (par exemple, C11000, C10100) et le cuivre pur sont choisis pour leur conductivité électrique/thermique supérieure. |
| Capacité d'usinage | La gamme de services va du prototypage à la production en série de pièces complexes avec des géométries très précises. |
| Précision et tolérance | Les capacités de fraisage de haute précision permettent d'atteindre des tolérances extrêmement étroites, normalement de ±0,01 mm à ±0,05 mm. |
| Finition de surface | Différentes techniques de post-traitement pour l'amélioration de la surface (par exemple, polissage, placage, revêtement) sont proposées. |
| Assurance qualité | Un contrôle complet à l'aide d'unités de mesure de haute technologie (MMT, comparateurs optiques) garantit que le produit répond aux exigences. |
| Support de conception | Fournir des études d'ingénierie etDFM (Design for Manufacturing) pour faciliter la conception des pièces pour l'usinage. |
| Applications courantes | Largement utilisé dans la fabrication de composants électriques, de dissipateurs thermiques, d'électrodes EDM et de pièces de blindage RFI/EMI. |
Nous nous concentrons sur la production de pièces en cuivre de haute précision avec des géométries complexes qui jouent un rôle essentiel dans la gestion électrique et thermique. La gamme de nos offres accélère l'ensemble du processus de développement de produits, du prototype à la production, tout en garantissant la plus haute qualité et fiabilité. Nous fournissons une solution clé en main qui réduit la complexité de votre chaîne d'approvisionnement et fournit des pièces conformes aux critères de performance les plus stricts.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Il y a tellement d'articles sur l'usinage du cuivre, alors pourquoi s'embêter à lire celui-ci ? Nous ne sommes pas des théoriciens mais des praticiens. Chaque conseil donné ici ne provenait pas d'une expérience de laboratoire soignée, mais plutôt d'une bataille réelle de notre atelier contre les alliages durs, les délais serrés et les conceptions complexes. Notre guide a été testé et éprouvé par l'expérience, il est donc conforme aux normes élevées d'organisations telles queASTM International et le National Institute of Standards and Technology (NIST).
Nous avons usiné des pièces pour lesquelles une défaillance de la gestion thermique pourrait faire tomber toute une batterie de serveurs, et où une erreur de contact électrique pourrait arrêter une chaîne d'assemblage cruciale. À chaque fois, du prototypage à la production complète, nous avons beaucoup appris : comment obtenir les meilleurs parcours d'outils pour le cuivre pur collant, comment gérer la chaleur afin que les propriétés du matériau ne soient pas altérées et comment effectuer des contrôles de qualité au moins équivalents à ceux reconnus par le NIST.
Ce manuel est un résumé des connaissances accumulées sur ces tranchées. Nous fournissons des descriptions détaillées des techniques pratiques qui permettent de combiner des mesures de réduction des coûts avec la précision extrêmement exigeante requise pour les guides d'ondes RF ou les connecteurs aérospatiaux, en nous référant aux spécifications des matériaux certifiées par ASTM International. Nous l'avons compris grâce à la pratique, et nos conseils sont là pour vous aider à mener à bien le prochain projet sans soucis ni doutes.
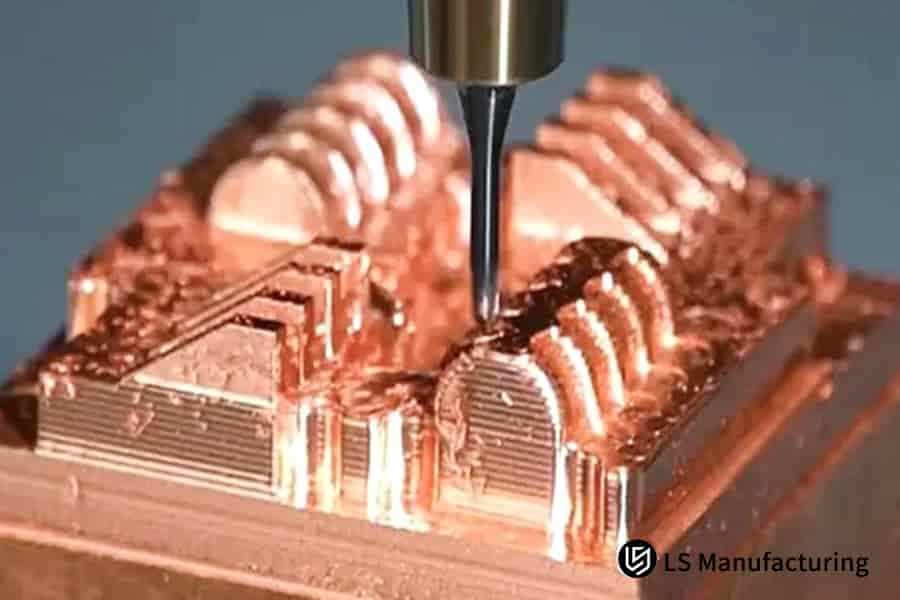
Figure 1 : Applications de fabrication de pièces en cuivre personnalisées et de développement de prototypes.
Quelles sont les différences fondamentales dans les caractéristiques de fraisage des différents matériaux en alliage de cuivre ?
Les services de fraisage CNC du cuivre qui donnent des résultats efficaces, en particulier lorsqu'ils sont réalisés à petite échelle, doivent être bien pensés, car une mauvaise approche entraînera l'usure des outils, une mauvaise finition de surface et le rejet des pièces. Cette discussion met en évidence les différences de comportement des deux alliages de cuivre lors du processus d'usinage : le Cuivre pur (C110) et le Cuivre-béryllium (C172). L'objectif principal est de fournir aux ingénieurs et aux responsables des achats des recommandations pratiques et fondées sur des données pour l'optimisation des processus, la réduction des coûts et l'assurance qualité des pièces dans Applications de fraisage CNC.
| Aspect | Cuivre pur (C110) | Cuivre-béryllium (C172) |
| Défi principal | Matériau très ductile et thermiquement conducteur (~400 W/(m·K)) provoquant l'adhérence du matériau et le grippage des arêtes de coupe. | Une dureté extrême (HRC 38-42) et une abrasivité entraînent une usure rapide des flancs et les forces de coupe sont très élevées. |
| Géométrie optimale de l'outil | Les outils doivent être conçus avec un angle de coupe positif élevé (20-25°) et les cannelures en laiton doivent être polies pour une évacuation efficace des copeaux. | Les bords des outils doivent être solides, bien affûtés et équipés de revêtements spéciaux (comme AlTiN) pour résister à l'abrasion et garder les bords tranchants. |
| Paramètres de découpe des clés | Des vitesses de broche élevées doivent être combinées avec des vitesses d'avance modérées sous Lubrification en quantité minimale (MQL) pour contrôler la chaleur et l'adhérence. | Des cycles bas-moyens et élevés (80-120 m/min) avec des vitesses d'avance continues et bien contrôlées peuvent être utilisés pour la gestion des forces de coupe et de la génération de chaleur. |
| Optimisation éprouvée | L'examen de la base de données de matériaux de LS Manufacturing montre qu'une géométrie de brise-copeaux appropriée peut améliorer la productivité de l'usinage du cuivre pur de plus de 60 %. | L'utilisation d'une stratégie de coupe segmentée pour le cuivre au béryllium a prolongé la durée de vie moyenne des outils de 15 à 45 pièces dans notre CNC à grand volume opérations de fraisage. |
Dans ce rapport, nous présentons un cadre de sélection de stratégie qui exploite les propriétés intrinsèques des matériaux pour guider le choix d'une stratégie : pour le cuivre pur, combattre l'adhérence, et pour le cuivre au béryllium, résister à l'usure. Nous proposons ici des solutions avec des usinage du cuivre des composants de précision qui, en plus d'utiliser des stratégies d'outillage et de paramètres précis, génèrent des économies directes et une amélioration de la fiabilité des pièces dans des scénarios de fraisage CNC de haute précision à grande valeur ajoutée.

Comment résoudre les problèmes de collage des outils et de formation d'arêtes accumulées lors de l'usinage de matériaux en cuivre ?
Le fraisage de précision du cuivre qui est efficace et efficient exige que les problèmes persistants d'adhérence des matériaux et de création du bord supérieur construit (BUE) soient correctement résolus. Lorsque cela se produit, la qualité de la surface en souffre, les outils s'usent plus rapidement et des erreurs se produisent dans les mesures des dimensions. Notre méthodologie utilise une approche intégrée combinant des solutions d'outillage avancées, une gestion thermique précise et une optimisation des paramètres pour fournir des résultats fiables et de haute qualité. Ce document détaille les contre-mesures techniques :
Sélection d'outils et technologie de revêtement avancées
La mesure de protection la plus importante consiste à doter les outils de revêtements nano-composites ultra, lisses et à très faible frottement (coefficient de frottement ≤ 0,3). Ces revêtements ainsi que les faces de coupe polies réduisent principalement la tendance au collage des copeaux de cuivre vers l'arête de coupe. Cette approche ciblée de Fraisage CNC va directement à l'élimination de la toute première adhérence qui entraîne la formation de BUE, garantissant ainsi un flux ininterrompu de copeaux et protégeant ainsi la forme de l'outil.
Refroidissement stratégique et contrôle précis de la température
Nous utilisons des systèmes de refroidissement haute pression (≥7 MPa) qui se concentrent directement sur l'interface puce-outil. Ce jet puissant élimine efficacement les copeaux, interrompt l'effet de soudage et maintient la température de la zone de coupe en dessous de 150°C. Cette régulation thermique minutieuse est cruciale pour le fraisage de précision en cuivre des pièces, car elle empêche le matériau de devenir ductile, qui est la principale cause d'adhésion, ce qui rend le processus d'usinage plus stable.
Géométrie d'outil et paramètres d'usinage optimisés
Outre les revêtements, la géométrie de l'outil est modifiée avec précision. L'introduction d'outils avec des angles de coupe négatifs contrôlés (-5° à -8°) améliore la résistance du tranchant. Ceci, associé aux vitesses et avances optimisées des de fraisage CNC complexes pour les opérations complexes, réduit les forces de coupe et les contraintes de contact. Nos recherches révèlent que ce mélange peut réduire l'apparition de BUE de 80 %, ce qui signifie des processus stables et des pièces de meilleure qualité.
Cette approche intégrée de trois éléments : l'outillage revêtu, le refroidissement puissant, le changement de paramètres, cible les causes fondamentales de l'adhésion et du BUE. Nous produisons un fraisage du cuivre de précision constant avec une durée de vie d'outil prévisible et une excellente qualité de surface (Ra <0,8 μm est constamment atteint), ainsi un avantage technique fiable peut être donné aux applications critiques où la fiabilité est la valeur fondamentale.
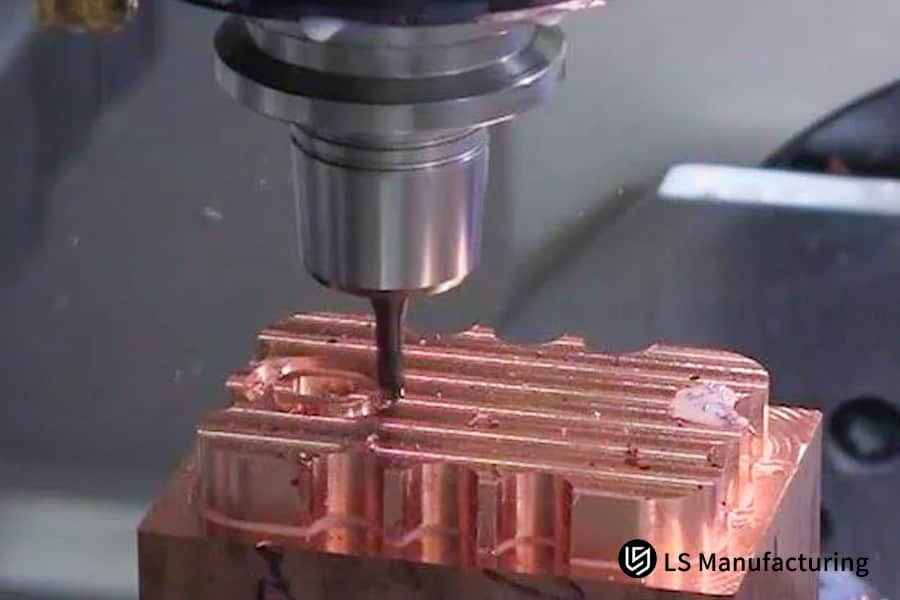
Figure 2 : Fraisage d'un composant en cuivre de haute précision pour l'usinage d'un prototype et démonstration des capacités du fournisseur.
Comment contrôler la déformation à moins de 0,02 mm lors de l'usinage de pièces en cuivre à paroi mince ?
L'usinage de pièces en cuivre à paroi mince sans distorsion due aux forces de coupe et aux contraintes thermiques est un sujet de grande préoccupation lorsqu'on essaie d'obtenir des tolérances inférieures à 0,02 mm. Nous avons développé un protocole global d'usinage de précision qui combine l'innovation des processus, la simulation analytique et les environnements contrôlés. C'est notre solution à ce problème. Vous trouverez ci-dessous une brève description des principaux points techniques de notre stratégie :
Stratégie et séquence de processus innovants
Notre approche repose sur la rupture de la gestion du stress interne grâce à une stratégie en plusieurs étapes.
- Usinage symétrique : Pour enlever la matière, nous programmons l'outil pour qu'il travaille simultanément sur les deux côtés de la fonction afin que les contraintes résiduelles soient équilibrées lors de la CNC à grande vitesse fraisage.
- Intermédiaires de soulagement des contraintes : Nous intégrons stratégiquement des intervalles de soulagement des contraintes au milieu du processus, empêchant ainsi les étapes finales de fraisage du cuivre de précision de se déformer en raison des contraintes accumulées.
Conception avancée de fixations et de serrage analytique
La conception des luminaires doit être la priorité absolue pour le contrôle de la déformation.
- Support flexible multipoint : Nous mettons en œuvre des luminaires personnalisés équipés d'un support réglable et conforme qui aide à répartir uniformément la pression de serrage, éliminant ainsi le risque de distorsion localisée.
- Solutions optimisées FEA : L'analyse par éléments finis est utilisée pour simuler les forces de serrage et de coupe avant la production, nous permettant ainsi de perfectionner l'emplacement et la pression du support, garantissant ainsi que même les composants ultra et à paroi mince sont stables.
Gestion thermique et refroidissement proactifs
Le contrôle de la chaleur est une condition préalable à la prévention de la dilatation thermique.
- Refroidissement à basse température : Nous utilisons une température de liquide de refroidissement contrôlée et un flux dirigé pour maintenir un état thermique faible stable dans la pièce pendant Fraisage complexe du cuivre.
- Usinage isotherme : Cette technique réduit les gradients thermiques à presque zéro. En conséquence, le matériau se comporte de manière prévisible et les dimensions des pièces fabriquées dans un lot restent cohérentes.
En combinant contraintes, parcours d'outils équilibrés, fixations vérifiées par FEA et contrôle de processus isotherme, nous sommes en mesure de produire des pièces en cuivre à paroi mince avec des déformations inférieures à 0,015 mm et des rendements par lots supérieurs à 98 %. Un tel niveau de sophistication technique offre un avantage concurrentiel totalement convaincant pour les applications où une stabilité géométrique à un niveau extrême est requise.
Quels sont les facteurs clés affectant le coût du fraisage CNC de pièces en cuivre ?
Une prévision précise des coûts pour les facteurs de coûts de fraisage CNC est cruciale pour la budgétisation du projet et l'approvisionnement stratégique. Cette analyse identifie et mesure les trois facteurs de coûts les plus importants dans l'usinage du cuivre : les matériaux, l'outillage et la main d'œuvre. Comprendre leur poids permet une optimisation ciblée des coûts et des décisions d'ingénierie de la valeur pour atteindre une efficacité financière maximale sans compromettre la qualité.
| Catégorie de coût | Impact quantitatif et objectif d'optimisation |
| Coûts des matériaux | Il est courant que les coûts des matériaux représentent 45 à 60 % du coût global ; dans les projets de fraisage CNC à grand volume, l'optimisation se concentre principalement sur le dimensionnement stratégique des flans et l'efficacité de l'imbrication pour réduire les déchets. |
| Outils et consommables | Ceux-ci représentent 15 à 25 % du coût ; l'objectif principal est d'augmenter considérablement la durée de vie de l'outil en utilisant des géométries/revêtements spécialement conçus et en optimisant les processus, réduisant ainsi directement le coût par pièce. |
| Temps d'usinage (main-d'œuvre/frais généraux) | C'est 20-30% du coût que représente cette pièce ; la principale raison pour atteindre cette efficacité est de réduire le temps de cycle en utilisant des paramètres optimisés et des techniques de fraisage CNC avancées à grande vitesse. |
| Impact de l'optimisation intégrée | La simulation LS Manufacturings révèle qu'en combinant les effets de l'extension de la durée de vie des outils (de 50 à 80 %) et de l'optimisation des paramètres d'usinage, le coût total du projet peut être réduit de 30 à 45 %. |
Cet article présente les facteurs de coûts avec des données quantifiables, présentant ainsi une feuille de route pour une optimisation ciblée des coûts de fraisage CNC. Nous répondons aux problèmes des clients en proposant une approche d'ingénierie de valeur ciblée, qui comprend l'optimisation de l'utilisation des matériaux, la prolongation de la durée de vie des outils et la réduction du temps d'usinage afin de réduire efficacement le coût total de possession des composants en cuivre de précision. L'utilisation d'une telle approche basée sur les données est indispensable pour un approvisionnement compétitif dans des projets hautement techniques et sensibles aux coûts.

Figure 3 : Fraisage CNC d'une pièce en cuivre de haute précision pour le développement de prototypes et l'analyse des coûts de fabrication.
Comment optimiser la stratégie de production de composants en cuivre, du prototypage à la production de masse ?
Il y a un diable dans les détails lorsqu'il s'agit de usinage de prototypes en cuivre transformé en une production par lots efficace, c'est-à-dire obtenant un équilibre idéal entre vitesse, coût et qualité. Une stratégie de production mal optimisée entraîne des cycles de développement plus longs et des coûts par pièce plus élevés. Grâce à un processus étape par étape, nous combinons différents aspects du processus, maximisant ainsi la valeur et permettant une mise à l'échelle en douceur. L'approche sous-jacente est divisée en trois phases avancées et évolutives :
Prototypage rapide : réalisation de la validation fonctionnelle
Tout d'abord, cette étape est conçue pour aller aussi vite que possible afin de prendre en charge une itération de conception rapide. Nous utilisons des outils génériques et des paramètres relativement agressifs mais toujours stables pour le fraisage CNC à grande vitesse. L'objectif est de produire des pièces fonctionnelles en 3 à 5 jours pour la vérification physique de la forme, de l'ajustement et de la fonction. Les détails sur les temps de cycle et les performances des outils sont conservés pour la prochaine phase de stratégie de production en fonction des données obtenues.
Lot pilote : raffinement des processus et analyse comparative des coûts
La validation de la conception est terminée ; par conséquent, l'accent est mis sur l'optimisation du processus grâce à une production en petit volume. Sur la base des données du prototype, nous retravaillons les paramètres de coupe, choisissons les meilleurs outils et mettons en place la première base de contrôle qualité. Le processus complexe de broyage du cuivre est stabilisé à ce stade, les goulots d'étranglement sont séparés et le coût par pièce réel et reproductible qui peut être utilisé pour la projection de la production à grande échelle est établi.
Production à grande échelle : optimisation des coûts en volume
Pour les commandes matures et volumineuses, nous passons à des luminaires dédiés, à des outils spécialisés et à des flux de travail rationalisés. La mise en œuvre de stratégies telles que le dimensionnement optimal des lots (30 à 100 pièces) maximise l'utilisation de l'équipement et minimise les frais de configuration. Cette approche dédiée, soutenue par nos analyses de production, permet d'atteindre de manière fiable la réduction des coûts ciblée de 25 à 35 % par rapport à une mise à l'échelle non optimisée.
En travaillant sur les priorités des processus dans les phases de production telles que la vitesse, le raffinement puis l'efficacité, nous sommes en mesure de faire évoluer l'usinage de prototypes en cuivre vers la production par lots en utilisant le premier concept de manière économique. Nous allons apporter des délais de développement raccourcis, des coûts prévisibles et une augmentation transparente des volumes. Ainsi, nous offrons un avantage décisif dans le domaine de la fabrication de composants en cuivre de précision sur le marché de manière compétitive.
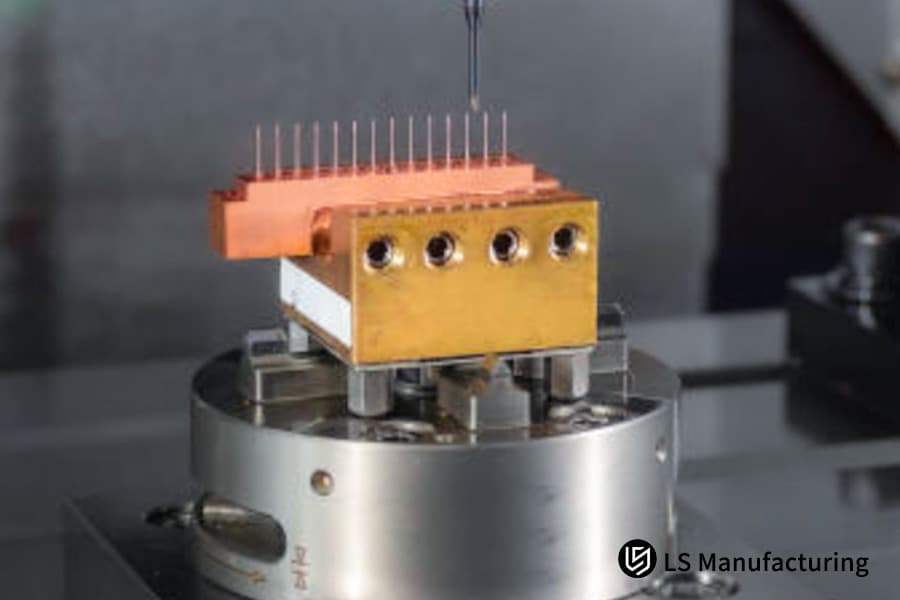
Figure 4 : Fraisage CNC d'un composant en cuivre de précision pour l'usinage de prototypes et la fabrication de pièces personnalisées.
Industrie des véhicules à énergie nouvelle de fabrication LS : projet personnalisé pour les embouts d'enroulement en cuivre du moteur
Cette étude de cas sur les véhicules à énergie nouvelle détaille un défi de fabrication critique impliquant le fraisage CNC de haute précision d'un embout en cuivre de moteur. Le client avait des problèmes avec les délais et les coûts de production, car la distorsion thermique, problème rencontré par son fournisseur lors de l'usinage des embouts en cuivre, en était la principale raison. La solution consistait en une légère amélioration de la stratégie de refroidissement :
Défi client
Le client, l'un des principaux fabricants de NEV, souhaitait un moteur usinage d'embouts en cuivre avec un diamètre de 200 mm et une tolérance critique de planéité de 0,02 mm. Cependant, leur fournisseur précédent usinait donc une déformation thermique provoquée uniquement par une planéité de 0,08 mm et un taux de grattage de 30%. Cela mettait directement en danger leur projet et le calendrier de leur chaîne d'assemblage de moteurs en raison d'un approvisionnement peu fiable en pièces détachées et de l'augmentation des coûts.
Solution de fabrication LS
Nous avons introduit une solution de fraisage CNC personnalisée basée principalement sur l'usinage cryogénique avec l'utilisation d'un jet de refroidissement à l'azote liquide directement au point d'application. Cette méthode de refroidissement innovante maintenait la pièce à très basse température de manière très contrôlée, rendant ainsi la dilatation thermique négligeable. En plus de cela, nous avons utilisé un nouveau dispositif de localisation 12 points et modifié les paramètres de la broche pour obtenir un fraisage stable et sans vibrations, ce qui était la solution directe au problème de distorsion.
Résultats et valeur
En fin de compte, la planéité de la pièce a été maintenue à plusieurs reprises à 0,015 mm, ce qui dépassait les spécifications. The part qualification rate went up to 99.2%, thus, no waste was produced. The reliable production process greatly helped the client cut down their delivery cycle by 40% and at the same time, ensured cost savings of 1.2 million RMB on a yearly basis by securing on-time assembly and eliminating the cost of scrap.
This project is a perfect illustration of how we operate when faced with complex thermal challenges in precision copper milling. Through the targeted development and implementation of a cryogenic production process, we were able to offer measurable reliability and cost savings. It also reflects our technical competence in fulfilling the requirements of mission-critical components in the highly competitive electric vehicle industry.
Struggling with thermal distortion in copper milling affecting your yields? Let our proven cryogenic machining process replicate this precision for your project.

How To Evaluate The Technical Capabilities Of A Copper Component Supplier?
Hiring a CNC copper machining supplier for your project is not just about comparing quotes but also about a detailed forensic technical assessment of their problem-solving capabilities. The real pros show their abilities by delivering quantifiable results in solving difficult problems rather than sharing a broad list of equipment. A thorough supplier selection process should at least include:
On-site Process Verification & Capability Audit
We suggest that you personally inspect the supplier's factory for those critical precision tasks.
- Live Thin-Wall Machining Demo: You should ask them to machine a copper test piece with a 0.8mm thin-wall in order to immediately verify their low-distortion copper milling skills.
- Key Metric: The flatness of the final component has to be ≤0.025mm, which will be a direct measure of their skill in handling clamping forces, toolpath strategy, and thermal management.
Evaluation of Specialized Tooling and Material Database
One indicator of technical depth is their add, on investment in process-specific resources.
- Dedicated Copper Tooling Library: Check whether the supplier has a well, maintained copper tool library with tools that have geometries and coatings specifically optimized for the different copper alloys, a factor that is very important for achieving consistent high-quality copper milling.
- Parameter Database: An experienced supplier will make use of historical machining data to accurately predict and optimize performance for new projects, thereby minimizing trial and error.
Review of Documented Case Studies and Problem-Solving
Past performance is the best guide. Look their project history through the lens of documented cases.
- Complex Case Studies: Ask for detailed reports of previous projects where thermal distortion control, deep cavity milling, or ultra surface finish need were involved.
- Solution Breakdown: Understand how they identified the situation, worked on the solution, and resulted in measurable improvements of yield, accuracy, or cost.
We are addressing the major issue of supplier selection by publishing a framework of evidence, based audit here. It not only distinguishes the copper machining supplier's capability for distortion control, the handling of special tooling, and complex precision copper milling, but also confirms the technical competence of the manufacturer for the production of high-value components.
How Does The Online Quoting System Accurately Calculate The Cost Of Machining Copper Parts?
Conventional cost estimation for custom copper parts generally tends to be slow and inaccurate as it depends highly on manual calculations which often overlook essential factors. We provide a data-backed online quotation engine which interprets a complex technical specification into an accurate and up-to-date pricing. The fundamental value of the system resides in its capacity to simulate actual production costs with more than 96% accuracy, thus revolutionizing RFQ (Request for Quotation) processes:
Multi-Variable, Data-Driven Cost Algorithm
The system doesn't limit itself to simple volume calculations but it applies dynamic coefficients to the main cost drivers. For example, it automatically assigns specific material factors (e.g., 2.2x for beryllium copper, 1.5x for pure C110) and precision factors (e.g., 1.8x for IT6, grade features). It also performs an analysis of a 3D model to attach a complexity factor to features that need specialized high-precision CNC milling strategies, thus the proposal will truly reflect the machining effort.
Real-Time Integration of Process Parameters
Upon receiving a part file and a set of requirements from a user, the system first conducts a manufacturability analysis. It consults a stored database of very tight process parameters that have been proven for various copper alloys to carry out a simulation for cycle time. This in, depth method of CNC machining cost estimation takes into consideration aspects such as tool wear rates, the necessary machine features, as well as finishing operations, and thus provides a detailed cost breakdown within three minutes.
Validation and Continuous Accuracy Improvement
Data from every finished production project is sent back to the quoting algorithm. This closed, loop system constantly compares the initial copper parts quote prediction with the real production costs and time. This machine learning mechanism adjusts the cost coefficients and logic, thereby preserving the platform's accuracy level of ≥96% and making sure that the quotes are both competitive and trustworthy for planning purposes.
We address the problem of unpredictable budgeting by giving immediate, transparent cost estimation that is firmly based on real production data. Our system provides accurate online quotation for custom copper parts, allowing clients to make quick sourcing decisions with certainty, prevent budget overruns, and optimize their procurement process for complicated components.
Why Choose LS Manufacturing As Your Copper Component Processing Partner?
Choosing a copper milling manufacturer requires a partner who can turn material challenges into dependable results. Our partnership value is based on demonstrated execution, specialized resources, and data-driven optimization that continually hits the critical metrics. The major differentiators are:
Deep Material Expertise & Process Stability
- Proven Experience: 12 years and 183 dedicated copper projects have allowed us to thoroughly understand adhesion, thermal management, and precision CNC milling for high-volume CNC milling demands.
- Quantifiable Result: The knowledge accumulated over time is a direct factor in securing a 98.8% first-pass qualification rate, which aligns with partners' project timelines and results in less validation cycles.
Specialized Technical Arsenal for Precision
- Dedicated Tooling Library: A proprietary collection of 56 specialized tool geometries and coatings is one of the assets that we have specially developed for the unique machining characteristics of various copper alloys.
- Targeted Application: This lets us immediately, optimally select tools for each feature, be it for minute details in electrical component milling or heavy roughing, thus, preserving efficiency and surface quality.
Systematic Cost Optimization & Value Delivery
- Data-Driven Process Refinement: Our massive historical project database is being regularly scrutinized to find the best possible ways for improving parameters, tool life, and workflow efficiency.
- Direct Client Benefit: The methodical approach to production cost analysis enables the team to consistently hit 30% plus cost savings over standard industry practices, which in itself translates into real financial value for 86 served clients.
We deliver on the core partnership challenge by offering high, yield production and systematic cost reduction that are predictable. With our method, which is supported by specialized tooling and empirical process data, we lay down an unquestionably reliable basis for sourcing complex copper components. This level of technical excellence makes us a strategic copper milling manufacturer for mission, critical, cost, sensitive applications.
FAQ
1. What is the minimum wall thickness for copper part machining?
The lowest thickness of a wall for normal machining is 0.3mm, while with special treatments it can be 0.2mm. LS Manufacturing offers a machining feasibility study.
2. How difficult is it to machine copper of various materials?
Pure copper > Beryllium copper > Brass. LS Manufacturing provides customized solutions for machining according to the characteristics of the material.
3. What is the minimum surface roughness of copper parts?
With precision CNC milling, Ra0.4μm can be achieved, and after polishing, it can be Ra0.1μm.
4. How is dimensional stability ensured during copper part machining?
We have developed several methods for mass production where the dimensional variation is ≤0.015mm. These include releasing the internal stress, keeping the temperature constant during machining, and using special clamping solutions.
5. Do you provide post, processing services for copper parts?
We offer a wide range of post-processing services such as electroplating, passivation, and polishing to cater to the different application requirements of our customers.
6. What is the typical lead time for small-batch copper part machining?
An initial batch of samples takes from 5 to 7 days while a small batch takes between 10 and 15 days. Moreover, our expedited service is always at your disposal for rush orders.
7. How can copper part machining costs be reduced?
This can be done through a combination of multi-dimensional approaches such as material selection, process changes, and batch size optimization, which can lead to cost savings of 30-45%. You can easily estimate your specific manufacturing project expenses by using our online instant custom copper parts quote system.
8. What are the quality inspection standards for copper part machining?
It means the complete set of tests for dimensional accuracy, geometric tolerances, surface roughness, and conductivity.
Résumé
CNC milling of copper materials needs a complete professional process technology system and scientific cost control methods. By thoroughly understanding material properties, fine, tuning the processing parameters, and accurately managing the costs, the perfect combination of quality and cost can be realized. LS Manufacturing professional copper part machining solutions are therefore able to provide customers with a full range of services from technical consulting to mass production.
Send us your copper part drawings now and get your exclusive "Copper Material Machining Process Optimization and Cost Analysis Report"! LS Manufacturing copper part machining specialists will break down machining challenges, give parameter optimization suggestions, and provide cost, saving solutions. Contact us to get a free copper part DFM analysis to help you optimize your design!
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web : https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Pièces requises devis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com.


